CN115971917A - 整体钎钎刃槽铣削夹具装置 - Google Patents
整体钎钎刃槽铣削夹具装置 Download PDFInfo
- Publication number
- CN115971917A CN115971917A CN202310270879.0A CN202310270879A CN115971917A CN 115971917 A CN115971917 A CN 115971917A CN 202310270879 A CN202310270879 A CN 202310270879A CN 115971917 A CN115971917 A CN 115971917A
- Authority
- CN
- China
- Prior art keywords
- groove
- positioning
- positioning groove
- along
- sliding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Abstract
本申请公开一种整体钎钎刃槽铣削夹具装置。整体钎钎刃槽铣削夹具装置包括底座、第一加工中间件、第二加工中间件和盖板。第一加工中间件被配置为沿第一方向位置可调地与底座连接,以使得第二表面和第一表面相互贴合以及第二定位槽和第一定位槽共同围合为第一六棱槽;第二加工中间件被配置为沿第一方向位置可调地与第一加工中间件连接以及使得第四表面和第三表面相互贴合以及第四定位槽和第三定位槽共同围合为第二六棱槽;盖板被配置为沿第一方向位置可调地与第二加工中间件连接,以使得第六表面和第五表面相互贴合以及第六定位槽和第五定位槽共同围合为第三六棱槽。本申请提供的技术方案能够提高整体钎钎刃槽铣削的效果,且保证精度。
Description
技术领域
本申请涉及夹具工装技术领域,具体而言,涉及一种整体钎钎刃槽铣削夹具装置。
背景技术
整体钎广泛应用于开山、采矿、铁路、公路、水电等基础能源建设;整体钎是将钎头、钎杆、钎尾合为一体制造的钎具,其优点是:消除了钎具连接处能量的损耗,工作效率提高的同时,也消除了钎头丢失的现象。整体钎使用范围就是锥形钎杆的使用范围,并延伸到风镐钎二次破碎岩石范围。当头部合金片正常报废后可切头改作锥形钎使用;整体钎的头部有一字型钎刃、特别适用于软岩、煤矿等地方。整体钎的杆体为六边形,头部铣一字形钎刃槽,用于焊接钎刃。
整体钎在加工头部钎刃槽的时候,往往是在铣床通过平口钳上夹住杆体两相对面进行固定,然后通过铣刀在整体钎头部铣出面钎刃槽用来焊接钎刃,这种铣槽方式每次装夹只能实现一支整体钎钎刃槽的铣削且装夹时间过长,效率低下,且精度不易保证。为了提高效率保证精度,需要对装夹方式进行优化设计。
发明内容
本申请提供了一种整体钎钎刃槽铣削夹具装置,能够提高整体钎钎刃槽铣削的效果,且保证精度。
本申请提供了一种整体钎钎刃槽铣削夹具装置,底座,具有第一表面,所述第一表面形成有多个第一定位槽,多个所述第一定位槽沿第一方向间隔分布;第一加工中间件,沿第二方向具有相对的第二表面和第三表面,所述第二表面面向所述底座设置,所述第二表面形成有多个第二定位槽,多个所述第二定位槽沿所述第一方向间隔分布,所述第三表面形成有多个第三定位槽,多个所述第三定位槽沿所述第一方向间隔分布;第二加工中间件,沿所述第二方向具有相对的第四表面和第五表面,所述第四表面面向所述第一加工中间件设置,所述第四表面形成有多个第四定位槽,多个所述第四定位槽沿所述第一方向间隔分布,所述第五表面形成有多个第五定位槽,多个所述第五定位槽沿所述第一方向间隔分布;盖板,具有沿所述盖板的厚度方向设置的第六表面,所述第六表面形成有多个第六定位槽,多个所述第六定位槽沿所述第一方向间隔分布;其中,所述第一定位槽、所述第二定位槽、所述第三定位槽、所述第四定位槽、所述第五定位槽以及所述第六定位槽均沿第三方向延伸,所述第一方向、所述第二方向以及所述第三方向相互垂直;所述第一加工中间件被配置为沿所述第一方向位置可调地与所述底座连接,以使得所述第二表面和所述第一表面相互贴合以及所述第二定位槽和所述第一定位槽共同围合为第一六棱槽;所述第二加工中间件被配置为沿所述第一方向位置可调地与所述第一加工中间件连接以及使得所述第四表面和所述第三表面相互贴合以及所述第四定位槽和所述第三定位槽共同围合为第二六棱槽;所述盖板被配置为沿所述第一方向位置可调地与所述第二加工中间件连接,以使得所述第六表面和所述第五表面相互贴合以及所述第六定位槽和所述第五定位槽共同围合为第三六棱槽。
上述方案中,提供了一种夹具装置,该夹具装置用于在整体钎钎刃槽铣削时,对多个整体钎杆体进行夹紧,以批量地进行铣削。该夹具装置在使用过程中,在底座、第一加工中间件、第二加工中间件以及盖板未闭合前,多个整体钎杆体可分别容纳定位于第一定位槽、第三定位槽以及第五定位槽上,通过对第一加工中间件、第二加工中间件以及盖板施加外力,使得第一加工中间件、第二加工中间件以及盖板沿第一方向移动,使得底座、第一加工中间件、第二加工中间件以及盖板之间相互闭合,进而使得整体钎杆体稳定地容纳于第一六棱槽、第二六棱槽和第三六棱槽中,可靠地被夹持,保证整体钎钎刃槽的铣削精度。
根据本申请的一些实施例,所述底座还具有第一滑动面和第二滑动面,沿所述第一方向,所述第一表面、所述第一滑动面以及所述第二滑动面依次分布;沿所述第二方向,所述第一滑动面向所述第一加工中间件地凸出于所述第一表面和第二滑动面,所述第一表面与所述第二滑动面之间形成第一限位面。所述第一加工中间件还具有第三滑动面,所述第三滑动面面向所述底座设置,沿所述第二方向,所述第二表面向所述底座地凸出于所述第三滑动面,所述第二表面与所述第三滑动面之间形成有第二限位面。当所述第二定位槽和所述第一定位槽共同围合为所述第一六棱槽时,所述第一限位面和所述第二限位面相互抵接。
上述方案中,第一加工中间件和底座相互面向的面不为平整面,通过对第一加工中间件施加外力以使得第二定位槽和第一定位槽共同围合为第一六棱槽以对整体钎杆体夹装时,由于第一限位面和第二限位面的相互抵接,能够保证整体钎杆体可靠地被夹持,保证整体钎钎刃槽的铣削精度。
根据本申请的一些实施例,所述第一表面形成有螺纹锁紧孔,所述第一加工中间件形成有沉头螺纹通孔,所述沉头螺纹通孔贯穿所述第三表面和所述第二表面。所述整体钎钎刃槽铣削夹具装置还包括定位螺钉,所述定位螺钉穿过所述沉头螺纹通孔与所述螺纹锁紧孔连接。
根据本申请的一些实施例,所述第一滑动面具有沿所述第一方向延伸的第一凸导轨,所述第二表面具有沿所述第一方向延伸的第一凹导轨,所述第一凸导轨和所述第一凹导轨滑动配合。
根据本申请的一些实施例,所述第一加工中间件还具有第四滑动面,沿所述第二方向,所述第四滑动面与所述第三滑动面相对设置,沿所述第二方向,所述第四滑动面向所述第二加工中间件地凸出于所述第三表面,所述第三表面与所述第四滑动面之间形成有第三限位面。当所述第三定位槽和所述第四定位槽共同围合为所述第二六棱槽时,所述第二加工中间件的侧面和所述第三限位面相互抵接。
上述方案中,第一加工中间件面向第二加工面的面不为平整面,通过对第二加工中间件施加外力以使得第四定位槽和第三定位槽共同围合为第二六棱槽以对整体钎杆体夹装时,由于第二加工中间件的侧面和第三限位面相互抵接,能够保证整体钎杆体可靠地被夹持,保证整体钎钎刃槽的铣削精度。
根据本申请的一些实施例,所述第三表面形成有螺纹锁紧孔,所述第二加工中间件形成有沉头螺纹通孔,所述沉头螺纹通孔贯穿所述第五表面和所述第四表面。所述整体钎钎刃槽铣削夹具装置还包括定位螺钉,所述定位螺钉穿过所述沉头螺纹通孔与所述螺纹锁紧孔连接。
根据本申请的一些实施例,所述第四滑动面具有沿所述第一方向延伸的第二凸导轨,所述第四表面具有沿所述第一方向延伸的第二凹导轨,所述第二凸导轨和所述第二凹导轨滑动配合。
根据本申请的一些实施例,所述盖板还具有第七表面,所述第七表面和所述第六表面沿所述第二方向相对设置,所述第六表面形成有沿第一方向延伸的第三凸导轨,所述第五表面形成有与所述第三凸导轨滑动配合的第三凹导轨。所述第七表面形成有沿所述第一方向延伸的第四凹导轨,所述第二滑动面具有与所述第四凹导轨滑动配合的第四凸导轨;所述第三滑动面形成有沿所述第一方向延伸的第五凹导轨。所述盖板具有第一状态和第二状态:
所述第一状态为,所述盖板处于所述第二滑动面和所述第三滑动面之间,所述第四凹导轨与所述第四凸导轨滑动配合,所述第三凸导轨与所述第五凹导轨滑动配合。所述第二状态为,所述盖板处于所述第五表面上,所述第三凸导轨与所述第三凹导轨滑动配合以及所述第六定位槽和所述第五定位槽共同围合为第三六棱槽。
根据本申请的一些实施例,所述第五表面形成有螺纹锁紧孔,所述盖板形成有沉头螺纹通孔,所述沉头螺纹通孔贯穿所述第七表面和所述第六表面。所述整体钎钎刃槽铣削夹具装置还包括定位螺钉,所述定位螺钉穿过所述沉头螺纹通孔与所述螺纹锁紧孔连接。
根据本申请的一些实施例,所述整体钎钎刃槽铣削夹具装置还包括转轴、连杆以及锁紧螺帽。所述转轴通过支架设置于底座的侧面,所述连杆可转动地设置于所述转轴,所述锁紧螺帽与所述连杆螺纹连接且位于所述连杆的远离所述转轴的一端。所述盖板的侧面设置有连杆口,以容纳所述连杆,所述锁紧螺帽被配置为沿所述第二方向抵顶所述盖板。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
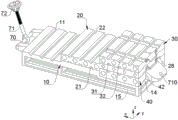
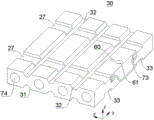
图1为本申请一些实施例中整体钎钎刃槽铣削夹具装置的示意图;
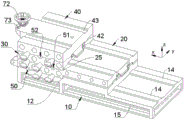
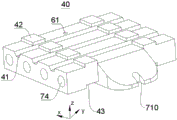
图2为本申请一些实施例中整体钎钎刃槽铣削夹具装置和整体钎的示意图;
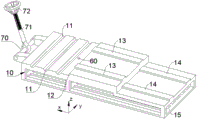
图3为本申请一些实施例中底座的示意图;
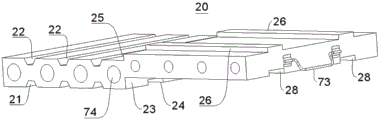
图4为本申请一些实施例中第一加工中间件的示意图;
图5为本申请一些实施例中第二加工中间件的示意图;
图6为本申请一些实施例中盖板的示意图。
图标:10-底座;11-第一定位槽;12-第一限位面;13-第一凸导轨;14-第四凸导轨;15-连接槽;
20-第一加工中间件;21-第二定位槽;22-第三定位槽;23-第二限位面;24-第一凹导轨;25-第三限位面;26-第二凸导轨;28-第五凹导轨;
30-第二加工中间件;31-第四定位槽;32-第五定位槽;33-第二凹导轨;27-第三凹导轨;
40-盖板;41-第六定位槽;42-第三凸导轨;43-第四凹导轨;
50-第一六棱槽;51-第二六棱槽;52-第三六棱槽;
60-螺纹锁紧孔;61-沉头螺纹通孔;
70-转轴;71-连杆;72-锁紧螺帽;710-连杆口;73-拉环;74-减重孔;
x-第一方向;z-第二方向;y-第三方向。
实施方式
为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本申请实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本申请的实施例的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本申请实施例的描述中,需要理解的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该申请产品使用时惯常摆放的方位或位置关系,或者是本领域技术人员惯常理解的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
在本申请实施例的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请中的具体含义。
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。
下面将结合附图,对本申请中的技术方案进行描述。
请参见图1-图6,图1为本申请一些实施例中整体钎钎刃槽铣削夹具装置的示意图;图2为本申请一些实施例中整体钎钎刃槽铣削夹具装置和整体钎的示意图;图3为本申请一些实施例中底座的示意图;图4为本申请一些实施例中第一加工中间件的示意图;图5为本申请一些实施例中第二加工中间件的示意图;图6为本申请一些实施例中盖板的示意图。
整体钎钎刃槽铣削夹具装置包括底座10、第一加工中间件20、第二加工中间件30和盖板40。底座10具有第一表面,第一表面形成有多个第一定位槽11,多个第一定位槽11沿第一方向x间隔分布。第一加工中间件20沿第二方向z具有相对的第二表面和第三表面,第二表面面向底座10设置,第二表面形成有多个第二定位槽21,多个第二定位槽21沿第一方向x间隔分布,第三表面形成有多个第三定位槽22,多个第三定位槽22沿第一方向x间隔分布。第二加工中间件30沿第二方向z具有相对的第四表面和第五表面,第四表面面向第一加工中间件20设置,第四表面形成有多个第四定位槽31,多个第四定位槽31沿第一方向x间隔分布,第五表面形成有多个第五定位槽32,多个第五定位槽32沿第一方向x间隔分布。盖板40具有沿盖板40的厚度方向设置的第六表面,第六表面形成有多个第六定位槽41,多个第六定位槽41沿第一方向x间隔分布。其中,第一定位槽11、第二定位槽21、第三定位槽22、第四定位槽31、第五定位槽32以及第六定位槽41均沿第三方向y延伸,第一方向x、第二方向z以及第三方向y相互垂直。
第一加工中间件20被配置为沿第一方向x位置可调地与底座10连接,以使得第二表面和第一表面相互贴合以及第二定位槽21和第一定位槽11共同围合为第一六棱槽50;第二加工中间件30被配置为沿第一方向x位置可调地与第一加工中间件20连接以及使得第四表面和第三表面相互贴合以及第四定位槽31和第三定位槽22共同围合为第二六棱槽51;盖板40被配置为沿第一方向x位置可调地与第二加工中间件30连接,以使得第六表面和第五表面相互贴合以及第六定位槽41和第五定位槽32共同围合为第三六棱槽52。
上述方案中,提供了一种夹具装置,该夹具装置用于在整体钎钎刃槽铣削时,对多个整体钎杆体进行夹紧,以批量地进行铣削。该夹具装置在使用过程中,在底座10、第一加工中间件20、第二加工中间件30以及盖板40未闭合前,多个整体钎杆体可分别容纳定位于第一定位槽11、第三定位槽22以及第五定位槽32上,通过对第一加工中间件20、第二加工中间件30以及盖板40施加外力,使得第一加工中间件20、第二加工中间件30以及盖板40沿第一方向x移动,使得底座10、第一加工中间件20、第二加工中间件30以及盖板40之间相互闭合,进而使得整体钎杆体稳定地容纳于第一六棱槽50、第二六棱槽51和第三六棱槽52中,可靠地被夹持,保证整体钎钎刃槽的铣削精度。
根据本申请的一些实施例,如图3,底座10还具有第一滑动面和第二滑动面,沿第一方向x,第一表面、第一滑动面以及第二滑动面依次分布。沿第二方向z,第一滑动面向第一加工中间件20地凸出于第一表面和第二滑动面,第一表面与第二滑动面之间形成第一限位面12。如图4,第一加工中间件20还具有第三滑动面,第三滑动面面向底座10设置,沿第二方向z,第二表面向底座10地凸出于第三滑动面,第二表面与第三滑动面之间形成有第二限位面23。
当第二定位槽21和第一定位槽11共同围合为第一六棱槽50时,第一限位面12和第二限位面23相互抵接。
上述方案中,第一加工中间件20和底座10相互面向的面不为平整面,通过对第一加工中间件20施加外力以使得第二定位槽21和第一定位槽11共同围合为第一六棱槽50以对整体钎杆体夹装时,由于第一限位面12和第二限位面23的相互抵接,能够保证整体钎杆体可靠地被夹持,保证整体钎钎刃槽的铣削精度。
根据本申请的一些实施例,如图3和图4,第一表面形成有螺纹锁紧孔60,第一加工中间件20形成有沉头螺纹通孔61,沉头螺纹通孔61贯穿第三表面和第二表面。整体钎钎刃槽铣削夹具装置还包括定位螺钉,定位螺钉穿过沉头螺纹通孔61与螺纹锁紧孔60连接。
根据本申请的一些实施例,如图3,第一滑动面具有沿第一方向x延伸的第一凸导轨13。如图4,第二表面具有沿第一方向x延伸的第一凹导轨24,第一凸导轨13和第一凹导轨24滑动配合。
根据本申请的一些实施例,如图4,第一加工中间件20还具有第四滑动面,沿第二方向z,第四滑动面与第三滑动面相对设置。沿第二方向z,第四滑动面向第二加工中间件30地凸出于第三表面,第三表面与第四滑动面之间形成有第三限位面25。如图1,当第三定位槽22和第四定位槽31共同围合为第二六棱槽51时,第二加工中间件30的侧面和第三限位面25相互抵接。
上述方案中,第一加工中间件20面向第二加工面的面不为平整面,通过对第二加工中间件30施加外力以使得第四定位槽31和第三定位槽22共同围合为第二六棱槽51以对整体钎杆体夹装时,由于第二加工中间件30的侧面和第三限位面25相互抵接,能够保证整体钎杆体可靠地被夹持,保证整体钎钎刃槽的铣削精度。
根据本申请的一些实施例,如图4,第三表面形成有螺纹锁紧孔60,如图5,第二加工中间件30形成有沉头螺纹通孔61,沉头螺纹通孔61贯穿第五表面和第四表面。整体钎钎刃槽铣削夹具装置还包括定位螺钉,定位螺钉穿过沉头螺纹通孔61与螺纹锁紧孔60连接。
根据本申请的一些实施例,如图4和图5,第四滑动面具有沿第一方向x延伸的第二凸导轨26,第四表面具有沿第一方向x延伸的第二凹导轨33,第二凸导轨26和第二凹导轨33滑动配合。
根据本申请的一些实施例,如图6,盖板40还具有第七表面,第七表面和第六表面沿第二方向z相对设置,第六表面形成有沿第一方向x延伸的第三凸导轨42,第五表面形成有与第三凸导轨42滑动配合的第三凹导轨27。
第七表面形成有沿第一方向x延伸的第四凹导轨43,第二滑动面具有与第四凹导轨43滑动配合的第四凸导轨14;第三滑动面形成有沿第一方向x延伸的第五凹导轨28。
盖板40具有第一状态和第二状态:
如图1,第一状态为,盖板40处于第二滑动面和第三滑动面之间,第四凹导轨43与第四凸导轨14滑动配合,第三凸导轨42与第五凹导轨28滑动配合。由图1可知,整体钎钎刃槽铣削夹具装置在未进行夹装时,其结构紧凑,占地面积小。
如图2,第二状态为,盖板40处于第五表面上,第三凸导轨42与第三凹导轨27滑动配合以及第六定位槽41和第五定位槽32共同围合为第三六棱槽52。
根据本申请的一些实施例,如图5和图6,第五表面形成有螺纹锁紧孔60,盖板40形成有沉头螺纹通孔61,沉头螺纹通孔61贯穿第七表面和第六表面。整体钎钎刃槽铣削夹具装置还包括定位螺钉,定位螺钉穿过沉头螺纹通孔61与螺纹锁紧孔60连接。
根据本申请的一些实施例,整体钎钎刃槽铣削夹具装置还包括转轴70、连杆71以及锁紧螺帽72。转轴70通过支架设置于底座10的侧面,连杆71可转动地设置于转轴70,锁紧螺帽72与连杆71螺纹连接且位于连杆71的远离转轴70的一端。盖板40的侧面设置有连杆口710,以容纳连杆71,锁紧螺帽72被配置为沿第二方向z抵顶盖板40。
根据本申请的一些实施例,本申请还提供一种整体钎钎刃槽铣削夹具装置,如图1-图6,整体钎钎刃槽铣削夹具装置包括底座10、第一加工中间件20、第二加工中间件30和盖板40。
如图3,底座10上设有连接槽15、第一定位槽11(多组,且第一定位槽11为六棱半槽)、第一凸导轨13、第四凸导轨14、转轴70、连杆71、锁紧螺帽72、螺纹锁紧孔60。其中,底座10下部的连接槽15可以通过螺栓与铣床的工作面连接固定。第一定位槽11用于摆放整体钎杆体。第一凸导轨13与第一加工中间件20的第一凹导轨24配合。第四凸导轨14与盖板40的第四凸导轨14滑动配合。转轴70与连杆71可以在底座10上绕轴转动,锁紧螺帽72可通过连杆71上的螺纹沿轴向移动调节。螺纹锁紧孔60可与第一加工中间件20上的沉头螺纹通孔61通过螺纹连接锁牢。
结合图4,第一加工中间件20设有第二定位槽21(多组,且第二定位槽21为六棱半槽)、第三定位槽22(多组,且第三定位槽22为六棱半槽)、第一凹导轨24、第五凹导轨28、沉头螺纹通孔61、螺纹锁紧孔60、第二凸导轨26、拉环73、减重孔74。其中第二定位槽21可与底座10上第一定位槽11组合使用,形成完整的六棱槽,用于夹紧整体钎杆体。第三定位槽22用于摆放整体钎钎杆;第一凹导轨24在夹具闭合之前与底座10上第一凸导轨13配合。第五凹导轨28闭合前与盖板40的第三凸导轨42配合。沉头螺纹通孔61在第一加工中间件20闭合后可以通过螺钉与底座10上螺纹锁紧孔60连接,起到固定作用。螺纹锁紧孔60可与第二加工中间件30的沉头螺纹通孔61通过螺钉连接锁牢。第二凸导轨26在夹具闭合前与第二加工中间件30上第二凹导轨33配合。拉环73设计便于第一加工中间件20在底座10上相互移动。减重孔74的设计,减轻整个第一加工中间件20的重量。
如图5,第二加工中间件30设计有第四定位槽31(多组,且第四定位槽31为六棱半槽)、第五定位槽32(多组,且第五定位槽32为六棱半槽)、螺纹锁紧孔60、沉头螺纹通孔61、第二凹导轨33、第三凹导轨27、拉环73、减重孔74;其中第四定位槽31闭合后与第一加工中间件20上第三定位槽22形成一个完整六棱槽,用于夹紧整体钎杆体。第五定位槽32用于摆放整体钎杆,螺纹锁紧孔60可与盖板40上的沉头螺纹通孔61通过螺钉连接锁牢。沉头螺纹通孔61在第二加工中间件30闭合后可以通过螺钉与第一加工中间件20的螺纹锁紧孔60连接,起到固定作用。第二凹导轨33闭合前与第一加工中间件20上第二凸导轨26配合,第三凹导轨27闭合后与盖板40上的第三凸导轨42配合;拉环73设计便于第二加工中间件30在第一加工中间件20上相互移动;减重孔74的设计,减轻整个第二加工中间件30的重量。
如图6,盖板40设计有第六定位槽41(多组,且第六定位槽41为六棱半槽)、沉头螺纹通孔61、第三凸导轨42、第四凹导轨43、连杆口710、拉环73、减重孔74。其中第六定位槽41闭合后与第二加工中间件30上第五定位槽32形成一个完整六棱槽,用于夹紧整体钎杆体。沉头螺纹通孔61在盖板40盖合后可以通过螺钉与第二加工中间件30的螺纹锁紧孔60连接,起到固定作用。第三凸导轨42与第一加工中间件20的第五凹导轨28在盖合前配合;第四凹导轨43与底座10的第四凸导轨14在盖合前配合;连杆口710与底座10的连杆71配合;拉环73设计便于盖板40在底座10或者第二加工中间件30上相互移动;减重孔74的设计,减轻整个盖板40的重量。
本申请提供的整体钎钎刃槽铣削夹具装置的原理说明:
第一,将底座10通过连接螺栓与铣床工作台连接锁牢;将盖板40放置在底座10的第四凸导轨14上面,盖板40上的沉头螺纹通孔61里面拧有螺钉,且螺钉完全位于通孔内部。然后把第一加工中间件20放置在底座10的第一凸导轨13以及第三凸导轨42上,第一加工中间件20上沉头螺纹通孔61里面拧有螺钉,且螺钉完全位于通孔内部;最后把第二加工中间件30放置在第一加工中间件20上的第二凸导轨26上面,第二加工中间件30上沉头螺纹通孔61里面拧有螺钉,且螺钉完全位于通孔内部;以上组合成立整体钎钎刃槽铣削夹具装置的原始形态(见图1)。
第二,将需要加工的整体钎放置在底座10上的第一定位槽11上面,推动第一加工中间件20,使第一加工中间件20上面的第二定位槽21与底座10第一定位槽11完全闭合,把整体钎杆体夹紧;然后拧紧第一加工中间件20上面沉头螺纹通孔61里面的螺钉至底座10的螺纹锁紧孔60内。
第三,将需要加工的整体钎放置在第一加工中间件20上面第三定位槽22上面,推动第二加工中间件30,使第二加工中间件30上面的第四定位槽31与第一加工中间件20的第三定位槽22完全闭合,把整体钎杆体夹紧;然后拧紧第二加工中间件30上面沉头螺纹通孔61里面的螺钉至第一加工中间件20螺纹锁紧孔60内。
第四,将需要加工的整体钎放置在第二加工中间件30上面第五定位槽32上面,对盖板40施力,使盖板40上面的第六定位槽41与第二加工中间件30上面的第五定位槽32完全闭合,把整体钎杆体夹紧;然后拧紧盖板40上面沉头螺纹通孔61里面的螺钉至第二加工中间件30螺纹锁紧孔60内。
第五、转动底座10上的连杆71至盖板40上的连杆口710处,然后拧紧连杆71上面的锁紧螺帽72,使得整个夹具装置完全闭合(见图2),再对整体钎进行铣钎刃槽处理。
第六、铣床铣完钎刃槽后,松开锁紧螺帽72→松开盖板40的沉头螺纹通孔61里面的螺钉→拉回盖板40至原始状态→取下铣好刃槽的整体钎→松开第二加工中间件的沉头螺纹通孔61里面的螺钉→退回第二加工中间件30至原始状态状态→取下铣好刃槽的整体钎→松开第一加工中间件20的沉头螺纹通孔61里面的螺钉→退回第一加工中间件20至原始状态状态→取下铣好刃槽的整体钎;整个夹具装置完全恢复原始状态。
本申请提供的整体钎钎刃槽铣削夹具装置具有以下优点:
1. 提高了加工效率:整体钎钎刃铣削夹具装置在装置上设计了多组多层六棱半槽;可以实现一次装夹后,对多支整体钎完成钎刃的铣削,减少了装夹时间,装置上设有凹凸导轨,使得装夹更为便捷高效。
2. 保证了加工精度:通过上下两个六棱半槽的组合装夹的方式,使得整体钎杆在装夹的时候,能够让整体钎六个面完全接触,增加了装夹可靠性,螺纹锁紧也避免加工过程中产生的晃动。
以上所述仅为本申请的优选实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
Claims (10)
1.一种整体钎钎刃槽铣削夹具装置,其特征在于,
底座,具有第一表面,所述第一表面形成有多个第一定位槽,多个所述第一定位槽沿第一方向间隔分布;
第一加工中间件,沿第二方向具有相对的第二表面和第三表面,所述第二表面面向所述底座设置,所述第二表面形成有多个第二定位槽,多个所述第二定位槽沿所述第一方向间隔分布,所述第三表面形成有多个第三定位槽,多个所述第三定位槽沿所述第一方向间隔分布;
第二加工中间件,沿所述第二方向具有相对的第四表面和第五表面,所述第四表面面向所述第一加工中间件设置,所述第四表面形成有多个第四定位槽,多个所述第四定位槽沿所述第一方向间隔分布,所述第五表面形成有多个第五定位槽,多个所述第五定位槽沿所述第一方向间隔分布;
盖板,具有沿所述盖板的厚度方向设置的第六表面,所述第六表面形成有多个第六定位槽,多个所述第六定位槽沿所述第一方向间隔分布;
其中,所述第一定位槽、所述第二定位槽、所述第三定位槽、所述第四定位槽、所述第五定位槽以及所述第六定位槽均沿第三方向延伸,所述第一方向、所述第二方向以及所述第三方向相互垂直;
所述第一加工中间件被配置为沿所述第一方向位置可调地与所述底座连接,以使得所述第二表面和所述第一表面相互贴合以及所述第二定位槽和所述第一定位槽共同围合为第一六棱槽;所述第二加工中间件被配置为沿所述第一方向位置可调地与所述第一加工中间件连接以及使得所述第四表面和所述第三表面相互贴合以及所述第四定位槽和所述第三定位槽共同围合为第二六棱槽;所述盖板被配置为沿所述第一方向位置可调地与所述第二加工中间件连接,以使得所述第六表面和所述第五表面相互贴合以及所述第六定位槽和所述第五定位槽共同围合为第三六棱槽。
2.根据权利要求1所述的整体钎钎刃槽铣削夹具装置,其特征在于,
所述底座还具有第一滑动面和第二滑动面,沿所述第一方向,所述第一表面、所述第一滑动面以及所述第二滑动面依次分布;沿所述第二方向,所述第一滑动面向所述第一加工中间件地凸出于所述第一表面和第二滑动面,所述第一表面与所述第二滑动面之间形成第一限位面;
所述第一加工中间件还具有第三滑动面,所述第三滑动面面向所述底座设置,沿所述第二方向,所述第二表面向所述底座地凸出于所述第三滑动面,所述第二表面与所述第三滑动面之间形成有第二限位面;
当所述第二定位槽和所述第一定位槽共同围合为所述第一六棱槽时,所述第一限位面和所述第二限位面相互抵接。
3.根据权利要求2所述的整体钎钎刃槽铣削夹具装置,其特征在于,
所述第一表面形成有螺纹锁紧孔,所述第一加工中间件形成有沉头螺纹通孔,所述沉头螺纹通孔贯穿所述第三表面和所述第二表面;
所述整体钎钎刃槽铣削夹具装置还包括定位螺钉,所述定位螺钉穿过所述沉头螺纹通孔与所述螺纹锁紧孔连接。
4.根据权利要求2所述的整体钎钎刃槽铣削夹具装置,其特征在于,
所述第一滑动面具有沿所述第一方向延伸的第一凸导轨,所述第二表面具有沿所述第一方向延伸的第一凹导轨,所述第一凸导轨和所述第一凹导轨滑动配合。
5.根据权利要求2所述的整体钎钎刃槽铣削夹具装置,其特征在于,
所述第一加工中间件还具有第四滑动面,沿所述第二方向,所述第四滑动面与所述第三滑动面相对设置,沿所述第二方向,所述第四滑动面向所述第二加工中间件地凸出于所述第三表面,所述第三表面与所述第四滑动面之间形成有第三限位面;
当所述第三定位槽和所述第四定位槽共同围合为所述第二六棱槽时,所述第二加工中间件的侧面和所述第三限位面相互抵接。
6.根据权利要求5所述的整体钎钎刃槽铣削夹具装置,其特征在于,
所述第三表面形成有螺纹锁紧孔,所述第二加工中间件形成有沉头螺纹通孔,所述沉头螺纹通孔贯穿所述第五表面和所述第四表面;
所述整体钎钎刃槽铣削夹具装置还包括定位螺钉,所述定位螺钉穿过所述沉头螺纹通孔与所述螺纹锁紧孔连接。
7.根据权利要求5所述的整体钎钎刃槽铣削夹具装置,其特征在于,
所述第四滑动面具有沿所述第一方向延伸的第二凸导轨,所述第四表面具有沿所述第一方向延伸的第二凹导轨,所述第二凸导轨和所述第二凹导轨滑动配合。
8.根据权利要求7所述的整体钎钎刃槽铣削夹具装置,其特征在于,
所述盖板还具有第七表面,所述第七表面和所述第六表面沿所述第二方向相对设置,所述第六表面形成有沿第一方向延伸的第三凸导轨,所述第五表面形成有与所述第三凸导轨滑动配合的第三凹导轨;
所述第七表面形成有沿所述第一方向延伸的第四凹导轨,所述第二滑动面具有与所述第四凹导轨滑动配合的第四凸导轨;所述第三滑动面形成有沿所述第一方向延伸的第五凹导轨;
所述盖板具有第一状态和第二状态:
所述第一状态为,所述盖板处于所述第二滑动面和所述第三滑动面之间,所述第四凹导轨与所述第四凸导轨滑动配合,所述第三凸导轨与所述第五凹导轨滑动配合;
所述第二状态为,所述盖板处于所述第五表面上,所述第三凸导轨与所述第三凹导轨滑动配合以及所述第六定位槽和所述第五定位槽共同围合为第三六棱槽。
9.根据权利要求8所述的整体钎钎刃槽铣削夹具装置,其特征在于,
所述第五表面形成有螺纹锁紧孔,所述盖板形成有沉头螺纹通孔,所述沉头螺纹通孔贯穿所述第七表面和所述第六表面;
所述整体钎钎刃槽铣削夹具装置还包括定位螺钉,所述定位螺钉穿过所述沉头螺纹通孔与所述螺纹锁紧孔连接。
10.根据权利要求1-9任一项所述的整体钎钎刃槽铣削夹具装置,其特征在于,
所述整体钎钎刃槽铣削夹具装置还包括转轴、连杆以及锁紧螺帽;
所述转轴通过支架设置于底座的侧面,所述连杆可转动地设置于所述转轴,所述锁紧螺帽与所述连杆螺纹连接且位于所述连杆的远离所述转轴的一端;
所述盖板的侧面设置有连杆口,以容纳所述连杆,所述锁紧螺帽被配置为沿所述第二方向抵顶所述盖板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310270879.0A CN115971917B (zh) | 2023-03-20 | 2023-03-20 | 整体钎钎刃槽铣削夹具装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310270879.0A CN115971917B (zh) | 2023-03-20 | 2023-03-20 | 整体钎钎刃槽铣削夹具装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115971917A true CN115971917A (zh) | 2023-04-18 |
| CN115971917B CN115971917B (zh) | 2023-06-02 |
Family
ID=85966868
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310270879.0A Active CN115971917B (zh) | 2023-03-20 | 2023-03-20 | 整体钎钎刃槽铣削夹具装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115971917B (zh) |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102398180A (zh) * | 2011-12-10 | 2012-04-04 | 马金玉 | 工件层叠式布置的铣削加工用装夹工具 |
| CN204094509U (zh) * | 2014-07-29 | 2015-01-14 | 武穴市长江工具有限责任公司 | 一种钎头批量铣槽用辅助夹持装置 |
| CN105965290A (zh) * | 2016-06-22 | 2016-09-28 | 成都伊普视科技有限公司 | 双层多工位夹具 |
| AU2016101858A4 (en) * | 2016-11-11 | 2017-01-19 | Zhejiang Jinguang Solar Technology Co., Ltd. | Low-cost clamping tooling for milling double planes of shafts |
| CN110405637A (zh) * | 2019-07-18 | 2019-11-05 | 东风汽车有限公司 | 多层摞叠喷丸装夹装置 |
| KR102068292B1 (ko) * | 2019-11-28 | 2020-01-20 | (주)세완 | 수술 로봇용 피가공물의 고정치구 |
| CN210686831U (zh) * | 2019-04-17 | 2020-06-05 | 武汉灵舸动力科技有限公司 | 一种抗过载通用基座 |
| CN210849245U (zh) * | 2019-10-08 | 2020-06-26 | 苏州度德机电科技有限公司 | 一种轴类零件批量铣削夹具 |
| CN214080343U (zh) * | 2020-12-31 | 2021-08-31 | 綦江齿轮传动有限公司 | 一种一次装夹多个圆柱工件的铣用夹具 |
| CN215967520U (zh) * | 2021-08-19 | 2022-03-08 | 天津长芦海晶集团有限公司 | 一种铣削快速装夹夹具 |
| CN217453613U (zh) * | 2022-05-05 | 2022-09-20 | 诸暨市樱芝雪机械有限公司 | 一种简易注油嘴夹具 |
| CN217667942U (zh) * | 2022-05-20 | 2022-10-28 | 贵州惠沣众一机械制造有限公司 | 一种在加工中心铣钎尾侧孔的工装夹具 |
| CN218487805U (zh) * | 2022-10-20 | 2023-02-17 | 河北金卓机械设备有限公司 | 钎具加工用定位装置 |
-
2023
- 2023-03-20 CN CN202310270879.0A patent/CN115971917B/zh active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102398180A (zh) * | 2011-12-10 | 2012-04-04 | 马金玉 | 工件层叠式布置的铣削加工用装夹工具 |
| CN204094509U (zh) * | 2014-07-29 | 2015-01-14 | 武穴市长江工具有限责任公司 | 一种钎头批量铣槽用辅助夹持装置 |
| CN105965290A (zh) * | 2016-06-22 | 2016-09-28 | 成都伊普视科技有限公司 | 双层多工位夹具 |
| AU2016101858A4 (en) * | 2016-11-11 | 2017-01-19 | Zhejiang Jinguang Solar Technology Co., Ltd. | Low-cost clamping tooling for milling double planes of shafts |
| CN210686831U (zh) * | 2019-04-17 | 2020-06-05 | 武汉灵舸动力科技有限公司 | 一种抗过载通用基座 |
| CN110405637A (zh) * | 2019-07-18 | 2019-11-05 | 东风汽车有限公司 | 多层摞叠喷丸装夹装置 |
| CN210849245U (zh) * | 2019-10-08 | 2020-06-26 | 苏州度德机电科技有限公司 | 一种轴类零件批量铣削夹具 |
| KR102068292B1 (ko) * | 2019-11-28 | 2020-01-20 | (주)세완 | 수술 로봇용 피가공물의 고정치구 |
| CN214080343U (zh) * | 2020-12-31 | 2021-08-31 | 綦江齿轮传动有限公司 | 一种一次装夹多个圆柱工件的铣用夹具 |
| CN215967520U (zh) * | 2021-08-19 | 2022-03-08 | 天津长芦海晶集团有限公司 | 一种铣削快速装夹夹具 |
| CN217453613U (zh) * | 2022-05-05 | 2022-09-20 | 诸暨市樱芝雪机械有限公司 | 一种简易注油嘴夹具 |
| CN217667942U (zh) * | 2022-05-20 | 2022-10-28 | 贵州惠沣众一机械制造有限公司 | 一种在加工中心铣钎尾侧孔的工装夹具 |
| CN218487805U (zh) * | 2022-10-20 | 2023-02-17 | 河北金卓机械设备有限公司 | 钎具加工用定位装置 |
Non-Patent Citations (2)
| Title |
|---|
| 严志军等: "船机制造工艺学教程", 大连海事大学出版社, pages: 64 * |
| 陈文: "简易多件铣夹具的设计与应用", 金属加工(冷加工), no. 03, pages 45 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115971917B (zh) | 2023-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7455483B2 (en) | Milling insert and a milling tool | |
| US5542792A (en) | Cutting device with removable nosepiece | |
| CN201815725U (zh) | 组合刀具 | |
| RU2211750C2 (ru) | Режущий инструмент для высокоскоростной обработки | |
| US8684640B2 (en) | Reaming tool as well as a head and a cutting insert therefor | |
| CN110325306A (zh) | 孔加工工具和用于孔加工工具的引导垫调节机构 | |
| US3238600A (en) | Clevis lock cutting tool holder | |
| JP4810054B2 (ja) | ボーリングヘッド | |
| GB1591399A (en) | Cutting tool assembly | |
| CN115971917A (zh) | 整体钎钎刃槽铣削夹具装置 | |
| US6199462B1 (en) | Method of repairing cylindrical workpieces and lathe therefor | |
| CN201329441Y (zh) | 一种用于铣床盲孔加工的刀具装置 | |
| KR20130069620A (ko) | 콜릿 척 | |
| CN112122888A (zh) | 一种变速箱箱体数控加工工艺 | |
| JP2011025340A (ja) | 双刃バイト | |
| CN217252896U (zh) | 一种去毛刺倒角刀 | |
| CN107414215B (zh) | 一种夹头 | |
| CN201470914U (zh) | 一种孔加工刀具 | |
| CN200974182Y (zh) | 刀具转位装置 | |
| US7444757B2 (en) | System and method for aligning a machine-tool with a spindle | |
| CN208495884U (zh) | 一种复合刀具 | |
| CN2138542Y (zh) | 多用快换工夹具 | |
| CN206677215U (zh) | 一种数控车床用刀座组件 | |
| CN213496556U (zh) | 一种射频同轴连接器外壳机加工专用刀具 | |
| CN220533053U (zh) | 一种刀头及其钻铣复合刀具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |