CN201308945Y - 管端定径缩口模具 - Google Patents
管端定径缩口模具 Download PDFInfo
- Publication number
- CN201308945Y CN201308945Y CNU2008201436179U CN200820143617U CN201308945Y CN 201308945 Y CN201308945 Y CN 201308945Y CN U2008201436179 U CNU2008201436179 U CN U2008201436179U CN 200820143617 U CN200820143617 U CN 200820143617U CN 201308945 Y CN201308945 Y CN 201308945Y
- Authority
- CN
- China
- Prior art keywords
- tube end
- die
- pipe end
- die body
- orifice
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Abstract
本实用新型涉及一种管端定径缩口模具,特征在于:包括一模具本体,在模具本体上开有一轴向通孔,该轴向通孔一端孔口为锥形孔口,模具本体的另一端制有一向内的凸台。当需要对钢管管端内径车丝加工时,将管端需要进行螺纹加工的部位放入模具内,经过处理后,可使管端内径适当的缩小并形成较小的锥面,这样有利于螺纹的加工。经现场使用后,可极大地提高管端车丝质量,使其合格率达到了99%以上,不仅可大大减少了工件的废品数量,降低了生产成本,而且还可提高工作效率。
Description
技术领域
本实用新型属于钢管管端加工装置,特别是涉及一种管端定径缩口模具。
背景技术
管端定径模具主要用于钢管车丝过程中在不影响其性能的前提下,将钢管尾端直径进行适当的改变,以提高钢管的车丝质量,达到标准要求。由于在钢管加热处理过程中,钢管成品的直径要求可控制在一定范围以内,故难以保证车丝的质量。目前生产中虽使用美国进口设备对钢管进行加工,但因钢管管端直径有微小的误差,现场车丝质量的合格率只能达到95%左右,在材料和生产成本上均造成了许多浪费,且工作效率受到影响。又由于进口设备进货周期长,成本高,规格少,难以满足不同规格的钢管加工。
发明内容
本实用新型为解决公知技术中存在的技术问题而提供一种结构简单、提高钢管车丝质量且降低生产成本的管端定径缩口模具。
本实用新型为解决公知技术中存在的技术问题所采取的技术方案是:
管端定径缩口模具,其特征在于:包括一模具本体,在模具本体上开有一轴向通孔,该轴向通孔一端孔口为锥形孔口,模具本体的另一端制有一向内的凸台。
本实用新型还可以采用如下技术方案:
所述锥形孔口的锥度为1∶38-40。
所述模具本体为对称结构。
本实用新型具有的优点和积极效果是:由于本实用新型采用上述技术方案,当需要对钢管管端内径车丝加工时,先将管端需要进行螺纹加工的部位放入模具内,经过处理后,可使管端内径适当的缩小并形成较小的锥面,这样有利于螺纹的加工。经现场使用后,可极大地提高管端车丝质量,使其合格率达到了99%以上,不仅可大大减少了工件的废品数量,降低了生产成本,而且还可提高工作效率。此外,本实用新型还具有结构简单、便于操作的优点。
附图说明
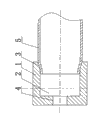
图1是本实用新型的结构示意图;
图2是本实用新型使用状态示意图。
图中:1、接头本体;2、轴向通孔;3、锥形孔口;4、凸台;5、钢管。
具体实施方式
为能进一步了解本实用新型的发明内容、特点及功效,兹例举以下实施例,并配合附图详细说明如下:
请参阅图1和图2,管端定径缩口模具,包括一采用强度较高的9CrS材质经热处理后制成的模具本体1,模具本体为对称结构,其表面硬度达到HRC50-60,光洁度为1.6。在模其本体1上开有一轴向通孔2,该轴向通孔一端孔口为锥形孔口3,所述锥形孔口的锥度为1∶38-40,本实施例中,锥形孔口的锥度优选为1∶39。模具本体的另一端制有一向内的凸台,该凸台的主要作用是固定被加工钢管的位置。本模具可根据钢管的不同直径分为多种规格,直径可由¢114-¢533mm。
本实用新型的工作原理为:
当需要对钢管管端内径车丝加工时,先将管端需要进行螺纹加工的部位放入模具内,经过处理后,可使管端内径适当的缩小并形成较小的锥面,这样有利于螺纹的加工。经现场使用后,可极大地提高管端车丝质量,使其合格率达到了99%以上,不仅可大大减少了工件的废品数量,降低了生产成本,而且提高了工作效率。
Claims (3)
1.一种管端定径缩口模具,其特征在于:包括一模具本体,在模具本体上开有一轴向通孔,该轴向通孔一端孔口为锥形孔口,模具本体的另一端制有一向内的凸台。
2.根据权利要求1所述的管端定径缩口模具,其特征在于:所述锥形孔口的锥度为1∶38-40。
3.根据权利要求1所述的管端定径缩口模具,其特征在于:所述模具本体为对称结构。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2008201436179U CN201308945Y (zh) | 2008-11-28 | 2008-11-28 | 管端定径缩口模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2008201436179U CN201308945Y (zh) | 2008-11-28 | 2008-11-28 | 管端定径缩口模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201308945Y true CN201308945Y (zh) | 2009-09-16 |
Family
ID=41106197
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNU2008201436179U Expired - Fee Related CN201308945Y (zh) | 2008-11-28 | 2008-11-28 | 管端定径缩口模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201308945Y (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102218476A (zh) * | 2011-04-01 | 2011-10-19 | 浙江恒成硬质合金有限公司 | 带有卡位凸台的轧孔模具 |
| CN103521614A (zh) * | 2013-10-17 | 2014-01-22 | 常州常宝精特钢管有限公司 | 钢管打头机打头模具内腔工作面型线 |
-
2008
- 2008-11-28 CN CNU2008201436179U patent/CN201308945Y/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102218476A (zh) * | 2011-04-01 | 2011-10-19 | 浙江恒成硬质合金有限公司 | 带有卡位凸台的轧孔模具 |
| CN103521614A (zh) * | 2013-10-17 | 2014-01-22 | 常州常宝精特钢管有限公司 | 钢管打头机打头模具内腔工作面型线 |
| CN103521614B (zh) * | 2013-10-17 | 2015-11-04 | 常州常宝精特钢管有限公司 | 钢管打头机打头模具内腔工作面型线 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201807688U (zh) | 拉簧成型模具 | |
| CN201308945Y (zh) | 管端定径缩口模具 | |
| CN202291432U (zh) | 机床活动顶尖 | |
| CN202461157U (zh) | 一种新型拉丝模 | |
| CN201308944Y (zh) | 管端定径扩口模具 | |
| CN203018605U (zh) | 模具导柱 | |
| CN203972506U (zh) | 一种钢管冷拔模具 | |
| CN204818789U (zh) | 一种弹夹式工装 | |
| CN203229628U (zh) | 一种加弹机的喂丝装置 | |
| CN202241632U (zh) | 石墨制品加工用环形掏刀装置 | |
| CN201082438Y (zh) | 空心金属管材的拉伸芯头 | |
| CN201295775Y (zh) | 一种数控管子车床后部专用顶尖 | |
| CN205368664U (zh) | 一种可更换头部的渔网穿边线辅助装置 | |
| CN209550157U (zh) | 一种铜合金管材的内壁清理模具 | |
| CN202912505U (zh) | 长丝生头用的吸枪头 | |
| CN203092334U (zh) | 非通孔零件加工夹具 | |
| CN202894979U (zh) | 新型打磨机夹头 | |
| CN202317034U (zh) | 适用于发动机进气管加工的自动下料装置 | |
| CN206175441U (zh) | 一种螺套及配套使用装置 | |
| CN204448871U (zh) | 一种正六边形铜棒拉丝模具 | |
| CN205464647U (zh) | 一种车床用自动套丝装置 | |
| CN204449364U (zh) | 一种可快速更换的分体式车刀 | |
| CN205394237U (zh) | 一种厚壁石英管加工装置 | |
| CN205324374U (zh) | 钢管打头模具 | |
| CN202684890U (zh) | 一种电动起子悬挂装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20090916 Termination date: 20121128 |