CN1556749A - 包含式光学制品的制造方法和装置 - Google Patents
包含式光学制品的制造方法和装置 Download PDFInfo
- Publication number
- CN1556749A CN1556749A CNA028184599A CN02818459A CN1556749A CN 1556749 A CN1556749 A CN 1556749A CN A028184599 A CNA028184599 A CN A028184599A CN 02818459 A CN02818459 A CN 02818459A CN 1556749 A CN1556749 A CN 1556749A
- Authority
- CN
- China
- Prior art keywords
- substrate
- bonding agent
- anchor clamps
- layer product
- goods
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000003287 optical effect Effects 0.000 title claims abstract description 160
- 238000000034 method Methods 0.000 title claims abstract description 100
- 239000000758 substrate Substances 0.000 claims abstract description 299
- 239000007767 bonding agent Substances 0.000 claims description 190
- 230000005540 biological transmission Effects 0.000 claims description 37
- 239000000853 adhesive Substances 0.000 claims description 32
- 230000001070 adhesive effect Effects 0.000 claims description 32
- 239000011521 glass Substances 0.000 claims description 22
- 238000000576 coating method Methods 0.000 claims description 20
- 239000011248 coating agent Substances 0.000 claims description 18
- 239000011230 binding agent Substances 0.000 claims description 11
- 230000007935 neutral effect Effects 0.000 claims description 8
- 238000004140 cleaning Methods 0.000 claims description 7
- 239000004417 polycarbonate Substances 0.000 claims description 7
- 229920000515 polycarbonate Polymers 0.000 claims description 7
- 239000002904 solvent Substances 0.000 claims description 6
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 5
- 229920003229 poly(methyl methacrylate) Polymers 0.000 claims description 5
- 239000004926 polymethyl methacrylate Substances 0.000 claims description 5
- 229910052710 silicon Inorganic materials 0.000 claims description 5
- 239000010703 silicon Substances 0.000 claims description 5
- 238000009826 distribution Methods 0.000 claims description 3
- 230000005855 radiation Effects 0.000 claims 9
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 claims 3
- 238000010521 absorption reaction Methods 0.000 claims 3
- 238000002347 injection Methods 0.000 claims 3
- 239000007924 injection Substances 0.000 claims 3
- 238000005507 spraying Methods 0.000 claims 3
- 239000003795 chemical substances by application Substances 0.000 claims 1
- 230000001464 adherent effect Effects 0.000 abstract 6
- 239000000463 material Substances 0.000 description 31
- 230000015654 memory Effects 0.000 description 12
- 210000004027 cell Anatomy 0.000 description 9
- 238000003860 storage Methods 0.000 description 8
- 238000001723 curing Methods 0.000 description 7
- 238000013500 data storage Methods 0.000 description 7
- 230000008859 change Effects 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 230000008021 deposition Effects 0.000 description 5
- 230000002349 favourable effect Effects 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 238000012423 maintenance Methods 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 238000013459 approach Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 230000009466 transformation Effects 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- 239000004821 Contact adhesive Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000005305 interferometry Methods 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 229920002799 BoPET Polymers 0.000 description 1
- 239000005041 Mylar™ Substances 0.000 description 1
- 238000005411 Van der Waals force Methods 0.000 description 1
- HVYLDJKDVOOTHV-UHFFFAOYSA-N acetic acid;2-iminoethanethiol Chemical compound CC(O)=O.CC(O)=O.SCC=N HVYLDJKDVOOTHV-UHFFFAOYSA-N 0.000 description 1
- 239000002318 adhesion promoter Substances 0.000 description 1
- 239000002671 adjuvant Substances 0.000 description 1
- 244000309464 bull Species 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 239000003344 environmental pollutant Substances 0.000 description 1
- 150000002118 epoxides Chemical class 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 238000007755 gap coating Methods 0.000 description 1
- 238000005286 illumination Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009940 knitting Methods 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000000016 photochemical curing Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 231100000719 pollutant Toxicity 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 238000003847 radiation curing Methods 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000012552 review Methods 0.000 description 1
- 239000010980 sapphire Substances 0.000 description 1
- 229910052594 sapphire Inorganic materials 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000012876 topography Methods 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/0073—Optical laminates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B27/00—Optical systems or apparatus not provided for by any of the groups G02B1/00 - G02B26/00, G02B30/00
- G02B27/10—Beam splitting or combining systems
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B7/00—Mountings, adjusting means, or light-tight connections, for optical elements
- G02B7/02—Mountings, adjusting means, or light-tight connections, for optical elements for lenses
- G02B7/025—Mountings, adjusting means, or light-tight connections, for optical elements for lenses using glue
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/21—Circular sheet or circular blank
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/21—Circular sheet or circular blank
- Y10T428/218—Aperture containing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24322—Composite web or sheet
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Ophthalmology & Optometry (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Mounting And Adjusting Of Optical Elements (AREA)
- Polarising Elements (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
制造镶嵌式光学制品的方法和装置。第一衬底的外表面由第一夹具夹紧,因而被保持到第一夹具的内表面上。第二衬底的外表面由第二夹具夹紧,因而被保持到第二夹具的内表面上。第一和第二夹具的内表面被安排成以选定的角度关系相面对,将光学制品插在第一和第二衬底之间,其中第一层粘合剂在光学制品的第一表面和第一衬底的内表面之间,第二层粘合剂在光学制品的第二表面和第二衬底的内表面之间。第一和第二夹具彼此相对移动,以便在光学制品处于第一和第二层粘合剂之间的情况下,第一和第二衬底的内表面接触第一和第二层粘合剂。粘合剂至少部分地固化,而第一和第二夹具的内表面处于选定的角度关系,以便形成包围光学制品的多层制品。在除去第一和第二夹具之后,至少部分固化的粘合剂使包围光学制品的多层制品处于被第一和第二夹具保持的姿势。
Description
技术领域
本发明涉及光学制品。更具体地说,本发明涉及形成具有改善的光学性能的多层光学制品。
背景技术
许多光学系统要求装置具有特定的光学性能,尤其是,表面平度、厚度均匀性、和/或弓形。通过测量制品的表面从规定的表面外形(外形例如可以具有一定弓形)变化的情况确定制品的表面平度。通过制品从规定的厚度或外形(比如平行或楔形)变化的情况量度厚度均匀性。这些参数通常都是用每横向距离光波从规定外形变化的单位,比如波长/cm量度,此处波长是比如供测量或最终使用的特定光的一个规定波长。当在此使用时,波长/cm单位表示在预定具有所希望的光学特性的制品区域上的平均量度。弓形是一种物理量度,由图1所示确定。从制品中心到该制品接触一平面的两个接触点之间所画的一条直线的距离B除以那条直线的距离Y的一半。约去单位(比如Bcm/(Y/2)cm)以便得到无单位的值。
对光学元件的应用,当人们关心在制品对通过其的光产生影响时,通常不依赖于实际厚度均匀性。而是,通过测量光程长度(下面说明)与预先选定外形的偏差确定透射平度,图2示出了这种用于希望具有均匀厚度的构造(比如,平行的表面)的测量。透射平度也用波长/cm表示,并且如本领域的技术人员所已知的,透射平度也可以用rms(均方根)波长/cm或用Strehl值表示,如在J.W.Goodman所著的Introduction to FourierOptics(McGraw Hill,1968)中所述。图2示出了穿过一个多层制品的两条路径,这两条路径横跨该制品彼此相距一个距离Z。距离Z的实际路径长度差为|1′-1|,而精确厚度均匀性的变化为|1′-1|/Z,上述变化通常用微米/cm量度。实际路径长度不受或者不考虑各层10、12、14的折射率或所用光的波长的影响。
光程长度(OPL)是用于透射平度的有关参数,并由下式表示:
式中:
n[j]是第j层的折射率,及
L[j]是穿过第j层的实际路径长度。
与实际路径长度相反,OPL取决于折射率。例如,在一种多层制品如图2的多层制品中,OPL取决于各层10、12、和14的折射率。具体地说,跨过图2制品的OPL差(ΔOPL)等于:
|(n10L10+n12L12+n14L14)-(n10L′10++n12L′12+n14L′14)|
该方程表明,在目的是小OPL差的地方,如果衬底具有比较大的单个厚度变化,但总厚度变化比较小,则它适用于接近的衬底的折射率。如图2所示,假定希望一种平行构造,则透射平度因此是□OPL/Z。对光学元件应用,很显然,从OPL中选定的外形变化比每横向单位的实际路径长度的改变更有意义。
透射平度和表面平度值用波长/cm表示,此处所给定的值是用于规定的波长。这里使用这种波长/cm表明,上述值是用于光程长度,而不是实际路径长度。为本申请的目的,以波长/cm表示的值至少可用于约0.3到约0.9微米范围的波长,但本发明的思想扩大到这个范围之外。
对通常在光学应用中所用的衬底,有三种基本类型的厚度变化影响表面平度和透射平度。第一类型是在衬底的表面上从低到高的线性厚度改变,因而衬底基本上是楔形形状。这种衬底每单位长度的厚度变化比较恒定。第二类型变化是一种渐次的、波动的、或随机的变化,此处厚度是,例如跨过衬底的宽度从低到高,从高到低再从低到高渐次变化。这种衬底每单位长度的厚度变化比较恒定,但衬底不是楔形形状。第三类型变化是局部的尖草皮层(sharp divots)或峰。这些草皮层或峰通常引起在沿着衬底不同位置处进行厚度测量时的快速变化,并且因此扭曲了rms测量。具有di第三种类型变化的结构通常用用刮痕和划痕测量,如本领域中已知的那样。显然,当试图形成具有低表面光滑度变化、低厚度均匀性变化、和/或低弓形的各种组合的结构时,这些特性常常造成无数的困难。
理想的是,在实际应用中所用的制品的表面和透射平度为0.1波长/cm或更好。希望平行表面透射应用的制品理想的是具有10-2或更低的弓形(低意味着数字小),而希望是平行表面反射应用的制品理想的是具有10-5或更低的弓形。难以制备或得到具有这些性能的衬底或多层制品。例如,打算用于平面显示的高品质玻璃(本文称之为显示器玻璃)将具有的表面平度和透射平度值在约0.25到约0.4波长/cm范围内。为了得到更好和更一致的平度值,必须得到一种厚玻璃片,并将玻璃抛光到所希望的平度。然而,这种化学/机械抛光是费钱而耗时间,并且可能仍然不足以用于制备具有上述性能的衬底和制品。希望有一些更方便和花钱更少的方法来改善衬底的光学平度和用于形成各种光学制品,比如具有一定弓形、厚度均匀性和表面平度的制品,尤其是用于曾经具有不适当的表面平度、厚度均匀性、或弓形预先形成的光学制品。
发明概述
本发明通过多层光学制品的制备方法和装置提供上述问题的解决方案。在本发明的一个实施例中,第一衬底的外表面用第一夹具夹紧,因而将第一衬底的外表面保持到第一夹具的内表面上。第二衬底的外表面用第二夹具夹紧,因而将第二衬底的外表面保持到第二夹具的内表面上。第一和第二夹具的内表面安排成以预定的角度关系相互面对,将一光学制品插在第一和第二衬底之间,其中第一层粘合剂是在光学制品的第一表面和第一衬底的内表面之间,和第二层粘合剂是在光学制品的第二表面和第二衬底的内表面之间。第一和第二夹具彼此相对移动,以便在光学制品处于第一和第二层粘合剂之间的情况下,第一和第二衬底的内表面接触第一和第二层粘合剂。然后,粘合剂至少部分固化,而同时第一和第二夹具的内表面处于选定的角度关系,以便形成包围光学制品的多层制品。在除去第一和第二夹具之后,至少部分固化的粘合剂使包围光学制品的多层制品保持处于多层制品被第一和第二夹具保持的姿势。
在本发明的另一个实施例中,一种多层光学制品通过首先用第一夹具夹紧衬底的外表面形成,因而衬底的外表面被保持到第一夹具的内表面上。第二夹具和第一夹具的内表面安排成以选定的角度关系相互面对。将一光学制品插在衬底和第二夹具之间,其中第一层粘合剂是在光学制品的第一表面和衬底的内表面之间,及第二层粘合剂是在光学制品的第二表面和第二夹具的内表面之间。第一和第二夹具彼此相对移动,以便在光学制品处于第一和第二层粘合剂之间的情况下,衬底和第二夹具的内表面接触第一和第二层粘合剂。粘合剂至少部分地固化,而同时第一和第二夹具的内表面处于选定的角度关系,以便形成包围光学制品的多层制品。在除去第一和第二夹具之后,至少部分固化的粘合剂使包围光学制品的多层制品保持处于多层制品被第一和第二夹具保持的姿势。
在本发明的另一个实施例中,一种多层光学制品通过首先将粘合剂设置在第一夹具的内表面上形成。然后,在粘合剂上插入一光学制品。然后将第二粘合剂设置在插入的光学制品上。第一夹具朝第二夹具方向移动,以便在光学制品处于第一和第二层粘合剂之间的情况下,第二夹具接触第二粘合剂。粘合剂至少部分地固化,而同时第一和第二夹具的内表面处于选定的角度关系,以便形成包围光学制品的多层制品。在除去第一和第二夹具之后,至少部分固化的粘合剂使包围光学制品的多层制品保持处于多层制品被第一和第二夹具保持的姿势。
在本发明一个实施例中的多层制品包括第一衬底、第二衬底、和一个制品,所述制品位于第一衬底和第二衬底之间。部分固化的第一层粘合剂被设置在第一衬底和制品之间,及部分固化的第二层粘合剂被设置在第二衬底和制品之间。在本发明另一个实施例中的多层制品包括衬底、一个制品、至少部分固化的第一层粘合剂、及至少部分固化的第二层粘合剂,上述至少部分固化的第一层粘合剂在衬底和制品的第一表面之间,而上述至少部分固化的第二层粘合剂设置在制品的第二表面上。
在本发明另一个实施例中的多层制品包括一个制品,所述制品具有至少部分固化的第一层粘合剂和至少部分固化的第二层粘合剂,上述至少部分固化的第一层粘合剂是在制品的第一表面上,而上述至少部分固化的第二层粘合剂设置在制品的第二表面上。多层制品在约300纳米到1600纳米的波长下具有表面平度为约0.05波长/cm至约1波长/cm,及在约300纳米到1600纳米的波长下具有透射平度为约0.05波长/cm到-约1波长/cm。
通过下面的详细说明,对本领域的技术人员来说,本发明的其它实施例将变得显而易见。其中只举例说明了实施本发明的最佳方式的一些实施例。正如可以理解的,本发明能以各种明显的方式进行修改,这些修改都不脱离本发明的精神和范围。因此,附图和详细说明实际上只是示例性的和非限制性的。
附图说明
本发明的系统和方法的特点和优点从下面说明将是显而易见的,其中:
图1示出了制品中的弓形;
图2示出了穿过多层制品的实际的和光学的路径长度;
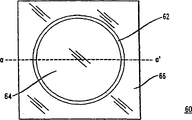
图3a示出了本发明一个实施例的夹具的内表面;
图3b示出了沿着图3a夹具线段a-a′的截面图;
图4a示出了本发明另一实施例的夹具的内表面;
图4b示出了沿着图4a夹具线段b-b′的截面图;
图5示出了本发明方法的一个实施例的步骤;
图6a-6e示出了本发明方法的另一个实施例的步骤;
图7和8示出了为保持根据本发明所制造的制品的光学性能所需的力。
具体实施方式
本发明涉及用于制造多层光学制品的方法,所述多层光学制品包含预先成形的光学制品。第一衬底的外表面用第一夹具夹紧,因而将第一衬底的外表面保持到第一夹具的内表面上。第二衬底的外表面用第二夹具夹紧,因而将第二衬底的外表面保持到第二夹具的内表面上。第一和第二夹具的内表面安排成以选定的角度关系相互面对,并将一光学制品插在第一和第二衬底之间,其中第一层粘合剂是在光学制品的第一表面和第一衬底的内表面之间,第二层粘合剂是在光学制品的第二表面和第二衬底的内表面之间。第一和第二夹具彼此相对移动,因此,第一和第二衬底的内表面在光学制品处于第一和第二层粘合剂之间的情况下接触第一和第二粘合剂层。粘合剂至少部分地固化,而同时第一和第二夹具的内表面成选定的角度关系,以便形成包围光学制品的多层制品。在除去第一和第二夹具之后,至少部分固化的粘合剂使包围光学制品的多层制品保持处于多层制品被第一和第一夹具保持的姿势。
在本发明的另一个实施例中,一种多层光学制品通过首先用第一夹具夹紧一个衬底的外表面形成,因而将衬底的外表面保持到第一夹具的一个内表面上。第二夹具和第一夹具的内表面被安排成以选定的角度关系彼此面对。将一光学制品插在衬底和第二夹具之间,其中第一层粘合剂是在光学制品的第一表面和衬底的内表面之间,第二层粘合剂是在光学制品的第二表面和第二夹具的内表面之间。第一和第二夹具彼此相对移动,因此,衬底和第二夹具的内表面在光学制品处于第一和第二层粘合剂之间的情况下,接触第一和第二层粘合剂。粘合剂至少部分地固化,而同时第一和第二夹具的内表面成选定的角度关系,以便形成包围光学制品的多层制品。在除去第一和第二夹具之后,至少部分固化的粘合剂使包围光学制品的多层制品保持处于多层制品被第一和第二夹具保持的姿势。
在本发明的另一个实施例中,一种多层光学制品通过首先将粘合剂设置在第一夹具的内表面上形成。然后,将光学制品插在粘合剂上。然后,将第二粘合剂设置在已经插好的光学制品上。第一夹具朝第二夹具方向移动,因此,在光学制品处于第一和第二层粘合剂之间的情况下,第二夹具接触第二粘合剂。粘合剂至少部分地固化,而同时第一和第二夹具的内表面成选定的角度关系,以便形成包围光学制品的多层制品。在除去第一和第二夹具之后,至少部分固化的粘合剂使包围光学制品的多层制品保持处于多层制品被第一和第二夹具保持下的姿势。
为了保持表面平度、透射平度和/或弓形,一个或多个夹具的内表面必须包括连续的表面部分,至少一部分衬底与上述连续的表面部分一致。如这里所用的,术语夹具是用来限定包括这种连续的表面部分的制品。连续的表面部分不允许与衬底不一致的不连续性(对连续的表面部分来说,能有较小的不连续,比如小孔,只要这些不连续不允许这种不一致就行)。对连续的表面部分来说,可以通过一个施加夹紧力的区域,如:真空槽(如图3a和3b中所示),进行接合,也可以在围绕连续的表面部分和/或在连续的表面部分之内的一个以上区域处施加夹紧力,比如几个真空槽(如图4a和4b中所示)或几个真空孔处。也可以通过比如电磁材料,在整个连续的表面部分施加夹紧力。平度和/或弓形是在这个连续的表面部分上被保持的。当解除真空时,可以用真空通道或真空孔来注入空气,以便松开所形成的多层光学制品。
图3a和3b示出了一种适合于在本发明中使用的夹具60,所述夹具60包含这种连续的表面部分(图3b是沿着图3a中线段a-a′的截面图)。夹具60包含真空通道62,所述真空通道62连接到真空装置(未示出)上。真空通道62接合连续的表面64,衬底在施加真空时将基本上与上述连续的表面64一致。夹具60的表面66是在真空通道62的外部,并且不是一个连续表面部分的一部分。在施加真空时不会迫使衬底基本上与表面66一致。
图4a和4b示出了适合于在本发明中使用的另一种夹具70(图4b是沿着图4a中线段b-b′的截面图)。夹具70包括两个真空通道,即外真空通道72和内真空通道74。连续的表面76位于通道72和通道74之间。表面78(位于外真空通道72的外部)不是连续表面部分的一部分。另外,如图4a和4b中所示,夹具70可具有一个孔,所述孔位于表面80的区域处,在上述情况下,表面80也不是一个连续表面部分的一部分。
在夹具用电磁力夹紧衬底的情况下,连续表面部分能把力施加在其整体上,或是连续表面部分能具有在其中施加力的特定区域,所述特定区域指围绕在它的比如一个环形或一个方形形状的周边的区域。在后面的实施例中,在施加力的环形或方形之上和之内将保持衬底的姿势。
与上述夹具实施例相反,真空环不构成根据本发明的夹具,因为环的真空通道不接合一个连续的表面部分,即在环中央的间隙提供一种允许衬底不一致的不连续性。
本发明的夹具内表面具有一种光学上理想的形状和/或表面。有利的是,夹具的内表面具有约0.05到约0.25波长/cm的表面平度。根据所要求的多层制品表面平度不同,夹具的内表面也可以具有大于这个范围的表面平度。例如,夹具的内表面可以具有约1.0波长/cm的表面平度。另外有利的是,夹具的内表面,尤其是对预定透射应用的制品来说,具有约10-2或更好的弓形,而约10-5或更好的弓形对预定反射应用的制品是有利的。对这些实施例的步骤,能够按与上述顺序不同的顺序实施。
有利的是,本发明的多层制品具有约0.05到约0.25波长/cm的表面平度和透射平度值。这些数字对至少约0.3到约0.9微米的波长是有用的,尽管本发明的思想扩展到这个范围之外。例如,表面平度和透射平度可以是约1.0波长/cm。另外有利的是,尤其是在使用两个衬底的地方,制品具有约10-2或更低的弓形,而更有利的是,约10-5或更低(尤其是对于反射应用)的弓形。
有利的是,各夹具内表面之间选择的角度关系平行关系,这意味着两个夹具内表面的连续表面部分(光学上整个内表面)之间的距离改变不大于约1波长/cm。具有平行衬底的多层制品有利的是具有约0.05到约0.25波长/cm的表面平度和透射平度,等于或大于0.5(更有利的是等于或大于0.9)的Streh1值及约10-2或更小(对反射应用来说有利的是10-5或更小)的弓形。
粘合剂有利的是以连续的层设置。主要是在粘合剂接触衬底的区域中达到衬底或多层制品改善的平度和/或弓形。粘合剂的区域通常是在夹具的连续表面部分区域内。通过粘合剂区域,尤其是通过连续的表面部分的区域延伸的衬底的一部分,在除去夹具之后,往往会返回它们的初始状态。在讨论衬底或制品的平度、Streh1值和弓形时,所涉及的平度、Streh1值或弓弧形是这个区域的,在所述这个区域粘合剂保持衬底的平度和/或弓形或多层制品的平度和/或弓形。
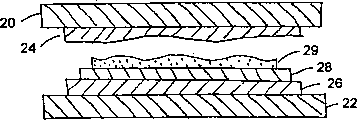
根据本发明的利用两个衬底的实施例,如图6a-6e所示,两个具有比较低弓形内表面的夹具20、22形成选定的角度关系(在这个实施例中,是平行关系)。为了简化起见,没有示出夹具20,22内表面的连续表面部分。例如,夹具20、22可能具有图3a和3b或图4a和4b的构造。在这个实施例中,两个夹具20、22被安排成使它们能成为平行关系并彼此相对移动。例如,夹具22能够固定到万向支架上,所述万向支架朝俯仰和偏转方向(亦即绕它的x轴和y轴)旋转,而夹具20能够固定到夹具22上方的一个装置上,以使夹具20能固定在俯仰(亦即x-y)平面中,而且能沿着Z轴运动。可以用Fizeau干涉测量法(如在E.Hecht,Optics,Addison-WesleyPublishing,1987中所述)或本领域中已知的类似方法,来测量夹具20、22内表面的平行度,并允许适当的校正。这些方法也能测量夹具之间任何选定的角度关系。
一旦夹具20、22被安排成平行关系,则把衬底24、26安放到夹具20、22上,上述夹具20、22用下述几种方法之一保持衬底24、26的外表面。(在本发明的其它实施例中,夹具的内表面能在方法的稍后阶段,比如在衬底24、26安放到夹具20、22上之后,形成平行关系)。图6a示出了在衬底24、26被保持到夹具20、22的表面上之前的夹具20、22和衬底24、26。衬底24用渐次的波纹状厚度变化示出,而衬底26用一楔形变化示出。
如图6b所示,一个力或吸引力使衬底24、26的外表面基本上与夹具20、22的连续表面部分(未示出)一致。衬底24、26的外表面可通过真空、静电或磁吸引力、或通过一种临时的化学接合如粘合剂保持。在采用临时接合或静电吸引力,如采用薄的柔软衬底的某些情况下,衬底24、26必须用一种方式压在夹具20、22上,以便提供与夹具20、22表面的一致性。这样的方式是利用一个辊。只要衬底24、26属于能用所述方法的透明材料,则一旦衬底24、26的外表面被保持到夹具20、22的内表面上,Fizeau或类似方法就能确认夹具20、22内表面的平行度。例如,如果衬底24,26是透明的,并且在接触夹具的一侧上具有一抗反膜,能够成功地使用Fizeau法。如上所述,夹具20、22的内表面包含一连续的表面部分。
根据本发明的这个实施例,在衬底24、26保持与夹具20、22的平表面一致性的情况下,将粘合剂28涂布到衬底26的内表面上。也能在方法中的早期阶段涂布粘合剂。将预先成形的光学制品29插在粘合剂28上。例如,光学制品可以是一种偏振器、半波或四分之一波片、中性密度滤光片、双折射板或衍射光学元件。将粘合剂27涂布到预先成形的光学制品29的外表面上。夹具20使衬底24的内表面与粘合剂27接触,而同时夹具20、22的内表面(及因此第一和第二衬底24、26的外表面)保持处于平行关系,如图6c中所示。夹具20、22应当用足够的力将衬底24、26压在一起,以便得到所希望的粘合剂27、28在衬底24、26之间围绕光学制品29的分布和/或在粘合剂27、28和衬底24、26之间得到一个理想的接触程度。有用的是,在夹具20、22夹紧衬底24、26,将衬底24、26与粘合剂27、28压在一起并在固化粘合剂27、28之前,实施Fizeau或类似方法来确认平行度。
然后,使粘合剂27、28至少部分地固化,以便当除去夹具20、22时,用镶嵌的光学制品29通过粘合剂27、28施加在衬底24、26上的刚度或力保持基本上平行的关系(亦即低弓形),和赋予衬底24,26的外表面的表面和透射平度。如上所述,在夹具24、26连续表面部分的区域内,主要是在粘合剂接触的区域内保持弓形和平度。下面将讨论在保持这种关系时所涉及的力。
为了便于讨论,在这个实施例中,把夹具20、22说成分开的夹具。然而,夹具可能是整体部件的两个部分。
在本发明采用一个衬底的实施例中,如图5所示,能够生产包含式光学制品,所述包含式光学制品利用衬底和粘合剂层来包围预先成形的光学制品。在本发明的这个实施例中,在衬底32保持与夹具30的平整表面一致性的情况下,将粘合剂34涂布到衬底32的内表面上。将预先成形的光学制品39插在粘合剂34上。然后,将足以包围光学制品39的粘合剂38涂布到光学制品39的表面上。使夹具36接触粘合剂38,而同时夹具30、36的内表面保持平行关系。这样,衬底32的外表面和粘合剂38保持平行关系。夹具30、36用足够的力将衬底32和粘合剂38压在一起,以便在粘合剂38和夹具36的内表面之间得到所希望的接触程度。
然后,使粘合剂32、38至少部分地固化,以便当除去夹具30、36时,通过粘合剂34施加在衬底32内表面上的刚度或力保持基本上平行关系以及赋予衬底32的外表面和粘合剂38的外表面的表面和透射平度。在夹具30、36的连续表面部分区域内,主要是在被粘合剂34、38接触的区域中保持弓形和平度。
在本发明的另一个实施例中,能够产生一种包含式光学制品,所述包含式光学制品利用两层粘合剂来包围预先成形的光学制品。没有使用衬底。在本发明的这个实施例中,将粘合剂涂布到第一夹具的内表面上。将预先成形的光学制品插在粘合剂上。然后,将足够包围光学制品的粘合剂涂布到光学制品的表面上。使第二夹具与粘合剂接触,而同时使第一和第二夹具二者的内表面保持平行关系。这样,包围光学制品的各粘合剂外表面保持平行关系。各夹具将用足够的力将包围光学制品的粘合剂压在一起,以便在粘合剂和夹具之间得到所希望的接触程度。然后,使粘合剂至少部分地固化,以便当除去夹具时,保持基本上平行的平行关系和由夹具赋予各粘合剂外表面的表面平度和透射平度。在各夹具的连续表面部分区域内保持弓形和平度。
有利的是,本发明的方法在洁净室环境中进行。其中,洁净室有助于防止污染物,如尘粒在各夹具、衬底、和/或粘合剂之间聚积。在厚度变化用波长度量的情况下,很显然,即使单个尘粒(通常具有1-10波长的直径)也影整个制品的平度。
用任何合适的方法将粘合剂设置到衬底上,并且以液体或固体形式使用。可以通过在多层结构的边缘处涂布粘合剂并让衬底/光学制品之间的毛细力吸入粘合剂来加入。此外,可以通过注射器或吸管将粘合剂涂布到衬底/光学制品上,或是从任何混合或计量设备注射到衬底/光学制品上。另外,粘合剂可以通过本领域的技术人员已知的各种技术涂装到两个衬底的无论哪一个或二者上。这些技术可以用刮板刀,或绕线杆人工操作,以便把所希望的粘合剂厚度涂布到衬底上。可供选择地,也可以用涂装设备。可买到的不同设计和构造的各种设备和机械都可以把所希望的粘合剂量涂布到衬底上。涂装设备的例子包括,但不限于,各种辊涂机,这里衬底在辊之间通过,以便将粘合剂沉积到衬底上。辊式涂装包括反向辊涂机、轻触辊涂机、辊隙涂装机、凹版涂布机、滴珠涂边机和浸涂机。另一些涂装机包括刮涂机、圆杆、绕线杆、外圆角、空气刮刀、刷子、喷涂机、挤涂机、浇注涂装机和砑光涂装机。衬底可以有一个孔,粘合剂可以通过所述孔注入。粘合剂包括足够粘附到衬底和包含式光学制品上和/或为上述衬底和包含式光学制品提供刚度的任何材料,因此,在除去夹具时,衬底或具有包含式光学制品的多层制品保持处于它被夹具保持下的一种姿势。
尽管没有将本发明限制到任何特定的模型或理论,但可以认为,对单一衬底和两个衬底二者,为保持姿势所需的力可以用下面简化的模型表示。也见L.D.L amdou等的弹性理论,Pergamon Press,Oxford,第三英文版,1986,尤其是第44页。对下面各方程式,衬底是圆形并且起初具有球面弓形,并且目的是达到弓形为零。对单个衬底50,如图7中所示,为产生一致性(亦即弓形降低到零)所必需的跨过衬底的压力差P由下式给出:
式中:
h=衬底厚度
b=在中心的衬底弓形高度
d=衬底直径
P1=在衬底自由表面上的空气压力
P2=在衬底真空平表面上的空气压力
P=P1-P2=跨过衬底的压力差
б′=衬底的泊松比
E=衬底的杨氏模量
在图8的三层制品中,会有一残留的弓形高度b′,因为衬底52、54(各具有如上所述的弓形高度)试图返回它们原先形状,并因而推动粘合剂层56。用于这种模型的另一些参数是:
b′=在三层制品中残留的弓形高度
t=接合层厚度(t>b′)
б′=粘合剂层的泊松比
E′=粘合剂层的杨氏模量
对这种简化的模型,最终单元表面弓形高度与单元直径之比由下式给出:
因此,粘合剂层和各衬底之间的粘合强度必需超过用等于(b-b′)的量位移无论哪个衬底所需的压力差P。例如,对于b′<0.1微米(近似0.2波长),d等于50mm,t等于1mm,E/E′等于2,б′等于约0.25,б′等于近似为零,及h=1mm,初始衬底弓形(2b/d)的极限小于1/4。
粘合剂可以是可光固化的或别的方法可固化的,比如,可辐射或化学固化。可以用加热来加速辐射固化。粘合剂还可以是一种经历相变,比如液体变到固体的材料,以便达到所需的粘合性。如这里所用的术语固化和可固的包括凝胶或通过任何这些方法固化的材料。可光固化的粘合剂包括在暴露于各种不同波长的任何波长下固化的材料,上述波长包括可见光,紫外(UV)光和X射线。也可以使用可通过电子束或粒子束固化的粘合剂。有用的粘合剂包括光敏的可光固化的粘合剂,术语光敏的意思是指材料随着暴露于光源(比如,选择性的局部曝光)之下而改变其物理和/或化学性能。这些光敏粘合剂包括但不限于某些光敏丙烯酸酯和乙烯基单体。光敏粘合剂是有用的,因为它们起粘合剂和记录媒体两种作用。如基于环氧化物的那些粘合剂也是有用的。
粘合剂可以包括添加剂如粘合促进剂,光引发剂、吸附材料或偏振器。固化后的粘合剂的厚度将根据某些因素改变,上述因素包括所用的粘合剂、涂布方法、所涂布的粘合剂量及由衬底施加在粘合剂上的力。对不同的应用将希望不同的厚度。所需的固化程度由所用的特定粘合剂和由为使衬底或具有镶嵌式光学制品的多层制品保持在由夹具所赋予的位置所需的力确定。对可光固化、可热固化或可化学固化的材料,合适的固化可以是在从百分之几到100%范围内。对经受完全相变,比如从液体变到固化,以便达到所需粘合性的材料,完全相变可认为是用于这种应用的目的完全固化。
有利的是在粘合剂至少部分固化之后,具有接近衬底和或包含式光学制品的折射率的折射率。多层制品具有接近均匀的折射率是有利的。因为如在上述OPL讨论中所表明的,通过制品中某些区域的接近均匀的折射率将减少那些区域中OPL的变化。换句话说,如果填充或补偿这些变化的粘合剂具有接近衬底本身折射率的折射率,则衬底中的厚度变化对ΔOPL没有大的影响。例如,在两个衬底各具有5波长/cm(亦即总共10波长/cm)厚度变化的地方,折射率理想的是在各衬底折射率平均值的1%(0.01)之内,以便保持0.1波长/cm的透射平度。在使用两个衬底的地方,有利的是各衬底具有折射率等于小数点后面两位,且粘合剂的折射率有利的是等于第一和第二衬底折射率平均值的小数点后两位。在某些应用中,粘合剂有利的是具有很高的光学性能,比如,均匀、无气泡和低散射。
各夹具在其内表面上有一连续的表面部分,一个或多个衬底基本上如上所述与上述内表面一致。有利的是各夹具是真空吸盘,所述真空吸盘意指一个平表面,在该平表面中各夹具的内表面具有一个或多个通道,通过这些通道真空被加到衬底上产生夹紧力。可供选择地,夹紧步骤可用静电或磁吸引力,或通过临时化学接合(比如粘合)实施。夹紧力或临时接合力使衬底保持贴着夹具的内表面,同时达到尤其是在内表面的连续表面部分上的基本一致,如上所述。所需的力将视所用的特定衬底的参数,比如组成、厚度、初始平度、挠性等而改变。在用两个夹具的实施例中,各夹具以任何方式安排,以便能达到选定的角度关系,如上述实施例中所规定的安排。
在两个夹具构造中,有利的是至少一个夹具附着到一个机构上,所述机构能使夹具在固化阶段期间沿着其Z轴几乎不受阻力地移动。(x轴和y轴限定粘合剂设置于其上的平面,而Z轴是余下的轴)。例如,夹具可以附着到一个活塞机构上,上述活塞机构补偿了由夹具和衬底的重量所产生的向下压力,因而使夹具能几乎沿着Z轴浮动,而同时仍然保持固定的俯仰和偏转。提供这种机构是有利的,因为某些粘合剂将在固化期间收缩,并且,如果两个夹具在固化期间被不活动地固定,则这种收缩作用能有害地影响粘合剂和衬底之间的粘附力和各夹具之间角度关系二者。
各夹具可以用任何保持平的表面并能施加夹紧力到衬底上或足够保持临时化学接合的材料制造。在可光固化的粘合剂情况下,如上所述,有利的是,夹具玻璃或使足够的光透射得到足够的固化的其它材料,并能用Fizeau或类似方法来确认夹具的平行度。在粘合剂不要求光固化的情况下,可以用不透明的材料,但必需采用其它确认这些材料角度关系的方法。夹具所选定的材料还取决于所用的夹紧力或者临时接合的类型,比如粘合或磁吸引,及根据多层制品或衬底制造的预定用途。
第一和第二衬底是相同或不同的材料,并且根据制品或形成的衬底的预定用途,可以由陶瓷(包括玻璃)、硅、金属、聚碳酸酯、聚甲基丙烯酸甲酯、或丙烯酸类化合物或塑料制造。另外,如上就夹具所述,衬底可以是整体部件的多个部分。衬底具有任何所需要的形状。例如,衬底可以是方形、矩形、圆形或椭圆形。有利的是衬底没有这样高的平度变化,以致施加夹紧力不能达到在不损坏衬底的情况下与夹具表面实际一致。除了自支撑式衬底,如玻璃板之外,衬底可以是喷涂到夹具上的聚合物材料、薄聚合物膜,如Mylar、或聚合物板,如聚碳酸酯。聚合物材料或薄膜也可以与自支撑式材料,如玻璃板结合以便形成整体衬底。这两层衬底的材料或薄膜可以是光敏材料,并且本发明的方法在改善这些衬底的光学性能时是有用的。衬底本身可以是一种光学制品,如,偏振器、半波或四分之一波片、中性密度滤光片、双折射板或衍射光学元件。例如,正交偏振器可以利用偏振器衬底和插入光学制品的偏振器制成。衬底可以具有若干表面浮雕图形,如浮雕到光盘的表面上用作跟踪图形的那些图形,上述光盘用作光学数据存储工业中的记录媒体,具有通常小于或等于可见光波长的特点。
重要的是设计Fizeau方法来确认衬底外表面的平度和性能。例如,有利的是利用平面波照明和楔形夹具,上述楔形夹具在两面是光学平面。此外,衬底上的抗反膜(AR)由于几个原因是有利的。在没有AR涂层情况下,在衬底表面和夹具的表面之间没有界面反射存在,同时使它难以利用干涉测量法来确定所选择的角度关系。此外,在衬底和夹具之间的范德华力和残留真空力使衬底与夹具难以分开,而抗反膜减少了这些力。另外,抗反膜增加了光通过量并减少了多层衬底内的内部反射。有利的是,只有衬底接触夹具的一侧具有AR涂层。在粘合剂沉积于其上的衬底一侧上的AR涂层,能导致不良的粘附作用和/或造成粘合剂和衬底之间不想要的附加反射。然而,在某些构造中,有利的是把其它涂层,如粘附促进剂沉积在粘合剂沉积于其上的衬底一侧上。这些涂层有利的是不厚于500。
在用两个衬底的本发明的实施例中,能够补偿楔形厚度的变化,因为夹具的内表面把选定的角度关系赋予衬底的外表面,并且衬底中的楔形变化被转移到制品内部,此处粘合剂补偿变化而同时保持角度关系。粘合剂同样通过这些变化中的fg补偿各衬底内表面上急剧或渐次的波形变化。如果(a)方法这样实施,以使与夹具一致的衬底侧上至少某些渐次的波形变化透射到衬底的相对侧上,和(b)粘合剂填入或覆盖衬底相对侧上的透射的变化,则能够补偿粘合剂没有沉积于其上的衬底这一侧上的渐次的波形变化。此外,如果这种多层制品中的粘合剂具有后固化的折射率,所述后固化的折射率接近衬底的折射率,则在包含粘合剂的区域内将达到接近均匀的折射率,并因此将减少跨过制品这些区域的光程长度变化。
本发明的方法可用于形成各种制品,尤其是供在光学系统中用的制品,其中包括高性能的镜子、平面、窗、棱镜、分光器、滤光器和透镜。此外,粘合剂也能支承光限定的图形如全息图形。在这种情况下,粘合剂可以属于一类用作全息记录媒体的光聚合物。在,例如H.-Y.Li等的“三维全息光盘”,Appl.Opt.,33,3764-3774页(1994),和A.Pu等的“用于在光聚合物薄膜中全息数据存储的新方法”,IEEE/IEOS1994 Symposium,433-435页中,对用于全息数据存储系统的存储单元已有论述,其公开的内容包括在此作为参考。根据本发明制造的单元也用于供数字全息存储,其中单元目前必需具有约0.25波长/cm或更好的表面和透射平度及约10-2或更低的弓形。常规的在衬底之间设置光聚合物的方法不提供这些需要的性能。
在形成全息存储单元时,有利的是使用两个衬底,并且两个衬底有利的是相同的材料。可以在两个衬底之间插一光学制品,同时在插入的光学制品和每个衬底之间都有一层粘合剂。当所用的粘合剂是光聚合物材料时,本实施例提供两层能全息数据存储的粘合剂。有利的是,衬底从玻璃、蓝宝石、聚碳酸酯和石英中选定。任何对全息存储系统中所用波长透明,并具有足够的机械性能用于存储单元的其它材料,也可以用作衬底。衬底有利的是约0.1到约1mm厚。初始衬底通常具有约0.1到约10波长/cm的表面平度值和透射平度值,和约0.1或更低的弓形。市售显示器玻璃器显示这些性能,并且通常没有显著的草皮层和峰,意味着擦伤和划痕为40/20或更好。这种显示器玻璃适合用于制造存储单元。
如上所述,如果粘含剂具有与衬底的折射率接近的折射率是有利的,因为整个多层制品接近均匀的折射率将减少OPL的变化。在制造用于数字全息法的全息存储单元时,有利的是第一衬底的折射率等于第二衬底的折射率到小数点后两位,而粘合剂的折射率等于第一和第二衬底折射率的平均值到小数点后两位。
有利的是,全息单元中的粘合剂涂布成一个连续层,并且粘合剂是光聚合物,亦即在固化之后能将数据存储在全息数据存储系统中。现已发现,如上所述的那些光聚合物是对根据本发明所述制造的全息存储单元有用的粘合剂,因为这些材料起粘合剂和光敏记录媒体两种作用。在固化之后,存储单元中粘合剂的厚度有利的是为约0.2到约2mm。后固化的存储器单元有利的是具有约0.05到约0.25波长/cm的表面平度和透射平度,更有利的是约0.05到约0.1波长/cm表面平度和透射平度,及约10-2或更低的弓形。存储器单元有利的是还具有约0.9或更大的Streh1值。如上所述,这些性能涉及夹具内表面的连续表面部分区域内多层制品的区域,并且主要是涉及粘合剂与衬底接触的地方。衬底延伸通过粘合剂接触区的那些区域通常将不显示这些性能。均匀的圆形区域是粘合剂的连续层与衬底内表面接触的那些地方,并且是在夹具中真空通道所限定的区域内。具有较高条纹密度的外区在玻璃衬底之间没有光聚合物,并且条纹密度由两个衬底来改正的透射平面产生。
用于评价根据本发明所述方法制造的存储单元性能的一个有用品质因子或Q,是Streh1值除以波长/cm均方根(rms)透射平度,如在预定区域所测得的。有利的是,根据本发明所述方法制造的存储单元的Q大于1,而更有利的是大于4。作为对照,显示器玻璃通常具有的Q约为0.5,窗玻璃具有Q约为0.05。在没有本发明的夹紧步骤以使它们基本上与夹具内表面其中至少连续表面部分一致时,由两个衬底用粘合剂沉积在它们之间所组成的单元的Q约为0.08,主要是由于玻璃的初始Streh1,夹具变形及粘合剂收缩引起的。
本发明还涉及一种系统,比如光学系统,所述系统包含一个多层制品,该多层制品包括一个或两个衬底和一层至少部分固化的粘合剂,所述粘合剂粘合到衬底上,其中制品具有表面平度和透射平度值为约0.05到约0.25波长/cm,优选的是约0.05到约0.1波长/cm,并且其中由粘合剂施加在衬底上的力保持这种平度。在某些应用中,制品还具有约10-2或更低(对反射应用来说,有利的是约10-5或更低)的弓形,并且在这些应用中,由粘合剂施加在衬底上的力同样保持弓形。该系统可以是一种全息存储系统,尤其是数字全息数据存储系统。全息存储系统的各要素例如在上面列举的论文中,以及S.Sappu的“Holographic memories,a critical review”,Int.J.Optoelect.,5,251-292页(1990);L.Hesselink等的“Holographic memories implemented with photorefractive meida”,Opt.Quant.Elect.,25,§§611-661(1993);及D.Psaltis等的“全息存储器”,Scientific American,1995年11月等论文中进行了讨论,它们公开的内容被结合在此作为参考。全息数据存储系统的存储器单元参数如上所述。
本发明通过下面实例将更加清楚,所述实例纯粹是示例性的。
实例1
本发明的方法被用来将一种偏振材料包含在光学平面封装中,以便形成一种光学平面偏振器。在形成光学平面偏振器之前,偏振材料显示其光学平度变化大于1.73波长/cm。
利用具有0.005波长/cm表面平度的两个直径为10cm、厚约1.9cm的玻璃平板作为夹具。在每个夹具中,雕刻一约3.2mm宽×约1.6mm深的圆形抽真空用的通道,所述通道的内径约为6.4cm。夹具利用丙酮,然后用甲醇通过滴刮法(drop and drag)清洗。
用同样方法清洗显示器玻璃的方形玻璃衬底,该玻璃的一侧上具有抗反膜,尺寸为75mm×75mm×约1.11mm,其表面平度和透射平度值约为1波长/cm。可供选择地,衬底可以通过将溶剂涂布到衬底的表面上,接着将衬底自转以便使溶剂挥发来进行清洗。夹具这样安装到设备中,以使其一个位于另一个之上,并且它们的真空通道附接到在约0.1大气压下的真空装置(house vacuum)上。夹具这样安排,以使底部夹具可以成俯仰和偏转旋转,但不沿着Z轴移动。而顶部夹具固定俯仰和偏转,但沿着Z轴垂直移动。为了测量夹具的平行度,将一个扩展准直式HeNe激光束从上面成一个微小角度对准夹具的中心部分。当夹具几乎接触时从夹具两个内表面的反射表示各夹具的平行度。将底部夹具调至干涉反射显示条形图案,所述条形图案表明平行关系是在0.05波长/cm之内。
一旦确定了平行度,就将顶部夹具向上移动,启动真空泵,并将衬底安放到各夹具的内表面上,以使衬底具有抗反膜的一侧接触夹具。真空力(约0.1大气压)使衬底和夹具的表面主要是在被真空通道包围并包括真空通道的区域上实际一致。将约0.4mL紫外线可固化粘合剂用注射器和皮下针头加在底部衬底的内表面上,直至UV粘合剂形成一个小液池时为止。(形成65mm直径的池所需的粘合剂液体量为每250微米层厚约1mL。)将偏振材料安放到底部衬底在UV粘合剂池上方的内表面上。另外将约0.4mL紫外线粘合剂用注射器和皮下针头加到偏振材料的内表面上,直至UV粘合剂形成一个小液体池时为止。使上面的衬底向下接触粘合剂,而衬底之间的力使粘合剂跨过夹在衬底之间的偏振材料的内表面成圆形图形分布。
通过将激光器调到与偏振材料的轴线相对应,用Fizeau法确定平行度。用均匀强度紫外泛光灯从上面照单元约20-30分钟,以保证通过偏振材料固化紫外粘合剂。然后,解除真空并取出多层单元。
成品单元的区域(即粘合剂接触衬底处的区域,该区域是在由夹具真空通道所限定的连续表面部分之间)具有优于0.44波长/cm的rms表面平度和透射平度值,0.94的Streh1值。这些参数用Zygo Fizeau干涉仪测定。
考虑所公开的说明书和本发明的的实际操作,对本领域本的技术人员来说,本发明的其它实施例是显而易见的。
Claims (97)
1.一种用于形成多层光学制品的方法,包括下列步骤:
利用第一夹具夹紧第一衬底的外表面,因而将第一衬底的外表面保持到第一夹具的内表面上;
利用第二夹具夹紧第二衬底的外表面,因而将第二衬底的外表面保持到第二夹具的内表面上;
将第一和第二夹具的内表面安排成以选定的角度关系彼此面对;
将一个光学制品插在第一和第二衬底之间,其中在光学制品的第一表面和第一衬底的内表面之间有第一层粘合剂,在光学制品的第二表面和第二衬底的内表面之间有第二层粘合剂;
使第一和第二夹具彼此相对地移动,以便在光学制品处于第一和第二层粘合剂之间的情况下,使第一和第二衬底的内表面接触第一和第二层粘合剂;及
将粘合剂至少部分地固化,而同时使第一和第二夹具的内表面成选定的角度关系,以便形成包围光学制品的多层制品,其中在除去第一和第二夹具之后,至少部分固化的粘合剂使包围光学制品的多层制品保持处于多层制品被第一和第二夹具保持的姿势。
2.根据权利要求1的方法,其中所述将一个光学制品插在第一和第二衬底之间的步骤包括:
将粘合剂设置在第一衬底的内表面或第二衬底的内表面上;
将预先成形的光学制品插在粘合剂上;及
将粘合剂设置在预先成形的光学制品表面上。
3.根据权利要求2的方法,其中所述设置粘合剂的步骤包括通过毛细作用吸入粘合剂。
4.根据权利要求2的方法,其中所述设置粘合剂的步骤包括注射、挤涂、浇注、吸管吸取、辊涂、刮涂、或喷涂粘合剂。
5.根据权利要求2的方法,其中将粘合剂设置在第一衬底的内表面或第二衬底的内表面上的步骤包括通过第一或第二夹具中相应的孔,将粘合剂穿过第一或第二衬底中的孔分配。
6.根据权利要求1的方法,其中利用真空力将衬底的外表面保持到夹具的内表面上。
7.根据权利要求1的方法,其中利用电磁力将衬底的外表面保持到夹具的内表面上。
8.根据权利要求1的方法,其中夹具是透明板。
9.根据权利要求1的方法,其中夹具具有至少一个真空通道用于在衬底上施加真空力。
10.根据权利要求1的方法,其中夹具具有至少一个孔用于将粘合剂穿过夹具分配。
11.根据权利要求1的方法,其中衬底由玻璃、硅、聚碳酸酯、聚甲基丙烯酸甲酯、丙烯酸类化合物、或它们的任何组合制成。
12.根据权利要求1的方法,其中衬底具有至少一个孔用于穿过衬底分配粘合剂。
13.根据权利要求1的方法,其中衬底的几何形状可以是方形、矩形、圆形或椭圆形。
14.根据权利要求1的方法,其中衬底的厚度约为25微米到约3毫米。
15.根据权利要求1的方法,其中第一或第二衬底的外表面包含表面浮雕图形。
16.根据权利要求1的方法,其中第一或第二衬底的内表面包含表面浮雕图形或衍射光栅。
17.根据权利要求1的方法,其中第一或第二衬底是光学制品。
18.根据权利要求17的方法,其中所述光学制品是偏振器、半波片、四分之一波片或中性密度滤光片。
19.根据权利要求1的方法,还包括在通过第一或第二夹具夹紧之前清洗第一或第二衬底内表面或外表面的步骤。
20.根据权利要求19的方法,其中清洗步骤包括:
将清洗溶剂涂布到衬底的表面上,并通过使衬底自转将溶剂挥发。
21.根据权利要求1的方法,其中包围光学制品的多层制品在约300纳米到1600纳米波长处的平均表面平度为约0.05波长/cm到约1波长/cm。
22.根据权利要求1的方法,其中包围光学制品的多层制品在约300纳米到1600纳米的波长处的平均透射平度为约0.05波长/cm到约1波长/cm。
23.根据权利要求1的方法,其中利用热或辐射能固化粘合剂。
24.根据权利要求23的方法,还包括用热来加速辐射能的固化。
25.根据权利要求1的方法,其中插入的光学制品是偏振器、双折射板、衍射光学元件、中性密度滤光片、半波片或四分之一波片。
26.根据权利要求9的方法,其中通过将气体注入夹具真空通道从夹具中松开多层制品。
27.根据权利要求1的方法,其中选定的角度关系是平行关系。
28.根据权利要求1的方法,其中多层制品的Strehl值为0.9或更大。
29.根据权利要求1的方法,其中在固化步骤期间,使第一或第二夹具之一沿着Z轴移动。
30.一种用于形成多层光学制品的方法,包括:
用第一夹具夹紧衬底的外表面,因而衬底的外表面被保持到第一夹具的内表面上;
将第二夹具和第一夹具的内表面安排成以选定的角度关系彼此面对;
将光学制品插在衬底和第二夹具之间,其中在光学制品的第一表面和衬底的内表面之间有第一层粘合剂,在光学制品的第二表面和第二夹具的内表面之间有第二层粘合剂;
使第一和第二夹具彼此相对移动,以便在光学制品处于第一和第二层粘合剂之间情况下,衬底和第二夹具的内表面接触第一和第二层粘合剂;及
将粘合剂至少部分地固化,而同时第一和第二夹具的内表面处于选定的角度关系,以便形成包围光学制品的多层制品,其中在除去第一和第二夹具之后,至少部分固化的粘合剂使包围光学制品的多层制品保持处于多层制品被第一和第二夹具保持的姿势。
31.根据权利要求30的方法,其中所述将光学制品插在衬底和第二夹具之间的步骤包括:
将粘合剂设置在衬底的内表面上;
将光学制品插在粘合剂上;及
将粘合剂设置在预先成形的光学制品表面上。
32.根据权利要求31的方法,其中所述设置粘合剂的步骤包括通过毛细作用吸入粘合剂。
33.根据权利要求31的方法,其中所述设置粘合剂的步骤包括注射、挤涂、浇注、吸管吸取、辊涂、刮涂、或喷涂粘合剂。
34.根据权利要求31的方法,其中将粘合剂设置在衬底内表面上的步骤包括通过第一或第二夹具中相应的孔,穿过衬底中的一个孔分配粘合剂。
35.根据权利要求30的方法,其中利用真空力将衬底的外表面保持到夹具的内表面上。
36.根据权利要求30的方法,其中利用电磁力将衬底的外表面保持到夹具的内表面上。
37.根据权利要求30的方法,其中夹具是透明板。
38.根据权利要求30的方法,其中夹具具有至少一个真空通道用于在衬底上施加真空力。
39.根据权利要求30的方法,其中夹具具有至少一个孔用于穿过夹具分配粘合剂。
40.根据权利要求30的方法,其中衬底由用玻璃、硅、聚碳酸酯、聚甲基丙烯酸甲酯、丙烯酸或它们的任何组合制成。
41.根据权利要求30的方法,其中衬底具有至少一个孔用于穿过衬底分配粘合剂。
42.根据权利要求30的方法,其中衬底的几何形状可以是方形、矩形、圆形或椭圆形。
43.根据权利要求30的方法,其中衬底的厚度为约25微米到约3毫米。
44.根据权利要求30的方法,其中衬底的外表面包含表面浮雕图形。
45.根据权利要求30的方法,其中衬底的内表面包含表面浮雕图形或衍射光栅。
46.根据权利要求30的方法,其中衬底是光学制品。
47.根据权利要求46的方法,其中光学制品是偏振器、中性密度滤光片、半波片或四分之一波片。
48.根据权利要求30的方法,还包括在用第一夹具夹紧之前清洗衬底内表面或外表面的步骤。
49.根据权利要求48的方法,其中清洗步骤包括:将清洗溶剂涂布到衬底的表面上,并通过使衬底自转将溶剂挥发。
50.根据权利要求30的方法,其中包围光学制品的多层制品在约300纳米到1600纳米波长的平均表面平度为约0.05波长/cm到约1波长/cm。
51.根据权利要求30的方法,其中包围光学制品的多层制品在约300纳米到1600纳米波长处的平均透射平度为约0.05波长/cm到约1波长/cm。
52.根据权利要求30的方法,其中利用热或辐射能固化粘合剂。
53.根据权利要求52的方法,还包括用热来加速辐射能的固化。
54.根据权利要求30的方法,其中插入的光学制品是偏振器、双折射板或衍射光学元件。
55.根据权利要求35的方法,其中通过将气体注入夹具真空通道内从夹具中松开多层制品。
56.根据权利要求30的方法,其中选定的角度关系是平行关系。
57.根据权利要求30的方法,其中多层制品的Strehl值为0.9或更大。
58.根据权利要求30的方法,其中在固化步骤期间使第一或第二夹具之一沿着Z轴移动。
59.一种用于形成多层光学制品的方法,包括:
将第一粘合剂设置在第一夹具的内表面上;
将光学制品插在第一粘合剂上;
将第二粘合剂配置在预先形成的光学制品的表面上;
将第一和第二夹具彼此相对移动,以便在光学制品处在第一和第二层粘合剂之间的情况下,第二夹具接触第二粘合剂; 及
将粘合剂至少部分地固化,而同时第一和第二夹具的内表面处于选定的角度关系,以便形成包围光学制品的多层制品,其中在除去第一和第二夹具之后,至少部分固化的粘合剂使包围光学制品的多层制品保持处于多层制品被第一和第二夹具保持的姿势。
60.根据权利要求59的方法,其中所述设置粘合剂的步骤,包括通过毛细作用吸入粘合剂。
61.根据权利要求59的方法,其中所述设置粘合剂的步骤,包括注射、挤涂、浇注、吸管吸取、辊涂、刮涂或喷涂种粘合剂。
62.根据权利要求59的方法,其中包围光学制品的多层制品在约300纳米到1600纳米波长处的平均表面平度为约0.05波长/cm到约1波长/cm。
63.根据权利要求59的方法,其中包围光学制品的多层制品在约300纳米到1600纳米波长处的平均透射平度为约0.05波长/cm到约1波长/cm。
64.根据权利要求59的方法,其中利用热或辐射能固化粘合剂。
65.根据权利要求64的方法,还包括用热来加速辐射能的固化。
66.根据权利要求59的方法,其中插入的光学制品是偏振器、双折射板或衍射光学元件。
67.根据权利要求59的方法,其中选定的角度关系是平行关系。
68.根据权利要求59的方法,其中多层制品的Strehl值为0.9或更大。
69.根据权利要求59的方法,其中在固化步骤期间,使第一或第二夹具之一沿着Z轴移动。
70.一种多层制品包括:
第一衬底;
第二衬底;
制品,所述制品位于第一衬底和第二衬底之间;
第一层部分固化的粘合剂,其中该第一层部分固化的粘合剂设置在第一衬底和制品之间;
第二层部分固化的粘合剂,其中该第二层部分固化的粘合剂设置在第二衬底和制品之间。
71.根据权利要求70的多层制品,其中所述多层制品在约300纳米到1600纳米波长处的表面平度为约0.05波长/cm到约1波长/cm,且在约300纳米到1600纳米波长处的透射平度为约0.05波长/cm到约1波长/cm,其中通过粘合剂施加在第一和第二衬底上的力保持表面平度和透射平度。
72.根据权利要求70的多层制品,其中衬底由玻璃、硅、聚碳酸酯、聚甲基丙烯酸甲酯、丙烯酸、或它们的任何组合制成。
73.根据权利要求70的多层制品,其中衬底具有至少一个孔用于穿过衬底分配粘合剂。
74.根据权利要求70的多层制品,其中衬底的几何形状可以是方形、矩形、圆形或椭圆形。
75.根据权利要求70的多层制品,其中衬底的厚度为约250微米到约3毫米。
76.根据权利要求70的多层制品,其中第一或第二衬底的外表面包含表面浮雕图形。
77.根据权利要求70的多层制品,其中第一或第二衬底的内表面包含表面浮雕图形或衍射光栅。
78.根据权利要求70的多层制品,其中第一或第二衬底是一种光学制品。
79.根据权利要求70的多层制品,其中所述制品是偏振器、半波片、四分之一波片、中性密度滤光片、双折射板或衍射光学元件。
80.根据权利要求70的多层制品,其中利用热或辐射能固化粘合剂。
81.根据权利要求70的多层制品,其中所述制品的Strehl值为0.9或更大。
82.一种多层制品包括:
衬底;
制品;
第一层至少部分固化的粘合剂,其中该第一层粘合剂设置在衬底和制品的第一表面之间;
第二层至少部分固化的粘合剂,其该第二层粘合剂设置在制品的第二表面上。
83.根据权利要求82的方法,其中所述多层制品在约300纳米到1600纳米波长处的表面平度为约0.05波长/cm到约1波长/cm,且在约300纳米到1600纳米波长处的透射平度为约0.05波长/cm到约1波长/cm,其中通过粘合剂施加在第一衬底上的力保持表面平度和透视平度。
84.根据权利要求82的多层制品,其中所述衬底由玻璃、硅、聚碳酸酯、聚甲基丙烯酸甲酯、丙烯酸或它们的任何组合制成。
85.根据权利要求82的多层制品,其中衬底具有至少一个孔用于穿过衬底分配粘合剂。
86.根据权利要求82的多层制品,其中衬底的几何形状可以是方形、矩形、圆形或椭圆形。
87.根据权利要求82的多层制品,其中衬底的厚度约为25微米到约3毫米。
88.根据权利要求82的多层制品,其中衬底的外表面包含表面浮雕图形。
89.根据权利要求82的多层制品,其中衬底的内表面包含表面浮雕图形或衍射光栅。
90.根据权利要求82的多层制品,其中衬底是一种光学制品。
91.根据权利要求82的多层制品,其中所述制品是偏振器、半波片、四分之一波片、中性密度滤光片、双折射板或衍射光学元件。
92.根据权利要求82的多层制品,其中利用热或辐射能固化粘合剂。
93.根据权利要求82的多层制品,其中多层制品的Strehl值为0.9或更大。
94.一种多层制品包括:
制品;
第一层至少部分固化的粘合剂,其中该第一层固化剂设置在所述制品的第一表面上;
第二层至少部分固化的粘合剂,其中该第二层粘合剂设置在所述制品的第二表面上,并且所述多层制品在约300纳米到1600纳米波长处的表面平度为约0.05波长/cm到约1波长/cm,在约300纳米到1600纳米波长处的透射平度为约0.05波长/cm到约1波长/cm。
95.根据权利要求94的多层制品,其中所述制品是偏振器、半波片、四分之一波片、中性密度滤光片、双折射板或衍射光学元件。
96.根据权利要求94的多层制品,其中利用热或辐射能固化粘合剂。
97.根据权利要求94的多层制品,其中多层制品的Strehl值为0.9或更大。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/935,462 | 2001-08-22 | ||
| US09/935,462 US20030044576A1 (en) | 2001-08-22 | 2001-08-22 | Method and apparatus for an encased optical article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1556749A true CN1556749A (zh) | 2004-12-22 |
Family
ID=25467182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA028184599A Pending CN1556749A (zh) | 2001-08-22 | 2002-08-19 | 包含式光学制品的制造方法和装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20030044576A1 (zh) |
| EP (1) | EP1434688A4 (zh) |
| JP (1) | JP4261349B2 (zh) |
| KR (1) | KR20040039299A (zh) |
| CN (1) | CN1556749A (zh) |
| AU (1) | AU2002327482A1 (zh) |
| WO (1) | WO2003019239A2 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104321187A (zh) * | 2012-03-14 | 2015-01-28 | 瑞飞菲涅尔光学股份有限公司 | 聚光器透镜面板的自动化生产 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7112359B2 (en) * | 2001-08-22 | 2006-09-26 | Inphase Technologies, Inc. | Method and apparatus for multilayer optical articles |
| JP4407226B2 (ja) * | 2003-10-08 | 2010-02-03 | Tdk株式会社 | ホログラフィック記録媒体及びその製造方法 |
| US7455889B2 (en) * | 2004-03-24 | 2008-11-25 | Imation Corp. | Holographic media fabrication techniques |
| JP2006301127A (ja) * | 2005-04-18 | 2006-11-02 | Fuji Photo Film Co Ltd | 光記録媒体及びその製造方法、並びに、光記録媒体の記録方法及び光記録媒体の再生方法 |
| US20070082179A1 (en) * | 2005-10-07 | 2007-04-12 | Wade James J | Method and apparatus for forming optical articles |
| US20080085381A1 (en) * | 2006-10-06 | 2008-04-10 | 3M Innovative Properties Company | Optical element with a polarizer and a support layer |
| JP2009300997A (ja) * | 2008-05-16 | 2009-12-24 | Sony Corp | ホログラム積層体、ホログラム複製方法およびホログラム作成方法 |
| US8336188B2 (en) * | 2008-07-17 | 2012-12-25 | Formfactor, Inc. | Thin wafer chuck |
| US8284234B2 (en) | 2009-03-20 | 2012-10-09 | Absolute Imaging LLC | Endoscopic imaging using reflection holographic optical element for autostereoscopic 3-D viewing |
| US8798432B2 (en) * | 2010-10-21 | 2014-08-05 | Microsoft Corporation | Fabrication of a laminated optical wedge |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5543228A (en) * | 1992-11-10 | 1996-08-06 | Dai Nippon Printing Co., Ltd. | Molded relief hologram |
| US5506051A (en) * | 1994-01-27 | 1996-04-09 | Nicolectronix Ltd. Laboratories | Transparent sheet composites for use as bullet-proof windows |
| US5932045A (en) * | 1997-06-02 | 1999-08-03 | Lucent Technologies Inc. | Method for fabricating a multilayer optical article |
| US6174648B1 (en) * | 1997-07-08 | 2001-01-16 | Oki Electric Industry Co., Ltd. | Optical filter fabrication method using fiber holder with spiral groove and phase mask with spiral diffraction grating |
| US6407859B1 (en) * | 1999-01-13 | 2002-06-18 | 3M Innovative Properties Company | Fresnel lens for projection screen |
| US6373636B1 (en) * | 2000-09-08 | 2002-04-16 | Kenneth E. Conley | Heat stabilized and dimensionally stable thin lenticular film |
-
2001
- 2001-08-22 US US09/935,462 patent/US20030044576A1/en not_active Abandoned
-
2002
- 2002-08-19 WO PCT/US2002/026381 patent/WO2003019239A2/en active Application Filing
- 2002-08-19 AU AU2002327482A patent/AU2002327482A1/en not_active Abandoned
- 2002-08-19 KR KR10-2004-7002525A patent/KR20040039299A/ko not_active Application Discontinuation
- 2002-08-19 JP JP2003524048A patent/JP4261349B2/ja not_active Expired - Fee Related
- 2002-08-19 EP EP02763474A patent/EP1434688A4/en not_active Withdrawn
- 2002-08-19 CN CNA028184599A patent/CN1556749A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104321187A (zh) * | 2012-03-14 | 2015-01-28 | 瑞飞菲涅尔光学股份有限公司 | 聚光器透镜面板的自动化生产 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4261349B2 (ja) | 2009-04-30 |
| KR20040039299A (ko) | 2004-05-10 |
| JP2005501285A (ja) | 2005-01-13 |
| EP1434688A2 (en) | 2004-07-07 |
| WO2003019239A2 (en) | 2003-03-06 |
| EP1434688A4 (en) | 2009-08-05 |
| WO2003019239A3 (en) | 2003-11-20 |
| AU2002327482A1 (en) | 2003-03-10 |
| US20030044576A1 (en) | 2003-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6156415A (en) | Method for fabricating a multilayer optical article and a system having a multilayer optical article | |
| CN1556750A (zh) | 用于形成多层光学制品的方法和装置 | |
| CN108369301A (zh) | 光学叠堆 | |
| US20110032618A1 (en) | Lamination of optical substrates | |
| TW201631079A (zh) | 多層光黏著劑及其製作方法 | |
| CN1556749A (zh) | 包含式光学制品的制造方法和装置 | |
| US9915758B2 (en) | Mold for manufacturing optical element and production method for same, and optical element | |
| KR101241963B1 (ko) | 패턴필름 및 그 제조방법 | |
| JPWO2010113592A1 (ja) | 光学的情報記録媒体の製造方法及び光学的情報記録媒体 | |
| JP5576555B2 (ja) | ナノインプリントフィルムの製造方法 | |
| JP4325276B2 (ja) | ホログラフィック記録メディア及びその製造方法 | |
| US20070082179A1 (en) | Method and apparatus for forming optical articles | |
| CN108473826A (zh) | 光学粘合剂 | |
| JP6045782B2 (ja) | 微細凹凸パタン基材及びその製造方法、並びに、ワイヤグリッド偏光板及びその製造方法 | |
| JP2013534873A (ja) | 複製方法 | |
| CN105619819B (zh) | 一种三维成型装置及方法 | |
| JP3239598B2 (ja) | 回折光学素子の製造方法 | |
| KR20180117209A (ko) | 엠보스 필름, 매엽 필름, 전사물, 및 엠보스 필름의 제조 방법 | |
| JP6236848B2 (ja) | 光学フィルム、光学フィルム用転写体、画像表示装置、光学フィルムの製造方法及び光学フィルム用転写体の製造方法 | |
| US8496863B2 (en) | Method for producing a replication master, replication method and replication master | |
| JP2007513362A (ja) | 揮発性材料上への誘電体コーティングの真空蒸着 | |
| FR2796388A1 (fr) | Procede et systeme de preparation de surfaces avant depot d'un produit adhesif ou decoratif | |
| JPS6355741A (ja) | 中空構造の光情報記録デイスク媒体及びその製造法 | |
| JP2004342235A (ja) | 光学記録媒体の製造方法 | |
| JPH11213462A (ja) | 光情報媒体製造方法および光情報媒体製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |