CN1405065A - 一种制造具有平底的袋子的方法,以及用该方法制成的袋子 - Google Patents
一种制造具有平底的袋子的方法,以及用该方法制成的袋子 Download PDFInfo
- Publication number
- CN1405065A CN1405065A CN02127486A CN02127486A CN1405065A CN 1405065 A CN1405065 A CN 1405065A CN 02127486 A CN02127486 A CN 02127486A CN 02127486 A CN02127486 A CN 02127486A CN 1405065 A CN1405065 A CN 1405065A
- Authority
- CN
- China
- Prior art keywords
- sack
- main flap
- base
- folded sheet
- pleat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 50
- 238000004519 manufacturing process Methods 0.000 claims description 14
- 238000005520 cutting process Methods 0.000 claims description 12
- 238000005096 rolling process Methods 0.000 claims description 5
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- 238000007789 sealing Methods 0.000 claims description 4
- 238000011144 upstream manufacturing Methods 0.000 claims description 3
- 238000003825 pressing Methods 0.000 claims description 2
- 238000012545 processing Methods 0.000 claims description 2
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 claims 3
- 238000005304 joining Methods 0.000 abstract description 2
- 238000009963 fulling Methods 0.000 abstract 1
- 239000000463 material Substances 0.000 description 16
- 239000004033 plastic Substances 0.000 description 15
- 229920003023 plastic Polymers 0.000 description 15
- 238000013461 design Methods 0.000 description 5
- 238000004806 packaging method and process Methods 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 241000070928 Calligonum comosum Species 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 230000004069 differentiation Effects 0.000 description 1
- 230000000916 dilatatory effect Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000012858 resilient material Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000012549 training Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/26—Folding sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/20—Shape of flexible containers with structural provision for thickness of contents
Landscapes
- Making Paper Articles (AREA)
- Bag Frames (AREA)
- Cartons (AREA)
- Ink Jet (AREA)
- Undergarments, Swaddling Clothes, Handkerchiefs Or Underwear Materials (AREA)
Abstract
一种制造具有平底的袋子的方法,包括:准备一折叠板(1),其包括相互交叠的第一主折板(1a)和第二主折板(1b)以及连接该主折板(1a,1b)的底边(2);在底边(2)处褶起折叠板(1),以形成包括插入在所述主折板(1a,1b)之间的第一和第二底座条(3a,3b)的波纹;在所述波纹上制作短沟褶(6),该短沟褶被切割及接合,并被彼此间隔开;在主折板(1a)上向上翻起底座条(3a)以在短沟褶(6)处形成三角形块(7);将三角形块(7)固定到基座条(3a,3b)上;以及从折叠板(1)上分离出每个袋子。
Description
发明领域
本发明涉及一种制造具有平底的袋子的方法,以及用该方法制成的袋子。该袋子属于用作一般用途的载物袋类型。
现有技术说明众所周知,用作一般用途的载物袋的包,被称为“购物袋”,或“T恤袋”,或者“流行服装袋”等等,它们作为购买产品的最终包装提供给消费者,即使产品已经放入到自身的包装或包裹中了。在某些情况下,要使用相当高质量的袋子以提高所购产品的身价。
例如,已经放入到自有的盒形包装中的鞋类或各种服装的最终包装就是上述所指类型的袋子,这些袋子制作完美并且特意地精制。
有品质的袋子的一个基本方面是,当使用这些袋子的时候,它们具有一个平底,这个基本方面对袋子的外观以及功能都具有相当大的影响。
一个矩形或正方形的平底,实际上,对于容纳盒形包裹或者以有序且大容量的方式装载的任何产品来说,以及对于在由皮革、织物或类似物制成的袋子中保持侧面能适当地展开来说,都是重要的。
整齐、方正的总体构造,以及很好展开的侧面,也提供了确保最大程度地显示卖点的独特标记,或最大程度地显示广告信息以及可被印刷在袋子上的任何类型的各种信息的优点。
平底经常被用在纸袋中。实际上,纸具有一定的硬度,而且能被方便地折叠和排列成彼此重叠的片状,从而形成平且方正的底面。
相反,塑料材料,尤其是厚度小的塑料材料,即使是使用最广泛的类型,也不具有任何硬度,因此由塑料制成的希望有一个平且方正的底的袋子结果通常仅仅具有形状很接近平面的底。
虽然由塑料材料制成的袋子具有大体上平的底面,但这些袋子目前只能通过高成本且从各个角度来看都不太满意的生产来获得。
实际上,准确地去除在对应于底面的区域内的塑料材料的伸出条或折片,然后进行接合或接缝通常是必须的。
这些操作,至少一部分,使袋子在一定程度上失去了质量的均一性和抗拉力,并且使接合点和接缝通常被明显地保留下来。另外,由于上述原因,接合处理形成了较低的抵抗刚好施加在袋子的这些部分上的拉力的区域,即,受到最大拉力的底部。
此外,通常,由塑料材料制成的要求有一个大体上平且方正的底面的袋子只能部分地通过自动化的方式制造。操作的一部分,即涉及更高的精确度和复杂性的操作的部分,尤其是去除塑料材料的伸出条展和把切割边缘接合起来的操作,有赖于经特别培训的员工的介入。
因此这导致了相当高的成本以及制造过程的相当复杂的管理,部分由自动化方式制出的袋子的精制,还需要特别培训过的员工来完成。
发明内容
基于这种情况,本发明下面的技术任务是要设计一个制造具有平底的、由具有弹性的片状薄片材料,尤其是塑料材料制成的袋子的方法,以及根据该方法制造的袋子,本发明对现有技术的不足提供了一个实质性的解决方案。
在这一技术任务的上下文中,本发明的一个重要目的是设计一种方法,其能够制造一个平底,而不会在支撑装载物品时削弱该底面本身的抵抗力。
本发明另一个重要的目的是设计一种方法,其能够很好地制作一个袋子,并且在使用时,能够提供一个很好的正方形底面,即使是使用一种很薄的塑料材料。
一个进一步的目的是要设计一种方法,该方法是指以一种完全自动化的方式来执行的一些步骤。
而另一个目的是设计一种既可以应用于连续薄片,也可以应用于已经部分预成形的单个袋子的方法。
本发明并非不重要的一个目的是便利地制作一种具有平底的袋子,该袋子根据所述方法制作,这种袋子被证明具有抵抗力好,制作精美,生产成本低廉等的优点。
上面指出的技术任务以及提出的目的可通过如附属权利要求书所要求的制作一种具有平底的袋子的方法以及由该方法制作的袋子来完成。
该过程包括:准备一折叠的薄板,该薄板包括相互交叠的第一和第二主折板,以及一连接所述主折板的底边;在所述底边处褶起所述折叠板,以形成插入在所述主折板之间的第一和第二底座条,所述底座条形成了所述主折板的底座边;用切割及在所述切割边缘接合的方法制作短沟褶,该短沟褶在所述底座边与一底边之间延伸,并按照一压平的袋子的尺寸彼此隔开;在一所述主折板上向上翻起一所述底座条,以通过从里向外折的方法在所述短沟褶处形成三角形块;将所述三角形块固定到所述底座条上;以及从折叠板上将每个袋子分开。
附图说明
本发明的特征与优点通过对下面的提供有参考附图的优选实施例的详细描述来进一步说明:
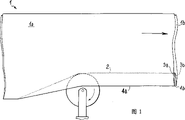
图1显示了本发明的方法中的一个步骤,其中,一连续折叠板被部分褶起以形成波纹,该连续折叠板由塑料材料制成,具有两个并排设置的折板,在图中以局部剖面图所示;
图2为已经褶起的折叠板的横截面图;
图3表示,在正面上,该方法的一个步骤,在该步骤中做出预折叠压痕;
图4表示在所述折叠板上做出一短沟褶;
图5是图4中的折叠板的局部透视图;
图6表示把图5折叠板的波纹的一部分从里面向外折出的一步骤;
图7是图6折叠板的局部透视和剖面图,带有一部分被完全从里向外折出的波纹;
图8表示一个分离两个连续的袋子以及固定通过从里向外折的方法形成的折板的步骤;
图9是从根据本方法制作的袋子的一部分的最终,即准备使用的形状的上方观察的透视图;
图10是从获得图9所示袋子的最初步骤的上方观察的透视图,该最初步骤从图8的压扁条件下开始;
图11表示了袋子扩张的中间步骤;以及
图12是从袋子扩张的最后步骤的下方观察的透视图,基本上完成了图9中的开口状态。
优选实施例说明
根据本发明的方法使操作能够针对各不相同的部件进行。例如,它能够从一条连续的、沿处理线方向展开且可被分割以形成大量连续袋子的塑料起开始制造具有平底的袋子。
也可以从单个的、呈压平的管状结构的小袋子起开始进行操作,每一个这样的小袋子大体上已经根据袋子的尺寸制作好了,并且只在其一侧开口,但其底部仍然没有成形。
在这种情况下,单个袋子已经被彼此分开,平底面不需要进行任何切割就可以获得。
一种中间情况也不被排除在外,该情况是这样产生的,即从大体上已经按照一个独立的袋子的尺寸制作的片状材料开始,但该片状材料仍然三面开口,象一张只是自身折回的薄片。
在图示的情况,以及尤其适合应用于工业化的处理线上大规模制造的情况中,操作步骤可如下来描述。
首先,预备一连续折叠板1,该折叠板由片状材料如塑料材料制成,能够实现大量连续的袋子的成形。
连续折叠板1由彼此并排设置、且在底边2相连接的第一主折板1a和第二主折板1b限定。
更好地,两个折板彼此交叠,并展开在传送装置之上。
实际上,折叠板1从由塑料材料制成的自身折回的长薄片得到。然而,折叠板1也可以从最初分离、之后在底边2处连接起来的两薄片得到,或者从一个铺成压平状、三面开口的单个长管状部件得到。
折叠板1经过各种操作,在这些操作中,可以由如图1和2所示的初始步骤区分开来,在该步骤中,折叠板1自身在底边2处被褶起,以形成在底边2处相连接的第一底座条3a和第二底座条3b。
第一和第二底座条3a和3b彼此交叠,容纳在主折板1a和1b之间,以形成一波纹。
第一底座条3a置于紧接第一主折板1a之下,并与其相连接,而第二底座条3b置于第一底座条3a和第二折板1b之间。
在波纹形式的底座条3a、3b折起的过程中,在主折板1a和1b上分别确定出彼此平形且平行于底边2的第一底座边4a和第二底座边4b。
在褶起并形成底座波纹之前的辅助步骤或之后的辅助步骤中,在每个主折板1a,1b上横向于底边2的方向上制作出预折叠压痕5。
这一辅助步骤集中表现在图3中,如之后将被详细解释的,其目的在于形成袋子的侧波纹。
在如图4和5所示的随后的步骤中,通过切割,以及在切口边缘接合的手段,形成了延伸在底座边4a,4b和底边2之间的短沟褶6。
短沟褶6在连续的袋子之间首先确定了用于分离的有限的伸展空间,实际上这些短沟褶6以彼此分开的距离设置,该距离等于在底边2方向上的一压平了的袋子宽度。
这一步骤的特征是短沟褶6通过切割主折板1a,1b和底座条3a,3b,以及在切口的每侧将主折板1a,1b和底座条3a,3b接合在一起来获得。
在实际中,短沟褶6通过切割与接合先前制作的波纹来获得。
上述结果可以用由塑料材料制成的折叠板1,通过足够的切割、加热以及压制切割区域来获得。
仅仅把主折板1a,1b接合在一起,或者甚至不进行任何接合,以及把该操作推迟到随后的步骤中都是可能的。
在过程更进的一步中,如图6和7以及也可以从图5理解,可以设想这样一个步骤,即在主折板,尤其第一主折板1a上向上翻起一底座条,尤其是第一底座条3a。
随着底座条的向上翻起,底座条3a和3b将自身设置对齐在一起。此外,将它们向上翻起的所述过程也导致了把底座条3a,3b的端部由里向外折出。
由于存在短沟褶6,其具有接合区域或边线、也是第二底座条3b一部分,向上翻起第一底座条3a实际上是局部地沿其拖拉。短沟褶6上的接合区域将自身设置在底座条之间的中部。
实际中,底座条3a的向上翻起,作为一个中间结果,最终在短沟褶6上形成了三角形块7。
操作最好对称地在每个短沟褶6的上游及下游进行,以便在部分地完成一设置在短沟褶6下游的袋子,和处理一设置在同一沟褶上游的新袋子的同时,该过程能在单个工作站上进行。
这些三角形块7中的每一个都具有一沿着底边2的顶点7a,和一设置在与顶点7a一定距离的且横向于底边2方向上的由里向外翻的棱线或横梁7b。
三角形块7通过粘贴操作与底座条3a,3b连接在一起,这种粘贴操作可以采用局部接合或使用胶带的方式。
上述操作更适宜于在由里向外翻的棱7b上进行,以使得边缘不会开口。粘贴区域由压痕8指示,该压痕在图8中被清楚地显示出。然而,粘贴也能在三角形块7的其他点上预先安排。
最后,过程的最后一步包括:切割主折板1a,1b,将折叠板1的每个袋子从与其紧邻的折叠板上分隔开且脱离下来,然后,如图8所示接合切割边缘。
这样就获得了折叠板的侧边9,其在横向于底边2的方向上延伸,根据一压平的折叠板的最大宽度以彼此分开的距离设置,图中作为一整体用数字10指出。
已经提到的预折叠压痕5根据所述由里向外翻的棱7b距对应的所述顶点7a的距离以离侧边9某一距离设置,该预折叠压痕5制作用来形成侧波纹结构。
整个过程没有考虑去处塑料材料折片的步骤。
如已述的,该过程也可应用于已经符合单个袋子10的尺寸的折叠板,该折叠板三面开口象一折叠薄片、或者已经三面封闭象一信封。
在三面开口象一折叠薄片的折叠板的情况下,可以设想,紧接在褶起并形成底座波纹的步骤之后,在向上翻起一底座条步骤之前,侧边9就将被接合以获得已被封闭的同样的侧边9。
实际上,前述的最终步骤是在产生块7的步骤之前进行的,它并不是进行形成短沟褶6的步骤所必需的。
想反,当一个三面封闭象一信封的管状板被最初预备好了时,在侧边9上的接合操作可以被省略。
必要的步骤是这些:在底边2褶起所述折叠板,以形成第一底座条3a和第二底座条3b;向上翻起底座条3a同时形成三角形块7;以及将三角形块7固定到底座条3a,3b上。
袋子10如图9所示,能由图8所示的压扁的形状通过图10、11和12所示的一系列扩张来获得。
特别地,在图10和11中,向上翻起的底座条3a被放到另一未翻起的底座条3b上,因此,如图12所示,通过从袋子10里面的操作,底边2被放低以使得可将二底座条3a,3b安排在基本上同一平面内。同时,侧边9被压在预折叠压痕5之间,以提供袋子10的容积,和产生三角形块7。
作为一整体,完成的袋子10具有:一矩角形底11,由二底座条3a,3b限定;一开口,可能具有支撑和封闭装置,图中未示出,因为它们不涉及本发明;两个主表面1a,1b;以及两个在底部11与所述开口之间沿袋子高度延伸的侧波纹12。
袋子10的一个特征是具有由一连续的区域确定的主表面1a,1b和底部11,它们由一个单独片制成,没有切割和接合,这样,它大体上象一个袋子。
实际上,袋子10一旦成形和扩张,其折叠的部分,即所述三角形块7,就位于与底部11相邻的侧波纹12上,如图9和12所示。
发明实现了重要的优点。
实际上,它提供了一种制造方法以及一种应用该方法制造的袋子,它与其他方法的区别之出在于,甚至使用薄而有弹性的材料,如塑料片,也可以获得一平且方正的底座。
底部11在使用中提供了一相当稳定、平且方正的构造,这也是由于三角形块7自然地保持底部11本身处于展开、压平的状态这样一个事实。
在使用中,三角形块7实际上被设置在底部11的侧面,并且由于它们是由袋子10的多个折叠部分组成的,因此提供了实质性的硬度,这种硬度影响底部11的形状,如图9明显所示的。
一旦完成,袋子10就有了一个固定的、精致的外观和结构,因为底部11由一个单独片制成,没有与主表面1a,1b的任何连接。
如前所述,实际上,主表面1a,1b和底部11限定了一个能够承受相当重量的连续的袋子。
当袋子10是从一个已经三面封闭的管状板开始制造时,完全不需要切割以及对所述切割的连接。
相反,当袋子10如附图所示从一连续折叠板开始制造时,对连续的袋子进行的必要分隔会导致在侧边9上的切割操作以及在侧波纹12中央处延伸的伴随接合。
这种接合并没有在实质上产生无用部分,因为它被侧壁的波纹形状隐藏了起来,并且主要因为举起的压力主要由主表面1a,1b以及底部11承担。
整个制造过程可以完全地、方便地由自动化完成,因为过程的步骤本身是简单的、容易区分的,并且在时间上能够连续执行,另外也因为该操作不需要考虑板片的废弃,因而使操作更加便利。
Claims (10)
1.一种制造具有平底的袋子的方法,其特征在于:所述方法包括:
准备一折叠板(1),该折叠板包括相互交叠的第一主折板(1a)和第二主折板(1b),以及连接该主折板(1a,1b)的底边(2);
在所述底边(2)处褶起所述折叠板(1),以形成插入在所述主折板(1a,1b)之间的第一和第二底座条(3a,3b),该底座条(3a,3b)形成了所述主折板(1a,1b)的底座边(4a,4b);
通过切割及接合所述切割边缘的方法来制作短沟褶(6),该短沟褶在所述底座边(4a,4b)与所述底边(2)之间延伸,并以一压平的袋子的尺寸相互隔开;
在所述主折板(1a)上向上翻起所述底座条(3a),以通过从里向外折的方法在所述短沟褶(6)处形成三角形块(7);将所述三角形块(7)固定到所述基座条(3a,3b)上;以及从所述折叠板(1)上分离出每个袋子(10)。
2.根据权利要求1所述的方法,其中,每个袋子(10)通过切割所述主折板(1a,1b)以及接合所述切割边缘来从折叠板(1)上分离下来,从而制成横向于所述底边(2)设置的侧边(9)。
3.根据权利要求1所述的方法,其中,在每个所述主折板(1a,1b)上做出预折叠压痕(5),该预折叠压痕(5)位于横向于所述底边(2)的方向上。
4.根据权利要求1所述的方法,其中,通过切割所述主折板(1a,1b)和所述底座条(3a,3b),以及将所述主折板(1a,1b)和所述底座条(3a,3b)在所述切割边缘处接合在一起来形成所述短沟褶(6)。
5.根据权利要求1所述的方法,其中,在每个短沟褶(6)上加工所述折叠板(1),以便局部地完成一设置在所述短沟褶(6)下游的袋子,并且同时制做一设置在所述短沟褶上游的袋子的一部分。
6.一种制造具有平底的袋子的方法,其特征在于:所述方法包括:
准备一折叠板(1),该折叠板具有以一压平的袋子的尺寸彼此间隔开的侧边(9),并且包括相互交叠的第一和第二主折板(1a,1b),以及一连接该主折板(1a,1b)的底边(2);
在所述底边(2)处褶起所述折叠板(1)以形成插入在所述主折板(1a,1b)之间的第一和第二底座条(3a,3b);
接合所述折叠板(1)的所述侧边(9);
在所述主折板(1a)上向上翻起所述底座条(3a)以通过从里向外折的方法在所述侧边(9)处形成三角形块(7);以及将所述三角形块(7)固定到所述基座条(3a,3b)上。
7.一种制造具有平底的袋子的方法,其特征在于:所述方法包括:
准备一个形状象三面封闭的压平的管状部件的折叠板(1),该折叠板(1)包括相互交叠的第一和一第二主折板(1a,1b),一底边(2),以及连接所述主折板(1a,1b)的侧边(9);
在所述底边(2)处褶起所述折叠板(1),以形成插入在所述主折板(1a,1b)之间的第一和第二底座条(3a,3b);
在所述主折板(1a)上向上翻起所述底座条(3a),以通过从里向外折的方法在所述侧边(9)处形成三角形块(7);以及
将所述三角形块(7)固定到所述基座条(3a,3b)上。
8.一种袋子,其包括一平底座(11)、一开口、主表面(1a,1b)以及侧波纹(12),其特征在于:所述主表面(1a,1b)和所述平底座(11)形成一基本上连续的层片区域,该区域由一单独片制成,大体上象一袋子;折叠部分(7)设置在所述平底座(11)与所述侧波纹(12)之间。
9.根据权利要求8所述的袋子,其中,所述折叠部分(7)被安排在所述侧波纹(12)中,与所述平底座(11)相邻。
10.根据权利要求9所述的袋子,其中,所述折叠部分(7)为三角形形状。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT2001MI001700A ITMI20011700A1 (it) | 2001-08-03 | 2001-08-03 | Procedimento per realizzare un fondo piatto in un sacchetto e sacchetto avente un fondo piatto |
| IT001700A/2001 | 2001-08-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1405065A true CN1405065A (zh) | 2003-03-26 |
Family
ID=11448223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN02127486A Pending CN1405065A (zh) | 2001-08-03 | 2002-08-02 | 一种制造具有平底的袋子的方法,以及用该方法制成的袋子 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20030027701A1 (zh) |
| EP (1) | EP1281510A2 (zh) |
| JP (1) | JP2003053861A (zh) |
| KR (1) | KR20030013342A (zh) |
| CN (1) | CN1405065A (zh) |
| AR (1) | AR034971A1 (zh) |
| BR (1) | BR0203099A (zh) |
| CA (1) | CA2396517A1 (zh) |
| IT (1) | ITMI20011700A1 (zh) |
| MX (1) | MXPA02007333A (zh) |
| RU (1) | RU2002120540A (zh) |
| TW (1) | TW579353B (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101670684B (zh) * | 2009-09-19 | 2011-03-23 | 张列荣 | 一种包装袋的制作工艺 |
| CN102015276B (zh) * | 2008-03-11 | 2012-08-22 | 福瑞托-雷北美有限公司 | 改进的制作平底枕形袋的方法和设备 |
| CN107775974A (zh) * | 2017-10-18 | 2018-03-09 | 陈丽君 | 一种折叠成型片材生产工艺及其折叠片材 |
| CN108973231A (zh) * | 2018-09-28 | 2018-12-11 | 杭州勤诚塑料包装材料有限公司 | 袋子加工装置及其加工方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100837179B1 (ko) * | 2007-04-10 | 2008-06-13 | 이원준 | 포장용 비닐백의 제조방법 |
| KR100852211B1 (ko) * | 2007-10-12 | 2008-08-13 | 이경호 | 플라스틱 백의 제조 방법 및 이에 의해 제조된 플라스틱 백 |
| TW201538395A (zh) * | 2014-04-09 | 2015-10-16 | Ming-Han Wu | 資料袋之製法及其結構 |
| CN105667893A (zh) * | 2016-04-01 | 2016-06-15 | 浙江瑞旺科技有限公司 | 包装袋打褶装置 |
| CN105922639B (zh) * | 2016-04-27 | 2018-12-21 | 成都豪颖包装材料有限公司 | 一种环保型非覆膜胶粘换袋用果品彩色套袋制作方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3559874A (en) * | 1968-05-08 | 1971-02-02 | Dow Chemical Co | Series bag construction |
| GB1281401A (en) * | 1969-02-17 | 1972-07-12 | Canadian Ind | Valved plastics bag |
| US4453370A (en) * | 1981-09-14 | 1984-06-12 | Basic Packaging Systems, Inc. | Square ended bag |
| US4524459A (en) * | 1981-09-14 | 1985-06-18 | Basic Packaging Systems, Inc. | Square ended bag |
| FR2603026B1 (fr) * | 1986-08-21 | 1989-08-18 | Castel Jean Claude | Procede perfectionne pour la realisation d'emballages ou de recipients souples de formes variees |
| US5102384A (en) * | 1989-09-01 | 1992-04-07 | Ross Philip E | Method for making flat bottom plastic bag |
-
2001
- 2001-08-03 IT IT2001MI001700A patent/ITMI20011700A1/it unknown
-
2002
- 2002-07-29 MX MXPA02007333A patent/MXPA02007333A/es unknown
- 2002-07-30 EP EP02017125A patent/EP1281510A2/en not_active Withdrawn
- 2002-07-31 BR BR0203099-3A patent/BR0203099A/pt not_active Application Discontinuation
- 2002-08-01 CA CA002396517A patent/CA2396517A1/en not_active Abandoned
- 2002-08-02 AR ARP020102956A patent/AR034971A1/es not_active Application Discontinuation
- 2002-08-02 CN CN02127486A patent/CN1405065A/zh active Pending
- 2002-08-02 RU RU2002120540/12A patent/RU2002120540A/ru not_active Application Discontinuation
- 2002-08-02 TW TW091117394A patent/TW579353B/zh not_active IP Right Cessation
- 2002-08-03 KR KR1020020045979A patent/KR20030013342A/ko not_active Application Discontinuation
- 2002-08-05 JP JP2002226841A patent/JP2003053861A/ja active Pending
- 2002-08-05 US US10/211,292 patent/US20030027701A1/en not_active Abandoned
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102015276B (zh) * | 2008-03-11 | 2012-08-22 | 福瑞托-雷北美有限公司 | 改进的制作平底枕形袋的方法和设备 |
| CN101670684B (zh) * | 2009-09-19 | 2011-03-23 | 张列荣 | 一种包装袋的制作工艺 |
| CN107775974A (zh) * | 2017-10-18 | 2018-03-09 | 陈丽君 | 一种折叠成型片材生产工艺及其折叠片材 |
| CN108973231A (zh) * | 2018-09-28 | 2018-12-11 | 杭州勤诚塑料包装材料有限公司 | 袋子加工装置及其加工方法 |
| CN108973231B (zh) * | 2018-09-28 | 2023-10-24 | 杭州勤诚塑料包装材料有限公司 | 袋子加工装置及其加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| AR034971A1 (es) | 2004-03-24 |
| TW579353B (en) | 2004-03-11 |
| MXPA02007333A (es) | 2004-08-11 |
| RU2002120540A (ru) | 2004-01-20 |
| US20030027701A1 (en) | 2003-02-06 |
| CA2396517A1 (en) | 2003-02-03 |
| JP2003053861A (ja) | 2003-02-26 |
| KR20030013342A (ko) | 2003-02-14 |
| BR0203099A (pt) | 2003-05-27 |
| ITMI20011700A1 (it) | 2003-02-03 |
| EP1281510A2 (en) | 2003-02-05 |
| ITMI20011700A0 (it) | 2001-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4925438A (en) | Bags made of a thermoplastic synthetic resin sheeting and process for the production of said bags | |
| US5102384A (en) | Method for making flat bottom plastic bag | |
| US4857037A (en) | Portable packing bag made of plastic film, and method of producing the same | |
| CN1405065A (zh) | 一种制造具有平底的袋子的方法,以及用该方法制成的袋子 | |
| US8002862B2 (en) | Filter bag and method for the production thereof | |
| US3395622A (en) | Satchel bottom bag manufacture | |
| US3295643A (en) | Luggage | |
| US4811418A (en) | Method for the manufacture of plastic bags with welded side seams | |
| US3659640A (en) | Credit card wallet and method of making same | |
| WO2006067617A1 (en) | Method for making a bag | |
| CN206679383U (zh) | 全自动纸箱封装机 | |
| CN1160001C (zh) | 带拉锁的袋子的开闭器 | |
| CN107249992A (zh) | 纸箱和用于生产各种纸箱的坯件以及使用该纸箱的方法 | |
| CN102963036B (zh) | 一种具有侧面折边的塑料袋的加工方法 | |
| CN1132494A (zh) | 袋的提手的制作方法 | |
| US4174657A (en) | Method of forming a plastic shopping bag having a reinforced handle | |
| CN207157738U (zh) | 一种带膜的保鲜餐盒 | |
| US2483236A (en) | Decorative material for handbags | |
| CN210391636U (zh) | 一种拉链自封袋往复式包装机 | |
| US4911561A (en) | Shopping bags of thermoplastic synthetic resin sheeting with lateral weld seams, and process for the production thereof | |
| RU123396U1 (ru) | Пакет для переноски коробок | |
| CN215156865U (zh) | 一种四分隔支架、包装盒 | |
| CN107244472A (zh) | 一种拼接式包装盒及其加工方法 | |
| CN206954716U (zh) | 一种拼接式包装盒 | |
| US2918168A (en) | Shaker dispenser packet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |