CN1201098C - 金属轴承衬 - Google Patents
金属轴承衬 Download PDFInfo
- Publication number
- CN1201098C CN1201098C CNB011303891A CN01130389A CN1201098C CN 1201098 C CN1201098 C CN 1201098C CN B011303891 A CNB011303891 A CN B011303891A CN 01130389 A CN01130389 A CN 01130389A CN 1201098 C CN1201098 C CN 1201098C
- Authority
- CN
- China
- Prior art keywords
- metal bearing
- bearing bush
- bearing
- lining
- axial
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/54—Systems consisting of a plurality of bearings with rolling friction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C35/00—Rigid support of bearing units; Housings, e.g. caps, covers
- F16C35/04—Rigid support of bearing units; Housings, e.g. caps, covers in the case of ball or roller bearings
- F16C35/042—Housings for rolling element bearings for rotary movement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C35/00—Rigid support of bearing units; Housings, e.g. caps, covers
- F16C35/04—Rigid support of bearing units; Housings, e.g. caps, covers in the case of ball or roller bearings
- F16C35/06—Mounting or dismounting of ball or roller bearings; Fixing them onto shaft or in housing
- F16C35/07—Fixing them on the shaft or housing with interposition of an element
- F16C35/077—Fixing them on the shaft or housing with interposition of an element between housing and outer race ring
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2360/00—Engines or pumps
- F16C2360/46—Fans, e.g. ventilators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2380/00—Electrical apparatus
- F16C2380/26—Dynamo-electric machines or combinations therewith, e.g. electro-motors and generators
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Motor Or Generator Frames (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Mounting Of Bearings Or Others (AREA)
- Connection Of Motors, Electrical Generators, Mechanical Devices, And The Like (AREA)
- Manufacture Of Motors, Generators (AREA)
- Sliding-Contact Bearings (AREA)
Abstract
一种金属轴承衬,通过使行进的板材(卷材)按顺序经过若干压制加工工序,该金属轴承衬被深拉延压制加工成型。这使得不使用通常采用的切削加工工艺而使用压制加工工艺可以成型一个金属轴承衬,而且保持必要的精度,如圆度和柱面性,以此显著地降低金属轴承衬的加工成本。
Description
技术领域
本发明涉及一种金属轴承衬和一种改进的包含该轴承衬的轴流风机电动机。
背景技术
各种类型的办公自动化(OA)设备的机箱内均包含有大量的电子线路,因此可能由电子线路产生热量,这些热量会对设备的一些电子装置造成不良的影响。用于个人电脑(PC)的微处理机装置(以后称为“MPU”)在技术上取得了显著发展,进一步的改进了个人电脑,使其集成度更高,反应速度更快,功能更强。另一方面,为了降低设备主体的体积,机箱的空间变得越来越小,与此相对,由MPU产生的热量越来越大。相应地,设计有效的防热装置成为一项重要的技术任务。
OA设备通常配有开设在机箱的侧壁上的通风孔,为了把MPU产生的热量散发到机箱外面,在通风孔(在机箱内部)的后侧壁上设置一台轴流风机电动机21(见图7)。图7所示的轴流风机电动机21是轴流型风机电动机的一个例子,其中,叶轮23在树脂制成的壳体22内转动。如图7和8所示,电动机外壳24与壳体22整体形成并基本位于其中心处,并且一个基本为圆筒形的金属轴承衬25通过镶嵌模塑(insert molding)保持在电动机外壳24的中心处。
如图7所示,一对轴承26的外圆周表面通过一种方式与轴承衬25的内圆周表面吻合并固定在其上,以使一个轴27可转动地由那些轴承26支承。而且,一个电动机轭架29通过一个压铸法制造的锌质的轴套28与轴27固定连接。叶轮23的基部23a被固定安装在电动机轭架29的外圆周表面29a上,磁铁34被布置在轭架29的内圆周表面29b上。轴27、电动机轭架29、叶轮23和磁铁34构成一个可转动的部分。
此外,如图7所示,一个由定子心31a和缠绕在其上的定子线圈31b组成的定子31被装配在轴承衬25的外圆周表面30上。一块由电子线路组成的PC线路板32被设置在定子31的下面。在目前的轴流风机电动机21上,PC线路板32控制供给定子31的电流。图7中的标记33表示把电源电流传送给在PC线路板32上的电子线路的导线。
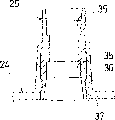
这种构造的轴流风机电动机21被要求冷却良好,耗电量小,无噪声,寿命长。相应地,要求支承转动部分的轴承26能降低转矩和噪音并延长寿命。而且,固定轴承26的轴承衬25在它的轴承吻合部分35(见图8)需要具有较高的圆度和柱面性,因为轴承26的外圈要装配在该吻合部分上。因此,为了取得高的精度,通常的轴承衬25由切削加工制成。也就是说,外圆周表面30必须被制造成使其形成一个阻止轴承衬25脱落的环形凹槽36和防止轴承衬转动的隆起37。轴承衬25的这种切削加工工艺复杂,需要频繁地更换工具,且工序繁多,这就增加了轴承衬25的加工成本,从而使轴流风机电动机21的成本增加。
发明内容
鉴于上述的问题做出了本发明,本发明的目的是提供一种金属的轴承衬和一台配有该轴承衬的轴流风机电动机,该金属轴承衬通过对树脂制成的电动机外壳的镶嵌模塑工艺装配就位。在本发明中,通常由切削加工工艺制成的金属轴承衬改进为由压制加工工艺制成,同时保持了必要的精度,从而使金属轴承衬的加工成本,即轴流风机电动机的加工成本降低。
为了实现上述的目的,根据本发明,提供了一种金属轴承衬,形成基本为圆筒形形状,且与一树脂电动机外壳经镶嵌模塑形成一体,所述金属轴承衬包括:一个内圆周表面,通过该表面一对轴承被装配,以支承转动部分的一个轴;多个突起部,形成在所述内圆周表面,以便以预定的间隔使所述一对轴承定位;多个凹槽,形成在所述金属轴承衬的外圆周表面,所述凹槽径向上相应于所述突起部,通过把树脂注入所述多个凹槽执行镶嵌模塑工艺,将金属轴承衬与树脂电动机外壳嵌套在一起。
上述的构造中,具有必要的精度的金属轴承衬可以通过压制加工而制成。
根据本发明,在轴承衬的内圆周表面上设置了若干给轴承定位的突起部。
上述的构造中,轴承在沿轴承衬的轴向上可以被定位。
根据本发明,在轴承衬的底部设置了凸缘,在该凸缘的边缘设置了凹口。
上述的构造中,因为金属轴承衬对于由树脂制成的电动机外壳通过镶嵌模塑工艺被完成,所以凸缘能防止轴承衬的脱落,凹口能防止轴承衬的转动。
根据本发明,通过往设在突起部背面的凹槽内注入树脂,轴承衬对于电动机外壳的镶嵌模塑工艺被完成。
上述的构造中,能完成轴承衬对电动机外壳的镶嵌模塑工艺,以此,树脂注入轴承衬的凹槽内,以便阻止轴承衬相对于电动机外壳的脱离和转动。
根据本发明,提供了轴流风机电动机,其包括制成大致圆筒形的金属轴承衬,该金属轴承衬被以这样一种方式执行对于由树脂制成的电动机外壳的镶嵌模塑,以便使轴承衬保持在其内,其中,通过对行进的板材连续地进行若干压制加工工序金属轴承衬被制成。
上述的构造中,当相对于轴流风机电动机的外壳执行镶嵌模塑工艺时,轴承衬无需执行通常的切削加工工艺,采用压制加工(行进的压制加工(progressive press work))的方法可以成型金属轴承衬。
附图说明
图1是一幅断面示意图,它说明了一种状态,其中,使本发明实施例的金属轴承衬对于电动机外壳的套筒进行镶嵌模塑;
图2是该实施例的金属轴承衬的示意图;
图3是一幅示意图,它说明了装配有本实施例的金属轴承电动机的轴流风机电动机;
图4是一幅示意图,它表示了该实施例的金属轴承衬的每一个加工工序(用行进压制加工的每一个加工工序);
图5是一幅断面图,它说明了本实施例的金属轴承衬的加工工序(行进的压制加工的加工工序)中的在下部的侧面的切开;
图6是一幅断面图,它说明了本实施例的金属轴承衬的加工工序(行进的压制加工的加工工序)中的在上部的侧面的切开;
图7是一幅断面图,它说明了普通的轴流风机电动机,该电动机配置有通过切削加工成型的金属轴承衬;以及
图8是一幅断面图,它说明了通常由切削成型的金属轴承衬。
具体实施方式
下面结合图1到图6描述本发明的金属轴承衬和配有该轴承衬的轴流风机电动机。首先简要地介绍本实施例的金属轴承衬2。一个金属轴承衬2被执行其对轴流风机电动机1的由树脂制成的电动机外壳3的镶嵌模塑(见图3)。被称为行进压制加工的工艺是指,该行进压制加工按顺序对行进的板材进行压制加工。因此可以不用通常的切削加工(图8)而用压制加工的方法成型轴承衬2,同时保持必要的精度,以此,显著地降低了金属轴承衬2的加工成本。
下面,详细地描述本实施例的金属轴承衬2。如图2所示,本实施例的金属轴承衬2被加工成大致的圆筒形。其在底部边(该边要被嵌入到轴流风机电动机1的电动机外壳3内)的边缘上配有凸缘4,该凸缘4上有若干凹口5(在实施例中,布置在四个位置处)。而且,轴承衬2的内圆周表面6根据预定的几何公差(如圆度和柱面性)确定。支承轴流风机电动机1(见图3)的转动部分的一对轴承7、8的外圈被装配在内圆周表面6上。
而且,在内圆周表面6上成型若干上部环状突起部分13(在本实施例中布置在三个位置上)和若干下部环状突起部分14(在本实施例中布置在三个位置上),两种突起都由加工侧面槽口(见图5和6)的冲模9到12成型,以后将对其进行详细地描述。本实施例的金属轴承衬2有这样一种构造,其中,使从内圆周表面6的上部插入的轴承8的外圈(见图3)紧靠若干上部突起13的止动面13a。还使从内圆周表面6的下部插入的轴承7的外圈(见图3)紧靠若干下部突起14的止动面14a。这样,一对轴承7、8之间被保持一段预定的间距。
如图1所示,轴承衬2上部的两个边缘通过倒角模装置(图中未表示出来)被倒角,以便使轴承7可以从上面容易地被插入。而且,见图2,在轴承衬2的突起13、14的相应的相对的侧面成型凹槽15,而突起13、14已经用加工侧面槽口(见图5到6)的冲模9到12加工成型。
下面,概括描述配有本实施例的金属轴承衬2的轴流风机电动机1。与上述普通的轴流风机电动机21(见图7)中的部件相同的部件被标为相同的附图标记,这样,对那些部件的解释将被省略。如图1和3所示,本实施例的轴流风机电动机1配有树脂制成的电动机外壳3,相对于该外壳3,金属轴承衬2进行镶嵌模塑。因为金属轴承衬不用通常的切削加工成型,而用压制加工成型,显著地降低了轴承衬2的成本,这使得轴流风机电动机1的加工成本被降低。
下面详细地描述本实施例的轴流风机电动机1。如图1和3所示,在由树脂制成的电动机外壳3的中部,与电动机外壳整体地成型一个套筒16。金属轴承衬2的底部,其由上面的压制加工(行进压制加工)成型,被引导以便相对于套筒16进行镶嵌模塑。相应地,在底部成型的凸缘4被嵌入套筒16的内圆周表面。这可以阻止轴承衬2从电动机外壳3上脱落下来(沿轴向的移动)。若干布置在凸缘4上的凹口5还可以阻止轴承衬2围绕其中心线的转动(见图2)。
而且,如图1和3所示,在本实施例的轴流风机电动机上,套筒16延伸到下部突起部14的止动面14a的高度处。当执行轴承衬2对于电动机外壳3的镶嵌模塑工艺时,把树脂注入在下部突起14的相对侧成型的凹槽15内,这样,可以阻止轴承衬2从电动机外壳3上脱落下来(沿轴向的移动),还可以阻止轴承衬2围绕着中心线的转动。套筒16也可以进一步伸展到盖住凹槽15的高度。
下面,参见图4,按顺序描述本实施例的金属轴承衬的加工过程。
(a)切边工序
切边工序根据定位孔17执行窗式穿孔(window punching)以成型十字件20,该十字件连接外框18和内框19(见图4中的工序(q)),定位孔17是通过使用切边模(图中未表示出来)在一个板材(卷材)上穿孔加工出来的。
(b)切削工序
切削工序切削十字件20和内框19的外轮廓,该十字件和内框将要在后续的工序中被拉延加工。
(c)-(h)拉延工序
在拉延工序中,内框19被拉延加工以便成型一个带有底部的圆筒形,该圆筒形在它的开口有凸缘。在通过执行朝向内框19的深拉延工序(拉延系数25%)的压制加工过程中,轴承衬2的内圆周表面6所要求的几何公差(如圆度和柱面性)可以被实现,该深拉延工序被分为六个工段。在这个实施例中,拉延工序被划分为六个工段,在这些工段中,以25%的拉延系数进行深拉延加工从而制造金属轴承衬2,以便取得必要的内圆周表面6的精度。注意,工段的数量和拉延系数不限于上述的数值。
(i)成型工序
在拉延工序之后,成型工序进行轴承衬2的完工成型。然后,轴承衬2的内圆周表面6的最终尺寸(精度)被完成。
(j)冲孔工序
冲孔工序完成对轴承衬2的底部的冲孔,该轴承衬在拉延工序中成型为带有底部的圆筒形。
(k)去毛口工序
冲孔工序成型后的轴承衬2的冲孔的边缘部分(未表示出来)是向内弯曲的(沿轴承衬2的轴向上)。相应地,通过一个去毛口模(未表示出来),在冲孔工序中成型的轴承衬2的弯曲的边缘部分被整平。
(l)修边工序
在去毛口工序中整平的轴承衬2的环形的边缘部分有一个剪切表面,该剪切表面上带有由冲孔工序造成的波纹形状。相应地,在修边工序中,使用一个修边模(未表示出来),在它的两个边缘处的表面都被成型(在切削工序中修边)。这样,当进行轴承衬2对树脂制成的电动机外壳3的镶嵌模塑工艺时,使得本实施例的轴承衬2的端部可以容易地被插入到一个夹持轴承衬的模具的轴承衬匹配部分内。另外,上部轴承7(见图3)可以被容易地插到内圆周表面6上,以便进行轴承7的装配。
(m)校正工序
校正工序应用一个校正模对轴承衬2上产生的变形进行校正,这些变形是由修边工序造成的。
(n)侧面工序(下部)
如图5所示,在侧面槽口工序(下部)中,通过用于侧面槽口的冲模9、10在轴承衬2上形成下部突起部14,通过驱动一个凸轮机构(未表示出来),冲模9、10沿图5中的竖直方向互相靠近或离开。如图5所示,三个下部突起部14围绕着轴承衬2的轴线不是间距均匀地分布。下部突起部14和止动面14a被全切开,以便防止在内圆周表面6上出现裂纹。相应的,进行密封,以便防止注入到位于下部突起部14的相对的侧面的凹槽内的树脂流到内圆周表面6上。这样,使轴承的端部表面可靠地紧靠止动面14a,以便实现精确定位。这也适用于上部突起部13和止动面13a。
(o)侧面槽口工序(上部)
如图6所示,在侧面槽口工序(上部)中,通过用于成型上部突起部的冲模11、12在轴承衬2上成型上部突起部13,通过驱动一个凸轮机构(图中未表示出来),冲模11、12沿图6中的竖直方向互相靠近或离开。如图6所示,三个上部突起部13围绕着轴承衬2的中心线不是间距均匀地布置。
(p)冲出工序
在冲出工序,使用一个预定的冲模(未表示出来),分布在轴承衬2的凸缘4上的凹口5被成型。轴承衬2还被从内框19上冲出来,冲出的金属轴承衬2作为一个产品被存放于储料器(未表示出来)内。
(q)废料切削工序
在废料切削工序用一个废料切削模(未表示出来)切削废料部分。
通过按照顺序使行进的板材(卷材)经过切边工序、切削工序、拉延工序、成型工序、冲孔工序、去毛口工序、修边工序、校正工序、侧面槽口工序(下部和上部)、冲出工序、以及废料切削工序,本实施例的金属轴承衬被加工出来。这使得可以应用压制加工的方法成型通常是用切削工艺加工成型的金属轴承衬25(见图7和8)并使其保持必要的精度(圆度、柱面性以及其它)。
下面详细地描述上述的构造的金属轴承衬2和装配有该轴承衬的轴流风机电动机的相应的操作。通过按顺序对顺序地传送过来的板材(卷材)进行若干压制加工工序,本实施例的金属轴承衬被成型。这使得可以不用通常的靠切削工艺成型金属轴承衬的方法(见图7和8)而用压制加工工艺(行进的压制加工工艺)成型金属轴承衬25,而且使其保持必要的精度(圆度、柱面性及其它),致使金属轴承衬的加工成本被显著地降低,以便满足大量生产金属轴承衬2的要求。
在金属轴承衬2的内圆周表面6上成型为从上部插入的轴承7定位的上部突起13和为从下部插入的轴承8定位的下部突起14,该金属轴承衬具有大致的圆筒形。上述的上部突起13和下部突起14起给轴承7、8沿轴承衬2的轴向定位的作用。
而且,本实施例的金属轴承衬2在其底部有凸缘4,在凸缘4的边缘上成型有凹口5。当进行金属轴承衬2对于树脂制成的电动机外壳3的镶嵌模塑时,凸缘4被嵌入电动机外壳3的套筒16内,以阻止轴承衬2的脱落。在凸缘4上成型的凹口5起阻止轴承衬2转动的作用。
通过金属轴承衬2对于树脂制成的电动机外壳3的镶嵌模塑,轴承衬2对于电动机外壳3的动作被注入到在下部突起14的背面成型的凹槽15内的树脂控制。由此,金属轴承衬2的脱落和转动可以被防止。
当金属轴承衬25对电动机外壳进行镶嵌模塑时,使其经过行进的压制加工,在该压制加工过程中,按顺序对流水线的板材(卷材)进行若干压制加工工序,而无需进行通常的切削加工。因此,可以显著地降低金属轴承衬2的加工成本,以此降低了配有本实施例的金属轴承衬2的轴流风机电动机的制造成本。
Claims (2)
1.一种金属轴承衬,形成基本为圆筒形形状,且与一树脂电动机外壳经镶嵌模塑形成一体,所述金属轴承衬包括:
一个内圆周表面,通过该表面一对轴承被装配,以支承转动部分的一个轴;
多个突起部,形成在所述内圆周表面,以便以预定的间隔使所述一对轴承定位;
多个凹槽,形成在所述金属轴承衬的外圆周表面,所述凹槽径向上相应于所述突起部,通过把树脂注入所述多个凹槽执行镶嵌模塑工艺,将金属轴承衬与树脂电动机外壳嵌套在一起。
2.如权利要求1所述的金属轴承衬,其特征在于,还包括一个凸缘部分,该凸缘部分具有多个凹口,以防止金属轴承衬相对于电动机外壳转动。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000356176A JP4461311B2 (ja) | 2000-11-22 | 2000-11-22 | 軸流ファンモータ |
| JP356176/2000 | 2000-11-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1354330A CN1354330A (zh) | 2002-06-19 |
| CN1201098C true CN1201098C (zh) | 2005-05-11 |
Family
ID=18828469
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB011303891A Expired - Fee Related CN1201098C (zh) | 2000-11-22 | 2001-11-22 | 金属轴承衬 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6729764B2 (zh) |
| EP (1) | EP1211431B1 (zh) |
| JP (1) | JP4461311B2 (zh) |
| CN (1) | CN1201098C (zh) |
| DE (1) | DE60130090T2 (zh) |
| TW (1) | TW507052B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103161808A (zh) * | 2011-12-12 | 2013-06-19 | 东莞市三创五金塑胶有限公司 | 一种固定件及其制造方法 |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6900961B1 (en) * | 2002-08-30 | 2005-05-31 | Western Digital Technologies, Inc. | Disk drive having a head disk assembly enclosure including insert molded components |
| CA2459237C (en) * | 2003-03-01 | 2009-05-19 | Truth Hardware Corporation | Operator assembly |
| DE50307183D1 (de) * | 2003-10-21 | 2007-06-14 | Siemens Ag | Lagervorrichtung, insbesondere für ein Getriebe |
| CN1957184B (zh) | 2004-03-30 | 2011-05-25 | Ntn株式会社 | 流体动压轴承装置 |
| CN100387857C (zh) * | 2004-08-11 | 2008-05-14 | 洛阳轴承集团有限公司 | 油膜轴承衬套巴氏合金层内圆表面光整加工方法 |
| CN100453819C (zh) * | 2005-03-18 | 2009-01-21 | 台达电子工业股份有限公司 | 风扇壳体 |
| JP4857631B2 (ja) * | 2005-07-15 | 2012-01-18 | 日本電産株式会社 | ファンモータ |
| JP4747754B2 (ja) * | 2005-09-16 | 2011-08-17 | 日本電産株式会社 | モータ |
| US20080247689A1 (en) * | 2007-04-06 | 2008-10-09 | Nidec Corporation | Motor |
| DE102008015154A1 (de) * | 2007-05-15 | 2008-11-20 | Schaeffler Kg | Führungs- oder Spannschiene in einem Zugmitteltrieb |
| JP4946625B2 (ja) * | 2007-05-21 | 2012-06-06 | 日本電産株式会社 | モータ |
| ITMC20080007A1 (it) * | 2008-01-16 | 2009-07-17 | Meccanica Generale Srl | Metodo per la realizzazione di un supporto portacuscinetti in lamiera stampata. |
| US20100007205A1 (en) * | 2008-07-14 | 2010-01-14 | Caterpillar Inc. | Self-lubricated track roller assembly and machine using same |
| JP5668534B2 (ja) | 2011-03-08 | 2015-02-12 | 日本電産株式会社 | 送風ファン |
| ES2948109T3 (es) | 2015-06-30 | 2023-08-31 | Saint Gobain Performance Plastics Corp | Cojinete plano |
| DE102017112983A1 (de) * | 2017-06-13 | 2018-12-13 | Ebm-Papst Mulfingen Gmbh & Co. Kg | Gebläsegehäuseteil mit Lageraufnahme sowie Gebläse |
| CA3014621A1 (en) | 2017-08-21 | 2019-02-21 | Truth Hardware Corporation | Integrated casement window operator and lock with anti-backdrive feature |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3924908A (en) | 1973-12-07 | 1975-12-09 | Unex Conveying Systems Inc | Roller with inserted ball bearings |
| AU5265479A (en) | 1978-11-13 | 1980-05-22 | Tubemakers Of Australia Limited | Axle tube construction |
| JPH0449372Y2 (zh) * | 1985-05-23 | 1992-11-20 | ||
| FR2600838A1 (fr) | 1986-06-27 | 1987-12-31 | Etri Sa | Moteur electrique a palier perfectionne |
| DE3809277B4 (de) | 1987-09-21 | 2005-02-24 | Papst Licensing Gmbh & Co. Kg | Lageranordnung für axial kompakten Kleinstventilator |
| JP2522984Y2 (ja) * | 1990-07-13 | 1997-01-22 | 株式会社三ツ葉電機製作所 | ワイパアームの軸受部構造 |
| DE4224817A1 (de) | 1992-07-27 | 1994-02-03 | Electro Pneumatic Int | Transportrolle für eine Rollenbahn im Laderaum eines Flugzeuges |
| JP2000179535A (ja) * | 1998-12-16 | 2000-06-27 | Honda Motor Co Ltd | 分割型コンロッドにおける軸受メタルの位置決め構造 |
-
2000
- 2000-11-22 JP JP2000356176A patent/JP4461311B2/ja not_active Expired - Fee Related
-
2001
- 2001-11-13 US US09/987,174 patent/US6729764B2/en not_active Expired - Lifetime
- 2001-11-16 TW TW090128483A patent/TW507052B/zh not_active IP Right Cessation
- 2001-11-19 EP EP01127536A patent/EP1211431B1/en not_active Expired - Lifetime
- 2001-11-19 DE DE60130090T patent/DE60130090T2/de not_active Expired - Lifetime
- 2001-11-22 CN CNB011303891A patent/CN1201098C/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103161808A (zh) * | 2011-12-12 | 2013-06-19 | 东莞市三创五金塑胶有限公司 | 一种固定件及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20020061145A1 (en) | 2002-05-23 |
| CN1354330A (zh) | 2002-06-19 |
| DE60130090T2 (de) | 2008-05-21 |
| JP2002155939A (ja) | 2002-05-31 |
| JP4461311B2 (ja) | 2010-05-12 |
| US6729764B2 (en) | 2004-05-04 |
| EP1211431A1 (en) | 2002-06-05 |
| TW507052B (en) | 2002-10-21 |
| DE60130090D1 (de) | 2007-10-04 |
| EP1211431B1 (en) | 2007-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1201098C (zh) | 金属轴承衬 | |
| CN1297756C (zh) | 液力轴承装置 | |
| CN1797909A (zh) | 主轴电机 | |
| CN1206787C (zh) | 风扇电动机 | |
| CN1848614A (zh) | 磁铁埋入型电机、转子单元以及转子单元的生产方法 | |
| CN1933292A (zh) | 轴承保持部以及具有该轴承保持部的电动机 | |
| CN1741353A (zh) | 轴向气隙型电动机 | |
| CN1767331A (zh) | 无刷马达 | |
| CN206948107U (zh) | 马达 | |
| CN1957516A (zh) | 流体动力轴承设备和使用其的电动机 | |
| CN1203261C (zh) | 止推板的制造方法和用于流体动力轴承的轴的制造方法 | |
| CN101054980A (zh) | 风扇及其制造方法 | |
| CN1310510A (zh) | 旋转机的转子及其制造方法 | |
| CN106374667B (zh) | 汽车微电机外壳 | |
| JP4915098B2 (ja) | モールドモータの製造方法 | |
| US11437875B2 (en) | Motor shaft, rotor, motor and blower | |
| CN1086932A (zh) | 筒型各向异性磁体及其制造方法和电动机 | |
| CN1621198A (zh) | 圆柱形零件的制造方法 | |
| CN106329802A (zh) | 汽车微电机壳及其制造方法 | |
| CN1265527C (zh) | 直流电动机 | |
| CN101399471A (zh) | 电动机 | |
| CN1042480C (zh) | 电动机 | |
| CN114985568A (zh) | 双列42步进定转子铁芯套冲级进模 | |
| KR101292275B1 (ko) | 하프 블랭킹을 이용한 적층코아 제조장치 | |
| CN1602574A (zh) | 扁平形换向器的制造方法及其制造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20050511 Termination date: 20171122 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |