CN201848609U - 一种加工超大型大齿轮装置 - Google Patents
一种加工超大型大齿轮装置 Download PDFInfo
- Publication number
- CN201848609U CN201848609U CN201020612419XU CN201020612419U CN201848609U CN 201848609 U CN201848609 U CN 201848609U CN 201020612419X U CN201020612419X U CN 201020612419XU CN 201020612419 U CN201020612419 U CN 201020612419U CN 201848609 U CN201848609 U CN 201848609U
- Authority
- CN
- China
- Prior art keywords
- lathe bed
- main shaft
- milling cutter
- gear wheel
- chuck
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000003754 machining Methods 0.000 title abstract description 4
- 238000003801 milling Methods 0.000 claims abstract description 18
- 239000000446 fuel Substances 0.000 claims description 5
- 238000000034 method Methods 0.000 claims description 5
- 239000003921 oil Substances 0.000 description 5
- 239000010720 hydraulic oil Substances 0.000 description 2
- TVEXGJYMHHTVKP-UHFFFAOYSA-N 6-oxabicyclo[3.2.1]oct-3-en-7-one Chemical compound C1C2C(=O)OC1C=CC2 TVEXGJYMHHTVKP-UHFFFAOYSA-N 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
Images





Landscapes
- Turning (AREA)
Abstract
一种加工超大型大齿轮装置是涉及加工齿轮装置结构的改进。本实用新型提供一种可加工5米以上大齿轮的加工超大型大齿轮装置。本实用新型包括纵向床身、横向床身,其结构要点纵向床身上设置有主轴箱,主轴箱的主轴一端为卡盘,主轴另一端通过蜗轮同电机相连,同主轴对应的支撑座设置在纵向床身上,主轴和卡盘上设置有锥形支撑体,横向床身的导轨上设置有铣刀箱,铣刀箱的丝杠与差动箱相连。
Description
技术领域
本实用新型是涉及加工齿轮装置结构的改进,更适于加工重载超大型大模数的大齿轮装置。
背景技术
现有加工大齿轮的设备就是五米滚齿机(立式加工),但是它对于加工重载直径大于5米,模数大于36以上的大齿轮就很困难了,该设备加工大齿轮的问题是:1、五米滚齿机的(圆形)工作台直径4米,对于装卡大于5米的大型齿轮就很困难。
在5米滚齿机上加工大齿轮,不仅机床的刚性很差而且成本也非常高。
发明内容
本实用新型就是针对上述问题,提供一种可加工5米以上大齿轮的加工超大型大齿轮装置。
为了实现本实用新型的上述目的,本实用新型采用如下技术方案,本实用新型包括纵向床身、横向床身,其结构要点纵向床身上设置有主轴箱,主轴箱的主轴一端为卡盘,主轴另一端通过蜗轮同电机相连,同主轴对应的支撑座设置在纵向床身上,主轴和卡盘上设置有锥形支撑体,横向床身的导轨上设置有铣刀箱,铣刀箱的丝杠与差动箱相连。
本实用新型的有益效果:由于本实用新型纵向床身上设置有主轴箱,主轴箱的主轴一端为卡盘,主轴另一端通过蜗轮同电机相连,同主轴对应的支撑座设置在纵向床身上,主轴和卡盘上设置有锥形支撑体,横向床身的导轨上设置有铣刀箱,铣刀箱的丝杠与差动箱相连;可加工直径φ≤6800毫米,齿宽B≤800毫米,β≤15°,重量Q≤30吨的合金钢大齿轮,并且加工精度达到了要求。
附图说明
图1是本实用新型的俯视图。
图2是图1的A-A剖视图。
图3是图1的B-B剖视图。
图4是锥形支撑体的结构示意图。
图5是轴承部分结构示意图。
图6是图5的俯视图。
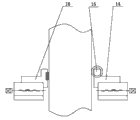
图7是被加工齿轮同固定装置、滚轮装置的相关结构示意图。
图8是主轴同轴承之间的结构示意图。
附图中,1为蜗轮,2为电机,3为纵向床身,4为主轴箱,5为卡盘,6为锥形支撑体,7为主轴,8为支撑座,9为差动箱,10为丝杠,11为铣刀箱,12为导轨,13为横向床身,14为滚轮装置,15为滚轮,16为固定装置,17为轴承,18为进油孔,19为油腔。
具体实施方式
本实用新型包括纵向床身3、横向床身13,纵向床身3上设置有主轴箱4,主轴箱4的主轴7一端为卡盘5,主轴7另一端通过蜗轮1同电机2相连,同主轴7对应的支撑座8设置在纵向床身3上,主轴7和卡盘5上设置有锥形支撑体6,横向床身13的导轨12上设置有铣刀箱11,铣刀箱11的丝杠10与差动箱9相连。
为提高切削的稳定性,在铣刀箱11的铣刀的一侧的横向床身13上设置有固定装置16,另一侧的横向床身上设置有滚轮装置14;固定装置16是同被加工的大齿轮的侧面始终相接触,并且同步不动;滚轮装置14的滚轮15始终同被加工的大齿轮的侧面相接触,并随被加工的大齿轮的运动而转动;目的是做到使铣刀在切削过程中大齿轮转动自如,切削平稳。
在主轴7的轴承17油腔19内设置有进油孔18;进油孔18可同手压泵相连;由于大齿轮超重(若包括卡盘5、主轴7、蜗轮1可达约40多吨),很难形成油膜,启动前用手压泵打入轴承17油腔19当中的高压油形成顶压区将主轴7(连同大齿轮工件)托起0.04—0.09毫米,然后轻松启动回转,从而改善了润滑条件,并达到了卸载和减小启动力矩的目的,效果良好。
下面结合附图说明本实用新型的一次动作过程:将半锥体(锥形支撑体6的一半)装在卡盘5上,待大齿轮工件放入地坑后再把支撑座8就位,把另一半锥体把合为一,待这些准备工作完成后再将大齿轮工件装入卡盘5上,在主轴7带动卡盘5回转前,先用手压泵打入的高压油将主轴7顶起0.04—0.09 毫米后(形成油膜),对大齿轮工件进行找正卡紧,当调整好铣刀箱11相对于大齿轮工件的铣刀位置时,即可进行加工。
Claims (3)
1.一种加工超大型大齿轮装置,包括纵向床身(3)、横向床身(13),其特征在于纵向床身(3)上设置有主轴箱(4),主轴箱(4)的主轴(7)一端为卡盘(5),主轴(7)另一端通过蜗轮(1)同电机(2)相连,同主轴(7)对应的支撑座(8)设置在纵向床身(3)上,主轴(7)和卡盘(5)上设置有锥形支撑体(6),横向床身(13)的导轨(12)上设置有铣刀箱(11),铣刀箱(11)的丝杠(10)与差动箱(9)相连。
2.根据权利要求1所述的一种加工超大型大齿轮装置,其特征在于在铣刀箱(11)的铣刀的一侧的横向床身(13)上设置有固定装置(16),另一侧的横向床身上设置有滚轮装置(14)。
3.根据权利要求1所述的一种加工超大型大齿轮装置,其特征在于在主轴(7)的轴承(17)油腔(19)内设置有进油孔(18),进油孔(18)同手压泵相连。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201020612419XU CN201848609U (zh) | 2010-11-18 | 2010-11-18 | 一种加工超大型大齿轮装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201020612419XU CN201848609U (zh) | 2010-11-18 | 2010-11-18 | 一种加工超大型大齿轮装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201848609U true CN201848609U (zh) | 2011-06-01 |
Family
ID=44091022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201020612419XU Expired - Fee Related CN201848609U (zh) | 2010-11-18 | 2010-11-18 | 一种加工超大型大齿轮装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201848609U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110640232A (zh) * | 2019-10-14 | 2020-01-03 | 长丰吾道智能光电科技有限公司 | 一种齿圈装夹加工方法 |
| CN110640233A (zh) * | 2019-10-14 | 2020-01-03 | 长丰吾道智能光电科技有限公司 | 外齿圈加工装置 |
-
2010
- 2010-11-18 CN CN201020612419XU patent/CN201848609U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110640232A (zh) * | 2019-10-14 | 2020-01-03 | 长丰吾道智能光电科技有限公司 | 一种齿圈装夹加工方法 |
| CN110640233A (zh) * | 2019-10-14 | 2020-01-03 | 长丰吾道智能光电科技有限公司 | 外齿圈加工装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202752651U (zh) | 一种加工超长孔的专用镗床 | |
| CN201744877U (zh) | 自动定位架 | |
| CN201848609U (zh) | 一种加工超大型大齿轮装置 | |
| CN205324913U (zh) | 一种螺钉、螺帽六方铣制工具 | |
| CN202877559U (zh) | 一种立车刀架结构 | |
| CN202572013U (zh) | 一种汽轮机静子部套镗、铣床粗加工中的找正装置 | |
| CN103659356A (zh) | 辐射管加工专用工装制作方法 | |
| CN203282178U (zh) | 大型立式高速数控车床 | |
| CN202922305U (zh) | 用于立式车床的传动机构 | |
| CN204053749U (zh) | 同步器齿环锥面配研工装 | |
| CN202684537U (zh) | 自动定位架 | |
| CN203437682U (zh) | 双钻头卧式钻床 | |
| CN105195832A (zh) | 电动式打磨机床 | |
| CN204338967U (zh) | 电机轴承盖油孔钻模装置 | |
| CN102921972A (zh) | 一种立车刀架结构 | |
| CN203853590U (zh) | 一种镗榨笼的专机 | |
| CN203804269U (zh) | 一种镗床或铣床的深加工装置 | |
| CN203972912U (zh) | 一种加工高速辊筒内孔的机床 | |
| CN203751686U (zh) | 一种加工轴类工件的车铣一体机床 | |
| CN203380674U (zh) | 双xz向用加工机床 | |
| CN202180210U (zh) | 一种用于立式车床的尾座顶针装置 | |
| CN202639376U (zh) | 自动定位架 | |
| CN201544315U (zh) | 竹木材料内螺纹专用加工装置 | |
| CN204657480U (zh) | 一种轴承滚子加工装置 | |
| CN208230891U (zh) | 一种同时钻多孔的摇臂钻床 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110601 Termination date: 20151118 |
|
| EXPY | Termination of patent right or utility model |