CN201704456U - 细纱机的数控成型系统 - Google Patents
细纱机的数控成型系统 Download PDFInfo
- Publication number
- CN201704456U CN201704456U CN2010202409087U CN201020240908U CN201704456U CN 201704456 U CN201704456 U CN 201704456U CN 2010202409087 U CN2010202409087 U CN 2010202409087U CN 201020240908 U CN201020240908 U CN 201020240908U CN 201704456 U CN201704456 U CN 201704456U
- Authority
- CN
- China
- Prior art keywords
- numerical control
- wheel disc
- fine spining
- chain
- transmission shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Abstract
本实用新型提供了一种细纱机的数控成型系统,包含连接钢领板的链条、接近开关、蜗轮蜗杆减速箱、传动轴、从动轮盘、同步带、主动轮盘、成型伺服电机、主轴,还包含编码器、PLC控制器等、人机对话控制屏等组成部件,通过数控方式控制成型伺服电机的转动,进而控制钢领板和导纱板的升降,达到控制纱管的成型的目的。本实用新型成型形状可数控,参数变化方便,噪音小、油污少,适合于作为自动化细纱机的成型部件。
Description
技术领域
本实用新型涉及细纱纺纱机的成型调控装置,特别指一种成型参数可方便变化,成型平稳的细纱机的数控成型系统。
背景技术
细纱机的成型调控装置,直接控制纱管卷绕的形状。一般包含导纱板、钢领板和导纱板、链条、机械升降部件、手摇装置。传统的成型装置的升降是依靠多级齿轮的与主轴的转动咬合以及凸轮机构实现的,主轴负担重,寿命缩短,需要滴油润滑,机械振动大,成型精度低,噪音大,油污多。
申请号为200920020487.4的专利说明书公开了一种细纱机的自动控制仪,采用单片机和继电器控制,方案叙述不完整不清晰,且自动化程度不够,缺少实施价值。申请号为95239464.2的授权专利说明书公开的一种钢领板和导纱板自动升降机构,全部是机械部件,缺少电子元器件,存在噪声和油污,不是真正的自动化数控装置。
实用新型内容
实用新型目的:本实用新型克服传统的细纱机自动化程度不高的缺陷,提供一种成型精度高、成型参数调控方便的细纱机的数控成型系统。
技术方案:
本实用新型的数控成型系统,除了包含钢领板和导纱板、链条、手摇装置等常用部件,还包含接近开关、探头、蜗轮蜗杆减速箱、传动轴、从动轮盘、传动带、主动轮盘、成型伺服电机、编码器或转速传感器、PLC控制器、人机对话控制屏;人机对话控制屏通过数据线连接PLC控制器。
与本实用新型配套使用的细纱机的传动系统中,主轴一端连接编码器或者测速传感器,采集主轴的转动信息,编码器或者测速传感器通过信号线连接PLC控制器,PLC控制器通过控制线连接成型伺服电机并控制其转动。
成型伺服电机上安装主动轮盘,主动轮盘通过传动带连接从动轮盘,从动轮盘安装在传动轴上,传动轴固定在两个轴承上,传动轴的一端连接蜗轮蜗杆减速箱,传动轴的另一端连接手摇装置;蜗轮蜗杆减速箱外安装有链轮,链轮连接链条,链条上固定有探头,探头上下运行的中途位置处安装有接近开关,链条的另一端连接钢领板和导纱板。蜗轮蜗杆减速箱是密闭的,减速箱外安装的链轮与蜗轮同轴同步转动。
所述的主动轮盘、从动轮盘都是同步轮,传动带式同步带,同步轮和同步带齿形配合良好。
所述的一只轴承在传动轴的中部,是支撑轴承;另一只轴承在传动轴的另一端部,是止推支撑轴承。
所述的链条的顶端链接轴与链轮的一只齿连结,链条能够绕此链接轴左右摆动,链条与链轮齿形相配合。
所述的人机对话控制屏是一种触摸屏,或者是带有按键的显示屏,或者是电脑,能够给PLC控制器输入参数、编辑指令或者发送指令。伺服电机控制线中包含电源正负极线、传送信号线、反馈线、报警线。伺服电机控制线是5芯线、6芯线或者7芯线,传送信号线中传送的是方波脉冲信号。
有益效果:本实用新型通过数控方式控制成型伺服电机的转动,进而控制钢领板和导纱板的升降,达到控制纱管的成型过程和成型形状的目的。本实用新型成型形状可数控,且成型参数变化方便,控制精度高,运转平稳。整台车除轴承外无需加入润滑油,车间整洁,机械部件减少。且纺纱成型工艺参数可从人机对话控制屏输入,升降平稳,无冲击力,操作方便。噪音小、油污少,适合于作为全自动或半自动细纱机的成型部件。
附图说明
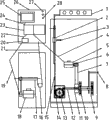
图1是本实用新型的一个总装示意图;
图2是本实用新型的一个运作流程框图。
具体实施方式
选用或者制造如图1中的各个零部件:钢领板和导纱板1、探头2、接近开关3、伺服电机控制线4、成型伺服电机5、主动轮盘6、传动带7、手摇装置8、止推支撑轴承9、支撑轴承10、从动轮盘11、传动轴12、蜗轮蜗杆变速箱13、链轮14、链条15、编码器16、主轴17、主电机18、电源线19、变频器20、信号线21、变频器控制线22、PLC控制器23、数据线24、人机对话控制屏25、控制箱26、总电源按钮27、主电机按钮28。
其中,接近开关3和探头2是配合起作用的,探头2用紧固件固定在链条上合适位置处。主动轮盘6和从动轮盘11是同步轮盘,传动带7是同步带,链轮14与蜗轮蜗杆变速箱13的蜗轮同轴,其他各个零部件的型号规格等相互匹配,符合国标或者设计要求。
将上述各个零部件按照图1的位置和顺序连接安装成一个整体,即构成本实用新型的一种结构形式。再配套采用细纱机的其他组成部件(主轴17、主电机18、电源线19、变频器20、变频器控制线22等部件也可以不含在本实用新型中,而看作为细纱机中与本实用新型配合使用的其他组成部件),可制造细纱机整机。
本实用新型应用于细纱机中后,如图2所示其运动实施过程如下:
一、工艺参数输入:
1、纺普通纱:根据纺纱要求,由人机对话控制屏25输入锭速、捻度、前区牵伸数、总牵伸数、始纺高度、成型级距、传动比、满纱高度等数据给PLC控制器23。
2、竹节纱:普通纱的参数输入后,再增加输入工艺要求的节长,节距,倍率,竹节形状,有规率、无规率等数据。
二、机器运行状态:
1、正常运行:
按下总电源按钮27,接通电源,吸棉风机先启动,其他的电器元件都处于准备工作阶段,按下主电机按钮28,变频器20开始工作,给主电机81供电,主电机18带动主轴17转动,连接在主轴17上的编码器16收集主轴17的转动信息,通过信号线21发送信号给PLC控制器23,再由PLC控制器23发出反馈指令给变频器20、再反控制成型伺服电机5。PLC控制器23是根据细纱机的工艺参数设计、以及结合罗拉的转速数据,再反馈指令给变频器20和成型伺服电机5的。
成型伺服电机5转动后,引起主动轮盘6、传动带7、从动轮盘11、传动轴12、蜗轮蜗杆变速箱13、链轮14、链条15等一起转动或者移动起来,链条15又带动固定在其上的探头2及钢领板和导纱板1向上或者向下移动,实现纱管卷绕纱线和纱管成型的动作过程。当探头2移动到接近开关3的位置时,纱管满管落纱,停车,换纱管,重复进行。
2、中途停车:
在控制箱中按中停按钮,变频器20、成型伺服电机5准备停车,此时钢领板和导纱板1停在运行位置。
3、总停:
在控制箱中按总停按钮,PLC控制器23接到总停信号,反馈指令,关闭变频器20,主电机18也随着停车时间慢慢停下,其它电机包括吸棉风机也跟随停下。
Claims (8)
1.一种细纱机的数控成型系统,与细纱机的传动系统配合使用,包含钢领板和导纱板(1)、链条(15)、手摇装置(7),其特征在于:
还包含接近开关(3)、探头(2)、蜗轮蜗杆减速箱(13)、传动轴(12)、从动轮盘(11)、传动带(7)、主动轮盘(6)、成型伺服电机(5)、编码器或转速传感器(16)、PLC控制器(23)、人机对话控制屏(25);
人机对话控制屏(25)通过数据线(24)连接PLC控制器(23);
传动系统中的主轴(17)一端连接编码器或者测速传感器(16),采集主轴(17)的转动信息,编码器或者测速传感器(16)通过信号线(21)连接PLC控制器(23),PLC控制器(23)通过伺服电机控制线(4)连接成型伺服电机(5)并控制其转动;
成型伺服电机(5)上安装主动轮盘(6),主动轮盘(6)通过传动带(7)连接从动轮盘(11),从动轮盘(11)安装在传动轴(12)上,传动轴(12)固定在两个轴承上,传动轴(12)的一端连接蜗轮蜗杆减速箱(13),传动轴(12)的另一端连接手摇装置(8);
蜗轮蜗杆减速箱(13)外安装有链轮(14),链轮(14)连接链条(15),链条(15)上固定有探头(2),探头(2)上下运行的中途位置处安装有接近开关(3),链条(15)的另一端连接钢领板和导纱板(1)。
2.根据权利要求1所述的细纱机的数控成型系统,其特征在于:主动轮盘(6)、从动轮盘(11)都是同步轮,传动带(7)是同步带,同步轮和同步带的齿形配合良好。
3.根据权利要求1所述的细纱机的数控成型系统,其特征在于:一只轴承在传动轴(12)的中部,是支撑轴承(10);另一只轴承在传动轴(12)的另一端,是止推支撑轴承(9)。
4.根据权利要求1所述的细纱机的数控成型系统,其特征在于:蜗轮蜗杆减速箱(13)是密闭的,蜗轮蜗杆减速箱(13)外安装的链轮(14)与蜗轮同轴同步转动。
5.根据权利要求1或4所述的细纱机的数控成型系统,其特征在于:链条(15)的一端的链接轴与链轮(14)的一只齿连结,链条(15)能够绕此链接轴左右摆动,链条(15)与链轮(14)齿形相配合。
6.根据权利要求1所述的细纱机的数控成型系统,其特征在于:人机对话控制屏(25)是一种触摸屏,或者是带有按键的显示屏,或者是电脑,能够给PLC控制器(23)输入参数、编辑指令或者发送指令。
7.根据权利要求1所述的细纱机的数控成型系统,其特征在于:伺服电机控制线(4)中包含电源正负极线、传送信号线、反馈线、报警线。
8.根据权利要求7所述的细纱机的数控成型系统,其特征在于:伺服电机控制线是5芯线、6芯线或者7芯线,传送信号线中传送的是方波脉冲信号。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010202409087U CN201704456U (zh) | 2010-06-29 | 2010-06-29 | 细纱机的数控成型系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010202409087U CN201704456U (zh) | 2010-06-29 | 2010-06-29 | 细纱机的数控成型系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201704456U true CN201704456U (zh) | 2011-01-12 |
Family
ID=43441610
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010202409087U Expired - Lifetime CN201704456U (zh) | 2010-06-29 | 2010-06-29 | 细纱机的数控成型系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201704456U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102312303A (zh) * | 2010-06-29 | 2012-01-11 | 南通金驰机电有限公司 | 细纱机的数控成型系统 |
| CN102776616A (zh) * | 2012-07-31 | 2012-11-14 | 太仓仕禾线网制造有限公司 | 捻线机的卷线装置 |
-
2010
- 2010-06-29 CN CN2010202409087U patent/CN201704456U/zh not_active Expired - Lifetime
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102312303A (zh) * | 2010-06-29 | 2012-01-11 | 南通金驰机电有限公司 | 细纱机的数控成型系统 |
| CN102312303B (zh) * | 2010-06-29 | 2013-09-04 | 南通金驰机电有限公司 | 细纱机的数控成型系统 |
| CN102776616A (zh) * | 2012-07-31 | 2012-11-14 | 太仓仕禾线网制造有限公司 | 捻线机的卷线装置 |
| CN102776616B (zh) * | 2012-07-31 | 2014-06-11 | 太仓仕禾线网制造有限公司 | 捻线机的卷线装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102312303B (zh) | 细纱机的数控成型系统 | |
| CN101962831B (zh) | 一种数字化并捻试验机 | |
| CN101289775A (zh) | 用于细纱机的逐层调速装置 | |
| CN102312302A (zh) | 细纱机的数控牵伸传动系统 | |
| CN201704456U (zh) | 细纱机的数控成型系统 | |
| CN201835032U (zh) | 细纱机的数控牵伸传动系统 | |
| CN201136969Y (zh) | 分条经浆联合机张力同步自动控制装置 | |
| CN106435876A (zh) | 一种智能机器臂自动落纱装置 | |
| CN2651913Y (zh) | 电力变压器卧式自动绕线机 | |
| CN201010720Y (zh) | 细纱机电子升降系统 | |
| CN2813648Y (zh) | 自动落纱轨道传动装置 | |
| CN2552958Y (zh) | 细纱机 | |
| CN206735685U (zh) | 岸桥吊绳匀速收线装置 | |
| CN103806143B (zh) | 双向传动粗纱机 | |
| CN202464932U (zh) | 一种纱线张力同步自动控制装置 | |
| CN215103743U (zh) | 一种细纱机钢领板升降驱动机构 | |
| CN204959142U (zh) | 捻线机的锭子传动机构 | |
| CN202830300U (zh) | 集体落纱驱动装置 | |
| CN211848254U (zh) | 一种新型亚麻湿纺细纱机 | |
| CN201493931U (zh) | 数控陶瓷产品滚压成型机 | |
| CN203440528U (zh) | 兼具纺纱与落纱功能的粗纱机的传动机构 | |
| CN201883198U (zh) | 一种带条针布植针机 | |
| CN201077871Y (zh) | 半连续离心纺丝机机头传动机构 | |
| CN2613492Y (zh) | 集体落纱装置的驱动机构 | |
| CN216471412U (zh) | 一种运用于自动换筒络纱机的排线横移结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20110112 Effective date of abandoning: 20130904 |
|
| RGAV | Abandon patent right to avoid regrant |