CN1205014C - 注射成型机制品推出装置和方法 - Google Patents
注射成型机制品推出装置和方法 Download PDFInfo
- Publication number
- CN1205014C CN1205014C CNB011098694A CN01109869A CN1205014C CN 1205014 C CN1205014 C CN 1205014C CN B011098694 A CNB011098694 A CN B011098694A CN 01109869 A CN01109869 A CN 01109869A CN 1205014 C CN1205014 C CN 1205014C
- Authority
- CN
- China
- Prior art keywords
- motion
- cause
- unit
- rotation
- ejecting device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/38—Cutting-off equipment for sprues or ingates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/4005—Ejector constructions; Ejector operating mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/4005—Ejector constructions; Ejector operating mechanisms
- B29C2045/4036—Ejector constructions; Ejector operating mechanisms driven by a screw and nut mechanism
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2017/00—Carriers for sound or information
- B29L2017/001—Carriers of records containing fine grooves or impressions, e.g. disc records for needle playback, cylinder records
- B29L2017/003—Records or discs
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Transmission Devices (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
一种注射成型机制品推出装置包括:第一驱动单元;与第一驱动单元连接的第一传动单元;第二驱动单元;与第二驱动单元连接的第二传动单元;推料销,其能够基于第一传动单元的运动而往复运动;以及与第二传动单元连接的工作零件,其中第二传动单元的运动将导致工作零件往复运动。第一驱动单元被操作可使第一传动单元往复运动,从而导致推料销往复运动。第二驱动单元被操作可使第二传动单元往复运动,从而导致工作零件往复运动。
Description
技术领域
本发明涉及注射成型机的制品推出装置和方法。
背景技术
作为示例,通常唱片成型机适合于通过下列步骤模塑成型唱片:在加热筒中加热和熔化用作成型材料的树脂;将树脂排入用作模具装置的唱片成型模具组件中;以及随后通过冷却使树脂固化。
图1是一种传统注射成型机的主体部分的剖视图。图2是一种传统剪切冲头/推料器的操作示意图。在图2中,x轴表示时间,y轴表示突出量。
在图1中,参考号码11表示动模板。未示出的动模连接在动模板11的前端表面(图1中的右侧端面)S1上。一个剪切冲头/推料器12连接在动模板11的后端表面(图1中的左侧端面)S2上。动模单元包括一个基板和连接在基板上的镜面磨削块。
未示出的定模板安置在动模板11的前侧(图1中的右侧)。未示出的定模单元以面对着动模单元的方式连接在定模板上。定模单元包括一个基板、一个连接在基板上的镜面磨削块和一个连接在镜面磨削块上的印模。
未示出的锁模单元安置在动模板11的后侧(图1中的左侧)。锁模单元用于带动着动模板11前进和后退(图1中向右/向左移动),以将唱片成型模具组件合模、锁模或开模。
唱片以下面的方式成型。首先,锁模单元操作以带动动模板11前进(图1中向右移动),从而实现合模。随后,锁模单元进一步操作以产生锁模力,从而实现锁模。此时,动模单元的镜面磨削块和定模单元的镜面磨削块之间确定出一个模腔。之后,熔态树脂通过未示出注射单元的注射喷嘴注射而充满模腔,然后再冷却而形成唱片坯料。在树脂完全冷却之后但在树脂固化之前,剪切冲头/推料器单元12操作以便在唱片上冲出一个孔,从而形成唱片。接下来,锁模单元操作以带动动模板后退(图1中向左移动),从而实现开模。此外,剪切冲头/推料器单元12操作以推进一个未示出的推料销,从而将唱片从动模单元的镜面磨削块上顶出,即从模具中释放出唱片。
接下来将描述剪切冲头/推料器单元12。
一个壳容纳孔14以向着后端面S2敞开的方式形成在动模板11中。一个环形轴承壳15连接在后端面S2上,以便覆盖着壳容纳孔14。一个封底圆筒形壳16连接在轴承壳15的前端(图1中的右侧端)并容纳在壳容纳孔14中。两个轴承17和18安置在轴承壳15中。第一滚珠螺母19在其后端(图1中的左侧端)带有一个凸缘部分21。一个环形从动带轮22固定连接在凸缘部分21上。第二滚珠螺母23连接在带轮22上。第二滚珠螺母23在其前端带有一个凸缘部分24。凸缘部分24固定连接在带轮22上。
这里安置着一个用作驱动工具的伺服电机26。一条同步皮带29套在从动带轮22和连接在伺服电机26的输出轴27上的驱动带轮28上并在两个带轮之间延伸。带轮22和28和同步皮带29构成了旋转传动工具。参考号码31表示一个用作转速探测器的编码器,用以探测伺服电机26的转速。
第一滚珠螺母19具有一个邻近于轴承17后端的阶梯部分33,而圆筒形定位环34邻近于轴承18的前端安置在第一滚珠螺母19的外圆周表面上。第一滚珠螺母19的前端与一个定位螺母35螺纹啮合着。定位螺母35被拧紧。以便通过阶梯部分33和定位环34夹持住轴承17和18,从而将第一滚珠螺母19相对于轴承壳15定位。
一个孔43以穿通的方式形成在动模板11中。一个圆筒形剪切冲头单元37安置在孔43、第一滚珠螺母19和轴承壳15中,以便能够往复运动。剪切冲头单元37从后端至前端包括:一个滚珠螺杆部分38,其具有例如形成在其外圆周表面上的右旋螺纹;一个花键部分39,其具有形成在其外圆周表面上的花键;以及一个剪切冲裁杆44。右旋螺纹形成在第一滚珠螺母19的内壁表面上,以使第一滚珠螺母19与滚珠螺杆部分38之间建立起螺纹啮合。花键形成在壳16上,以便在壳16与花键部分39之间建立起花键啮合。一个用作工作零件的圆筒形剪切冲头安置在动模单元中。剪切冲头的后端连接着剪切冲裁杆44的前端。第一滚珠螺母19和滚珠螺杆部分38构成了运动转换工具,以将第一滚珠螺母19的旋转运动转换成滚珠螺杆部分38的直线运动。花键部分39构成了旋转限制工具,以限制剪切冲头单元37的旋转。
两个导杆45和46以向后延伸的方式连接在轴承壳15的后端面上。一个板47安置在导杆45和46上,以便能够沿着它们往复运动。一个滚珠螺杆48以向前延伸的方式连接在板47上。相对于形成在滚珠螺杆部分38外圆周表面上的螺纹的反向螺纹,例如左旋螺纹,形成在滚珠螺杆48的外圆周表面上。例如,左旋螺纹形成在第二滚珠螺母23的内壁表面上,以便在第二滚珠螺母23与滚珠螺杆48之间建立起螺纹啮合。一个推杆51以向前延伸穿过剪切冲头单元37的方式形成在滚珠螺母48的前端。一个推料销安置在剪切冲头中。推料销的后端连接着推杆51的前端。第二滚珠螺母23和滚珠螺杆48构成了远动转换工具,以将第二滚珠螺母23的旋转运动转换成滚珠螺杆48的直线运动。板47构成了旋转限制工具,以限制滚珠螺杆48的旋转。
接下来将描述具有这种构造的剪切冲头/推料器单元12的操作。
首先,未示出的控制器中的驱动控制工具将引起伺服电机26沿着常规方向旋转。沿常规方向的旋转通过输出轴27、带轮28、同步皮带29、和带轮22传递到第一和第二滚珠轴承19和23上。因此,将导致剪切冲头单元37前进,从而引起剪切冲头前进,如图2中的直线L2所示。这样,剪切冲头单元将在唱片坯料上冲出一个孔。此时,将导致滚珠螺杆48后退,从而引起推料销后退,如图2中的直线L1所示。
在时间t1,驱动控制工具将引起伺服电机26停止旋转并重新沿反向旋转。反向旋转将通过带轮28、同步皮带29、和带轮22传递到第一和第二滚珠轴承19和23上。这样,可以导致剪切冲头单元37后退,从而引起剪切冲头后退,如直线L2所示。因此,剪切冲头将从冲出的孔中脱出。此时,将导致滚珠螺杆48前进,从而引起推料销前进,如直线L1所示。这样,推料销会将唱片从模具上顶出。随后,在到达时间t2时,驱动控制工具将引起伺服电机26停止旋转。
通过使用伺服电机26以便在唱片坯料上冲出孔,剪切冲头的位置精度可以提高。
然而,根据这种传统唱片成型模具组件,当推料销突出以将唱片从模具上顶出时,剪切冲头将后退。因此,剪切冲头不能保持住唱片。换言之,剪切冲头和推料销不能同时操作。
因此,为了利用剪切冲头将唱片保持一个预定时段,必须使推料销的顶出操作延迟,这将导致成型周期时间增加。
发明内容
本发明的目的是解决传统唱片成型模具组件中的所述问题,并且提供一种注射成型机制品推出装置和方法,该装置和方法可以使得工作零件和推料销能够同时操作,从而缩短成型周期时间。
为了实现目的,本发明提供了一种注射成型机的制品推出装置,所述装置包括:第一驱动单元;第二驱动单元;第一传动单元,其连接着所述第一驱动单元,可旋转地和可往复地进行设置,其中对所述第一驱动单元的操作会导致所述第一传动单元的旋转,对所述第二驱动单元的操作会导致所述第一传动单元的往复运动;第二传动单元,其连接着所述第二驱动单元,可旋转地和可往复地进行设置,其中对所述第二驱动单元的操作会导致所述第二传动单元的旋转,对所述第一驱动单元的操作会导致所述第二传动单元的往复运动;一个推料销,其被构造得能够基于所述第一传动单元的运动而往复运动;以及一个工作零件,其连接着所述第二传动单元,其中所述第二传动单元的运动将导致所述工作零件的往复运动,其特征在于,所述第一传动单元和所述第二传动单元构成一个运动转换单元,该运动转换单元将所述传动单元中的一个传动单元的旋转运动转换成另一个传动单元的直线运动。
通过操作第一驱动单元,可以引起第一传动单元往复运动,从而导致推料销往复运动。通过操作第二驱动单元,可以引起第二传动单元往复运动,从而导致工作零件往复运动。
这样,当推料销突出而将成型制品从模具中顶出时,工作零件可以保持在其行程中的前进位置上,从而保持住成型制品。换言之,剪切冲头和推料销能够同时操作。
因此,不需要为了利用剪切冲头保持成型制品而延迟推料销的顶出操作,从而可以缩短成型周期时间。
根据本发明的一个优选实施例,所述第一传动单元和所述第一驱动单元被这样构造,从而使得所述第一驱动单元的旋转能够导致所述第一传动单元旋转并往复运动。
根据本发明的一个优选实施例,所述第二传动单元被这样构造,从而使得所述第二驱动单元的旋转能够导致所述第二传动单元旋转并往复运动。
根据本发明的一个优选实施例,所述推料销的往复运动与所述工作零件的往复运动方向相同。
根据本发明的一个优选实施例,所述的制品推出装置还包括一个运动限制单元,用以限制第一传动单元的轴向运动。
根据本发明的一个优选实施例,所述运动限制单元包括一个挡块。
根据本发明的一个优选实施例,所述的制品推出装置还包括一个运动限制单元,用以限制第二传动单元的轴向运动。
根据本发明的一个优选实施例,所述运动限制单元包括制动器。
根据本发明的一个优选实施例,所述运动限制单元包括至少一个弹簧。
根据本发明的一个优选实施例,所述的制品推出装置,还包括:第一驱动控制单元,其用于控制所述第一驱动单元;以及第二驱动控制单元,其用于控制所述第二驱动单元;其中,所述第一驱动控制单元和所述第二驱动控制单元被这样构造,从而使得当所述第一驱动控制单元驱动所述第一驱动单元时,所述第二驱动单元保持在一个固定的旋转位置上。
根据本发明的一个优选实施例,所述第一驱动控制单元和所述第二驱动控制单元被这样构造,从而使得当所述第二驱动控制单元驱动所述第二驱动单元时,所述第一驱动单元保持在一个固定的旋转位置上。
此外,本发明还提供了一种制品推出装置,所述装置包括:第一驱动工具,其用于向注射成型机供应驱动动力;第二驱动工具,其用于供应驱动动力;第一传动工具,其连接着所述第一驱动单元,可旋转地和可往复地进行设置,其中对所述第一驱动工具的操作会导致所述第一传动工具的旋转,对所述第二驱动工具的操作会导致所述第一传动工具的往复运动,所述第一传动工具用于从所述第一驱动工具传递动力;第二传动工具,其连接着所述第二驱动单元,可旋转地和可往复地进行设置,其中对所述第二驱动工具的操作会导致所述第二传动工具的旋转,对所述第一驱动工具的操作会导致所述第二传动工具的往复运动;推料工具,其被构造得能够基于所述第一传动工具的运动而往复运动;以及一个工作零件,其连接着所述第二传动工具,其中所述第二传动工具的运动将导致所述工作零件往复运动,其特征在于,所述第一传动工具和所述第二传动工具构成一个运动转换工具,该运动转换工具用于将所述传动工具中的一个传动工具的旋转运动转换成另一个传动工具的直线运动。
根据本发明的一个优选实施例,所述第一传动工具和所述第一驱动工具被这样构造,从而使得所述第一驱动工具的旋转能够导致所述第一传动工具旋转并往复运动。
根据本发明的一个优选实施例,所述第二传动工具被这样构造,从而使得所述第二驱动工具的旋转能够导致所述第二传动工具旋转并往复运动。
根据本发明的一个优选实施例,所述推料工具的往复运动与所述工作零件的往复运动方向相同。
根据本发明的一个优选实施例,所述的制品推出装置还包括一个运动限制工具,用以限制第一传动工具的轴向运动。
根据本发明的一个优选实施例,所述运动限制工具包括一个挡块,用以阻止所述第一传动工具的运动。
根据本发明的一个优选实施例,所述的制品推出装置还包括一个运动限制工具,用以限制第二传动工具的轴向运动。
根据本发明的一个优选实施例,所述运动限制工具包括制动器,用以限制所述第二传动工具的运动。
根据本发明的一个优选实施例,所述运动限制工具包括弹簧工具,用以限制所述第二传动工具的运动。
根据本发明的一个优选实施例,所述的制品推出装置,还包括:第一驱动控制工具,其用于控制所述第一驱动工具;以及第二驱动控制工具,其用于控制所述第二驱动工具;其中,所述第一驱动控制工具和所述第二驱动控制工具被这样构造,从而使得当所述第一驱动控制工具驱动所述第一驱动工具时,所述第二驱动工具保持在一个固定的旋转位置上。
根据本发明的一个优选实施例,所述第一驱动控制工具和所述第二驱动控制工具被这样构造,从而使得当所述第二驱动控制工具驱动所述第二驱动工具时,所述第一驱动工具保持在一个固定的旋转位置上。
附图说明
参照附图可以更好地认识根据本发明的注射成型机制品推出装置和方法的结构和特征,以使它们更容易理解,附图包括:
图1是一种传统注射成型机的主体部分的剖视图;
图2是一种传统剪切冲头/推料器的操作示意图;
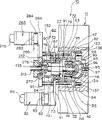
图3是根据本发明第一个实施例的注射成型机的主体部分的剖视图;
图4是第一个实施例的剪切冲头/推料器的操作示意图;
图5是根据本发明第二个实施例的注射成型机的主体部分的剖视图。
具体实施方式
下面参照附图描述本发明的各实施例。
图3是根据本发明第一个实施例的注射成型机的主体部分的剖视图。图4是第一个实施例的剪切冲头/推料器的操作示意图。在图4中,x轴表示时间,y轴表示突出量。
在图3中,参考号码10表示用作模具装置的唱片成型模具组件,参考号码11表示一个动模板。未示出的动模连接在动模板11的前端表面(图3中的右侧端面)S1上。一个剪切冲头/推料器62连接在动模板11的后端表面(图3中的左侧端面)S2上。动模单元包括一个基板和连接在基板上的镜面磨削块。
未示出的定模板安置在动模板11的前侧(图3中的右侧)。未示出的定模单元以面对着动模单元的方式连接在定模板上。定模单元包括一个基板、一个连接在基板上的镜面磨削块和一个连接在镜面磨削块上的印模。
未示出的锁模单元安置在动模板11的后侧(图3中的左侧)。锁模单元用于带动着动模板11前进和后退(图3中向右/向左移动),以将唱片成型模具组件合模、锁模或开模。
作为成型制品的唱片以下面的方式成型。首先,锁模单元操作以带动动模板11前进(图3中向右移动),从而实现合模。随后,锁模单元进一步操作以产生锁模力,从而实现锁模。此时,动模单元的镜面磨削块和定模单元的镜面磨削块之间确定出一个模腔。之后,熔态树脂通过未示出注射单元的注射喷嘴注射而充满模腔,然后再冷却而形成唱片坯料。在树脂完全冷却之后但在树脂固化之前,剪切冲头/推料器单元62操作以便在唱片上冲出一个孔,从而形成唱片。接下来,锁模单元操作以带动动模板后退(图3中向左移动),从而实现开模。此外,剪切冲头/推料器单元62操作以推进一个未示出的推料销,从而将唱片从动模单元的镜面磨削块上顶出,即从模具中释放出唱片。
接下来将描述剪切冲头/推料器单元62。
一个壳容纳孔14以向着后端面S2敞开的方式形成在动模板11中。在壳容纳孔14中,多个导杆(本实施例中为两个导杆63和64)从动模板11向后延伸。用作第一驱动工具以驱动一个推料器的伺服电机65连接在导杆63和64的后端(图3中的左侧端)。当伺服电机65操作时,可以引起用作第一传动件的滚珠螺杆轴单元112旋转。
伺服电机65包括:一个电机外壳66,其由环形板101、102和安置在环形板101、102之间的圆筒形框架103构成;轴承104和105,它们分别装配在环形板101和102中;一个中空输出轴106,其以可旋转的方式被轴承104和105支承着;一个转子107,其安装在输出轴106上;一个定子108,其位于转子107的径向外侧并连接在框架103上;以及一个定子线圈109,其缠绕在定子108上。参考号码110表示用作转速探测器的第一编码器,用以探测转子107和输出轴106的转速。
一个封底圆筒形壳72在被容纳在壳容纳孔14中的同时还被安置得能够沿导杆63和64往复运动。为了有助于这种导向运动,凸耳a1、a2、b1和b2整体形成在壳72的外圆周表面上。凸耳a1和a2中分别成形有通孔,以使导杆63能够从中穿过,而凸耳b1和b2中分别成形有通孔,以使导杆64能够从中穿过。壳72的后端形成了一个轴承部分91,中部形成了花键部分92,而前端形成了一个剪切冲裁杆93。一个用作工作零件的圆筒形剪切冲头安置在动模单元中。剪切冲头的后端通过一个孔43而连接着剪切冲裁杆93的前端,该孔成形得延伸通过动模板11。这样,可以通过壳72的往复运动而使剪切冲头前进和后退。
为了限制壳72向着伺服电机65作轴向运动,用作第一运动限制工具的弹簧130和131装配在相应的导杆63和64上,从而位于凸耳a1和b1与电机外壳66之间。
为了将剪切冲裁杆93和推杆97从动模单元中撤回,用作后退工具的弹簧136和137装配在相应的导杆63和64上,从而位于凸耳a2和b2与动模板11之间,以将弹簧136和137的反作用力使加到壳72上。
用作支承工具的两个轴承73和74安置在轴承部分91内侧。轴承73和74以可旋转的方式支承着一个圆筒形带轮75并承受推力负载。圆筒形带轮75包括一个位于后端的从动带轮76和一个从带轮76向前延伸并与带轮76形成一体的圆筒形部分77。用作第二传动件的滚珠螺母78插入圆筒形部分77中。滚珠螺母78具有一个位于前部的凸缘部分79。
为了限制滚珠螺母78的轴向运动并将壳72固定在预定位置上,制动器133和134以这样的方式连接在凸耳a2和b2上,即制动器133和134环绕着导杆63和64。
一个阶梯部分90邻近于轴承73的后端形成在圆筒形部分77上。轴承73和74被保持在台阶部分90与凸缘79的后端之间,从而将滚珠螺母78相对于壳72定位。参考号码87表示一个锁紧件,用于将轴承73和74相对于壳72定位。
一个圆筒形轴承壳94安置在花键部分92内,从而可以往复运动。一个花键95形成在轴承壳94的外圆周表面上。还有一个花键形成在花键部分92的内壁上,以便啮合花键95。一个推杆97借助于支架96而连接在轴承壳94的前端。一个推料销安置在动模单元的剪切冲头内。推料销的后端连接着推杆97的前端。
用作支承工具的两个轴承98和99安置在轴承壳94内。轴承98和99以可旋转的方式支承着滚珠螺杆轴单元112并承受推力负载。花键部分92和轴承壳94构成了第一旋转限制工具,以限制壳72与轴承壳94之间的相对旋转。
用作第二驱动工具以驱动剪切冲头的伺服电机81连接在一个与壳72形成为一体的支架82上。一条同步皮带85套在从动带轮76和连接在伺服电机81的输出轴83上的驱动带轮84上并在两个带轮之间延伸。带轮76和84和同步皮带85构成了旋转传动工具。参考号码86表示用作转速探测器的第二编码器,用以探测伺服电机81的转速。一个未示出的控制器控制着第一和第二编码器110和86之间的输出相位差,从而确保伺服电机65和81同时操作。
为了在通过伺服电机81操作而使滚珠螺母78旋转的同时使得剪切冲裁杆93能够前进,滚珠螺杆轴单元112被安置得能够往复运动。滚珠螺杆轴单元112从后端至前端包括:一个花键部分113,其具有形成在其外圆周表面上的花键;一个挡块135,其用作第三运动限制工具,以限制滚珠螺杆轴单元112向着伺服电机65作轴向运动;一个滚珠螺杆轴部分114,其具有形成在其外圆周表面上的螺纹;以及一个轴部115,其以可旋转的方式被轴承98和99支承着。一个锁紧螺母116安置在轴部115的前端,通过拧紧锁紧螺母116,轴承98和99可以相对于壳72定位。本实施例中将挡块135用作第三运动限制工具。然而,也可以利用装于花键部分113上的弹簧或制动器替代挡块135。
形成在一个花键螺母121的内壁上的花键用于与花键部分113啮合,该花键螺母连接在输出轴106的前端。滚珠螺母78的内壁上形成了螺纹,用于在滚珠螺母78与滚珠螺杆轴部分114之间建立起螺纹连接。
滚珠螺母78和滚珠螺杆轴单元112构成了运动转换装置,用以将滚珠螺母78的旋转运动转换成滚珠螺杆轴单元112的直线运动。花键部分113和花键螺母121构成了第二旋转限制工具,用于限制花键部分113和花键螺母121之间的相对旋转运动。
接下来将描述具有这种构造的剪切冲头/推料器单元62的操作。控制器包括用于操纵伺服电机65的第一驱动控制工具和用于操纵伺服电机81的第二驱动控制工具。
首先,第二驱动控制工具将引起伺服电机81沿着常规方向旋转。沿常规方向的旋转通过输出轴83、带轮84和同步皮带85传递到带轮76和滚珠螺母78上。在这种情况下,第一驱动控制工具将引起伺服电机65保持在一个固定的旋转位置(沿旋转方向的一个固定位置)上,以使滚珠螺杆轴单元112不旋转。这样将导致滚珠螺母78在旋转的同时前进。因此,将导致壳72前进,从而引起剪切冲头前进,如图4中的直线L11所示。这样,剪切冲头将在唱片坯料上冲出一个孔,从而产生一个唱片。壳72的前进将导致弹簧136和137被压缩。当与剪切冲头的前进相关的负载加大后,滚珠螺杆轴单元112可以在旋转的同时后退。在这样的情况下,随着滚珠螺杆轴单元112的后退,挡块135将抵靠在花键螺母121上,从而防止滚珠螺杆轴单元112的进一步后退。因此,可以可靠地引起滚珠螺母78前进。在时间t11,第二驱动控制工具引起伺服电机81停止,从而导致滚珠螺母78和壳72停止。其结果是,剪切冲头会在其行程中的前进位置上停止。制动器133和134被操纵着将壳72固定在导杆63和64上。在剪切冲头的所述操作中,伺服电机65保持不操作,以使滚珠螺杆轴单元112不前进。因此,推料销不会前进。
随后,在时间t12,第一驱动控制装置将引起伺服电机65沿着常规方向旋转。沿常规方向的旋转通过输出轴106和花键螺母121传递到滚珠螺杆轴单元112上。滚珠螺杆轴单元112的旋转将试图推动滚珠螺母78旋转。然而,由于第二驱动控制工具将伺服电机81保持在固定的旋转位置上,因此滚珠螺母78保持不旋转。这样,滚珠螺母78和滚珠螺杆轴单元112将相对旋转并沿轴向相对移动。
滚珠螺杆轴单元112的前进将试图推动滚珠螺母78和壳72后退。然而,由于制动器133和134被操纵着将壳72固定在导杆63和64上,因此滚珠螺母78和壳72的后退被阻止。这样,可以导致滚珠螺杆轴单元112在旋转的同时前进。因此,将导致轴承壳94、支架96和推杆97前进,从而引起推料销前进,如图4中的直线L12所示。这样,推料销将顶出唱片。
在推料销的所述操作中,剪切冲头保持在其行程中的前进位置上,如图4中的直线L11所示,从而可以防止顶出的唱片掉落。
在时间t13,第一驱动控制装置将引起伺服电机65停止,从而导致输出轴106和花键螺母121停止。其结果是,可以导致推料销停止在其行程中的前进位置上。随后,当制动器133和134释放后,弹簧136和137的反作用力将导致壳72后退,从而使剪切冲裁杆93和推杆97后退。与此同时,第一驱动控制装置将引起伺服电机65反向旋转。反向旋转通过输出轴106和花键螺母121传递到滚珠螺杆轴单元112上,从而导致伺服电机65后退。此时,滚珠螺杆轴单元112将试图推动滚珠螺母78旋转。然而,由于第二驱动控制工具将伺服电机81保持在固定的旋转位置上,因此滚珠螺母78保持不旋转。因此,滚珠螺母78和滚珠螺杆轴单元112将相对旋转并沿轴向相对移动。
如果滚珠螺杆轴单元112的后退将推动滚珠螺母78和壳72前进,则控制器中的制动控制工具将引起制动器133和134操作,以将壳72固定在导杆63和64上。这样,由于壳72的前进被阻止,因此可以导致滚珠螺杆轴单元112旋转着后退,从而引起轴承壳94、支架96和推杆97后退。这样可以引起推料销后退。
如前所述,由于伺服电机81用于在唱片皮料上冲孔,因此剪切冲头的位置精度可以提高。
当唱片随着推料销的突出而被从模具中顶出后,剪切冲头可以保持在其行程中的前进位置上,从而保持住顶出的唱片。换言之,剪切冲头和推料销可以同时操作。因此,不需要为了利用剪切冲头保持唱片而延迟推料销的顶出操作,从而可以缩短成型周期时间。
根据本发明,伺服电机81的旋转通过带轮84、同步皮带85和带轮76传递到滚珠螺母78上。然而,伺服电机81与滚珠螺母78也可以直接相连。
此外,壳72上可以装备一个直线编码器,以探测壳72的位置,以便进行位置控制。
接下来将描述根据本发明的第二个实施例。与第一个实施例中类似的结构特征以相同的参考号码表示,而且它们的描述被略去。
图5是根据本发明第二个实施例的注射成型机的主体部分的剖视图。
一个电机支承件266连接在两个导杆63和64的后端(图5中的左侧端)。用作第一驱动工具以驱动一个推料器的伺服电机265连接在电机支承件266上。当伺服电机265操作时,可以引起用作第一传动件的滚珠螺杆轴单元212旋转。一个从动带轮276通过轴承277而以可旋转的方式被电机支承件266支承着。一条同步皮带285套在从动带轮276和连接在伺服电机265的输出轴283上的驱动带轮284上并在两个带轮之间延伸。参考号码210表示用作转速探测器的第一编码器。
用作第二驱动工具以驱动剪切冲头的伺服电机81连接在一个与壳72形成为一体的支架82上。一条同步皮带85套在从动带轮76和连接在伺服电机81的输出轴83上的驱动带轮84上并在两个带轮之间延伸。
为了通过伺服电机81的操作而引起剪切冲裁杆93往复运动(图5中向右或向左移动),或为了通过伺服电机265的操作而引起推杆297往复运动,滚珠螺杆轴单元212被安置得能够往复运动。滚珠螺杆轴单元212从后端至前端(图5中的右侧端)包括:一个花键部分213,其具有形成在其外圆周表面上的花键;一个挡块135,其用作第三运动限制工具,以限制滚珠螺杆轴单元212作轴向运动;一个滚珠螺杆轴部分114,其具有形成在其外圆周表面上的螺纹;以及一个轴部115,其以可旋转的方式被用作支承工具的轴承98和99支承着。
带轮276的内壁上形成了花键,以便啮合花键部分213。用作第二传动件的滚珠螺母78的内壁上形成了螺纹,用于在滚珠螺母78与滚珠螺杆轴部分114之间建立起螺纹连接。花键部分213和带轮276构成了第二旋转限制工具,用于限制滚珠螺杆轴单元212和带轮276之间的相对旋转运动。
接下来将描述具有这种构造的剪切冲头/推料器单元62的操作。未示出的控制器包括用于操纵伺服电机265的第一驱动控制工具和用于操纵伺服电机81的第二驱动控制工具。
首先,第二驱动控制工具将引起伺服电机81沿着常规方向旋转。沿常规方向的旋转通过输出轴83、带轮84和同步皮带85传递到带轮76和滚珠螺母78上。在这种情况下,第一驱动控制工具将引起伺服电机265保持在一个固定的旋转位置上,以使滚珠螺杆轴单元212不旋转。这样将导致滚珠螺母78在旋转的同时前进(图5中向右移动)。因此,将导致壳72前进,从而引起用作工作零件的剪切冲头前进,如图4中的直线L11所示。这样,剪切冲头将在唱片坯料上冲出一个孔,从而产生一个唱片。壳72的前进将导致弹簧136和137被压缩。在时间t11,第二驱动控制工具引起伺服电机81停止,从而导致滚珠螺母78和壳72停止。其结果是,剪切冲头会在其行程中的前进位置上停止。制动器133和134被操纵着将壳72固定在导杆63和64上。
随后,在时间t12,第一驱动控制装置将引起伺服电机265沿着常规方向旋转。沿常规方向的旋转通过输出轴283、带轮284、同步皮带285和带轮276传递到滚珠螺杆轴单元212上。滚珠螺杆轴单元212的旋转将试图推动滚珠螺母78旋转。然而,由于第二驱动控制工具将伺服电机81保持在固定的旋转位置上,因此滚珠螺母78保持不旋转。这样,滚珠螺母78和滚珠螺杆轴单元212将相对旋转并沿轴向相对移动。
滚珠螺杆轴单元212的前进将试图推动滚珠螺母78和壳72后退(图5中向左移动)。然而,由于用作第二运动限制工具的制动器133和134被操纵着将壳72固定在导杆63和64上,因此滚珠螺母78和壳72的后退被阻止。这样,可以导致滚珠螺杆轴单元212在旋转的同时前进。因此,将导致轴承壳94、支架96和推杆97前进,从而引起推料销前进,如图4中的直线L12所示。这样,推料销将顶出唱片。
在推料销的所述操作中,剪切冲头保持在其行程中的前进位置上,如图4中的直线L11所示,从而可以防止顶出的唱片掉落。
在时间t13,第一驱动控制装置将引起伺服电机265停止,从而导致滚珠螺杆轴单元212停止。其结果是,可以导致推料销停止在其行程中的前进位置上。随后,当制动器133和134释放后,弹簧136和137的反作用力将导致壳72后退,从而使剪切冲裁杆93和推杆97后退。与此同时,第一驱动控制装置将引起伺服电机265反向旋转。反向旋转通过带轮284、同步皮带285和带轮276传递到滚珠螺杆轴单元212上,从而导致滚珠螺杆轴单元212后退。此时,滚珠螺杆轴单元212将试图推动滚珠螺母78旋转。然而,由于第二驱动控制工具将伺服电机81保持在固定的旋转位置上,因此滚珠螺母78保持不旋转。因此,滚珠螺母78和滚珠螺杆轴单元212将相对旋转并沿轴向相对移动。
如果滚珠螺杆轴单元212的后退将推动滚珠螺母78和壳72前进,则控制器中的制动控制工具将引起制动器133和134操作,以将壳72固定在导杆63和64上。这样,由于壳72的前进被阻止,因此可以导致滚珠螺杆轴单元212旋转着后退,从而引起轴承壳94、支架96和推杆97后退。这样可以引起推料销后退。
在前面的各实施例中采用了伺服电机65、265和81。然而,也可以采用装有制动器的普通电机以取代伺服电机65、265和81。在这种情况下,第一或第二驱动控制工具可以选择性地引起相关电机中的制动器操作,以将电机固定在相关旋转位置上。
本发明并不局限于前面描述的实施例,在本发明的精神指引下可以作出多种改型和变化,而它们均不超出本发明的范围。
Claims (22)
1.一种注射成型机的制品推出装置,所述装置包括:
第一驱动单元(65,265)
第二驱动单元(81);
第一传动单元(112,212),其连接着所述第一驱动单元,可旋转地和可往复地进行设置,其中对所述第一驱动单元(65,265)的操作会导致所述第一传动单元(112,212)的旋转,对所述第二驱动单元(81)的操作会导致所述第一传动单元(112,212)的往复运动;
第二传动单元(78),其连接着所述第二驱动单元,可旋转地和可往复地进行设置,其中对所述第二驱动单元(81)的操作会导致所述第二传动单元(78)的旋转,对所述第一驱动单元(65,265)的操作会导致所述第二传动单元(78)的往复运动;
一个推料销,其被构造得能够基于所述第一传动单元(112,212)的运动而往复运动;以及
一个工作零件,其连接着所述第二传动单元(78),其中所述第二传动单元(78)的运动将导致所述工作零件的往复运动,其特征在于,
所述第一传动单元(112,212)和所述第二传动单元(78)构成一个运动转换单元,该运动转换单元将所述传动单元中的一个传动单元的旋转运动转换成另一个传动单元的直线运动。
2.如权利要求1所述的制品推出装置,其特征在于,所述第一传动单元(112,212)和所述第一驱动单元(65,265)被这样构造,从而使得所述第一驱动单元(65,265)的旋转能够导致所述第一传动单元(112,212)旋转并往复运动。
3.如权利要求2所述的制品推出装置,其特征在于,所述第二传动单元(78)被这样构造,从而使得所述第二驱动单元(81)的旋转能够导致所述第二传动单元(78)旋转并往复运动。
4.如权利要求1所述的制品推出装置,其特征在于,所述推料销的往复运动与所述工作零件的往复运动方向相同。
5.如权利要求1所述的制品推出装置,还包括一个运动限制单元(135),用以限制第一传动单元(112,212)的轴向运动。
6.如权利要求5所述的制品推出装置,其特征在于,所述运动限制单元(135)包括一个挡块。
7.如权利要求1所述的制品推出装置,还包括一个运动限制单元(130,131,133,134),用以限制第二传动单元(78)的轴向运动。
8.如权利要求7所述的制品推出装置,其特征在于,所述运动限制单元(130,131,133,134)包括制动器。
9.如权利要求7所述的制品推出装置,其特征在于,所述运动限制单元(130,131,133,134)包括至少一个弹簧。
10.如权利要求1所述的制品推出装置,还包括:
第一驱动控制单元,其用于控制所述第一驱动单元(65,265);以及
第二驱动控制单元,其用于控制所述第二驱动单元(81);
其中,所述第一驱动控制单元和所述第二驱动控制单元被这样构造,从而使得当所述第一驱动控制单元驱动所述第一驱动单元(65,265)时,所述第二驱动单元(81)保持在一个固定的旋转位置上。
11.如权利要求10所述的制品推出装置,其特征在于,所述第一驱动控制单元和所述第二驱动控制单元被这样构造,从而使得当所述第二驱动控制单元驱动所述第二驱动单元(81)时,所述第一驱动单元(65,265)保持在一个固定的旋转位置上。
12.一种制品推出装置,所述装置包括:
第一驱动工具(65,265),其用于向注射成型机供应驱动动力;
第二驱动工具(81),其用于供应驱动动力;
第一传动工具(112,212),其连接着所述第一驱动单元,可旋转地和可往复地进行设置,其中对所述第一驱动工具(65,265)的操作会导致所述第一传动工具(112,212)的旋转,对所述第二驱动工具(81)的操作会导致所述第一传动工具(112,212)的往复运动,所述第一传动工具(112,212)用于从所述第一驱动工具(65,265)传递动力;
第二传动工具(78),其连接着所述第二驱动单元,可旋转地和可往复地进行设置,其中对所述第二驱动工具(81)的操作会导致所述第二传动工具(78)的旋转,对所述第一驱动工具(65,265)的操作会导致所述第二传动工具(78)的往复运动;
推料工具,其被构造得能够基于所述第一传动工具(112,212)的运动而往复运动;以及
一个工作零件,其连接着所述第二传动工具(78),其中所述第二传动工具(78)的运动将导致所述工作零件往复运动,其特征在于,
所述第一传动工具(112,212)和所述第二传动工具(78)构成一个运动转换工具,该运动转换工具用于将所述传动工具中的一个传动工具的旋转运动转换成另一个传动工具的直线运动。
13.如权利要求12所述的制品推出装置,其特征在于,所述第一传动工具(112,212)和所述第一驱动工具(65,265)被这样构造,从而使得所述第一驱动工具(65,265)的旋转能够导致所述第一传动工具(112,212)旋转并往复运动。
14.如权利要求13所述的制品推出装置,其特征在于,所述第二传动工具(78)被这样构造,从而使得所述第二驱动工具(81)的旋转能够导致所述第二传动工具(78)旋转并往复运动。
15.如权利要求12所述的制品推出装置,其特征在于,所述推料工具的往复运动与所述工作零件的往复运动方向相同。
16.如权利要求12所述的制品推出装置,还包括一个运动限制工具(135),用以限制第一传动工具(112,212)的轴向运动。
17.如权利要求16所述的制品推出装置,其特征在于,所述运动限制工具(135)包括一个挡块,用以阻止所述第一传动工具(112,212)的运动。
18.如权利要求12所述的制品推出装置,还包括一个运动限制工具(130,131,133,134),用以限制第二传动工具(78)的轴向运动。
19.如权利要求18所述的制品推出装置,其特征在于,所述运动限制工具(130,131,133,134)包括制动器,用以限制所述第二传动工具(78)的运动。
20.如权利要求18所述的制品推出装置,其特征在于,所述运动限制工具(130,131,133,134)包括弹簧工具,用以限制所述第二传动工具(78)的运动。
21.如权利要求12所述的制品推出装置,还包括:
第一驱动控制工具,其用于控制所述第一驱动工具(65,265);以及
第二驱动控制工具,其用于控制所述第二驱动工具(81);
其中,所述第一驱动控制工具和所述第二驱动控制工具被这样构造,从而使得当所述第一驱动控制工具驱动所述第一驱动工具(65,265)时,所述第二驱动工具(81)保持在一个固定的旋转位置上。
22.如权利要求21所述的制品推出装置,其特征在于,所述第一驱动控制工具和所述第二驱动控制工具被这样构造,从而使得当所述第二驱动控制工具驱动所述第二驱动工具(81)时,所述第一驱动工具(65,265)保持在一个固定的旋转位置上。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000077998A JP3406561B2 (ja) | 2000-03-21 | 2000-03-21 | 射出成形機の製品突出し装置 |
| JP77998/2000 | 2000-03-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1314238A CN1314238A (zh) | 2001-09-26 |
| CN1205014C true CN1205014C (zh) | 2005-06-08 |
Family
ID=18595467
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB011098694A Expired - Fee Related CN1205014C (zh) | 2000-03-21 | 2001-03-20 | 注射成型机制品推出装置和方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6796787B2 (zh) |
| EP (1) | EP1136224B1 (zh) |
| JP (1) | JP3406561B2 (zh) |
| KR (1) | KR100408882B1 (zh) |
| CN (1) | CN1205014C (zh) |
| AT (1) | ATE353750T1 (zh) |
| DE (1) | DE60126528T2 (zh) |
| SG (1) | SG94786A1 (zh) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8024438B2 (en) | 2005-03-31 | 2011-09-20 | At&T Intellectual Property, I, L.P. | Methods, systems, and computer program products for implementing bandwidth management services |
| US7975283B2 (en) * | 2005-03-31 | 2011-07-05 | At&T Intellectual Property I, L.P. | Presence detection in a bandwidth management system |
| US8098582B2 (en) * | 2005-03-31 | 2012-01-17 | At&T Intellectual Property I, L.P. | Methods, systems, and computer program products for implementing bandwidth control services |
| US8335239B2 (en) * | 2005-03-31 | 2012-12-18 | At&T Intellectual Property I, L.P. | Methods, systems, and devices for bandwidth conservation |
| US8306033B2 (en) * | 2005-03-31 | 2012-11-06 | At&T Intellectual Property I, L.P. | Methods, systems, and computer program products for providing traffic control services |
| US8104054B2 (en) | 2005-09-01 | 2012-01-24 | At&T Intellectual Property I, L.P. | Methods, systems, and devices for bandwidth conservation |
| US8701148B2 (en) | 2005-09-01 | 2014-04-15 | At&T Intellectual Property I, L.P. | Methods, systems, and devices for bandwidth conservation |
| DE102010034451B4 (de) * | 2009-08-25 | 2013-07-04 | Engel Austria Gmbh | Auswerfervorrichtung mit Zusatz-Auswerferkraft |
| US8297967B2 (en) * | 2010-03-16 | 2012-10-30 | Acumen Co., Ltd. | Ejector device for an injection molding machine |
| WO2013067636A1 (en) * | 2011-11-10 | 2013-05-16 | Husky Injection Molding Systems Ltd. | Mold function actuator |
| CN102601943B (zh) * | 2012-03-20 | 2014-06-11 | 浙江大学 | 滚珠丝杠副传动的顶出机构 |
| JP5855990B2 (ja) | 2012-03-21 | 2016-02-09 | 住友重機械工業株式会社 | 射出成形機 |
| US11433454B2 (en) | 2018-07-10 | 2022-09-06 | Meccanica Pi.Erre S.R.L. Di Pederzoli Ruggero & C. | Trimming-deburring assembly |
| CN114030143B (zh) * | 2021-11-17 | 2022-07-22 | 徐州云泰精密技术有限公司 | 一种冲裁集电环水口装置 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06104330B2 (ja) | 1986-11-05 | 1994-12-21 | フアナツク株式会社 | 射出成形機の製品突出し装置 |
| JP2683059B2 (ja) | 1988-09-30 | 1997-11-26 | 住友重機械工業株式会社 | 射出成形機 |
| US5253997A (en) | 1988-09-30 | 1993-10-19 | Sumitomo Heavy Industries, Ltd. | Injection molding machine for molding disk-shaped recording medium carriers |
| JPH02249617A (ja) | 1989-03-23 | 1990-10-05 | Meiki Co Ltd | ディスク成形品の射出成形装置 |
| US5180595A (en) * | 1989-03-31 | 1993-01-19 | Hitachi Maxell, Ltd. | Metal mold for resin substrate for an optical recording medium |
| JPH03278929A (ja) * | 1990-03-29 | 1991-12-10 | Fanuc Ltd | 射出成形機のイジェクタ機構 |
| EP0658136B1 (de) * | 1992-08-25 | 1997-02-26 | Battenfeld Kunststoffmaschinen Ges.m.b.H. | Schliesseinheit für formwerkzeuge von spritzgiessmaschinen |
| US5599486A (en) * | 1992-10-09 | 1997-02-04 | Sumitomo Heavy Industries, Ltd. | Method for controlling an ejector and injection molding machine |
| TW271419B (zh) | 1992-10-09 | 1996-03-01 | Sumitom Heavy Industry Ltd | |
| EP0596413B1 (en) * | 1992-11-04 | 1998-12-16 | TDK Corporation | Method of making a plurality of optical record disc substrates, and an apparatus therefore |
| JP2539327B2 (ja) * | 1993-02-25 | 1996-10-02 | 有限会社澤藤設計 | 射出成形金型および射出成形品製造方法 |
| WO1994023926A1 (en) | 1993-04-20 | 1994-10-27 | Sankyokasei Kabushiki Kaisha | Apparatus for controlling gate cut and ejection for an injection molding machine and method for controlling the same |
| JP2963322B2 (ja) * | 1993-11-15 | 1999-10-18 | 株式会社名機製作所 | ディスク成形品の成形方法 |
| JP2838647B2 (ja) * | 1994-05-16 | 1998-12-16 | 住友重機械工業株式会社 | 射出成形機におけるエジェクタ機構のエジェクタ戻限完了位置設定方法及び装置 |
| DE19536567C2 (de) * | 1995-10-02 | 1998-12-17 | Karl Hehl | Formschließeinheit mit einer Einrichtung zur Behandlung und/oder Entfernung von Spritzteilen |
| JP3088650B2 (ja) | 1995-12-22 | 2000-09-18 | 株式会社日本製鋼所 | 射出成形用ゲートカット機構兼エジェクタ機構 |
| JP3748992B2 (ja) | 1997-07-07 | 2006-02-22 | 東洋機械金属株式会社 | 射出成形機 |
| DE69808187T2 (de) | 1997-07-07 | 2003-04-30 | Sony Disc Technology Inc., Tokio/Tokyo | Elektrisch betätigte Spritzgiessmaschine und Spritzgiessverfahren unter Verwendung der geeigneten Maschine |
| NL1010869C2 (nl) * | 1998-12-22 | 2000-06-30 | Axxicon Moulds Eindhoven Bv | Meervoudige spuitgieteenheid. |
-
2000
- 2000-03-21 JP JP2000077998A patent/JP3406561B2/ja not_active Expired - Fee Related
-
2001
- 2001-02-14 KR KR10-2001-0007182A patent/KR100408882B1/ko not_active IP Right Cessation
- 2001-03-15 US US09/805,904 patent/US6796787B2/en not_active Expired - Fee Related
- 2001-03-15 SG SG200101612A patent/SG94786A1/en unknown
- 2001-03-20 CN CNB011098694A patent/CN1205014C/zh not_active Expired - Fee Related
- 2001-03-21 DE DE60126528T patent/DE60126528T2/de not_active Expired - Fee Related
- 2001-03-21 AT AT01107044T patent/ATE353750T1/de not_active IP Right Cessation
- 2001-03-21 EP EP01107044A patent/EP1136224B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1136224A2 (en) | 2001-09-26 |
| ATE353750T1 (de) | 2007-03-15 |
| DE60126528D1 (de) | 2007-03-29 |
| KR100408882B1 (ko) | 2003-12-11 |
| KR20010089164A (ko) | 2001-09-29 |
| US20010026032A1 (en) | 2001-10-04 |
| EP1136224A3 (en) | 2003-06-04 |
| JP3406561B2 (ja) | 2003-05-12 |
| SG94786A1 (en) | 2003-03-18 |
| JP2001260188A (ja) | 2001-09-25 |
| DE60126528T2 (de) | 2007-05-31 |
| US6796787B2 (en) | 2004-09-28 |
| CN1314238A (zh) | 2001-09-26 |
| EP1136224B1 (en) | 2007-02-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1205014C (zh) | 注射成型机制品推出装置和方法 | |
| CN1267263C (zh) | 注射模塑机 | |
| CN1059379C (zh) | 电动射出成型机的射出装置 | |
| CN1171715C (zh) | 合模装置以及该装置的工作控制方法 | |
| US7390185B2 (en) | Drive assembly for rotating and translating a shaft | |
| CN1287969C (zh) | 注射成形机控制系统与注射成形机控制方法 | |
| CN1059378C (zh) | 推顶装置 | |
| CN1902038A (zh) | 成型机的驱动装置及注塑成型机 | |
| CN101039055A (zh) | 轴向气隙型电动机用定子铁心的制造方法 | |
| CN1934770A (zh) | 驱动装置 | |
| CN1123436C (zh) | 注射装置 | |
| CN1867438A (zh) | 电动注塑成型机及其成型方法 | |
| US6530774B2 (en) | Electric injection molding machine | |
| CN1819908A (zh) | 注塑成型机的驱动装置及成型方法 | |
| CN1226125C (zh) | 注射成型机驱动装置 | |
| CN102310531A (zh) | 一种全电动注塑机低惯量射出机构 | |
| CN102146769A (zh) | 一种加工等厚橡胶内套层螺杆钻具定子的生产方法及装置 | |
| CN210080824U (zh) | 一种异形键槽高速加工平台 | |
| CN210131929U (zh) | 星轮螺旋花键冷挤压成型设备 | |
| CN1468700A (zh) | 注射成形机所具备驱动件的冷却机构及冷却方法 | |
| CN1756639A (zh) | 注射成型机的驱动装置、注射装置及合模装置 | |
| JP2809347B2 (ja) | 射出成形機の射出機構 | |
| CN212684879U (zh) | 一种纸质缓冲材料制造装置的出料系统 | |
| KR101154073B1 (ko) | 저관성 전동식 사출장치 | |
| CN211729965U (zh) | 金属嵌件注塑品卸料平台 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20050608 Termination date: 20100320 |