CN115417172A - Full tray product upset packing mechanism - Google Patents
Full tray product upset packing mechanism Download PDFInfo
- Publication number
- CN115417172A CN115417172A CN202211205987.1A CN202211205987A CN115417172A CN 115417172 A CN115417172 A CN 115417172A CN 202211205987 A CN202211205987 A CN 202211205987A CN 115417172 A CN115417172 A CN 115417172A
- Authority
- CN
- China
- Prior art keywords
- tray
- plate
- product
- positive
- positioning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000007246 mechanism Effects 0.000 title claims abstract description 33
- 238000012856 packing Methods 0.000 title description 6
- 230000007306 turnover Effects 0.000 claims abstract description 23
- 239000007787 solid Substances 0.000 claims description 9
- 238000003825 pressing Methods 0.000 claims description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 6
- 230000000712 assembly Effects 0.000 claims description 3
- 238000000429 assembly Methods 0.000 claims description 3
- 229910052742 iron Inorganic materials 0.000 claims description 3
- 238000000926 separation method Methods 0.000 claims description 2
- 238000004806 packaging method and process Methods 0.000 claims 8
- 238000010521 absorption reaction Methods 0.000 claims 1
- 230000005389 magnetism Effects 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 8
- 230000000149 penetrating effect Effects 0.000 abstract description 2
- 230000000087 stabilizing effect Effects 0.000 abstract description 2
- 230000009471 action Effects 0.000 description 11
- 238000010586 diagram Methods 0.000 description 8
- 238000000034 method Methods 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 238000009434 installation Methods 0.000 description 4
- 238000013461 design Methods 0.000 description 2
- 238000001179 sorption measurement Methods 0.000 description 2
- 230000001174 ascending effect Effects 0.000 description 1
- 238000010923 batch production Methods 0.000 description 1
- 230000002146 bilateral effect Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 210000003734 kidney Anatomy 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G65/00—Loading or unloading
- B65G65/23—Devices for tilting and emptying of containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/92—Devices for picking-up and depositing articles or materials incorporating electrostatic or magnetic grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G65/00—Loading or unloading
- B65G65/30—Methods or devices for filling or emptying bunkers, hoppers, tanks, or like containers, of interest apart from their use in particular chemical or physical processes or their application in particular machines, e.g. not covered by a single other subclass
- B65G65/32—Filling devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0235—Containers
- B65G2201/0258—Trays, totes or bins
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Specific Conveyance Elements (AREA)
Abstract
The invention discloses a full tray product overturning and actually installing mechanism, which comprises: a carrying part for holding and carrying the front tray and the reverse tray; the turnover component comprises a positioning plate which is positioned above the supporting plate and can be horizontally turned over, wherein two ends of the positioning plate are provided with a pair clamping block for fixing the positive tray and the negative tray, and the positioning plate is provided with positioning pins extending into the first positioning holes and used for enabling the product to accurately fall onto the negative tray from the turned positive tray; and the tray taking part comprises a tray taking plate which is positioned above the positioning plate and can move up and down, a suction rod for sucking the positive tray is arranged on the tray taking plate in a penetrating manner, and a rejecting pin which stretches into each second positioning hole and supports against the product is arranged on the tray taking plate and is used for stabilizing the position of the product when the positive tray is taken. Above-mentioned full tray product upset real dress mechanism can realize that whole upset real dress moves high automation, high accuracy goes on, has improved production efficiency.
Description
Technical Field
The invention relates to the technical field of automation equipment, in particular to a full-tray product overturning and actually-installing mechanism.
Background
Along with the progress of science and technology, the intelligent equipment slowly replaces manual labor, and from manual operation to automated production, the quality requirement of product is higher and higher, and the degree of automation requirement of production facility is also higher and higher.
As shown in fig. 21, some types of parts 600 are arranged on the front tray 400 in order, and are turned over according to production requirements and then placed in the reverse tray 500 of fig. 22, and the front tray 400 and the reverse tray 500 are reserved with conformal grooves to limit the positions of the parts.
Aiming at the situation, at present, each part is manually turned over and is placed in the shape-following grooves one by one, because the fault-tolerant clearance of the shape-following grooves to the part is small, accurate positioning is needed in the placement process, manual discharge operation is long in time consumption and easy to fatigue, and particularly during batch production, the labor cost is high, but the production efficiency is low.
Disclosure of Invention
Based on the above problems, the present invention aims to provide a full-tray product turnover and loading mechanism, which can realize the integral turnover and loading of full-tray parts into another tray, is accurate, stable and efficient, and meets the requirement of automatic production.
In order to achieve the purpose, the invention adopts the following technical scheme:
a full tray product upset real installation mechanism, it includes:
the carrying component comprises a supporting plate capable of moving back and forth and up and down and is used for containing and carrying a positive tray and a negative tray, a plurality of products are arranged in the positive tray, the negative tray is reversely buckled on the positive tray, a plurality of first positioning holes and a plurality of second positioning holes are respectively formed in the positive tray and the negative tray, the first positioning holes are positioned at the outer side of the edge of each product, and the second positioning holes are covered or partially shielded by each product;
the turnover component comprises a positioning plate which is positioned above the supporting plate and can be horizontally turned over, wherein two ends of the positioning plate are provided with a pair clamping block for fixing the positive tray and the negative tray, and the positioning plate is provided with positioning pins extending into the first positioning holes and used for enabling the product to accurately fall onto the negative tray from the turned positive tray;
and the tray taking part comprises a tray taking plate which is positioned above the positioning plate and can move up and down, a suction rod for sucking the positive tray is arranged on the tray taking plate in a penetrating manner, and a rejecting pin which stretches into each second positioning hole and supports against the product is arranged on the tray taking plate and is used for stabilizing the position of the product when the positive tray is taken.
Particularly, the carrying component further comprises a base, a first linear module and a first guide rail are arranged on the base in the front-back direction, a carrying plate is arranged on a sliding table of the first linear module, the carrying plate is erected on the first guide rail through a sliding block, a jacking driving cylinder is arranged on the carrying plate, a lifting plate is arranged on an output rod of the jacking driving cylinder, and two supporting plates are oppositely fixed on the lifting plate through vertical plates.
In particular, a plurality of guide rods are erected on the carrying plate, and the guide rods penetrate through the lifting plate to enable the lifting plate to move along the guide rods.
Particularly, the tray taking component further comprises a door type support fixed on the base, the carrying plate penetrates through the door type support, a second linear module and a second guide rail are arranged on a cross beam of the door type support in the vertical direction, a lifting seat is arranged on a sliding table of the second linear module and is erected on the second guide rail through a sliding block, and the tray taking plate is installed on the lifting seat.
Particularly, a downward pressing driving cylinder is arranged on the lifting seat, a movable plate is arranged on an output rod of the downward pressing driving cylinder, and a plurality of suction rods are arranged on the movable plate, so that the suction rods can extend out or retract relative to the disc taking plate.
In particular, the positive tray is magnetic, and the suction rod is iron, so that the suction is performed by a magnetic adsorption manner.
Particularly, the cross section of the clamping block is E-shaped, namely two caulking grooves for embedding the positive tray and the negative tray are formed, and a separation edge is arranged between the two caulking grooves, so that a stable gap is reserved between the positive tray and the negative tray.
Particularly, the clamping blocks are provided with supporting plates, the positioning plate is connected with the supporting plates at two ends through waist-shaped holes, so that the two clamping blocks and the positioning plate are turned over together, and the distance between the two clamping blocks is adjustable.
Particularly, the upset part still includes bilateral symmetry's two drive assembly, drive assembly includes and sets up third straight line module and third guide rail on portal jib's perpendicular roof beam according to the upper and lower direction, be provided with vertical slide on the slip table of third straight line module, vertical slide erects on the third guide rail through the slider simultaneously, be provided with the tight actuating cylinder of clamp and the fourth guide rail of direction arrangement about on the vertical slide, be provided with the pinch-off blades on the output pole of the tight actuating cylinder of clamp, the pinch-off blades erects on the fourth guide rail through the slider simultaneously, be provided with the rotation support seat on the pinch-off blades, be provided with the pivot by motor drive on the rotation support seat, the pivot links firmly with the clamp splice, thereby the drive is rotatory to the clamp splice.
Particularly, a stop dog used for limiting the left and right strokes of the clamping plate is arranged on the vertical sliding plate, the stroke of the clamping plate is set to be consistent with the length of the waist-shaped hole, the clamping plate only stays at the left and right stroke limit positions, and the clamping plate is loosened and clamped correspondingly to the clamping block, so that the positioning plate is kept at the middle position.
In conclusion, the full-tray product overturning and solid-mounting mechanism has the advantages that:
(1) By utilizing the guiding effect of the positioning pins, when the whole body is turned by 180 degrees, the product can accurately fall into the reverse tray from the upper positive tray, and the phenomena of falling, deviation and the like are avoided, so that the accuracy of turning and mounting is ensured;
(2) When the upper front tray is taken, a plurality of rejecting pins are utilized to respectively act on products through positioning holes on the trays, so that the phenomena of carrying-out, carrying-off and carrying-deviation of the products on the front tray are avoided, and the accuracy of the positions of the products on the reverse tray is further ensured;
(3) The E-shaped paired clamping blocks are used for fixing the positive tray and the negative tray, so that a certain gap is always reserved between the two trays, and products cannot be crushed or damaged by insertion;
(4) The accurate movement and positioning of the whole set of servo system ensure the stable, accurate and efficient action of the whole overturning and installing mechanism, and further improve the production efficiency.
Drawings
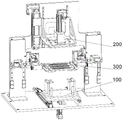
Fig. 1 is a schematic structural diagram of a full-tray product turnover and packing mechanism provided by an embodiment of the invention;
fig. 2 is a schematic view of a handling member in a full pallet product turnover and packing mechanism provided by an embodiment of the invention;
FIG. 3 is a schematic diagram of a tray component of a full tray product turnover filling mechanism provided by an embodiment of the present invention;
FIG. 4 is a schematic view of the turning member of the full-pallet product turning and loading mechanism provided by the embodiment of the present invention;
fig. 5 is a first schematic action diagram of a full-tray product turnover and packing mechanism according to an embodiment of the present invention;
fig. 6 is a second schematic action diagram of the full-tray product turnover and packing mechanism according to the embodiment of the present invention;
FIG. 7 isbase:Sub>A cross-sectional view taken at A-A of FIG. 6;
FIG. 8 is an enlarged view at B in FIG. 6;
FIG. 9 is an enlarged view at C of FIG. 7;
fig. 10 is a third schematic diagram illustrating the operation of the full-tray product turnover loading mechanism according to the embodiment of the present invention;
FIG. 11 is an enlarged view at D of FIG. 10;
fig. 12 is a schematic diagram illustrating the operation of the full-tray product turnover loading mechanism according to the embodiment of the present invention;
fig. 13 is a fifth schematic view of the full-tray product turnover and loading mechanism according to the embodiment of the present invention;
FIG. 14 is a cross-sectional view taken at E-E of FIG. 13;
FIG. 15 is an enlarged view at F of FIG. 14;
fig. 16 is a sixth schematic view of the full-pallet product turnover loading mechanism according to the embodiment of the present invention;
FIG. 17 is a sectional view taken at G-G of FIG. 16;
FIG. 18 is an enlarged view at H of FIG. 16;
FIG. 19 is an enlarged view at I of FIG. 17;
fig. 20 is a seventh schematic action diagram of the full-tray product turnover solid loading mechanism according to the embodiment of the present invention;
FIG. 21 is a schematic illustration of a positive tray holding products provided by an embodiment of the present invention;
fig. 22 is a schematic structural diagram of a counter tray provided in an embodiment of the present invention.
Detailed Description
Reference will now be made in detail to the embodiments of the present invention, examples of which are illustrated in the accompanying drawings, wherein like or similar reference numerals refer to the same or similar parts throughout or parts having the same or similar functions. The embodiments described below with reference to the drawings are illustrative and intended to be illustrative of the invention and are not to be construed as limiting the invention.
In the description of the present invention, unless otherwise specifically stated or limited, the terms "connected," "connected," and "fixed" are to be construed broadly and may include, for example, fixed or detachable connections, mechanical or electrical connections, direct or indirect connections via intermediate media, communication between two elements, or the interaction between two elements. The specific meanings of the above terms in the present invention can be understood according to specific situations by those of ordinary skill in the art.
In the description of the present invention, unless otherwise expressly specified or limited, the first feature "on" or "under" the second feature may include the first feature and the second feature being in direct contact, or may include the first feature and the second feature being in contact not directly but with another feature therebetween. Also, the first feature "on," "above" and "over" the second feature may include the first feature being directly above and obliquely above the second feature, or simply indicating that the first feature is at a higher level than the second feature. A first feature being "under," "below," and "beneath" a second feature includes the first feature being directly under and obliquely below the second feature, or simply meaning that the first feature is at a lesser elevation than the second feature.
The technical scheme of the invention is further explained by the specific implementation mode in combination with the attached drawings.
This preferred embodiment provides a full tray product upset real installation mechanism, to positive tray 400 and anti-tray 500 of fig. 21 and fig. 22, before the upset, it has a plurality of products 600 to discharge in the positive tray 400, anti-tray 500 back-off is on positive tray 400, and seted up a plurality of first locating holes 401 (all have on positive tray and the anti-tray) and second locating hole 402 (mainly will have on the positive tray) respectively on positive tray 400 and the anti-tray 500, first locating hole 401 is located the border outside of every product 600, second locating hole 402 is covered or partially sheltered from by every product 600.
As shown in fig. 1, the full-tray product 600 turning and filling mechanism includes a carrying member 100, a tray taking member 200, and a turning member 300.
Referring to fig. 2 in detail, the carrying component 100 includes a base 101, a first linear module 102 and a first guide rail 103 are arranged on the base 101 in a front-back direction, a carrying plate 104 is arranged on a sliding table of the first linear module 102, the carrying plate 104 is erected on the first guide rail 103 through a slider, a jacking driving cylinder 105 is arranged on the carrying plate 104, a lifting plate 106 is arranged on an output rod of the jacking driving cylinder 105, and two supporting plates 107 are fixed on the lifting plate 106 through a vertical plate, so that the two supporting plates 107 form a supporting table capable of moving back and forth and up and down, and are used for containing and carrying the front tray 400 and the products 600 and the reverse tray 500 thereon.
Further, a plurality of guide rods 108 are erected on the carrying plate 104, and the guide rods 108 penetrate through the lifting plate 106, so that the lifting plate 106 moves along the guide rods 108, thereby ensuring the action accuracy of the lifting plate 106.
The combination of servo movements in both directions allows the entire carrier member 100 to precisely perform the process actions of extending the top to pick up the product 600, retracting and lowering to wait.
In detail, as shown in fig. 3, the tray taking component 200 includes a door type support 201 fixed on the base 101, the carrying plate 104 passes through the door type support 201, a second linear module 202 and a second guide rail 203 are arranged on a cross beam of the door type support 201 in an up-down direction, a lifting seat 204 is arranged on a sliding table of the second linear module 202, the lifting seat 204 is arranged on the second guide rail 203 through a slider, a tray taking plate 205 is arranged on the lifting seat 204, so that the tray taking plate 205 can move up and down, a downward pressing driving cylinder 206 is arranged on the lifting seat 204, a movable plate 207 is arranged on an output rod of the downward pressing driving cylinder 206, a plurality of suction rods 208 are mounted on the movable plate 207, and each suction rod 208 passes through the tray taking plate 205, so that the suction rod 208 can extend or retract relative to the tray taking plate 205, and is used for taking out the turned tray 400.
Furthermore, the tray taking plate 205 is provided with a rejecting pin 209 extending into each second positioning hole 402 and abutting against the product 600, so as to stabilize the position of the product 600 when the tray 400 is taken out, and prevent a part of the product 600 from being taken out, away and deviated by the tray 400.
The suction rod 208 can move along with the tray taking plate 205 and the removing pin 209, and can move up and down independently, and the two movements are combined in the same direction, so that the whole part can accurately finish the process action of sucking the positive tray 400 while pressing the product 600.
Considering that the positive tray 400 is magnetic in itself, the suction rod 208 is preferably iron so that the positive tray 400 can be sucked simply by a magnetic adsorption without affecting the negative tray 500.
In detail, as shown in fig. 4, the turning member 300 includes two driving assemblies which are bilaterally symmetric, the driving assemblies include a third linear module 301 and a third guide rail 302 which are arranged on a vertical beam of the door type bracket 201 in the vertical direction, a vertical sliding plate 303 is arranged on a sliding table of the third linear module 301, the vertical sliding plate 303 is arranged on the third guide rail 302 through a sliding block, a clamping driving cylinder 305 and a fourth guide rail 306 which are arranged in the horizontal direction are arranged on the vertical sliding plate 303, a clamping plate 307 is arranged on an output rod of the clamping driving cylinder 305, the clamping plate 307 is arranged on the fourth guide rail 306 through a sliding block, a rotary supporting seat 308 is arranged on the clamping plate 307, a rotating shaft 310 driven by a motor 309 is arranged on the rotary supporting seat 308, a pair clamping block 311 is arranged on the rotating shaft 310, so as to drive the pair clamping block 311 to rotate, and the distance between the two pair clamping blocks 311 is adjustable, so as to clamp and fix the positive tray 400 and the negative tray 500.
The movement combination of the three directions enables the whole turnover part 300 to accurately complete complex process actions such as ascending and descending positioning, gap clamping, rotation angle and the like.
The cross section of the clamp block 311 is E-shaped, that is, two grooves 3111 for inserting the front tray 400 and the back tray 500 are formed, and a partition edge 3112 is disposed between the two grooves 3111, so that a stable gap is left between the front tray 400 and the back tray 500, and the gap does not cause the product 600 to fall off, and the product 600 is not crushed or damaged.
Further, be provided with layer board 312 on the clamp piece 311, layer board 312 at both ends connects locating plate 313 through waist shape hole 304 respectively to drive locating plate 313 and overturn together, and then drive positive tray 400, anti-tray 500 and between product 600 overturn together with locating plate 313, be provided with on the locating plate 313 and stretch into the locating pin 314 in each first locating hole 401, be used for making product 600 accurately drop to anti-tray 500 by the positive tray 400 of upset.
Specifically, the vertical sliding plate 303 is provided with a stopper 315 for limiting the left and right stroke of the clamping plate 307, and the stroke of the clamping plate 307 is set to be in accordance with the length of the kidney hole 304, and the clamping plate 307 only stays at the left and right stroke limits, corresponding to the releasing and clamping actions of the clamping block 311, so that the positioning plate 313 maintains the centered position.
The specific action process is as follows:
1) The carrying member 100 is connected to the front tray 400 filled with the products 600, and the front tray 400 is inverted with respect to the reverse tray 500, as shown in fig. 5;
2) The positioning pins 314 on the positioning plate 313 of the turning member 300 face downward, and the whole turning member 300 descends to a proper position, so that the positioning pins 314 are inserted into the first positioning holes 401 of the front tray 400 and the back tray 500 one by one, and at this time, the two trays are not fixed, as shown in fig. 6 to 9;
3) The two pairs of clamping blocks 311 of the turnover member 300 clamp the front pallet 400 and the reverse pallet 500 with a certain gap therebetween, as shown in fig. 10 and 11;
4) The turnover part 300 is integrally lifted to the right position, and simultaneously drives the positioning plate 313 and the two trays to be turned over by 180 degrees accurately, and all the products 600 are turned over by 180 degrees and fall into the counter tray 500 under the guide action of gravity and the positioning pins 314 in the process, as shown in fig. 12;
5) The whole disk taking part 200 descends to the right position, and the removing pins 209 on the disk taking plate 205 pass through the second positioning holes 402 of the positive tray 400 one by one and fall onto each product 600, as shown in fig. 13 to 15;
6) The whole tray taking part 200 is kept still, two trays are released from the clamping block 311, each suction rod 208 extends downwards for a certain distance to suck the positive tray 400, and the position is returned to take away the positive tray 400; as shown in fig. 16-19;
7) The turning unit 300 is lowered into position as a whole, the reverse trays 500 filled with the products 600 are dropped onto the carrying unit 100, the full reverse trays 500 on the carrying unit 100 are waiting for transfer and removal, and the positive trays 400 on the tray taking unit 200 are waiting for removal and binning, as shown in fig. 20.
To sum up, foretell full tray product upset real installation mechanism utilizes the high accuracy locating hole on the positive and negative tray, the locating pin that the design corresponds, the position of each product on the location tray, thereby behind two trays of upset, all products can accurately drop to another tray on, in addition still design the rejection round pin that corresponds, product position is stable when guaranteeing that the top tray is taken away, not taken up, the area is inclined to one side, on this basis, can realize that whole upset real installation moves high automation, the high accuracy goes on, and the production efficiency is improved.
The foregoing embodiments are merely illustrative of the principles and features of this invention, which is not limited to the above-described embodiments, but is capable of various modifications and changes without departing from the spirit and scope of the invention, which are intended to be within the scope of the appended claims. The scope of the invention is defined by the appended claims and equivalents thereof.
Claims (10)
1. A full tray product overturning and loading mechanism is characterized by comprising
The carrying component comprises a supporting plate capable of moving back and forth and up and down and is used for containing and carrying a positive tray and a negative tray, a plurality of products are arranged in the positive tray, the negative tray is reversely buckled on the positive tray, a plurality of first positioning holes and a plurality of second positioning holes are respectively formed in the positive tray and the negative tray, the first positioning holes are positioned on the outer side of the edge of each product, and the second positioning holes are covered or partially shielded by each product;
the turnover component comprises a positioning plate which is positioned above the supporting plate and can be horizontally turned, wherein two ends of the positioning plate are provided with a pair clamping block for fixing the positive tray and the negative tray, and the positioning plate is provided with positioning pins extending into the first positioning holes and used for enabling the product to accurately fall onto the negative tray from the turned positive tray;
get a dish part, including being located locating plate top and ability up-and-down motion get a dish board, get to wear to be equipped with the suction rod that is used for absorbing positive tray on the dish board, and get to be provided with on the dish board and stretch into each second locating hole and support the rejection round pin of product for stable product position when getting positive tray.
2. The full tray product flip solid packaging mechanism of claim 1, wherein: the carrying component further comprises a base, a first linear module and a first guide rail are arranged on the base in the front-back direction, a carrying plate is arranged on a sliding table of the first linear module, the carrying plate is erected on the first guide rail through a sliding block, a jacking driving cylinder is arranged on the carrying plate, a lifting plate is arranged on an output rod of the jacking driving cylinder, and the lifting plate is fixed on the lifting plate oppositely through a vertical plate.
3. The full tray product turnover and solid packaging mechanism of claim 2, characterized in that: a plurality of guide rods are vertically arranged on the carrying plate and penetrate through the lifting plate, so that the lifting plate moves along the guide rods.
4. The full tray product turnover and solid packaging mechanism of claim 2, characterized in that: get a set part still including being fixed in portal frame on the base, the transport board in the portal frame is walked in, be provided with the straight line module of second and the second guide rail that the direction was arranged from top to bottom on portal frame's the crossbeam, be provided with the lift seat on the slip table of the straight line module of second, simultaneously the lift seat erects in through the slider on the second guide rail, get a set board install in on the lift seat.
5. The full tray product flip solid packaging mechanism of claim 4, wherein: the lifting seat is provided with a downward pressing driving cylinder, a movable plate is arranged on an output rod of the downward pressing driving cylinder, and the suction rods are mounted on the movable plate, so that the suction rods can extend out or retract relative to the tray taking plate.
6. The full tray product turnover and solid packaging mechanism of claim 1, characterized in that: the positive tray has magnetism, the suction rod is iron to absorb through the magnetic absorption mode.
7. The full tray product turnover and solid packaging mechanism of claim 1, characterized in that: the cross section of the clamping blocks is E-shaped, namely two caulking grooves used for embedding the positive tray and the negative tray are formed, and a separation edge is arranged between the two caulking grooves, so that a stable gap is reserved between the positive tray and the negative tray.
8. The full-tray product overturning and solid-mounting mechanism of claim 4, characterized in that: the clamping blocks are provided with supporting plates, the positioning plate is connected with the supporting plates at two ends through waist-shaped holes, so that the two clamping blocks and the positioning plate are turned over together, and the distance between the two clamping blocks is adjustable.
9. The full tray product flip solid packaging mechanism of claim 8, characterized in that: the turnover part further comprises two driving assemblies which are bilaterally symmetrical, each driving assembly comprises a third linear module and a third guide rail which are arranged on a vertical beam of the portal support according to the up-down direction, a vertical sliding plate is arranged on a sliding table of the third linear module, the vertical sliding plate is arranged on the third guide rail through a sliding block, a clamping driving cylinder and a fourth guide rail which are arranged in the left-right direction are arranged on the vertical sliding plate, a clamping plate is arranged on an output rod of the clamping driving cylinder, the clamping plate is arranged on the fourth guide rail through a sliding block frame, a rotary supporting seat is arranged on the clamping plate, a rotating shaft driven by a motor is arranged on the rotary supporting seat, the rotating shaft is fixedly connected with the clamping block, and therefore the clamping block is driven to rotate.
10. The full tray product flip solid packaging mechanism of claim 9, characterized in that: the vertical sliding plate is provided with a stop block used for limiting the left and right strokes of the clamping plate, the stroke of the clamping plate is set to be consistent with the length of the waist-shaped hole, the clamping plate only stops at the left and right stroke limit positions, and the clamping plate is loosened and clamped correspondingly to the clamping block, so that the positioning plate keeps the centered position.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211205987.1A CN115417172B (en) | 2022-09-30 | 2022-09-30 | Full tray product overturning and mounting mechanism |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211205987.1A CN115417172B (en) | 2022-09-30 | 2022-09-30 | Full tray product overturning and mounting mechanism |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115417172A true CN115417172A (en) | 2022-12-02 |
| CN115417172B CN115417172B (en) | 2024-01-26 |
Family
ID=84206975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211205987.1A Active CN115417172B (en) | 2022-09-30 | 2022-09-30 | Full tray product overturning and mounting mechanism |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115417172B (en) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6071056A (en) * | 1998-11-13 | 2000-06-06 | International Business Machines Corporation | Shipping tray backside location |
| US20060070934A1 (en) * | 2004-09-17 | 2006-04-06 | Clearmedical, Inc. | Recovery of reprocessable medical devices in a sharps container |
| CN202094106U (en) * | 2011-06-01 | 2011-12-28 | 京隆科技(苏州)有限公司 | Overturn jig of epistar |
| JP2015016870A (en) * | 2013-07-09 | 2015-01-29 | 三甲株式会社 | Tray, and storage structure of workpiece using tray |
| CN108996255A (en) * | 2018-10-21 | 2018-12-14 | 王从卿 | A kind of high efficiency grain depot turns over storehouse machine |
| CN109987395A (en) * | 2018-01-02 | 2019-07-09 | 无锡沃格自动化科技股份有限公司 | Automatic charging device for mobile phone frame |
| CN111924520A (en) * | 2020-09-12 | 2020-11-13 | 深圳前海禾盈科技有限公司 | Material turnover device |
| CN112456086A (en) * | 2020-10-09 | 2021-03-09 | 中国电子科技集团公司第十三研究所 | Automatic turn-over and discharge method for bulk unordered electronic components |
| CN213522963U (en) * | 2020-10-19 | 2021-06-22 | 昆山联滔电子有限公司 | Workpiece overturning auxiliary device |
| CN214651919U (en) * | 2020-12-24 | 2021-11-09 | 皓星智能装备(东莞)有限公司 | Bidirectional material tray turnover mechanism |
| CN216359111U (en) * | 2021-11-03 | 2022-04-22 | 北华航天工业学院 | Turning device for neodymium iron boron surface spraying |
| CN216996427U (en) * | 2021-12-21 | 2022-07-19 | 东莞东聚电子电讯制品有限公司 | Turnover mechanism capable of operating on conveying line |
-
2022
- 2022-09-30 CN CN202211205987.1A patent/CN115417172B/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6071056A (en) * | 1998-11-13 | 2000-06-06 | International Business Machines Corporation | Shipping tray backside location |
| US20060070934A1 (en) * | 2004-09-17 | 2006-04-06 | Clearmedical, Inc. | Recovery of reprocessable medical devices in a sharps container |
| CN202094106U (en) * | 2011-06-01 | 2011-12-28 | 京隆科技(苏州)有限公司 | Overturn jig of epistar |
| JP2015016870A (en) * | 2013-07-09 | 2015-01-29 | 三甲株式会社 | Tray, and storage structure of workpiece using tray |
| CN109987395A (en) * | 2018-01-02 | 2019-07-09 | 无锡沃格自动化科技股份有限公司 | Automatic charging device for mobile phone frame |
| CN108996255A (en) * | 2018-10-21 | 2018-12-14 | 王从卿 | A kind of high efficiency grain depot turns over storehouse machine |
| CN111924520A (en) * | 2020-09-12 | 2020-11-13 | 深圳前海禾盈科技有限公司 | Material turnover device |
| CN112456086A (en) * | 2020-10-09 | 2021-03-09 | 中国电子科技集团公司第十三研究所 | Automatic turn-over and discharge method for bulk unordered electronic components |
| CN213522963U (en) * | 2020-10-19 | 2021-06-22 | 昆山联滔电子有限公司 | Workpiece overturning auxiliary device |
| CN214651919U (en) * | 2020-12-24 | 2021-11-09 | 皓星智能装备(东莞)有限公司 | Bidirectional material tray turnover mechanism |
| CN216359111U (en) * | 2021-11-03 | 2022-04-22 | 北华航天工业学院 | Turning device for neodymium iron boron surface spraying |
| CN216996427U (en) * | 2021-12-21 | 2022-07-19 | 东莞东聚电子电讯制品有限公司 | Turnover mechanism capable of operating on conveying line |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115417172B (en) | 2024-01-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106956163B (en) | Full-automatic feeding equipment | |
| CN215325680U (en) | Double-station feeding device | |
| CN105314139B (en) | Automatic hanging machine of pullers | |
| CN209023787U (en) | PCB plate putting machine | |
| CN213474673U (en) | Circulation unloading mechanism | |
| CN115417172A (en) | Full tray product upset packing mechanism | |
| CN206743688U (en) | A kind of head chip mounter of double track four | |
| CN211100245U (en) | Magnet transverse device with automatic feeding and discharging functions | |
| CN102566292B (en) | Switching structure and switching method for double workpiece tables | |
| CN217806966U (en) | Battery cell stepping carrying device | |
| CN210046839U (en) | Mould-splitting blank-taking device | |
| CN216818307U (en) | Automatic unloader of chip carrier | |
| CN214794850U (en) | Waste liquid suction mechanism | |
| CN214933984U (en) | Sucker feeding device | |
| CN213613554U (en) | Stamping device | |
| CN111573142B (en) | Automatic lens feeding machine | |
| CN110329766B (en) | Linear side-by-side double-side lifting automatic hanging machine | |
| CN211758136U (en) | Special-shaped metal plate receiving device | |
| CN210024170U (en) | Lifting type feeding device for welding machine | |
| CN206955201U (en) | A kind of plate is connected transition mechanism | |
| CN206953026U (en) | A kind of cantilever lengthens the sucker shifting mechanical arm of low lifting travel | |
| CN220466813U (en) | Product handling device | |
| CN211520932U (en) | Movable feeding device | |
| CN220412086U (en) | Feeding mechanism and conveying device | |
| CN210557776U (en) | Tray separating mechanism |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |