CN115193739A - 一种后筒自动化检测设备及其检测方法 - Google Patents
一种后筒自动化检测设备及其检测方法 Download PDFInfo
- Publication number
- CN115193739A CN115193739A CN202210866762.4A CN202210866762A CN115193739A CN 115193739 A CN115193739 A CN 115193739A CN 202210866762 A CN202210866762 A CN 202210866762A CN 115193739 A CN115193739 A CN 115193739A
- Authority
- CN
- China
- Prior art keywords
- detected
- station
- detection
- cylinder
- manipulator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000001514 detection method Methods 0.000 title claims abstract description 219
- 238000012546 transfer Methods 0.000 claims description 67
- 239000002699 waste material Substances 0.000 claims description 36
- 230000002950 deficient Effects 0.000 claims description 33
- 238000007599 discharging Methods 0.000 claims description 28
- 230000007246 mechanism Effects 0.000 claims description 22
- 238000000034 method Methods 0.000 claims description 17
- 230000008569 process Effects 0.000 claims description 17
- 238000013519 translation Methods 0.000 claims description 14
- 235000017166 Bambusa arundinacea Nutrition 0.000 claims description 9
- 235000017491 Bambusa tulda Nutrition 0.000 claims description 9
- 241001330002 Bambuseae Species 0.000 claims description 9
- 235000015334 Phyllostachys viridis Nutrition 0.000 claims description 9
- 239000011425 bamboo Substances 0.000 claims description 9
- 230000007306 turnover Effects 0.000 claims description 7
- 238000012360 testing method Methods 0.000 claims description 4
- 230000009471 action Effects 0.000 claims description 3
- 238000001179 sorption measurement Methods 0.000 claims description 3
- 238000011112 process operation Methods 0.000 claims 2
- 230000032258 transport Effects 0.000 abstract description 4
- 238000007689 inspection Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 3
- 230000002159 abnormal effect Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000004134 energy conservation Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012797 qualification Methods 0.000 description 1
- 238000010408 sweeping Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/02—Measures preceding sorting, e.g. arranging articles in a stream orientating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
- B07C5/342—Sorting according to other particular properties according to optical properties, e.g. colour
- B07C5/3422—Sorting according to other particular properties according to optical properties, e.g. colour using video scanning devices, e.g. TV-cameras
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/361—Processing or control devices therefor, e.g. escort memory
- B07C5/362—Separating or distributor mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/38—Collecting or arranging articles in groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C2501/00—Sorting according to a characteristic or feature of the articles or material to be sorted
- B07C2501/0063—Using robots
Landscapes
- Engineering & Computer Science (AREA)
- Multimedia (AREA)
- Specific Conveyance Elements (AREA)
Abstract
本发明公开一种后筒自动化检测设备及其检测方法,包括依次设置的:上料工位,多个待检测的后筒码垛于上料托盘上,并移动至所述上料工位中心位置等待依次检测;第一检测工位,单个待检测的后筒放置于第一检测工位上后经面阵相机拍摄并检测待检测后筒的上顶面以及线扫相机拍摄并检测待检测后筒的侧壁;翻转工位,将经过所述第一检测工位检测的待检测后筒翻转直至下底面朝上;第二检测工位,经翻转后的单个待检测的后筒放置于第二检测工位上后经3D相机拍摄并检测待检测后筒的下底面以及内腔;良品传送工位,经第一检测工位和第二检测工位检测均合格的后筒,由良品传送工位运输存储。
Description
技术领域
本发明涉及后筒自动化检测技术领域,特别涉及一种后筒自动化检测设备及其检测方法。
背景技术
后筒作为一个产量较大的注塑件,其需要在后续工序中与其他部件进行连接,所以其外观是否存在残缺或凸起就需要在连接前进行检验,否则与其他部件连接形成的整体将会成为残次品,大大影响成品的合格率。
对于后筒来说需要对其上顶面、外侧壁、下底面以及内腔进行检验,传统的检测设备只能对后筒其中一个部位进行检测,通过多台检测设备以及多道检测工序才能对后筒的外观进行完整的检测,从而导致检测时间较长,检测效率较低,同时检测成本也较高。
发明内容
本发明的目的在于提供一种后筒自动化检测设备及其检测方法,以解决现有的后筒通过多台检测设备以及多道检测工序才能对后筒的外观进行完整的检测,从而导致检测时间较长,检测效率较低,同时检测成本也较高的问题。
为解决上述技术问题,本发明提供了一种后筒自动化检测设备,包括依次设置的:
上料工位,多个待检测的后筒码垛于上料托盘上,并移动至所述上料工位中心位置等待依次检测;
第一检测工位,单个待检测的后筒放置于第一检测工位上后经面阵相机拍摄并检测待检测后筒的上顶面以及线扫相机拍摄并检测待检测后筒的侧壁;
翻转工位,将经过所述第一检测工位检测的待检测后筒翻转直至下底面朝上;
第二检测工位,经翻转后的单个待检测的后筒放置于第二检测工位上后经3D相机拍摄并检测待检测后筒的下底面以及内腔;
良品传送工位,经第一检测工位和第二检测工位检测均合格的后筒,由良品传送工位运输存储;
所述第一检测工位和所述第二检测工位均配备有不良品收集箱,用于收集存储经第一检测工位或所述第二检测工位检测出的不良品。
优选的,还包括横移机构,所述横移机构上设置有上料机械手、第一转移机械手、第二转移机械手和下料机械手;其中,
所述上料机械手能够将上料工位上的待检测后筒转运至所述第一检测工位;
所述第一转移机械手能够将第一检测工位上的待检测后筒转运至翻转工位;
所述第二转移机械手能够将翻转工位上的待检测后筒转运至第二检测工位;
所述下料机械手能够将第二检测工位上的待检测后筒转运至良品传送工位。
优选的,所述横移机构包括固定板、横移板和横移气缸,所述横移气缸带动所述横移板以及设置于所述横移板上沿检测工序运行方向依次间隔设置所述上料机械手、所述第一转移机械手、所述第二转移机械手和所述下料机械手沿检测工序运行方向往复移动。
优选的,所述横移机构的横移板上还设置有至少一组纵移气缸,通过所述纵移气缸带动所述上料机械手、所述第一转移机械手、所述第二转移机械手和所述下料机械手沿竖直方向同步升降。
优选的,所述上料机械手和所述第一转移机械手为负压吸附机械手,通过吸嘴吸附后筒的上顶面并带动其移动;所述第二转移机械手和所述下料机械手为夹爪夹取机械手,通过夹持后筒的侧壁并带动其移动。
优选的,所述上料工位配备有上料托盘,用于码垛待检测的后筒,且所述上料托盘底部垂直设置有两组平移气缸通过两组所述平移气缸带动所述上料托盘及放置于所述上料托盘上的后筒沿检测工序运行方向或检测工序运行的垂直方向运动。
优选的,所述第一检测工位配备有面阵相机、线扫相机和伺服旋转电机;
所述面阵相机固定安装于所述第一检测工位上方,从上至下拍摄并检测待检测后筒的上顶面;
所述固定安装于所述第一检测工位侧面,从侧面拍摄并检测待检测后筒的侧壁;
所述伺服旋转电机的旋转轴上安装有托架,当待检测后筒被放置于所述托架上时,所述伺服旋转电机会带动待检测后筒匀速转动,配合所述线扫相机对待检测后筒的整个侧壁进行检测。
优选的,所述第一检测工位还配备有第一踢废装置,所述第一踢废装置包括第一踢废气缸和第一踢废机械手,由所述第一踢废机械手抓取经所述面阵相机或所述线扫相机检测判定的不良品,并经所述第一踢废气缸将不良品踢除至与所述第一检测工位对应的所述不良品收集箱中。
优选的,所述翻转工位配备有翻转气缸,所述翻转气缸固定安装于所述翻转工位侧面,通过翻转机械手夹取待检测后筒后在所述翻转工位上进行翻转。
优选的,所述翻转工位还配备有顶升气缸,所述顶升气缸通过定位盘定位托举检测后筒,以便于所述翻转气缸的翻转。
优选的,所述第二检测工位配备有3D相机固定安装于所述第二检测工位上方,从上至下拍摄并检测待检测后筒的下底面以及内腔。
优选的,所述第二检测工位还配备有第二踢废装置,所述第二踢废装置包括第二踢废气缸和第二踢废机械手,由所述第二踢废机械手抓取经所述3D相机检测判定的不良品,并经所述第二踢废气缸将不良品踢除至与所述第二检测工位对应的所述不良品收集箱中。
优选的,所述第一检测工位和所述第二检测工位均配备有光电开关,用于检测工位上有无待检测的后筒。
本发明还提供了一种后筒自动化检测设备的检测方法,包括如下步骤:
步骤(a):首先将多个待检测的后筒均匀放置于上料托盘上,并在两组平移气缸的作用下水平移动上料托盘,使得第一排第一列的待检测后筒到达指定拾取位置;
步骤(b):接着横移机构带动上料机械手、第一转移机械手、第二转移机械手和下料机械手同时朝向上料工位的方向运动,直至上料机械手到达指定拾取位置的待检测后筒的正上方;
步骤(c):然后由所述纵移气缸带动上料机械手、第一转移机械手、第二转移机械手和下料机械手同时下降,直至上料机械手拾取第一排第一列的待检测后筒;
步骤(d):随后由纵移气缸带动上料机械手、第一转移机械手、第二转移机械手和下料机械手同时上升,同时横移机构带动上料机械手、第一转移机械手、第二转移机械手和下料机械手同时朝向良品传送工位方向运动,直至上料机械手到达第一检测工位的正上方;
步骤(e):随后纵移气缸带动上料机械手、第一转移机械手、第二转移机械手和下料机械手同时下降,直至将待检测后筒放置于第一检测工位上;
步骤(f):接着启动面阵相机对第一检测工位上的待检测后筒的上顶面进行拍摄检测;
步骤(g):然后启动线扫相机对第一检测工位上的待检测后筒的侧壁进行拍摄检测,在线扫相机拍摄的同时,伺服旋转电机带动待检测后筒匀速转动,从而对待检测后筒的整个侧壁进行检测;
步骤(h):当面阵相机和线扫相机检测均合格时,待检测后筒会进入翻转工位;当面阵相机或线扫相机任一检测不合格时,待检测后筒会被第一踢废装置踢除至与第一检测工位对应的不良品收集箱中;
步骤(i):在第一检测工位检测的同时两组平移气缸的带动上料托盘移动,使得第一排第二列的待检测后筒到达指定拾取位置;
步骤(j):由横移机构带动上料机械手、第一转移机械手、第二转移机械手和下料机械手同时朝向上料工位的方向运动,直至上料机械手到达指定拾取位置的待检测后筒的正上方;
步骤(k):由所述纵移气缸带动上料机械手、第一转移机械手、第二转移机械手和下料机械手同时下降,直至上料机械手拾取第一排第二列的待检测后筒,与此同时第一转移机械手拾取经第一检测工位检测合格的待检测后筒,重复步骤(d)和步骤(e)操作,将第一排第二列的待检测后筒移动至第一检测工位,此时经第一检测工位检测合格的待检测后筒被移动至翻转工位;
步骤(l):第一排第二列的待检测后筒在第一检测工位重复步骤(f)和步骤(g)进行检测,与此同时经第一检测工位检测合格的待检测后筒在翻转工位上经翻转气缸翻转至下底面朝上;
步骤(m):重复步骤(j)和步骤(k)操作,由上料机械手拾取第一排第三列的待检测后筒至第一检测工位、第一转移机械手拾取经第一检测工位检测合格的待检测后筒至翻转工位、第二转移机械手拾取翻转工位上的待检测后筒至第二检测工位;
步骤(n):在所述第二检测工位上的待检测后筒经3D相机拍摄并检测待检测后筒的下底面以及内腔;
步骤(o):当3D相机检测合格时,待检测后筒会进入良品传送工位;当3D相机检测不合格时,待检测后筒会被第二踢废装置踢除至与第二检测工位对应的不良品收集箱中;
步骤(p):重复上述操作依次对上料托盘中待检测的后筒进行检测。
与现有技术相比,本发明的有益效果是:
1.该后筒自动化检测设备能够对待检测的后筒的上顶面、完整侧壁、下底面和内腔依次进行检测,一套设备就能够解决所有的检测项目,在提高检测速度的同时,降低了检测成本;
2.使用该后筒自动化检测设备的检测方法能够对大批量的后筒产品进行检测,并且检测的过程各工位交错进行,每个工位在每道工序中均在检测产品,大大提高了检测效率。
附图说明
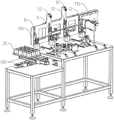
图1是本发明提供的一种后筒自动化检测设备第一视角的结构示意图;
图2是本发明提供的一种后筒自动化检测设备第二视角的结构示意图;
图3是本发明提供的一种后筒自动化检测设备的正视图;
图4是本发明提供的一种后筒自动化检测设备检测工位的结构示意图;
图5是本发明提供的一种后筒自动化检测设备检测工位的正视图;
图6是本发明提供的一种后筒自动化检测设备检测工位的俯视图。
图中:1、上料工位;2、第一检测工位;3、翻转工位;4、第二检测工位;5、良品传送工位;6、不良品收集箱;7、横移机构;8、上料机械手;9、第一转移机械手;10、第二转移机械手;11、下料机械手;12、纵移气缸;13、第一踢废装置;14、第二踢废装置;15、光电开关;101、上料托盘;102、平移气缸;201、面阵相机;202、线扫相机;203、伺服旋转电机;301、翻转气缸;302、顶升气缸;401、3D相机;701、固定板;702、横移板;703、横移气缸。
具体实施方式
以下结合附图和具体实施例对本发明作出的进一步详细说明。根据下面说明和权利要求书,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、 “底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
实施例一
本发明提供了一种后筒自动化检测设备,请参阅图1~3,包括依次设置的:
上料工位1,多个待检测的后筒码垛于上料托盘上,并移动至所述上料工位1中心位置等待依次检测;
第一检测工位2,单个待检测的后筒放置于第一检测工位2上后经面阵相机拍摄并检测待检测后筒的上顶面以及线扫相机拍摄并检测待检测后筒的侧壁;
翻转工位3,将经过所述第一检测工位2检测的待检测后筒翻转直至下底面朝上;
第二检测工位4,经翻转后的单个待检测的后筒放置于第二检测工位4上后经3D相机拍摄并检测待检测后筒的下底面以及内腔;
良品传送工位5,经第一检测工位2和第二检测工位4检测均合格的后筒,由良品传送工位5运输存储;
所述第一检测工位2和所述第二检测工位4均配备有不良品收集箱6,用于收集存储经第一检测工位2或所述第二检测工位4检测出的不良品。
具体的,请参阅图4~6,后筒自动化检测设备还包括横移机构7,所述横移机构7上设置有上料机械手8、第一转移机械手9、第二转移机械手10和下料机械手11;其中,
所述上料机械手8能够将上料工位1上的待检测后筒转运至所述第一检测工位2;
所述第一转移机械手9能够将第一检测工位2上的待检测后筒转运至翻转工位3;
所述第二转移机械手10能够将翻转工位3上的待检测后筒转运至第二检测工位4;
所述下料机械手11能够将第二检测工位4上的待检测后筒转运至良品传送工位5。
进一步的,所述横移机构7包括固定板701、横移板702和横移气缸703,所述横移气缸703带动所述横移板702以及设置于所述横移板702上沿检测工序运行方向依次间隔设置所述上料机械手8、所述第一转移机械手9、所述第二转移机械手10和所述下料机械手11沿检测工序运行方向往复移动。
进一步的,所述横移机构7的横移板702上还设置有至少一组纵移气缸12,通过所述纵移气缸12带动所述上料机械手8、所述第一转移机械手9、所述第二转移机械手10和所述下料机械手11沿竖直方向同步升降。
其中,所述上料机械手8和所述第一转移机械手9为负压吸附机械手,通过吸嘴吸附后筒的上顶面并带动其移动;所述第二转移机械手10和所述下料机械手11为夹爪夹取机械手,通过夹持后筒的侧壁并带动其移动。
具体的,所述上料工位1配备有上料托盘101,用于码垛待检测的后筒,且所述上料托盘101底部垂直设置有两组平移气缸102通过两组所述平移气缸102带动所述上料托盘101及放置于所述上料托盘101上的后筒沿检测工序运行方向或检测工序运行的垂直方向运动,通过平移使得上料机械手8每次都能够在相同位置依次拾取上料托盘101上的后筒,并将其送至第一检测工位2。
具体的,所述第一检测工位2配备有面阵相机201、线扫相机202和伺服旋转电机203;
所述面阵相机201固定安装于所述第一检测工位2上方,从上至下拍摄并检测待检测后筒的上顶面;
所述固定安装于所述第一检测工位2侧面,从侧面拍摄并检测待检测后筒的侧壁;
所述伺服旋转电机203的旋转轴上安装有托架,当待检测后筒被放置于所述托架上时,所述伺服旋转电机203会带动待检测后筒匀速转动,配合所述线扫相机202对待检测后筒的整个侧壁进行检测。
在一些实施例中,所述伺服旋转电机203的旋转轴沿轴向还有一定的窜动行程,使得一端大一端小的后筒能够适应所述线扫相机202对焦的要求。
在一些实施例中,所述第一检测工位2还配备有第一移位气缸,用于推动所述第一检测工位2沿水平面移动,从而使得待检测的产品的位置与面阵相机201或线扫相机202的拍摄位置相匹配。
具体的,所述第一检测工位2还配备有第一踢废装置13,所述第一踢废装置13包括第一踢废气缸和第一踢废机械手,由所述第一踢废机械手抓取经所述面阵相机201或所述线扫相机202检测判定的不良品,并经所述第一踢废气缸将不良品踢除至与所述第一检测工位2对应的所述不良品收集箱6中。
具体的,所述翻转工位3配备有翻转气缸301,所述翻转气缸301固定安装于所述翻转工位3侧面,通过翻转机械手夹取待检测后筒后在所述翻转工位3上进行翻转。
具体的,所述翻转工位3还配备有顶升气缸302,所述顶升气缸302通过定位盘定位托举检测后筒,以便于所述翻转气缸301的翻转。
具体的,所述第二检测工位4配备有3D相机401固定安装于所述第二检测工位4上方,从上至下拍摄并检测待检测后筒的下底面以及内腔。
在一些实施例中,所述第二检测工位4还配备有第二移位气缸,用于推动所述第二检测工位2沿水平面移动,从而使得待检测的产品的位置与3D相机401的拍摄位置相匹配。
进一步的,所述第二检测工位4还配备有第二踢废装置14,所述第二踢废装置14包括第二踢废气缸和第二踢废机械手,由所述第二踢废机械手抓取经所述3D相机401检测判定的不良品,并经所述第二踢废气缸将不良品踢除至与所述第二检测工位4对应的所述不良品收集箱6中。
具体的,所述第一检测工位2和所述第二检测工位4均配备有光电开关15,用于检测工位上有无待检测的后筒;当检测到工位上没有待检测的后筒时,该工位上配备的检测设备停止该次检测,从而实现节能的目的,且当光电开关15持续检测不到待检测的后筒就会判定为设备运行异常,并报警提醒操作人员进行检修。
该后筒自动化检测设备能够对待检测的后筒的上顶面、完整侧壁、下底面和内腔依次进行检测,一套设备就能够解决所有的检测项目,在提高检测速度的同时,降低了检测成本。
实施例二
本发明还提供了一种后筒自动化检测设备的检测方法,请参阅图1~6,包括如下步骤:
步骤(a):首先将多个待检测的后筒均匀放置于上料托盘101上,并在两组平移气缸102的作用下水平移动上料托盘101,使得第一排第一列的待检测后筒到达指定拾取位置;
步骤(b):接着横移机构7带动上料机械手8、第一转移机械手9、第二转移机械手10和下料机械手11同时朝向上料工位1的方向运动,直至上料机械手8到达指定拾取位置的待检测后筒的正上方;
步骤(c):然后由所述纵移气缸12带动上料机械手8、第一转移机械手9、第二转移机械手10和下料机械手11同时下降,直至上料机械手8拾取第一排第一列的待检测后筒;
步骤(d):随后由纵移气缸12带动上料机械手8、第一转移机械手9、第二转移机械手10和下料机械手11同时上升,同时横移机构7带动上料机械手8、第一转移机械手9、第二转移机械手10和下料机械手11同时朝向良品传送工位5方向运动,直至上料机械手8到达第一检测工位2的正上方;
步骤(e):随后纵移气缸12带动上料机械手8、第一转移机械手9、第二转移机械手10和下料机械手11同时下降,直至将待检测后筒放置于第一检测工位2上;
步骤(f):接着启动面阵相机201对第一检测工位2上的待检测后筒的上顶面进行拍摄检测;
步骤(g):然后启动线扫相机202对第一检测工位2上的待检测后筒的侧壁进行拍摄检测,在线扫相机202拍摄的同时,伺服旋转电机203带动待检测后筒匀速转动,从而对待检测后筒的整个侧壁进行检测;
步骤(h):当面阵相机201和线扫相机202检测均合格时,待检测后筒会进入翻转工位3;当面阵相机201或线扫相机202任一检测不合格时,待检测后筒会被第一踢废装置13踢除至与第一检测工位2对应的不良品收集箱6中;
步骤(i):在第一检测工位2检测的同时两组平移气缸102的带动上料托盘101移动,使得第一排第二列的待检测后筒到达指定拾取位置;
步骤(j):由横移机构7带动上料机械手8、第一转移机械手9、第二转移机械手10和下料机械手11同时朝向上料工位1的方向运动,直至上料机械手8到达指定拾取位置的待检测后筒的正上方;
步骤(k):由所述纵移气缸12带动上料机械手8、第一转移机械手9、第二转移机械手10和下料机械手11同时下降,直至上料机械手8拾取第一排第二列的待检测后筒,与此同时第一转移机械手9拾取经第一检测工位2检测合格的待检测后筒,重复步骤(d)和步骤(e)操作,将第一排第二列的待检测后筒移动至第一检测工位2,此时经第一检测工位2检测合格的待检测后筒被移动至翻转工位3;
步骤(l):第一排第二列的待检测后筒在第一检测工位2重复步骤(f)和步骤(g)进行检测,与此同时经第一检测工位2检测合格的待检测后筒在翻转工位3上经翻转气缸301翻转至下底面朝上;
步骤(m):重复步骤(j)和步骤(k)操作,由上料机械手8拾取第一排第三列的待检测后筒至第一检测工位2、第一转移机械手9拾取经第一检测工位2检测合格的待检测后筒至翻转工位3、第二转移机械手10拾取翻转工位3上的待检测后筒至第二检测工位4;
步骤(n):在所述第二检测工位4上的待检测后筒经3D相机401拍摄并检测待检测后筒的下底面以及内腔;
步骤(o):当3D相机401检测合格时,待检测后筒会进入良品传送工位5;当3D相机401检测不合格时,待检测后筒会被第二踢废装置14踢除至与第二检测工位4对应的不良品收集箱6中;
步骤(p):重复上述操作依次对上料托盘101中待检测的后筒进行检测。
使用该后筒自动化检测设备的检测方法能够对大批量的后筒产品进行检测,并且检测的过程各工位交错进行,每个工位在每道工序中均在检测产品,大大提高了检测侧效率。
上述描述仅是对本发明较佳实施例的描述,并非对本发明范围的任何限定,本发明领域的普通技术人员根据上述揭示内容做的任何变更、修饰,均属于权利要求书的保护范围。
Claims (10)
1.一种后筒自动化检测设备,其特征在于,包括依次设置的:
上料工位(1),多个待检测的后筒码垛于上料托盘上,并移动至所述上料工位(1)中心位置等待依次检测;
第一检测工位(2),单个待检测的后筒放置于第一检测工位(2)上后经面阵相机拍摄并检测待检测后筒的上顶面以及线扫相机拍摄并检测待检测后筒的侧壁;
翻转工位(3),将经过所述第一检测工位(2)检测的待检测后筒翻转直至下底面朝上;
第二检测工位(4),经翻转后的单个待检测的后筒放置于第二检测工位(4)上后经3D相机拍摄并检测待检测后筒的下底面以及内腔;
良品传送工位(5),经第一检测工位(2)和第二检测工位(4)检测均合格的后筒,由良品传送工位(5)运输存储;
所述第一检测工位(2)和所述第二检测工位(4)均配备有不良品收集箱(6),用于收集存储经第一检测工位(2)或所述第二检测工位(4)检测出的不良品。
2.如权利要求1所述的一种后筒自动化检测设备,其特征在于,还包括横移机构(7),所述横移机构(7)上设置有上料机械手(8)、第一转移机械手(9)、第二转移机械手(10)和下料机械手(11);其中,
所述上料机械手(8)能够将上料工位(1)上的待检测后筒转运至所述第一检测工位(2);
所述第一转移机械手(9)能够将第一检测工位(2)上的待检测后筒转运至翻转工位(3);
所述第二转移机械手(10)能够将翻转工位(3)上的待检测后筒转运至第二检测工位(4);
所述下料机械手(11)能够将第二检测工位(4)上的待检测后筒转运至良品传送工位(5)。
3.如权利要求2所述的一种后筒自动化检测设备,其特征在于,所述横移机构(7)包括固定板(701)、横移板(702)和横移气缸(703),所述横移气缸(703)带动所述横移板(702)以及设置于所述横移板(702)上沿检测工序运行方向依次间隔设置所述上料机械手(8)、所述第一转移机械手(9)、所述第二转移机械手(10)和所述下料机械手(11)沿检测工序运行方向往复移动。
4.如权利要求3所述的一种后筒自动化检测设备,其特征在于,所述横移机构(7)的横移板(702)上还设置有至少一组纵移气缸(12),通过所述纵移气缸(12)带动所述上料机械手(8)、所述第一转移机械手(9)、所述第二转移机械手(10)和所述下料机械手(11)沿竖直方向同步升降。
5.如权利要求2所述的一种后筒自动化检测设备,其特征在于,所述上料机械手(8)和所述第一转移机械手(9)为负压吸附机械手,通过吸嘴吸附后筒的上顶面并带动其移动;所述第二转移机械手(10)和所述下料机械手(11)为夹爪夹取机械手,通过夹持后筒的侧壁并带动其移动。
6.如权利要求1所述的一种后筒自动化检测设备,其特征在于,所述上料工位(1)配备有上料托盘(101),用于码垛待检测的后筒,且所述上料托盘(101)底部垂直设置有两组平移气缸(102)通过两组所述平移气缸(102)带动所述上料托盘(101)及放置于所述上料托盘(101)上的后筒沿检测工序运行方向或检测工序运行的垂直方向运动。
7.如权利要求1所述的一种后筒自动化检测设备,其特征在于,所述第一检测工位(2)配备有面阵相机(201)、线扫相机(202)和伺服旋转电机(203);
所述面阵相机(201)固定安装于所述第一检测工位(2)上方,从上至下拍摄并检测待检测后筒的上顶面;
所述固定安装于所述第一检测工位(2)侧面,从侧面拍摄并检测待检测后筒的侧壁;
所述伺服旋转电机(203)的旋转轴上安装有托架,当待检测后筒被放置于所述托架上时,所述伺服旋转电机(203)会带动待检测后筒匀速转动,配合所述线扫相机(202)对待检测后筒的整个侧壁进行检测。
8.如权利要求7所述的一种后筒自动化检测设备,其特征在于,所述第一检测工位(2)还配备有第一踢废装置(13),所述第一踢废装置(13)包括第一踢废气缸和第一踢废机械手,由所述第一踢废机械手抓取经所述面阵相机(201)或所述线扫相机(202)检测判定的不良品,并经所述第一踢废气缸将不良品踢除至与所述第一检测工位(2)对应的所述不良品收集箱(6)中;
所述第二检测工位(4)同样也配备有第二踢废装置(14),所述第二踢废装置(14)包括第二踢废气缸和第二踢废机械手,由所述第二踢废机械手抓取经3D相机检测判定的不良品,并经所述第二踢废气缸将不良品踢除至与所述第二检测工位(4)对应的所述不良品收集箱(6)中。
9.如权利要求1所述的一种后筒自动化检测设备,其特征在于,所述翻转工位(3)配备有翻转气缸(301),所述翻转气缸(301)固定安装于所述翻转工位(3)侧面,通过翻转机械手夹取待检测后筒后在所述翻转工位(3)上进行翻转;
所述翻转工位(3)还配备有顶升气缸(302),所述顶升气缸(302)通过定位盘定位托举检测后筒,以便于所述翻转气缸(301)的翻转。
10.一种权利要求1~9中任一项所述的后筒自动化检测设备的检测方法,其特征在于,包括如下步骤:
步骤(a):首先将多个待检测的后筒均匀放置于上料托盘(101)上,并在两组平移气缸(102)的作用下水平移动上料托盘(101),使得第一排第一列的待检测后筒到达指定拾取位置;
步骤(b):接着横移机构(7)带动上料机械手(8)、第一转移机械手(9)、第二转移机械手(10)和下料机械手(11)同时朝向上料工位(1)的方向运动,直至上料机械手(8)到达指定拾取位置的待检测后筒的正上方;
步骤(c):然后由所述纵移气缸(12)带动上料机械手(8)、第一转移机械手(9)、第二转移机械手(10)和下料机械手(11)同时下降,直至上料机械手(8)拾取第一排第一列的待检测后筒;
步骤(d):随后由纵移气缸(12)带动上料机械手(8)、第一转移机械手(9)、第二转移机械手(10)和下料机械手(11)同时上升,同时横移机构(7)带动上料机械手(8)、第一转移机械手(9)、第二转移机械手(10)和下料机械手(11)同时朝向良品传送工位(5)方向运动,直至上料机械手(8)到达第一检测工位(2)的正上方;
步骤(e):随后纵移气缸(12)带动上料机械手(8)、第一转移机械手(9)、第二转移机械手(10)和下料机械手(11)同时下降,直至将待检测后筒放置于第一检测工位(2)上;
步骤(f):接着启动面阵相机(201)对第一检测工位(2)上的待检测后筒的上顶面进行拍摄检测;
步骤(g):然后启动线扫相机(202)对第一检测工位(2)上的待检测后筒的侧壁进行拍摄检测,在线扫相机(202)拍摄的同时,伺服旋转电机(203)带动待检测后筒匀速转动,从而对待检测后筒的整个侧壁进行检测;
步骤(h):当面阵相机(201)和线扫相机(202)检测均合格时,待检测后筒会进入翻转工位(3);当面阵相机(201)或线扫相机(202)任一检测不合格时,待检测后筒会被第一踢废装置(13)踢除至与第一检测工位(2)对应的不良品收集箱(6)中;
步骤(i):在第一检测工位(2)检测的同时两组平移气缸(102)的带动上料托盘(101)移动,使得第一排第二列的待检测后筒到达指定拾取位置;
步骤(j):由横移机构(7)带动上料机械手(8)、第一转移机械手(9)、第二转移机械手(10)和下料机械手(11)同时朝向上料工位(1)的方向运动,直至上料机械手(8)到达指定拾取位置的待检测后筒的正上方;
步骤(k):由所述纵移气缸(12)带动上料机械手(8)、第一转移机械手(9)、第二转移机械手(10)和下料机械手(11)同时下降,直至上料机械手(8)拾取第一排第二列的待检测后筒,与此同时第一转移机械手(9)拾取经第一检测工位(2)检测合格的待检测后筒,重复步骤(d)和步骤(e)操作,将第一排第二列的待检测后筒移动至第一检测工位(2),此时经第一检测工位(2)检测合格的待检测后筒被移动至翻转工位(3);
步骤(l):第一排第二列的待检测后筒在第一检测工位(2)重复步骤(f)和步骤(g)进行检测,与此同时经第一检测工位(2)检测合格的待检测后筒在翻转工位(3)上经翻转气缸(301)翻转至下底面朝上;
步骤(m):重复步骤(j)和步骤(k)操作,由上料机械手(8)拾取第一排第三列的待检测后筒至第一检测工位(2)、第一转移机械手(9)拾取经第一检测工位(2)检测合格的待检测后筒至翻转工位(3)、第二转移机械手(10)拾取翻转工位(3)上的待检测后筒至第二检测工位(4);
步骤(n):在所述第二检测工位(4)上的待检测后筒经3D相机拍摄并检测待检测后筒的下底面以及内腔;
步骤(o):当3D相机检测合格时,待检测后筒会进入良品传送工位(5);当3D相机检测不合格时,待检测后筒会被第二踢废装置(14)踢除至与第二检测工位(4)对应的不良品收集箱(6)中;
步骤(p):重复上述操作依次对上料托盘(101)中待检测的后筒进行检测。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210866762.4A CN115193739A (zh) | 2022-07-22 | 2022-07-22 | 一种后筒自动化检测设备及其检测方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210866762.4A CN115193739A (zh) | 2022-07-22 | 2022-07-22 | 一种后筒自动化检测设备及其检测方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115193739A true CN115193739A (zh) | 2022-10-18 |
Family
ID=83583960
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210866762.4A Pending CN115193739A (zh) | 2022-07-22 | 2022-07-22 | 一种后筒自动化检测设备及其检测方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115193739A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115541600A (zh) * | 2022-11-30 | 2022-12-30 | 杭州未名信科科技有限公司 | 产品检测装置 |
-
2022
- 2022-07-22 CN CN202210866762.4A patent/CN115193739A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115541600A (zh) * | 2022-11-30 | 2022-12-30 | 杭州未名信科科技有限公司 | 产品检测装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111606021B (zh) | 一种上下料装置 | |
| CN111606022B (zh) | 一种上下料装置 | |
| CN112298889A (zh) | 一种高速轻量型仓储设备 | |
| CN109462756A (zh) | 一种摄像头模组自动检测机 | |
| CN111921877B (zh) | 自动仓储扫码分类设备的扫码检测方法 | |
| CN111921876B (zh) | 自动仓储扫码分类设备的扫码检测系统 | |
| CN111921878B (zh) | 自动仓储扫码分类方法 | |
| CN115193739A (zh) | 一种后筒自动化检测设备及其检测方法 | |
| CN211789316U (zh) | 用于电池高温化成的自动下料设备 | |
| CN111477942A (zh) | 用于电池高温化成的自动下料设备 | |
| CN218331285U (zh) | 一种后筒外观检测机构 | |
| CN109677908B (zh) | 翻转搬运装置及电声换能器封盖、测试、码垛设备与方法 | |
| CN117825403A (zh) | 一种高速方形电芯外观检测机及检测方法 | |
| CN114700285B (zh) | 芯片分选装置、设备及方法 | |
| CN208082922U (zh) | 一种金属插头堆垛机 | |
| CN216971270U (zh) | 无线充电线圈检测设备 | |
| CN110733689A (zh) | 一种器件包装设备 | |
| CN111921875B (zh) | 自动仓储扫码分类设备 | |
| CN210653951U (zh) | 一种全自动蜂鸣器视觉、音频检测设备 | |
| CN217866866U (zh) | 一种后筒自动化翻转检测联动装置 | |
| CN110342039B (zh) | 一种全自动蜂鸣器视觉、音频检测设备 | |
| CN217437095U (zh) | 一种带视觉检测的拾料设备 | |
| CN112850132A (zh) | 自动上料扫码绑定插电池入支架系统与方法 | |
| CN116972605B (zh) | 锂电池烘烤干燥生产线、堆叠式夹具拆盘设备及方法 | |
| CN213922606U (zh) | 一种高速轻量型仓储设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |