CN201807651U - 一种自动冲压线扇形模具 - Google Patents
一种自动冲压线扇形模具 Download PDFInfo
- Publication number
- CN201807651U CN201807651U CN201020505715XU CN201020505715U CN201807651U CN 201807651 U CN201807651 U CN 201807651U CN 201020505715X U CN201020505715X U CN 201020505715XU CN 201020505715 U CN201020505715 U CN 201020505715U CN 201807651 U CN201807651 U CN 201807651U
- Authority
- CN
- China
- Prior art keywords
- scrap cutter
- counterdie
- patrix
- cutter
- scrap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Landscapes
- Punching Or Piercing (AREA)
Abstract
一种自动冲压线扇形模具,其包括上模座、下模座、卸料板、上模废料切刀Ⅰ、上模废料切刀Ⅱ、垫板、固定板、与上模废料切刀Ⅰ适配的下模废料切刀Ⅰ、与上模废料切刀Ⅱ适配的下模废料切刀Ⅱ,下模废料切刀Ⅰ、下模废料切刀Ⅱ设于下模座一侧,下模废料切刀Ⅰ、下模废料切刀Ⅱ均和下模座固连,固定板通过垫板与上模座固连,上模废料切刀Ⅰ、上模废料切刀Ⅱ均和固定板固连,下模座另一侧设有分别与下模废料切刀Ⅰ1-1、下模废料切刀Ⅱ相对应的导料滚轮装置Ⅰ、导料滚轮装置Ⅱ。本实用新型结构简单,操作方便,工作效率高,产品合格率高。
Description
技术领域
本实用新型涉及一种自动冲压线扇形模具。
背景技术
目前,扇形片冲裁,大多采用普通冲床,需要人工进行送料,安全性低;由于模具设计欠合理,对工件和周边余废料清理时,需要通过手工一件一件取出,操作麻烦,生产率低;且普通冲床工作台不平整,易导致模具变形,使得冲片的产品质量合格率降低。
实用新型内容
为了克服现有技术存在的上述缺陷,本实用新型提供一种结构简单,操作方便,工作效率高,产品合格率高的自动冲压线扇形模具。
本实用新型的技术方案是:包括上模座、下模座、卸料板,还包括上模废料切刀Ⅰ、上模废料切刀Ⅱ、垫板、固定板、与上模废料切刀Ⅰ适配的下模废料切刀Ⅰ、与上模废料切刀Ⅱ适配的下模废料切刀Ⅱ,下模废料切刀Ⅰ、下模废料切刀Ⅱ设于下模座一侧,下模废料切刀Ⅰ、下模废料切刀Ⅱ均和下模座固连,固定板通过垫板与上模座固连,上模废料切刀Ⅰ、上模废料切刀Ⅱ均和固定板固连,下模座另一侧设有分别与下模废料切刀Ⅰ、下模废料切刀Ⅱ相对应的导料滚轮装置Ⅰ、导料滚轮装置Ⅱ。
所述导料滚轮装置Ⅰ包括滚轮和压块,压块设于滚轮上方,滚轮、压块与下模座固连,导料滚轮装置Ⅱ结构与导料滚轮装置Ⅰ结构相同。
所述下模废料切刀Ⅰ、下模废料切刀Ⅱ分别通过螺钉、销钉和下模座固连。
所述上模废料切刀Ⅰ、上模废料切刀Ⅱ分别通过螺钉、销钉和固定板固连。
所述下模废料切刀Ⅰ、下模废料切刀Ⅱ上表面均为倾斜面,倾斜方向一致,倾斜角度都为15度,所述上模废料切刀Ⅰ、上模废料切刀Ⅱ上表面也均为倾斜面,倾斜方向与下模废料切刀Ⅰ、下模废料切刀Ⅱ上表面倾斜方向一致,倾斜角度也都为15度,以利于切削和送料。
本实用新型结构简单,操作方便,工作效率高,产品合格率高,自动冲压线扇形模具上设置有废料切刀、导料滚轮装置,能实现冲片过程中的自动平稳送料及废料切断。
附图说明
图1为下模废料切刀Ⅰ、下模废料切刀Ⅱ与导料滚轮安装位置示意图:
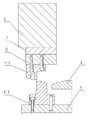
图2为上模废料切刀Ⅰ与下模废料切刀Ⅰ装配结构示意图 :
图3为导料滚轮结构示意图。
具体实施方式
以下结合附图及实施例对本实用新型作进一步说明。
参照图1、2,本实施例包括上模座6、下模座5、卸料板4、上模废料切刀Ⅰ9-1、上模废料切刀Ⅱ(图中未示出)、垫板7、固定板8、与上模废料切刀Ⅰ9-1适配的下模废料切刀Ⅰ1-1、与上模废料切刀Ⅱ9-2适配的下模废料切刀Ⅱ1-2,下模废料切刀Ⅰ1-1、下模废料切刀Ⅱ1-2设于下模座5一侧,下模废料切刀Ⅰ1-1、下模废料切刀Ⅱ1-2分别通过螺钉、销钉和下模座5固连,固定板8通过垫板7与上模座6固连,上模废料切刀Ⅰ9-1、上模废料切刀Ⅱ分别通过螺钉、销钉和固定板8固连,下模座5另一侧设有分别与下模废料切刀Ⅰ1-1、下模废料切刀Ⅱ1-2相对应的导料滚轮装置Ⅰ15-1、导料滚轮装置Ⅱ15-2。
所述导料滚轮装置Ⅰ15-1包括滚轮13和压块14,压块14设于滚轮13上方,滚轮13、压块14通过螺钉与下模座5固连,导料滚轮装置Ⅱ15-2结构与导料滚轮装置Ⅰ15-1结构相同。
所述下模废料切刀Ⅰ1-1、下模废料切刀Ⅱ1-2上表面均为倾斜面,倾斜方向一致,倾斜角度都为15度,所述上模废料切刀Ⅰ9-1、上模废料切刀Ⅱ上表面也均为倾斜面,倾斜方向与下模废料切刀Ⅰ1-1、下模废料切刀Ⅱ1-2上表面倾斜方向一致,倾斜角度也都为15度,以利于切削和送料。
工作时,条料F通过卸料板4到达废料切刀处,当上模与下模合模时,上模废料切刀随着上模座6一起往下运动,与下模座5上的下模废料切刀1 吻合,通过上模废料切刀和下模废料切刀之间的作用将条料F有效切断。
使用本实用新型,可在调整好上模废料切刀与下模废料切刀之间的间隙后,再将上模废料切刀通过螺钉、销钉和固定板8紧固。这样,不仅克服了现有技术不方便调间隙的问题,且更有利于装模。所述导料滚轮装置15对条料F的运输起到了支撑和定位作用。当条料F通过滚轮13时,滚轮13对条料F起导正作用,并带动条料F往前运动,压块14有利于保证条料F不往上抬,这样,条料F就可以平稳的垂直往前连续不断的进料,提高了条料F连续前进的稳定性。
Claims (5)
1. 一种自动冲压线扇形模具,包括上模座、下模座、卸料板,其特征在于,还包括上模废料切刀Ⅰ、上模废料切刀Ⅱ、垫板、固定板、与上模废料切刀Ⅰ适配的下模废料切刀Ⅰ、与上模废料切刀Ⅱ适配的下模废料切刀Ⅱ,下模废料切刀Ⅰ、下模废料切刀Ⅱ设于下模座一侧,下模废料切刀Ⅰ、下模废料切刀Ⅱ均和下模座固连,固定板通过垫板与上模座固连,上模废料切刀Ⅰ、上模废料切刀Ⅱ均和固定板固连,下模座另一侧设有分别与下模废料切刀Ⅰ1-1、下模废料切刀Ⅱ相对应的导料滚轮装置Ⅰ、导料滚轮装置Ⅱ。
2.根据权利要求1所述的自动冲压线扇形模具,其特征在于,所述导料滚轮装置Ⅰ包括滚轮和压块,压块设于滚轮上方,滚轮、压块与下模座固连,导料滚轮装置Ⅱ结构与导料滚轮装置Ⅰ结构相同。
3.根据权利要求1或2所述的自动冲压线扇形模具,其特征在于,所述下模废料切刀Ⅰ、下模废料切刀Ⅱ分别通过螺钉、销钉和下模座固连。
4.根据权利要求1或2所述的自动冲压线扇形模具,其特征在于,所述上模废料切刀Ⅰ、上模废料切刀Ⅱ分别通过螺钉、销钉和固定板固连。
5.根据权利要求1或2所述的自动冲压线扇形模具,其特征在于,所述下模废料切刀Ⅰ、下模废料切刀Ⅱ上表面均为倾斜面,倾斜方向一致,倾斜角度都为15度,所述上模废料切刀Ⅰ、上模废料切刀Ⅱ上表面也均为倾斜面,倾斜方向与下模废料切刀Ⅰ、下模废料切刀Ⅱ上表面倾斜方向一致,倾斜角度也都为15度。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201020505715XU CN201807651U (zh) | 2010-12-01 | 2010-12-01 | 一种自动冲压线扇形模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201020505715XU CN201807651U (zh) | 2010-12-01 | 2010-12-01 | 一种自动冲压线扇形模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201807651U true CN201807651U (zh) | 2011-04-27 |
Family
ID=43890600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201020505715XU Expired - Lifetime CN201807651U (zh) | 2010-12-01 | 2010-12-01 | 一种自动冲压线扇形模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201807651U (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102814385A (zh) * | 2012-08-24 | 2012-12-12 | 昆山荣腾模具部品制造有限公司 | 一种扇形片下料模具 |
| CN104190779A (zh) * | 2014-08-13 | 2014-12-10 | 江苏通达动力科技股份有限公司 | 一种电机冲片角料切割装置 |
| CN105107960A (zh) * | 2015-09-28 | 2015-12-02 | 湘潭电机股份有限公司 | 一种用于自动冲压线冲制双片扇形冲片的模具 |
-
2010
- 2010-12-01 CN CN201020505715XU patent/CN201807651U/zh not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102814385A (zh) * | 2012-08-24 | 2012-12-12 | 昆山荣腾模具部品制造有限公司 | 一种扇形片下料模具 |
| CN104190779A (zh) * | 2014-08-13 | 2014-12-10 | 江苏通达动力科技股份有限公司 | 一种电机冲片角料切割装置 |
| CN105107960A (zh) * | 2015-09-28 | 2015-12-02 | 湘潭电机股份有限公司 | 一种用于自动冲压线冲制双片扇形冲片的模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN206305251U (zh) | 一种折弯机 | |
| CN201049478Y (zh) | 一种塑料型材、管材切割机 | |
| CN208321790U (zh) | 电池铝壳加工设备 | |
| CN201807651U (zh) | 一种自动冲压线扇形模具 | |
| CN206286397U (zh) | 电机冲片成型装置及其冲压模具 | |
| CN205097283U (zh) | 自动送料模切机 | |
| CN202037203U (zh) | 扁钢丝自动分切机 | |
| CN207628991U (zh) | 冲压模具料带裁切机构 | |
| CN203917559U (zh) | 一种下料模废料自动切除装置 | |
| CN201345481Y (zh) | 一种端子剪切设备 | |
| CN201489227U (zh) | Lcd面板框架 | |
| CN202861105U (zh) | 一种大型灯具铝合金压铸件切边模具 | |
| CN201613316U (zh) | 一种冲床 | |
| CN201755756U (zh) | 一种成型机 | |
| CN201799517U (zh) | 刮板冲裁模具 | |
| CN201189675Y (zh) | 一种蜂窝纸芯自动生产线用剪切机构 | |
| CN203316558U (zh) | 汽车前立柱上加强件料坯落料模具 | |
| CN203955840U (zh) | 一种冷冲压修边模具 | |
| CN203508842U (zh) | 滤清器密封板连续冲料步进式进料机构 | |
| CN208083151U (zh) | 一种连体冲床用双v连体冲 | |
| CN206718023U (zh) | 一种复杂硅胶产品的双方向冲切装置 | |
| CN205324844U (zh) | 一种冲床改装快速剪板机 | |
| CN216466537U (zh) | 一种平压平模切机可更换压痕刀刀板 | |
| CN204019127U (zh) | 金属孔板波纹填料连续生产线 | |
| CN2468642Y (zh) | 弧形段切机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20110427 |