CN115072470A - 一种轮眉贴胶装置 - Google Patents
一种轮眉贴胶装置 Download PDFInfo
- Publication number
- CN115072470A CN115072470A CN202210855888.1A CN202210855888A CN115072470A CN 115072470 A CN115072470 A CN 115072470A CN 202210855888 A CN202210855888 A CN 202210855888A CN 115072470 A CN115072470 A CN 115072470A
- Authority
- CN
- China
- Prior art keywords
- adhesive tape
- wheel arch
- assembly
- cutter
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/0006—Article or web delivery apparatus incorporating cutting or line-perforating devices
- B65H35/002—Hand-held or table apparatus
- B65H35/0026—Hand-held or table apparatus for delivering pressure-sensitive adhesive tape
- B65H35/0033—Hand-held or table apparatus for delivering pressure-sensitive adhesive tape and affixing it to a surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/37—Tapes
- B65H2701/377—Adhesive tape
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Adhesive Tape Dispensing Devices (AREA)
Abstract
本发明涉及贴胶带辅助设备技术领域,公开了一种轮眉贴胶装置。该轮眉贴胶装置包括机械臂和贴胶机构,贴胶机构设置于机械臂的末端,贴胶机构包括安装部、胶带传送组件、裁切组件和裁切力调整组件,安装部连接于机械臂的末端;胶带传送组件设置于安装部上,胶带传送组件用于将胶带传送并贴附至轮眉上;裁切组件位于胶带的传送路径上,裁切组件用于与胶带间歇接触以将胶带切断;裁切力调整组件用于调整裁切组件的裁切力。机械臂能够带动贴胶机构快速准确地将胶带贴附于轮眉上,无需人工操作,自动化程度高,节省人力,提高了工作效率,贴胶机构结构稳定紧凑,胶带传动顺畅,贴附效率较高。
Description
技术领域
本发明涉及贴胶带辅助设备技术领域,具体涉及一种轮眉贴胶装置。
背景技术
轮眉即汽车轮眉,一般指汽车轮胎上面翼子板突出的半圆形的部件,为了将一些装饰条胶粘到轮眉上,就需要利用贴胶设备在轮眉上沿轮眉的轨迹铺设一条带有离型膜的胶带。
现有技术中,通常采用人工手动贴胶带的方式,胶带的整个传送状态也是由人为掌控,由于轮眉造型复杂,且多为曲面,传统的人工贴胶工艺定位精度较差,胶带的弧度、平整度往往难以掌控,贴胶效果参差不齐,且效率较低,无法满足贴胶要求和产能需求。
因此,亟需提供一种轮眉贴胶装置,以解决上述问题。
发明内容
本发明的目的在于提供一种轮眉贴胶装置,能精准地将胶带贴附于轮眉上,贴附效率较高,胶带传送顺畅。
为达上述目的,本发明通过以下技术方案实现:
一种轮眉贴胶装置,包括机械臂和贴胶机构,所述贴胶机构设置于所述机械臂的末端,所述贴胶机构包括:
安装部,连接于所述机械臂的末端;
胶带传送组件,设置于所述安装部上,所述胶带传送组件用于将胶带传送并贴附至轮眉上;
裁切组件,位于所述胶带的传送路径上,所述裁切组件用于与所述胶带间歇接触以将所述胶带切断;
裁切力调整组件,用于调整所述裁切组件的裁切力。
作为一种轮眉贴胶装置的优选方案,所述胶带传送组件包括:
放卷部件,设置于所述安装部上,所述放卷部件上缠绕有所述胶带,所述放卷部件用于所述胶带的放卷;
导向部件,设置于所述安装部上,所述导向部件用于对所述胶带进行导向;
压合滚轮,转动设置于所述导向部件的末端,所述压合滚轮能与所述胶带背面接触以将所述胶带压合至所述轮眉上;
送料部件,所述送料部件能与所述胶带的正面接触且能够沿所述胶带的传输方向移动,以将所述胶带从所述导向部件送至所述压合滚轮上。
作为一种轮眉贴胶装置的优选方案,所述放卷部件包括第一安装板和转动设置于所述第一安装板上的胶带盘,所述第一安装板设置于所述安装部上,所述胶带盘上卷绕有所述胶带。
作为一种轮眉贴胶装置的优选方案,所述导向部件包括:
第二安装板,连接于所述安装部上;
导向块,所述导向块的端面上设置有导向槽,所述胶带能够容置于所述导向槽内,所述胶带的背面与所述导向槽的底面相接触,所述压合滚轮转动设置于所述导向块的末端。
作为一种轮眉贴胶装置的优选方案,所述送料部件包括:
第一送料驱动件,设置于所述第二安装板上;
第二送料驱动件,连接于所述第一送料驱动件的输出端;
送料压块,连接于所述第二送料驱动件的输出端且位于所述导向块的上方,所述第二送料驱动件能够驱动所述送料压块沿第一方向移动,以将所述送料压块压紧于所述胶带上,所述第一送料驱动件能够驱动所述第二送料驱动件带动所述送料压块沿第二方向移动,以将所述胶带从所述导向块送至所述压合滚轮上,所述导向块的延伸方向为第二方向,所述第一方向和所述第二方向相互垂直。
作为一种轮眉贴胶装置的优选方案,所述裁切组件包括:
裁切驱动件,设置于所述第二安装板上;
第三安装板,连接于所述裁切驱动件的输出端;
第一切刀和第二切刀,所述第一切刀和所述第二切刀沿所述第二方向间隔设置于所述第三安装板的末端且位于所述导向块的旁侧,所述导向块的两侧开设有连通所述导向槽的缺口,所述裁切驱动件能够驱动所述第三安装板沿第三方向移动,以带动所述第一切刀和所述第二切刀从所述缺口进入所述导向槽并切断所述胶带,所述第一方向、所述第二方向和所述第三方向两两相互垂直。
作为一种轮眉贴胶装置的优选方案,所述裁切组件还包括盖板,所述盖板连接于所述第三安装板上且盖设于所述第一切刀和所述第二切刀上。
作为一种轮眉贴胶装置的优选方案,所述裁切力调整组件包括:
两个第一调整件,两个所述第一调整件均沿所述第一方向穿设于所述导向块上,且两个所述第一调整件沿所述第二方向间隔设置;
两个第二调整件,分别连接于对应的所述第一调整件上,两个所述第二调整件能够分别与所述第一切刀和所述第二切刀对应抵接,通过两个所述第一调整件能够分别调节两个所述第二调整件沿所述第一方向的位置,以分别调节所述第一切刀和所述第二切刀的裁切力。
作为一种轮眉贴胶装置的优选方案,还包括牵引组件,所述牵引组件包括多个间隔且可转动的牵引滚轮,所述胶带能依次绕过对应的所述牵引滚轮。
作为一种轮眉贴胶装置的优选方案,还包括点胶组件,所述点胶组件包括:
第四安装板,设置于所述安装部上;
点胶阀,连接于所述第四安装板上,所述点胶阀用于在所述轮眉上点胶;
热风枪,连接于所述第四安装板上,所述热风枪用于加热所述点胶阀点设于所述轮眉上的胶水。
本发明的有益效果为:
本发明提供的轮眉贴胶装置,包括机械臂和贴胶机构,贴胶机构设置于机械臂的末端,机械臂能够带动贴胶机构快速准确地将胶带贴附于轮眉上,自动化程度高,节省人力,提高了工作效率。其中,胶带传送组件能够将胶带传送并贴附至轮眉上,传送顺畅,能够保证较好的贴附效果;当胶带需要截断时,裁切组件能够自动将胶带切断;裁切力调整组件能够调整裁切组件的裁切力,以达到用户需要的裁切效果,实用性较强。整个贴胶机构可以快速、准确地将胶带贴合在轮眉上,无需人工操作,自动化程度较高,结构稳定,贴附效率较高。
附图说明
为了更明显易懂的说明本发明的实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做一简单介绍,下面描述的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
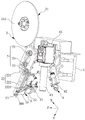
图1是本发明实施例提供的轮眉贴胶装置的整体结构示意图;
图2是本发明实施例提供的贴胶机构的结构示意图;
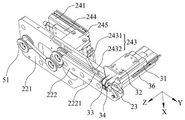
图3是本发明实施例提供的贴胶机构隐去点胶组件和安装部后的结构示意图;
图4是本发明实施例提供的贴胶机构隐去点胶组件、安装部和放卷部件后的结构示意图;
图5是本发明实施例提供的胶带裁切前的结构示意图;
图6是本发明实施例提供的胶带裁切后的结构示意图;
图7是图4隐去导向块后的结构示意图。
图中:
100、机械臂;200、贴胶机构;300、胶带;400、离型膜;
1、安装部;
2、胶带传送组件;21、放卷部件;211、第一安装板;212、胶带盘;22、导向部件;221、第二安装板;222、导向块;2221、导向槽;23、压合滚轮;24、送料部件;241、第一送料驱动件;242、第二送料驱动件;243、送料压块;2431、本体;2432、压紧块;244、第一连接板;245、第二连接板;
3、裁切组件;31、裁切驱动件;32、第三安装板;33、第一切刀;34、第二切刀;35、盖板;36、第三连接板;
4、裁切力调整组件;41、第一调整件;42、第二调整件;
5、牵引组件;51、牵引滚轮;
6、点胶组件;61、第四安装板;62、点胶阀;63、热风枪。
具体实施方式
下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
在本实施例的描述中,术语“上”、“下”、“左”、“右”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
现有技术中,通常采用人工手动给轮眉贴胶带的方式,胶带的整个传送状态也是由人为掌控,这种方式定位精度较差,胶带的弧度、平整度往往难以掌控,且效率较低,无法满足产能需求。
为解决上述问题,如图1所示,本实施例提供一种轮眉贴胶装置,包括机械臂100和贴胶机构200,贴胶机构200设置于机械臂100的末端,机械臂100能够带动贴胶机构200快速准确地将胶带300贴附于轮眉上,自动化程度高,节省人力,提高了工作效率。其中,机械臂100为现有技术,其具体结构和工作原理在此不做赘述。需要说明的是,轮眉通过相应的载具进行固定。本实施例中的胶带300类似于双面胶,胶带300贴附于轮眉的一面具有粘性,另一面贴附有离型膜400,用于保护胶带300免受污染。
具体而言,如图1所示,贴胶机构200包括安装部1、胶带传送组件2、裁切组件3和裁切力调整组件4(图1中未示出),安装部1用于连接机械臂100的末端,并对胶带传送组件2、裁切组件3和裁切力调整组件4起到固定支撑的作用;胶带传送组件2设置于安装部1上,胶带传送组件2用于将胶带300传送并贴附至轮眉上;裁切组件3位于胶带300的传送路径上,裁切组件3用于与胶带300间歇接触以将胶带300切断;裁切力调整组件4用于调整裁切组件3的裁切力。
其中,胶带传送组件2能够将胶带300传送并贴附至轮眉上,以保证较好的贴附效果;当贴附完一个轮眉时,胶带300需要截断,裁切组件3能够自动将胶带300切断;裁切力调整组件4能够调整裁切组件3的裁切力,以使裁切组件3满足所需要的裁切效果,且适用于不同厚度的胶带300,通用性较强。整个贴胶机构200结构紧凑,可以快速、准确地将胶带300贴合在轮眉上,无需人工操作,自动化程度较高,结构稳定,工作效率高,贴附效果较好。
进一步地,如图3所示,胶带传送组件2包括放卷部件21,放卷部件21设置于安装部1上,放卷部件21上缠绕有胶带300,放卷部件21用于胶带300的放卷。具体地,放卷部件21包括第一安装板211和转动设置于第一安装板211上的胶带盘212,第一安装板211设置于安装部1上,胶带盘212上卷绕有胶带300。需要说明的是,随着胶带300的不断传送,能够拉动胶带盘212持续转动,以实现胶带300的自动放卷,结构简单,操作方便,节省人力。
进一步地,如图2所示,胶带传送组件2还包括导向部件22,导向部件22设置于安装部1上,导向部件22用于对胶带300进行导向。具体地,导向部件22包括第二安装板221和导向块222,第二安装板221连接于安装部1上,用于支撑固定导向块222;导向块222的端面上设置有导向槽2221,胶带300能够容置于导向槽2221内,胶带300的背面与导向槽2221的底面相接触,胶带300能够在导向槽2221内传送。需要说明的是,胶带300的背面指的是贴附有离型膜400的一面。第二安装板221和导向块222位于胶带盘212出料的一侧,由胶带盘212放卷的胶带能够从导向块222的进料口进入导向槽2221内。导向块222具有一定的长度,能够对胶带300起到一定的支撑和传送作用,防止胶带300松脱,导向槽2221起到导向作用,防止胶带300在输送过程中跑偏而影响贴附效果。
进一步地,继续参考图2,胶带传送组件2还包括压合滚轮23,压合滚轮23转动设置于导向块222的末端,压合滚轮23能与胶带300背面接触以将胶带300压合至轮眉上。其中,压合滚轮23位于导向块222的出料端,压合滚轮23的曲面宽度大于胶带300的宽度,压合滚轮23用于将从导向块222传送来的胶带300压合于轮眉上。当胶带300的自由端贴附于轮眉上时,机械臂100带动贴胶机构200沿着轮眉的轨迹移动,胶带300不断传送,压合滚轮23沿着轮眉表面转动,且其曲面始终抵紧于轮眉上,以对胶带300的表面进行平整压合,防止胶带300中有气泡产生,提高了胶带300的贴附效果。
进一步地,如图3所示,胶带传送组件2还包括送料部件24,送料部件24位于导向部件22的一侧,送料部件24能与胶带300的正面抵接且能够沿胶带300的传输方向移动,以将胶带300从导向部件22送至压合滚轮23上。需要说明的是,胶带300的正面指的是具有粘性的一面,即需要贴附至轮眉的一面。裁切组件3位于送料部件24和压合滚轮23之间,当完成一个轮眉的贴胶后,裁切组件3会在导向块222的预设位置切断胶带300,为了方便进行下一次贴胶,送料部件24需要将位于导向块222上的胶带300送至压合滚轮23的前端,等待下一次贴胶。
具体而言,继续参考图3,送料部件24具体包括第一送料驱动件241、第二送料驱动件242和送料压块243,第一送料驱动件241设置于第二安装板221上;第二送料驱动件242连接于第一送料驱动件241的输出端;送料压块243连接于第二送料驱动件242的输出端且位于导向块222的上方,第二送料驱动件242能够驱动送料压块243沿第一方向移动,以将送料压块243压紧于胶带300上,第一送料驱动件241能够驱动第二送料驱动件242带动送料压块243沿第二方向移动,以将胶带300从导向块222送至压合滚轮23上,导向块222的延伸方向为第二方向,第一方向和第二方向相互垂直。为了方便叙述,将第一方向定义为X轴方向,第二方向定义为Y轴方向。其中,为了节省空间,第一送料驱动件241和第二送料驱动件242均设置于第二安装板221的侧面,而为了保证送料效果,导向块222位于送料压块243的上方,与导向槽2221正对设置。
更为具体地,如图4所示,送料压块243包括本体2431和连接于本体2431末端的压紧块2432,本体2431和压紧块2432为一体成型的结构,结构上更加稳定,无需设置额外的连接件,省去了安装步骤。本体2431与位于其下方的胶带300不接触,压紧块2432相对于本体2431的下表面凸出设置,压紧块2432能与位于其下方的胶带300的正面相抵接。需要注意的是,压紧块2432与胶带300接触的平面在保证足够摩擦力的情况下,面积应尽可能地小,避免压紧块2432损坏胶带300。其次,压紧块2432与胶带300接触的平面可以做防粘处理,避免胶带300粘在压紧块2432上。
在本实施例中,如图3所示,第二送料驱动件242通过第一连接板244连接于第一送料驱动件241的输出端,送料压块243通过第二连接板245连接于第二送料驱动件242的输出端。其中,第一送料驱动件241和第二送料驱动件242均优选为滑台气缸,滑台气缸将滑台和气缸结合在一起,结构紧凑,实用性强,使整体尺寸和重量减小,且具有高刚性和高精度的特点。
进一步地,如图4所示,裁切组件3具体包括裁切驱动件31、第三安装板32、第一切刀33和第二切刀34,裁切驱动件31固定于第三连接板36上,第三连接板36固定于第二安装板221上,第三连接板36对于裁切驱动件31起到支撑固定的作用;第三安装板32连接于裁切驱动件31的输出端,第一切刀33和第二切刀34沿第二方向间隔设置于第三安装板32的末端且位于导向块222的旁侧,并且第一切刀33和第二切刀34位于压紧块2432和压合滚轮23之间,导向块222的两侧开设有连通导向槽2221的缺口,裁切驱动件31能够驱动第三安装板32沿第三方向移动,以带动第一切刀33和第二切刀34从缺口进入导向槽2221并切断胶带300,第一方向、第二方向和第三方向两两相互垂直。为了方便叙述,将第三方向定义为Z轴方向。第一切刀33和第二切刀34通过同一固定销连接于第三安装板32的末端。
参考图5和图6,需要说明的是,胶带300的背面贴附有离型膜400,第一切刀33与第二切刀34的裁切力不相同,第一切刀33仅用于切断胶带300,而不切断离型膜400,第二切刀34用于将胶带300和离型膜400同时切断,这样在裁切后,使得离型膜400能够保留一段,留出的离型膜400的长度等于第一切刀33和第二切刀34之间的距离,以方便后续用户将离型膜400撕除。
优选地,如图3所示,裁切组件3还包括盖板35,盖板35连接于第三安装板32上且盖设于第一切刀33和第二切刀34上。通过设置盖板35,能够对第一切刀33和第二切刀34起到保护作用,同时在作业时提高了作业的安全性。
进一步地,如图5和图7所示,裁切力调整组件4包括两个第一调整件41和两个第二调整件42,两个第一调整件41均沿第一方向穿设于导向块222上,且两个第一调整件41沿第二方向间隔设置;两个第二调整件42分别连接于对应的第一调整件41上,两个第二调整件42能够分别与第一切刀33和第二切刀34对应抵接,通过调节两个第一调整件41的穿设长度,能够分别调节两个第二调整件42沿第一方向的位置,以分别调节第一切刀33和第二切刀34的裁切力。
其中,第一调整件41优选为球头柱塞,第二调整件42优选为销轴,球头柱塞旋拧于导向块222上,销轴连接于球头柱塞的一端,销轴沿Z轴方向放置,销轴能够支撑胶带300。
参考图5,第一切刀33和第二切刀34每次切割时到达的位置都是固定的,首先以第二切刀34为例进行说明,调节第一调整件41旋入导向块222的深度,使得第二调整件42位于与第二切刀34抵接的位置,由于第二调整件42上支撑有胶带300,这样每次切割时就能够达到上述第二切刀34的裁切效果,即第二切刀34将胶带300和离型膜400同时切断。其次,以第一切刀33为例进行说明,调节第一调整件41旋入导向块222的深度,使得第二调整件42位于第一切刀33的下方,第一切刀33每次切割时不与第二调整件42接触,第二调整件42与第一切刀33之间的距离等于离型膜400的厚度,这样每次切割时就能够达到上述第一切刀33的裁切效果,即仅切断胶带300,而不切断离型膜400。优选地,每个第二调整件42的下方同时连接两个第一调整件41,以实现较稳定的支撑作用。
进一步地,如图2所示,本实施例提供的轮眉贴胶装置还包括牵引组件5,牵引组件5位于放卷部件21和导向块222之间,牵引组件5包括多个间隔且转动设置于第二安装板221上的牵引滚轮51,多个牵引滚轮51交错设置且位于导向块222进料口的一侧,胶带300能依次绕过对应的牵引滚轮51。通过采用这种设置,能够对胶带300进行导向纠偏,防止胶带300在输送过程中跑偏。同时,当胶带300依次绕过对应的牵引滚轮51时,胶带300的表面与牵引滚轮51接触,使胶带300保持合适的张力,提高胶带300的传送效率。在本实施例中,牵引滚轮51采用特氟龙材质制成,能够防止在牵引过程中牵引滚轮51与胶带300直接接触,造成胶带300的损坏。
在本实施例中,牵引滚轮51的数量优选为三个,三个牵引滚轮51间隔且交错设置,不会占用过多的空间。当然,牵引滚轮51的数量并不局限于上述限定,在其他实施例中,牵引滚轮51的数量可以根据实际需求进行适应性选择。
进一步地,继续参考图1,本实施例提供的轮眉贴胶装置还包括点胶组件6,点胶组件6包括第四安装板61、点胶阀62和热风枪63,第四安装板61设置于安装部1上;点胶阀62连接于第四安装板61上,点胶阀62用于在轮眉上点胶;热风枪63连接于第四安装板61上,热风枪63用于加热点胶阀62点在轮眉上的胶水。可以理解的是,虽然胶带300贴附于轮眉的一面具有一定的粘性,但是粘性不大,为了保证胶带300牢固贴附于轮眉上,在贴胶带300之前,先通过点胶阀62在未贴胶的轮眉上点设胶水,然后热风枪63对胶水进行加热,使胶水保持较好的粘性,再在点胶的位置贴附上胶带300,以达到助粘的效果。
显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
Claims (7)
1.一种轮眉贴胶装置,其特征在于,包括机械臂(100)和贴胶机构(200),所述贴胶机构(200)设置于所述机械臂(100)的末端,所述贴胶机构(200)包括:
安装部(1),连接于所述机械臂(100)的末端;
胶带传送组件(2),设置于所述安装部(1)上,所述胶带传送组件(2)用于将胶带(300)传送并贴附至轮眉上,所述胶带传送组件(2)包括放卷部件(21)、导向部件(22)、压合滚轮(23)和送料部件(24),所述放卷部件(21)设置于所述安装部(1)上,所述放卷部件(21)上缠绕有所述胶带(300),所述放卷部件(21)用于所述胶带(300)的放卷,所述导向部件(22)设置于所述安装部(1)上,所述导向部件(22)用于对所述胶带(300)进行导向,所述压合滚轮(23)转动设置于所述导向部件(22)的末端,所述压合滚轮(23)能与所述胶带(300)背面接触以将所述胶带(300)压合至所述轮眉上,所述送料部件(24)能与所述胶带(300)的正面接触且能够沿所述胶带(300)的传输方向移动,以将所述胶带(300)从所述导向部件(22)送至所述压合滚轮(23)上;
裁切组件(3),位于所述胶带(300)的传送路径上,所述裁切组件(3)用于与所述胶带(300)间歇接触以将所述胶带(300)切断,所述裁切组件(3)包括裁切驱动件(31)、第三安装板(32)、第一切刀(33)和第二切刀(34),所述第三安装板(32)连接于所述裁切驱动件(31)的输出端,所述第一切刀(33)和所述第二切刀(34)沿第二方向间隔设置于所述第三安装板(32)的末端且位于所述导向部件(22)的旁侧,所述裁切驱动件(31)能够驱动所述第三安装板(32)沿第三方向移动,以带动所述第一切刀(33)和所述第二切刀(34)切断所述胶带(300);
裁切力调整组件(4),用于调整所述裁切组件(3)的裁切力,所述裁切力调整组件(4)包括两个第一调整件(41)和两个第二调整件(42),两个所述第一调整件(41)均沿第一方向穿设于所述导向部件(22)上,且两个所述第一调整件(41)沿所述第二方向间隔设置,两个所述第二调整件(42)分别连接于对应的所述第一调整件(41)上,两个所述第二调整件(42)能够分别与所述第一切刀(33)和所述第二切刀(34)对应抵接,通过两个所述第一调整件(41)能够分别调节两个所述第二调整件(42)沿所述第一方向的位置,以分别调节所述第一切刀(33)和所述第二切刀(34)的裁切力,所述第一方向、所述第二方向和所述第三方向两两相互垂直。
2.根据权利要求1所述的轮眉贴胶装置,其特征在于,所述放卷部件(21)包括第一安装板(211)和转动设置于所述第一安装板(211)上的胶带盘(212),所述第一安装板(211)设置于所述安装部(1)上,所述胶带盘(212)上卷绕有所述胶带(300)。
3.根据权利要求1所述的轮眉贴胶装置,其特征在于,所述导向部件(22)包括:
第二安装板(221),连接于所述安装部(1)上;
导向块(222),所述导向块(222)的端面上设置有导向槽(2221),所述胶带(300)能够容置于所述导向槽(2221)内,所述胶带(300)的背面与所述导向槽(2221)的底面相接触,所述压合滚轮(23)转动设置于所述导向块(222)的末端。
4.根据权利要求3所述的轮眉贴胶装置,其特征在于,所述送料部件(24)包括:
第一送料驱动件(241),设置于所述第二安装板(221)上;
第二送料驱动件(242),连接于所述第一送料驱动件(241)的输出端;
送料压块(243),连接于所述第二送料驱动件(242)的输出端且位于所述导向块(222)的上方,所述第二送料驱动件(242)能够驱动所述送料压块(243)沿第一方向移动,以将所述送料压块(243)压紧于所述胶带(300)上,所述第一送料驱动件(241)能够驱动所述第二送料驱动件(242)带动所述送料压块(243)沿第二方向移动,以将所述胶带(300)从所述导向块(222)送至所述压合滚轮(23)上,所述导向块(222)的延伸方向为第二方向,所述第一方向和所述第二方向相互垂直。
5.根据权利要求1所述的轮眉贴胶装置,其特征在于,所述裁切组件(3)还包括盖板(35),所述盖板(35)连接于所述第三安装板(32)上且盖设于所述第一切刀(33)和所述第二切刀(34)上。
6.根据权利要求1-5中任一项所述的轮眉贴胶装置,其特征在于,还包括牵引组件(5),所述牵引组件(5)包括多个间隔且可转动的牵引滚轮(51),所述胶带(300)能依次绕过对应的所述牵引滚轮(51)。
7.根据权利要求1-5中任一项所述的轮眉贴胶装置,其特征在于,还包括点胶组件(6),所述点胶组件(6)包括:
第四安装板(61),设置于所述安装部(1)上;
点胶阀(62),连接于所述第四安装板(61)上,所述点胶阀(62)用于在所述轮眉上点胶;
热风枪(63),连接于所述第四安装板(61)上,所述热风枪(63)用于加热所述点胶阀(62)点设于所述轮眉上的胶水。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210855888.1A CN115072470A (zh) | 2022-07-21 | 2022-07-21 | 一种轮眉贴胶装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210855888.1A CN115072470A (zh) | 2022-07-21 | 2022-07-21 | 一种轮眉贴胶装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115072470A true CN115072470A (zh) | 2022-09-20 |
Family
ID=83259388
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210855888.1A Pending CN115072470A (zh) | 2022-07-21 | 2022-07-21 | 一种轮眉贴胶装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115072470A (zh) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001019919A (ja) * | 1999-07-07 | 2001-01-23 | Komori Corp | 両面粘着テープ貼付装置 |
| CN208869065U (zh) * | 2018-09-26 | 2019-05-17 | 深圳市世椿机器人有限公司 | 胶带裁切机构及具有该机构的自动贴双面胶设备 |
| CN110329835A (zh) * | 2019-06-27 | 2019-10-15 | 深圳市世椿机器人有限公司 | 一种单面胶自动贴胶机 |
| CN212197820U (zh) * | 2020-03-10 | 2020-12-22 | 宁波霍科电器有限公司 | 全切式双面胶自动粘贴装置 |
| CN112249789A (zh) * | 2020-09-01 | 2021-01-22 | 广州敏惠汽车零部件有限公司 | 一种贴胶机构及贴胶设备 |
| CN113153874A (zh) * | 2020-01-22 | 2021-07-23 | 嘉兴海拉灯具有限公司 | 一种粘胶系统及粘胶方法 |
| CN215248623U (zh) * | 2021-05-27 | 2021-12-21 | 宁波美德威机械科技有限公司 | 一种双面胶带自动粘贴设备的切割机构 |
-
2022
- 2022-07-21 CN CN202210855888.1A patent/CN115072470A/zh active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001019919A (ja) * | 1999-07-07 | 2001-01-23 | Komori Corp | 両面粘着テープ貼付装置 |
| CN208869065U (zh) * | 2018-09-26 | 2019-05-17 | 深圳市世椿机器人有限公司 | 胶带裁切机构及具有该机构的自动贴双面胶设备 |
| CN110329835A (zh) * | 2019-06-27 | 2019-10-15 | 深圳市世椿机器人有限公司 | 一种单面胶自动贴胶机 |
| CN113153874A (zh) * | 2020-01-22 | 2021-07-23 | 嘉兴海拉灯具有限公司 | 一种粘胶系统及粘胶方法 |
| CN212197820U (zh) * | 2020-03-10 | 2020-12-22 | 宁波霍科电器有限公司 | 全切式双面胶自动粘贴装置 |
| CN112249789A (zh) * | 2020-09-01 | 2021-01-22 | 广州敏惠汽车零部件有限公司 | 一种贴胶机构及贴胶设备 |
| CN215248623U (zh) * | 2021-05-27 | 2021-12-21 | 宁波美德威机械科技有限公司 | 一种双面胶带自动粘贴设备的切割机构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211125870U (zh) | 贴胶装置 | |
| CN108701869B (zh) | 一种用于电芯卷绕的自动换带装置以及电芯卷绕设备 | |
| CN212542488U (zh) | 极片接带装置及锂离子电池生产线 | |
| CN210312825U (zh) | 贴胶工具 | |
| CN115072470A (zh) | 一种轮眉贴胶装置 | |
| CN209853423U (zh) | 放卷装置以及放卷设备 | |
| CN216971434U (zh) | 输送机构及收卷装置 | |
| CN216971433U (zh) | 料盘转位模块及收卷装置 | |
| CN219259027U (zh) | 自动换卷撕胶接带机构 | |
| CN209871916U (zh) | 一种贴胶装置以及贴胶系统 | |
| CN216971432U (zh) | 裁切组件及收卷装置 | |
| CN217458107U (zh) | 供应模块及收卷装置 | |
| CN111689276A (zh) | 放卷装置以及放卷设备 | |
| CN212075899U (zh) | 贴胶装置 | |
| CN212848524U (zh) | 贴终止胶装置 | |
| CN214730352U (zh) | 一种减少气泡的贴胶覆膜治具 | |
| CN210082445U (zh) | 一种胶带及海绵自动贴合机 | |
| US8931536B2 (en) | Devices for applying conductive gel-pads to electrodes and electrodes produced thereby | |
| CN210706253U (zh) | 纸箱打钉贴胶一体机 | |
| CN211605333U (zh) | 接带装置及用于锂电池的制备设备 | |
| CN212608450U (zh) | 一种轨道宽度可调机构及接料机 | |
| CN218753947U (zh) | 自动接带装置及放卷设备 | |
| CN112343908B (zh) | 一种导热泥胶带自动贴附设备 | |
| CN211530067U (zh) | 一种措位极片贴胶机构 | |
| CN218753956U (zh) | 贴胶装置及接带系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20220920 |
|
| RJ01 | Rejection of invention patent application after publication |