CN115609127A - 一种自动螺杆碳刷焊接装置 - Google Patents
一种自动螺杆碳刷焊接装置 Download PDFInfo
- Publication number
- CN115609127A CN115609127A CN202211342193.XA CN202211342193A CN115609127A CN 115609127 A CN115609127 A CN 115609127A CN 202211342193 A CN202211342193 A CN 202211342193A CN 115609127 A CN115609127 A CN 115609127A
- Authority
- CN
- China
- Prior art keywords
- carbon brush
- screw
- welding
- cylinder
- rack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/002—Resistance welding; Severing by resistance heating specially adapted for particular articles or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/36—Auxiliary equipment
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Resistance Welding (AREA)
Abstract
本发明提供一种自动螺杆碳刷焊接装置,其解决了现有螺杆与碳刷刷辫焊接自动化程度低的技术问题,其包括工作台,工作台上设有碳刷上料总成、螺杆上料总成和机械手,侧向还设有焊机。碳刷上料总成沿碳刷输送路线依次设有直线输送机构、检测轨道;检测轨道的两侧分别设有刷辫整形机构和移动滑台。螺杆上料总成沿螺杆输送路线依次设有上料机构和止推机构。焊机上设有焊接位,并在机械手的末端设有至少一个夹持机构。本发明采用自动化执行机构组合,实现自动工作,减轻了劳动强度,提升了产品品质,同时保证了安全性;结合检测单元及整形机构,实现了自动化工作的同时对产品加工质量的进一步提升,保证了较好的良品率,可广泛应用于碳刷焊接技术领域。
Description
技术领域
本发明涉及碳刷焊接技术领域,特别涉及一种自动螺杆碳刷焊接装置。
背景技术
目前,新能源汽车主要是电动汽车,其中,作为电动汽车的重要零部件,电机在生产装配中,需要保证碳刷的外形尺寸和其刷辫的质量,这对电机的整体质量起着重要的作用。通常刷辫或碳刷上会安装用于调整的连杆,具体以刷辫端部焊接螺杆为例:
现有螺杆与碳刷刷辫的焊接是人工一手将螺杆放入焊机下焊极的工装内,另一只手拿碳刷刷辫,放在螺杆的顶部,用焊机进行焊接。虽然,现有方式节省了设备成本,但是这种焊接方式,不仅劳动强度大,而且安全性得不到保证,并且手工操作也不能保证焊接品质一致性,影响良品率。
针对以上情况,目前该焊接环节中缺少相应的自动化装配焊接装置,只能在同领域中,参考前置的焊接环节的自动化焊接技术方案,如中国专利CN110640284A-一种电机碳刷刷辫焊接用自动预焊机,其具体为一种电机碳刷刷辫焊接用自动预焊机,包括操作台架,操作台架的上表面中部设置有分度转盘,分度转盘的上表面边缘处等距离设置有物料夹持板,操作台架的上表面右端设置有上料振动机构,操作台架的上表面右侧设置有进料机构,进料机构的进料端与上料振动机构连接,进料机构的出料端与分度转盘上的物料夹持板相对应,操作台架的上表面中前侧设置有理线拉直机构。上述技术方案理论上同样可以应用于刷辫与螺杆焊接,但是由于实际应用场景为后置焊接情况,需要考虑此前已经完成焊接碳刷及刷辫的情况,整体结构更加复杂,不能简单采取上述的上料机构,且焊接过程由于碳刷及刷辫已经组合,仅需要再焊接螺杆,故同等装置结构也不适用。
综上,还需要单独设计一种自动将螺杆与碳刷刷辫末端焊接的装置。
发明内容
本发明就是为了解决上述背景技术的不足,提供了一种结构简单,自动化程度高的螺杆碳刷焊接装置。
为此,本发明提供了一种自动螺杆碳刷焊接装置,用于焊接螺杆和碳刷刷辫;包括工作台,所述工作台上设有碳刷上料总成、螺杆上料总成和机械手;所述工作台的侧向还设有焊机;
所述碳刷上料总成沿碳刷输送路线依次设有直线输送机构、检测轨道;所述检测轨道的两侧分别设有刷辫整形机构和移动滑台;所述检测轨道上设有检测电极和位置传感器;所述移动滑台为二维移动平台,且活动端安装有至少一个叉状结构;所述刷辫整形机构主体为升降机构,活动端安装有回转机构,所述回转机构的活动端设有第一夹持机构;
所述螺杆上料总成沿螺杆输送路线依次设有上料机构和止推机构;
所述检测轨道的末端和所述止推机构的一侧均设有取料位;所述焊机上设有焊接位,并安装有焊极;所述机械手的末端设有至少一个夹持机构,且活动范围包括两个所述取料位和所述焊接位。
优选的,所述直线输送机构的主体为倾斜设置的轨道,下部安装有至少一个振动器;所述振动器的安装板通过边角处设置的丝杠立式放置于所述工作台上。
优选的,所述检测轨道俯视呈L型结构,短边的进料口与所述直线输送机构的出料口连接;所述短边的侧向安装有加捻转轮,端部加装有截止机构。
优选的,所述检测轨道的长边上均布有多个刷位,且至少一个刷位的侧向还设有所述检测电极;所述长边的末端设为所述取料位,并在侧向安装有激光位置传感器。
优选的,所述移动滑台的活动端极限位置处设有限位挡板,并安装有限位结构和缓冲器;所述移动滑台的活动端上对应所述刷位的位置均设有一个拨叉。
优选的,所述刷位的侧向还设有所述刷辫整形机构;所述升降机构主体为升降气缸,通过转接件固定于所述刷辫整形机构的安装座上,且所述升降气缸的活塞杆的末端安装有所述回转机构;所述回转机构包括齿条气缸、齿条、齿条导向座和齿轮;所述齿条导向座为水平开口的方型槽,内部嵌入式滑动连接所述齿条,所述齿条导向座的顶面与所述活塞杆固定连接;所述齿条导向座的侧向安装有所述齿条气缸,所述齿条气缸的活动端与所述齿条固定连接,用于驱动所述齿条沿所述齿条导向座滑动;所述齿条导向座的前侧还设有凸缘,并转动连接所述齿轮,所述齿轮与所述第一夹持机构同轴连接,并与所述齿条啮合;所述齿条导向座与所述刷辫整形机构的安装座之间通过滑轨和滑块活动连接。
优选的,所述第一夹持机构为垂直设置的夹爪气缸。
优选的,所述上料机构为振动盘上料机,出料滑道的端部安装有所述止推机构;所述止推机构包括螺杆挡板、螺杆轨道、截止气缸和推杆气缸;所述螺杆轨道与所述出料滑道连接,并呈直角设置;所述螺杆轨道的两侧安装有所述螺杆挡板,末端还设有螺杆限位挡板;所述螺杆轨道的前端开口安装有所述截止气缸、推杆气缸;所述截止气缸的活动端安装有挡块或挡板;所述螺杆轨道的上端面设有至少一个弹性挡块。
优选的,所述机械手的活动端转动连接有安装板,所述安装板的两端分别设有第二夹持机构和第三夹持机构,且主体均为夹爪气缸;所述机械手至少一个夹持机构与所述安装板转动连接,并在转轴处设有齿轮齿条回转机构。
优选的,所述焊机的上焊极与焊机主体之间设有升降机构;所述焊机的下焊极处倾斜设置有出料滑道;所述下焊极处还设有顶出机构。
本发明提供一种自动螺杆碳刷焊接装置,有如下有益效果:
1、本发明中采用自动化执行机构组合,实现上料、检测、转移、焊接、下料自动工作,减轻了劳动强度,提升了产品品质,同时保证了安全性;
2、本发明中结合检测单元及整形机构,实现了自动化工作的同时对产品加工质量的进一步提升,保证了较好的良品率。
附图说明
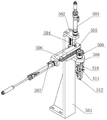
图1为本发明具体实施例中整体立体图;
图2为本发明具体实施例中直线输送机构立体图;
图3为本发明具体实施例中检测轨道立体图;
图4为本发明具体实施例中移动滑台立体图;
图5为本发明具体实施例中刷辫整形机构立体图;
图6为本发明具体实施例中螺杆上料总成立体图;
图7为本发明具体实施例中机械手执行端立体图;
图8为本发明具体实施例中焊机立体图;
图9为本发明具体实施例中焊接件立体图;
图中标记:1.工作台,2.直线输送机构,3.检测轨道,4.移动滑台,5.刷辫整形机构,6.上料机构,7.机械手,8.焊机,201.丝杠,202.安装板,203.振动器,204.碳刷轨道,205.碳刷轨道挡板,301.转轮电机,302.加捻转轮,303.电机安装支架,304.截止气缸,305.截止气缸安装板,306.轨道支架,307.检测电极,308.尼龙支架,309.挡轨,310.传感器支架,311.激光位置传感器,312.轨道底板,313.第一刷位,314.第二刷位,315.第三刷位,316.第四刷位,317.第五刷位,401.滑台安装座,402.纵向气缸,403.纵向滑板,404.横向气缸,405.横向滑板,406.限位挡板,407.缓冲器,408.限位螺丝,409.电接点,410.第一拨叉,411.第二拨叉,412.第三拨叉,413.第四拨叉,414.第五拨叉,501.升降机构安装座,502.纵向气缸安装板,503.升降气缸,504.直线导轨,505.齿条导向座,506.齿条,507.第一齿条气缸,508.第一齿轮,509.第一带座轴承,510.转轴,511.夹爪气缸,512.夹指,601.振动盘上料机,602.推杆气缸,603.螺杆截止气缸,604.螺杆挡板,605.螺杆限位挡板,606.弹性挡块,607.螺杆轨道,608.气缸安装板,609.底座,701.工业机械臂,702.安装板,703.螺杆夹爪气缸,704.螺杆夹指,705.第二带座轴承,706.第二齿条气缸,707.第二齿轮,708.旋转轴,709.碳刷夹爪气缸,710.碳刷夹指,801.焊机支架,802.下压气缸,803.上焊极安装座,804.上焊极铜棒,805.上焊极,806.下焊极,807.出料盒,808.固定座,809.下焊极铜棒,810.顶出气缸安装座,811.顶出气缸,812.第二下电极安装座,813.第一下电极安装座,814.下电极绝缘板,901.螺杆,902.碳刷,903.胶管。
具体实施方式
下面结合附图和具体实施例对本发明作进一步说明,以助于理解本发明的内容。本发明中所使用的方法如无特殊规定,均为常规的方法;所使用的原料和装置,如无特殊规定,均为常规的市售产品。
本发明提供了一种自动螺杆碳刷焊接装置,用于焊接螺杆和碳刷刷辫,如图1所示,主要包括工作台1,其作为支撑构建,采用方型箱体结构,内部安装控制箱、气源和电源,侧向设置各类型接头,如气路接头、电路街头等。
工作台1上设有碳刷上料总成、螺杆上料总成和机械手7,并在工作台1的侧向还设有焊机8。
其中,结合图2-5所示,碳刷上料总成沿碳刷输送路线依次设有直线输送机构2、检测轨道3;优选的,如图2所示,直线输送机构2的主体为倾斜设置的碳刷轨道204,倾斜方向是由进料侧向下至出料侧。碳刷轨道204的下部沿输送方向分开安装有两个振动器203。如果单独将碳刷放入轨道中,容易在振动下料过程中发生姿态改变,故设计在轨道的上端面平行放置两块碳刷轨道挡板205,中间留有间隙,保证刷辫朝上放置后可以平移通过。每个振动器203的安装板202通过四个边角处设置的丝杠201立式放置于工作台1上,这样设计可以通过调整丝杠201改变放置的倾斜角度。
检测轨道3通过下部设计的两个轨道支架306固定于工作台1上,主体采用叠拼的设计,底面由轨道底板312构成,并在上面平行安装两块挡轨309,中间留有间隙,使整体形成轨道结构,两侧分别设有刷辫整形机构5和移动滑台4。如图3所示,检测轨道3上设有检测电极和位置传感器;优选的,检测轨道3俯视呈L型结构,短边的进料口与直线输送机构的出料口连接,并在侧向安装有加捻转轮302,具体地,在短边的侧面开口安装加捻转轮302,使其与碳刷或刷辫接触,以推动碳刷继续前进。转轮电机301通过电机安装支架303固定于短边。进一步,短边的端部还加装有截止机构,包括截止气缸304和截止气缸安装板305,并在检测轨道3长边的连接处预留为敞口设计,当截止气缸304接收信号后伸出,可阻挡碳刷继续沿轨道移动。进一步,检测轨道3的长边上均布有6个刷位,其中,对应截止位置的是第一刷位313,依次为第二刷位314、第三刷位315、第四刷位316、第五刷位317,最后一个第六刷位属于末端上料的位置,具体设为取料位,并在侧向通过传感器支架310固定有激光位置传感器311,用于检测第六刷位是否有料。更进一步,检测轨道3上第二刷位314对应位置还设有检测电极307,如图所示,上下两个电极片水平设置,通过尼龙支架308固定于长边侧向,检测电极307上电极片与碳刷刷辫接触,下电极片与套装在刷辫的胶管上接触,用于检测碳刷穿管是否到位。
移动滑台4为二维移动平台,主体通过两个滑台安装座401固定于工作台1上,纵向执行单元为纵向气缸402,与底板固定连接,活塞杆末端与纵向滑板403固定连接。纵向滑板403上固定安装横向气缸404,活塞杆末端通过转接件固定连接横向滑板405,且横向滑板405作为移动滑台4的活动端。优选的,横向滑板405的极限位置处设有限位挡板406,限位挡板406与纵向滑板403固定连接,并安装有限位螺丝408和缓冲器407。横向滑板405上对应检测轨道3刷位的位置均设有一个拨叉,需要说明的是,本实施例中对应关系是横向滑板的表面朝向检测轨道3刷位一侧均布五个拨叉,且间距与刷位间距一致,依次为第一拨叉410、第二拨叉411、第三拨叉412、第四拨叉413、第五拨叉414。其中,第一拨叉410上设有电接点409。
移动滑台4主要功能是纵向气缸402前位,横向气缸404后位,等待接收碳刷,当第一刷位313的碳刷到位后,电接点409导通,截止气缸304前位,阻止碳刷前进,横向气缸404移动拨叉,将第一刷位313的碳刷移至第二刷位314,同时第二至第五刷位的碳刷由第二至第五拨叉顺次移动到第三至第六刷位;到位后,纵向气缸402后位,横向气缸404退回,纵向气缸402再次前位,准备进入下一循环。
如图5所示,刷辫整形机构5主体为升降机构,活动端安装有回转机构,回转机构的活动端设有第一夹持机构;优选的,升降机构主体为升降气缸503,通过纵向气缸安装板502转接升降机构安装座501。升降气缸503的活塞杆的末端安装有回转机构,其包括第一齿条气缸507、齿条506、齿条导向座505和第一齿轮508。其中,齿条导向座505为水平开口的方型槽,内部嵌入式滑动连接齿条506,齿条导向座505的顶面与活塞杆固定连接,并在背面安装滑块,相应的在升降机构安装座501的对应位置安装直线导轨504,配合形成滑动。齿条导向座505的侧向安装有第一齿条气缸507,第一齿条气缸507的活塞杆末端与齿条506固定连接,用于驱动齿条506沿齿条导向座505的开槽滑动。齿条导向座506的前侧还设有第一带座轴承509,第一齿轮508位于第一带座轴承509的上方,通过转轴510同轴连接第一夹持机构,本实施例中,第一夹持机构为垂直设置的夹爪气缸511,末端的夹指512用于夹住刷辫末端。第一齿轮508与齿条507啮合,并随着第一齿条气缸507运动实现转动。刷辫整形机构5的主要功能是完成四号刷位刷辫的旋转上拉的动作,将线拉直。当第四刷位316的碳刷到位后,升降气缸503下位,夹爪气缸511的夹指512夹紧刷辫头部,第一齿条气缸507前位,同时升降气缸503上位,带动旋转上升,到位后,第一齿条气缸507退回后位。
螺杆上料总成沿螺杆输送路线依次设有上料机构6和止推机构;优选的,如图6所示,上料机构6为振动盘上料机601,出料滑道的端部安装有止推机构。其中,止推机构包括螺杆挡板604、螺杆轨道607、螺杆截止气缸603和推杆气缸602。螺杆轨道607与出料滑道连接,并呈直角设置。螺杆轨道607的两侧安装有两个平行的螺杆挡板604,中间留有间距,在螺杆轨道607的末端还设有螺杆限位挡板605,用于阻挡螺杆推出,形成螺杆的取料位。螺杆挡板604的表面还设有两个弹性挡块606,防止机械手7取料的时候与挡板直接碰撞,起到缓冲作用。在螺杆轨道607的前端开口,并通过气缸安装板608转接有螺杆截止气缸603和推杆气缸602。其中,螺杆截止气缸603的活动端安装有挡块或挡板,用于拦截螺杆;推杆气缸602用于推动螺杆沿轨道运动。螺杆上料总成主要功能是振动盘将螺杆阵列输送到位后,螺杆截止气缸603前位阻止螺杆向前移动,推杆气缸602前位将螺杆沿轨道推至取料位等待机械手7取料;机械手7取螺杆时,首先移动到弹性挡块606上方,然后下移将弹性挡块606下压取螺杆,完成后机械手7上移,弹性挡块606弹回。
如图7所示,机械手7的末端设有两个夹持机构,分别对应螺杆和碳刷,且活动范围包括两个取料位和焊接位;优选的,本实施例中机械手7采用常见的,成本较低的摆臂式工业机械臂701,末端有电驱的转轴,转轴下部固定安装有安装板702,并在两端分别设有第二夹持机构和第三夹持机构。如图所示,安装板702的左侧固定安装螺杆夹爪气缸703,对应的螺杆夹指704用于夹持螺杆901;安装板702的右侧通过第二带座轴承705转动连接碳刷夹爪气缸709,对应的碳刷夹指710用于夹持碳刷902。安装板702的右侧安装有第二齿条气缸706,活塞杆上的齿条与第二齿轮707啮合,第二齿轮707通过旋转轴708与碳刷夹爪气缸709同轴连接。机械手7主要作用是活动至取料位对应夹取螺杆和碳刷,并转移至焊机8进行焊接。
如图8所示,焊机8上设有焊接位,并安装有焊极;优选的,焊机8主要由焊机支架801、下压气缸802、上焊极安装座803、上焊极铜棒804、上焊极805、下焊极806、出料盒807、固定座808、下焊极铜棒809、顶出气缸安装座810、顶出气缸811、第一下电极安装座813、第二下电极安装座812、下电极绝缘板814等组成。其中,下压气缸802安装在焊机支架801上,上焊极安装座803与下压气缸802的活塞杆连接,上焊极铜棒804安装在上焊极安装座803上,上焊极805锁紧在上焊极铜棒804上。下电极绝缘板814固定在焊机支架801上,第一下电极安装座813与下电极绝缘板814连接;第二下电极安装座812与固定座将下焊极铜棒809锁固定,下焊极铜棒809上端安装下焊极806,下端装有顶出气缸安装座810,顶出气缸811固定在顶出气缸安装座810上,出料盒807安装在下焊极806的下端,并且保持倾斜设置,用于下料。焊机8主要功能是机械手7将螺杆与碳刷放置到位后,下压气缸802下压,到位后进行焊接,焊接完成后顶出气缸811上位,将焊接完成后的螺杆顶出到出料盒807。
焊接后成品如图9所示,碳刷902的刷辫穿过胶管903,末端与螺杆901的顶面焊接固定。
在本发明的描述中,需要理解的是,术语“左”、“右”、“上”、“下”、“顶”、“底”、“前”、“后”、“内”、“外”、“背”、“中间”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具备特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
惟以上所述者,仅为本发明的具体实施例而已,当不能以此限定本发明实施的范围,故其等同组件的置换,或依本发明专利保护范围所作的等同变化与修改,皆应仍属本发明权利要求书涵盖之范畴。
Claims (10)
1.一种自动螺杆碳刷焊接装置,其特征在于,用于焊接螺杆和碳刷刷辫;包括工作台,所述工作台上设有碳刷上料总成、螺杆上料总成和机械手;所述工作台的侧向还设有焊机;
所述碳刷上料总成沿碳刷输送路线依次设有直线输送机构、检测轨道;所述检测轨道的两侧分别设有刷辫整形机构和移动滑台;所述检测轨道上设有检测电极和位置传感器;所述移动滑台为二维移动平台,且活动端安装有至少一个叉状结构;所述刷辫整形机构主体为升降机构,活动端安装有回转机构,所述回转机构的活动端设有第一夹持机构;
所述螺杆上料总成沿螺杆输送路线依次设有上料机构和止推机构;
所述检测轨道的末端和所述止推机构的一侧均设有取料位;所述焊机上设有焊接位,并安装有焊极;所述机械手的末端设有至少一个夹持机构,且活动范围包括两个所述取料位和所述焊接位。
2.根据权利要求1所述的一种自动螺杆碳刷焊接装置,其特征在于,所述直线输送机构的主体为倾斜设置的轨道,下部安装有至少一个振动器;所述振动器的安装板通过边角处设置的丝杠立式放置于所述工作台上。
3.根据权利要求1所述的一种自动螺杆碳刷焊接装置,其特征在于,所述检测轨道俯视呈L型结构,短边的进料口与所述直线输送机构的出料口连接;所述短边的侧向安装有加捻转轮,端部加装有截止机构。
4.根据权利要求3所述的一种自动螺杆碳刷焊接装置,其特征在于,所述检测轨道的长边上均布有多个刷位,且至少一个刷位的侧向还设有所述检测电极;所述长边的末端设为所述取料位,并在侧向安装有激光位置传感器。
5.根据权利要求4所述的一种自动螺杆碳刷焊接装置,其特征在于,所述移动滑台的活动端极限位置处设有限位挡板,并安装有限位结构和缓冲器;所述移动滑台的活动端上对应所述刷位的位置均设有一个拨叉。
6.根据权利要求4所述的一种自动螺杆碳刷焊接装置,其特征在于,所述刷位的侧向还设有所述刷辫整形机构;所述升降机构主体为升降气缸,通过转接件固定于所述刷辫整形机构的安装座上,且所述升降气缸的活塞杆的末端安装有所述回转机构;所述回转机构包括齿条气缸、齿条、齿条导向座和齿轮;所述齿条导向座为水平开口的方型槽,内部嵌入式滑动连接所述齿条,所述齿条导向座的顶面与所述活塞杆固定连接;所述齿条导向座的侧向安装有所述齿条气缸,所述齿条气缸的活动端与所述齿条固定连接,用于驱动所述齿条沿所述齿条导向座滑动;所述齿条导向座的前侧还设有凸缘,并转动连接所述齿轮,所述齿轮与所述第一夹持机构同轴连接,并与所述齿条啮合;所述齿条导向座与所述刷辫整形机构的安装座之间通过滑轨和滑块活动连接。
7.根据权利要求6所述的一种自动螺杆碳刷焊接装置,其特征在于,所述第一夹持机构为垂直设置的夹爪气缸。
8.根据权利要求1所述的一种自动螺杆碳刷焊接装置,其特征在于,所述上料机构为振动盘上料机,出料滑道的端部安装有所述止推机构;所述止推机构包括螺杆挡板、螺杆轨道、截止气缸和推杆气缸;所述螺杆轨道与所述出料滑道连接,并呈直角设置;所述螺杆轨道的两侧安装有所述螺杆挡板,末端还设有螺杆限位挡板;所述螺杆轨道的前端开口安装有所述截止气缸、推杆气缸;所述截止气缸的活动端安装有挡块或挡板;所述螺杆轨道的上端面设有至少一个弹性挡块。
9.根据权利要求1所述的一种自动螺杆碳刷焊接装置,其特征在于,所述机械手的活动端转动连接有安装板,所述安装板的两端分别设有第二夹持机构和第三夹持机构,且主体均为夹爪气缸;所述机械手至少一个夹持机构与所述安装板转动连接,并在转轴处设有齿轮齿条回转机构。
10.根据权利要求1所述的一种自动螺杆碳刷焊接装置,其特征在于,所述焊机的上焊极与焊机主体之间设有升降机构;所述焊机的下焊极处倾斜设置有出料滑道;所述下焊极处还设有顶出机构。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211342193.XA CN115609127A (zh) | 2022-10-31 | 2022-10-31 | 一种自动螺杆碳刷焊接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211342193.XA CN115609127A (zh) | 2022-10-31 | 2022-10-31 | 一种自动螺杆碳刷焊接装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115609127A true CN115609127A (zh) | 2023-01-17 |
Family
ID=84875894
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211342193.XA Pending CN115609127A (zh) | 2022-10-31 | 2022-10-31 | 一种自动螺杆碳刷焊接装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115609127A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116174878A (zh) * | 2023-03-09 | 2023-05-30 | 上海西门子线路保护系统有限公司 | 控制器及自动机 |
| CN116275435A (zh) * | 2023-03-09 | 2023-06-23 | 上海西门子线路保护系统有限公司 | 自动机 |
-
2022
- 2022-10-31 CN CN202211342193.XA patent/CN115609127A/zh active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116174878A (zh) * | 2023-03-09 | 2023-05-30 | 上海西门子线路保护系统有限公司 | 控制器及自动机 |
| CN116275435A (zh) * | 2023-03-09 | 2023-06-23 | 上海西门子线路保护系统有限公司 | 自动机 |
| CN116275435B (zh) * | 2023-03-09 | 2023-10-03 | 上海西门子线路保护系统有限公司 | 自动化焊接生产设备 |
| CN116174878B (zh) * | 2023-03-09 | 2023-11-28 | 上海西门子线路保护系统有限公司 | 焊接控制方法及焊接自动机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115609127A (zh) | 一种自动螺杆碳刷焊接装置 | |
| CN108098196B (zh) | 一种断路器机器人装配焊接自动生产线 | |
| CN109454323B (zh) | 自动组装线多工位超声焊接装置 | |
| CN209773695U (zh) | 一种用于钢瓶的环缝焊接设备 | |
| CN106271049B (zh) | 一种齿轮轴自动焊接装置 | |
| CN108808100A (zh) | 锂电池极耳焊接机 | |
| CN210548994U (zh) | 一种全自动高效焊接机 | |
| CN108465967B (zh) | 一种用于角钢栅格板加工的高效生产线及其工作方法 | |
| CN111055117A (zh) | 钻夹头半自动组装机 | |
| CN217433735U (zh) | 汽车球笼切割用圆切机 | |
| CN116586810B (zh) | 一种道岔垫板自动焊接设备 | |
| CN108971734B (zh) | 一种上下料装置及生产线 | |
| US4407630A (en) | Work feed method in a press | |
| CN213971270U (zh) | 一种桁架机械手的手爪组件 | |
| CN204771055U (zh) | 一种仓储支角焊接机 | |
| CN215091535U (zh) | 一种机器人自动焊接工位 | |
| CN215646556U (zh) | 一种定子组装生产线 | |
| CN112959048B (zh) | 牙箱盖锁螺丝设备及其操作方法 | |
| CN210848758U (zh) | 汽车起动机定子辅极自动焊接生产线 | |
| CN209668035U (zh) | 一种电瓶电源接口焊接设备的密封圈送料机构 | |
| CN108747005B (zh) | 锂电池极耳的焊接方法 | |
| CN221047623U (zh) | 层架侧栏焊接机 | |
| CN222020933U (zh) | 一种多轴联动焊接装置 | |
| CN222243289U (zh) | 一种独立翻转双工位自动焊接机 | |
| CN219725511U (zh) | 一种龙门加工中心产品偏移检测用激光定位装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |