CN115070448A - 一种用于铸造横梁加工的夹具 - Google Patents
一种用于铸造横梁加工的夹具 Download PDFInfo
- Publication number
- CN115070448A CN115070448A CN202210752615.4A CN202210752615A CN115070448A CN 115070448 A CN115070448 A CN 115070448A CN 202210752615 A CN202210752615 A CN 202210752615A CN 115070448 A CN115070448 A CN 115070448A
- Authority
- CN
- China
- Prior art keywords
- plate
- pressing
- supporting plate
- beam body
- rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q2703/00—Work clamping
- B23Q2703/02—Work clamping means
- B23Q2703/10—Devices for clamping workpieces of a particular form or made from a particular material
Abstract
本发明涉及一种用于铸造横梁加工的夹具,该夹具包括底板,底板上连接有第一支撑板和第二支撑板,梁体位于第一支撑板和第二支撑板之间,第一支撑板上连接有第一侧压组件,第二支撑板上连接有第二侧压组件,第一侧压组件用于抵顶在所述梁体的一侧,第二侧压组件用于抵在梁体的另一侧,第二支撑板上还连接有第一压板,第一压板用于抵压在第一安装板和第二安装板之间的梁体的上表面处,底板上还连接有第二压板和第三压板,第二压板用于抵压在第一安装板和第一端面板之间的梁体的上表面处,第三压板用于抵压在第二安装板和第二端面板之间的梁体的上表面处。本发明方便地实现了铸造横梁的装夹定位。
Description
技术领域
本发明涉及夹具技术领域,尤其是指一种用于铸造横梁加工的夹具。
背景技术
重型卡车的车架一般都是由横梁和纵梁组成,横梁作为车架的主要组成部分,通常是采用型钢或冲压板材焊接而成,但是这种形式的横梁材料成本较高,为节约成本,现有技术中将现有的钢制材料横梁改为铸造横梁,为便于铸造横梁和其他零部件的连接固定,一般需要在铸造横梁上加工销孔或螺栓孔等安装孔,但是由于铸造横梁的结构复杂、毛坯面不规则且不平整,不便于定位,导致后续安装孔的加工较为困难,无法保证加工精度和相应的工艺要求。
发明内容
为此,本发明所要解决的技术问题在于克服现有技术中铸造横梁不便于装夹定位的缺陷。
为解决上述技术问题,本发明提供了一种一种用于铸造横梁加工的夹具,所述铸造横梁包括梁体,所述梁体的上部形成有第一安装板和第二安装板,所述梁体的一个端面处形成有第一端面板,另一个端面处形成有第二端面板,该夹具包括底板,所述底板上连接有第一支撑板和第二支撑板,所述梁体位于所述第一支撑板和第二支撑板之间,所述第一支撑板上连接有第一侧压组件,所述第二支撑板上连接有第二侧压组件,所述第一侧压组件用于抵顶在所述梁体的一侧,所述第二侧压组件用于抵在所述梁体的另一侧,所述第二支撑板上还连接有第一压板,所述第一压板用于抵压在所述第一安装板和第二安装板之间的梁体的上表面处,所述底板上还连接有第二压板和第三压板,所述第二压板用于抵压在所述第一安装板和所述第一端面板之间的梁体的上表面处,所述第三压板用于抵压在所述第二安装板和所述第二端面板之间的梁体的上表面处。
在本发明的一个实施例中,所述第一安装板的底部形成有第一凸块,所述第二安装板的底部形成有第二凸块,所述第一支撑板的上部连接有第三侧压组件,所述第三侧压组件包括活动侧压板,所述活动侧压板的一端用于抵接在所述第一凸块上,另一端用于抵接在所述第二凸块上。
在本发明的一个实施例中,所述第三侧压组件还包括导向座,所述导向座连接在所述第一支撑板上,所述导向座上连接有导向块,所述活动侧压板上设置有滑槽,所述导向块位于所述滑槽中,所述导向块和所述滑槽的内壁之间设置有第一弹簧,所述导向块还与第一导杆相连接,所述第一导杆的一端穿入所述滑槽后与所述导向块相连接,所述活动侧压板可沿所述第一导杆的轴向滑移。
在本发明的一个实施例中,所述第二支撑板上连接有第一定位件和第二定位件,所述第一支撑板上连接有第三定位件和第四定位件,所述第二定位件和第三定位件分别抵接在所述第二安装板两侧的底面上,所述第一定位件和第四定位件分别抵接在所述第一安装板两侧的底面上。
在本发明的一个实施例中,所述第四定位件包括调节杆,所述调节杆的上部形成方头部,所述方头部顶端用于抵接在第一安装板的底面上,所述方头部和调节螺母相连接,所述调节杆的下部通过螺纹和所述第一支撑板相连接。
在本发明的一个实施例中,所述第一压板通过第一紧固螺栓和所述第二支撑板相连接,所述第一压板上设置有调节槽,第一紧固螺栓穿过所述调节槽后与所述第二支撑板相连接,所述调节槽的长度大于所述第一紧固螺栓的直径。
在本发明的一个实施例中,所述第二压板和第三压板均通过顶杆和所述底板相连接,所述第二压板和顶杆之间通过第二紧固螺栓相连接,所述第三压板和顶杆之间也通过第二紧固螺栓相连接。
在本发明的一个实施例中,所述第一侧压组件包括连杆,所述连杆的两端均铰接有第一压紧杆,所述第一压紧杆用于抵顶在所述梁体的一侧,所述连杆中部可滑移地连接有调节螺栓,所述调节螺栓的端部通过螺纹和压紧螺母相连接,所述压紧螺母连接在所述第一支撑板上,所述第一压紧杆均可滑移的连接在轴套内,所述轴套连接在所述第一支撑板上。
在本发明的一个实施例中,所述连杆和第一支撑板之间连接有第二弹簧。
在本发明的一个实施例中,所述第二侧压组件包括第二压紧杆,所述第二压紧杆通过螺纹和所述第二支撑板相连接。
本发明的上述技术方案相比现有技术具有以下优点:
本发明所述的用于铸造横梁加工的夹具,能够从多个方位对铸造横梁进行了夹紧定位,方便地实现了铸造横梁的装夹定位,定位准确度和可靠性也较高,也有效提高了装夹效率。
附图说明
为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明。
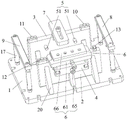
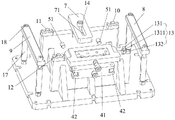
图1是本发明的用于铸造横梁加工的夹具的结构示意图;
图2是图1所示夹具的主视图;
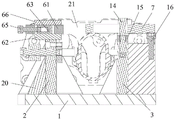
图3是图2所示夹具中A-A处的剖视图;
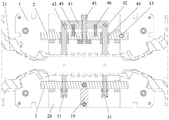
图4是图2所示夹具中B-B处的剖视图;
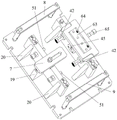
图5是图1所示夹具去除盖板后的结构示意图;
图6是图5所示结构的另一角度的结构示意图;
图7是图1所示夹具的使用示意图;
图8是图7所示结构的第二种角度的结构示意图;
图9是图7所示结构的第三种角度的结构示意图;
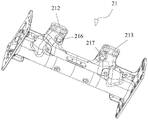
图10是图7中铸造横梁的结构示意图;
图11是图10中铸造横梁的另一角度的结构示意图;
说明书附图标记说明:1、底板;2、第一支撑板;3、第二支撑板;4、第一侧压组件;41、连杆;42、第一压紧杆;43、调节螺栓;44、轴套;45、压紧螺母;46、第二弹簧;5、第二侧压组件;51、第二压紧杆;6、第三侧压组件;61、活动侧压板;611、滑槽;62、导向座;63、导向块;64、第一弹簧;65、第一导杆;66、盖板;7、第一压板;71、调节槽;8、第二压板;9、第三压板;10、第一定位件;11、第二定位件;12、第三定位件;13、第四定位件;131、调节杆;1311、方头部;132、调节螺母;14、第一紧固螺栓;15、拧紧螺母;16、支撑件;17、顶杆;18、第二紧固螺栓;19、第一筋板;20、第二筋板;21、铸造横梁;211、梁体;212、第一安装板;213、第二安装板;214、第一端面板;215、第二端面板;216、第一凸块;217、第二凸块。
具体实施方式
下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
参照图1-图4所示,本发明的一种用于铸造横梁21加工的夹具,铸造横梁21包括梁体211,梁体211的上部形成有第一安装板212和第二安装板213,梁体211的一个端面处形成有第一端面板214,另一个端面处形成有第二端面板215;
该夹具包括底板1,底板1上连接有第一支撑板2和第二支撑板3,梁体211位于第一支撑板2和第二支撑板3之间,第一支撑板2上连接有第一侧压组件4,第二支撑板3上连接有第二侧压组件5,第一侧压组件4用于抵顶在梁体211的一侧,第二侧压组件5用于抵在梁体211的另一侧,第二支撑板3上还连接有第一压板7,第一压板7用于抵压在第一安装板212和第二安装板213之间的梁体211的上表面处,底板1上还连接有第二压板8和第三压板9,第二压板8用于抵压在第一安装板212和第一端面板214之间的梁体211的上表面处,第三压板9用于抵压在第二安装板213和第二端面板215之间的梁体211的上表面处。
上述结构,通过第一压板7、第二压板8和第三压板9可以实现铸造横梁21上表面的不同部位的压紧定位,通过第一侧压组件4和第二侧压组件5可以实现铸造横梁21的对中和定位,从而最终实现了对整个铸造横梁21的可靠定位,定位准确性也较高。
在其中一个实施方式中,如图10-图11所示,第一安装板212的底部形成有第一凸块216,第二安装板213的底部形成有第二凸块217,第一支撑板2的上部连接有第三侧压组件6,第三侧压组件6包括活动侧压板61,活动侧压板61的一端用于抵接在第一凸块216上,另一端用于抵接在第二凸块217上,以确定铸造横梁21的横向中心位置。
在其中一个实施方式中,如图3、图5和图6所示,第三侧压组件6还包括导向座62,导向座62连接在第一支撑板2上,导向座62上连接有导向块63,活动侧压板61上设置有滑槽611,导向块63位于滑槽611中,导向块63和滑槽611的内壁之间设置有第一弹簧64,导向块63还与第一导杆65相连接,第一导杆65的一端穿入滑槽611后与导向块63相连接,活动侧压板61可沿第一导杆65的轴向滑移。
其中,第一弹簧64用于活动侧压板61的复位。
进一步地,第一导杆65和导向块63之间通过螺纹连接,可以通过调整第一导杆65的旋入深度,来调节第一弹簧64的弹簧力。
进一步地,滑槽611上部连接有用于封闭滑槽611的盖板66,以对滑槽611内部的部件起到保护作用。
上述第三侧压组件6在使用时,由于导向块63是固定的,活动侧压板61可以相对导向块63进行移动,此时导向块63和滑槽611之间具有相对滑移运动,从而使得活动侧压板61的位置可调,使得活动侧压板61的一端可以紧紧的抵接在第一凸块216上,另一端用于抵接在第二凸块217上,从而有效实现铸造横梁21的横向中心位置的定位。
在其中一个实施方式中,第二支撑板3上连接有第一定位件10和第二定位件11,第一支撑板2上连接有第三定位件12和第四定位件13,第二定位件11和第三定位件12分别抵接在第二安装板213两侧的底面上,第一定位件10和第四定位件13分别抵接在第一安装板212两侧的底面上,各个定位件起到调整铸造横梁21高度和安装板平整度的作用。
在其中一个实施方式中,第四定位件13包括调节杆131,调节杆131的上部形成方头部1311,方头部1311和调节螺母132相连接,方头部1311顶端用于抵接在第一安装板212的底面上,调节杆131的下部通过螺纹和第一支撑板2相连接,通过旋转调节杆131旋入第一支撑板2的深度,可以调整调节杆131的方头部1311顶端高度,从而可与第一定位件10、第二定位件11和第三定位件12这三处定位件协同调整找正加工面的平面度。
在其中一个实施方式中,第一压板7通过第一紧固螺栓14和第二支撑板3相连接,第一压板7上设置有调节槽71,第一紧固螺栓14穿过调节槽71后与第二支撑板3相连接,调节槽71的长度大于第一紧固螺栓14的直径,以使得第一紧固螺栓14和第一压板7的相对位置可调,从而便于根据实际情况调整第一压板7的位置。
使用时,只需下旋第一紧固螺栓14,从而使得第一压板7下压在铸造横梁21上表面即可。
进一步地,第一支撑板2上固定有拧紧螺母15,第一紧固螺栓14和拧紧螺母15通过螺纹相连接。
在其中一个实施方式中,第一支撑板2上部还通过螺纹连接有支撑件16,支撑件16抵接在第一压板7的底面上,以对第一压板7起到支撑作用,同时,也便于通过调整支撑件16的高度来调整第一支撑板2的平整度。
进一步地,第一支撑板2上连接有第一筋板19,支撑件16通过螺纹和第一筋板19相连接。
进一步地,第一筋板19呈矩形。
在其中一个实施方式中,第二压板8和第三压板9均通过顶杆17和底板1相连接,第二压板8和顶杆17之间通过第二紧固螺栓18相连接,第三压板9和顶杆17之间也通过第二紧固螺栓18相连接,以使得第二压板8和第三压板9的高度可调。
在其中一个实施方式中,如图4所示,第一侧压组件4包括连杆41,连杆41的两端均铰接有第一压紧杆42,第一压紧杆42用于抵顶在梁体211的一侧,连杆41中部可滑移地连接有调节螺栓43,调节螺栓43的端部通过螺纹和压紧螺母45相连接,压紧螺母45固定在第一支撑板2上,第一压紧杆42均可滑移的连接在轴套44内,轴套44连接在第一支撑板2上。具体的,第一压紧杆42从第一支撑板2的一侧穿入轴套44,并从第一支撑板2的另一侧穿出。
上述结构中,旋转压紧螺母45,可以使得连杆41发生移动,从而使得两侧第一压紧杆42压紧在梁体211的侧面上,或者使得两侧的第一压紧杆42和梁体211侧面相脱离。
在其中一个实施方式中,连杆41和第一支撑板2之间连接有第二弹簧46,以便于第一压紧杆42的复位。
进一步的,第一压紧杆42和梁体211的接触面上设置有防滑纹。
在其中一个实施方式中,第二侧压组件5包括第二压紧杆51,第二压紧杆51通过螺纹和第二支撑板3相连接,通过旋转第二压紧杆51,可以使得第二压紧杆51压紧在梁体211的侧面上,或者使得第一二压紧杆和梁体211侧面相脱离。
进一步地,可在第二支撑板3上固定螺母,使得第二压紧杆51通过螺纹和螺母相连接,第二压紧杆51同时穿过螺母和第二支撑板3。
第一支撑板2的两侧固定有多个第二筋板20,第二支撑件16的两侧也固定有多个第二筋板20,以增强第一支撑板2和第二支撑板3的强度。
进一步,第二筋板20均呈三角形。
下面具体说明上述实施例的铸造横梁21加工的夹具的使用方法:如图7-图9所示,将铸造横梁21的梁体211置于第一支撑板2和第二支撑板3之间,第一安装板212和第二安装板213的两端均分别位于第一支撑板2和第二支撑板3上方,可以使得第二定位件11和第三定位件12分别抵接在第二安装板213两侧的底面上,第一定位件10和第四定位件13分别抵接在第一安装板212两侧的底面上,以保证第一安装板212和第二安装板213保持水平,同时也确定了铸造横梁21的高度;接着,使得第一侧压组件4的两个第一压紧杆42伸出而压紧在中部梁体211的一侧,并使得第而侧压组件的两个第二压紧杆51伸出而压紧在中部梁体211的另一侧,从而确定铸造横梁21的纵向中心位置;使得铸造横梁21同侧的第一凸块216和第二凸块217分别抵压在第三侧压组件6的活动侧压板61的两端,从而确定铸造横梁21的横向中心位置;最后,使得第一压板7压紧在第一安装板212和第二安装板213之间的梁体211的上表面处,第二压板8抵压在第一安装板212和第一端面板214之间的梁体211的上表面处,第三压板9抵压在第二安装板213和第二端面板215之间的梁体211的上表面处,从而对铸造横梁21的中部和两端均进行压紧,最终实现铸造横梁21的整体定位。
上述夹具从多个方位对铸造横梁进行了夹紧定位,可以对铸造横梁毛坯进行分中定位,实现了铸造横梁的准确定位,定位可靠性也较高,从而便于在立式加工中心或相应钻铣机床上,加工工艺所要求的平面及孔,利于保证加工后的孔的臂厚的均匀性;整体夹具便于操作,也有效提高了装夹效率。
显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
Claims (10)
1.一种用于铸造横梁加工的夹具,所述铸造横梁包括梁体,所述梁体的上部形成有第一安装板和第二安装板,所述梁体的一个端面处形成有第一端面板,另一个端面处形成有第二端面板,其特征在于:该夹具包括底板,所述底板上连接有第一支撑板和第二支撑板,所述梁体位于所述第一支撑板和第二支撑板之间,所述第一支撑板上连接有第一侧压组件,所述第二支撑板上连接有第二侧压组件,所述第一侧压组件用于抵顶在所述梁体的一侧,所述第二侧压组件用于抵在所述梁体的另一侧,所述第二支撑板上还连接有第一压板,所述第一压板用于抵压在所述第一安装板和第二安装板之间的梁体的上表面处,所述底板上还连接有第二压板和第三压板,所述第二压板用于抵压在所述第一安装板和所述第一端面板之间的梁体的上表面处,所述第三压板用于抵压在所述第二安装板和所述第二端面板之间的梁体的上表面处。
2.根据权利要求1所述的用于铸造横梁加工的夹具,其特征在于:所述第一安装板的底部形成有第一凸块,所述第二安装板的底部形成有第二凸块,所述第一支撑板的上部连接有第三侧压组件,所述第三侧压组件包括活动侧压板,所述活动侧压板的一端用于抵接在所述第一凸块上,另一端用于抵接在所述第二凸块上。
3.根据权利要求2所述的用于铸造横梁加工的夹具,其特征在于:所述第三侧压组件还包括导向座,所述导向座连接在所述第一支撑板上,所述导向座上连接有导向块,所述活动侧压板上设置有滑槽,所述导向块位于所述滑槽中,所述导向块和所述滑槽的内壁之间设置有第一弹簧,所述导向块还与第一导杆相连接,所述第一导杆的一端穿入所述滑槽后与所述导向块相连接,所述活动侧压板可沿所述第一导杆的轴向滑移。
4.根据权利要求1所述的用于铸造横梁加工的夹具,其特征在于:所述第二支撑板上连接有第一定位件和第二定位件,所述第一支撑板上连接有第三定位件和第四定位件,所述第二定位件和第三定位件分别抵接在所述第二安装板两侧的底面上,所述第一定位件和第四定位件分别抵接在所述第一安装板两侧的底面上。
5.根据权利要求4所述的用于铸造横梁加工的夹具,其特征在于:所述第四定位件包括调节杆,所述调节杆的上部形成方头部,所述方头部顶端用于抵接在第一安装板的底面上,所述方头部和调节螺母相连接,所述调节杆的下部通过螺纹和所述第一支撑板相连接。
6.根据权利要求1所述的用于铸造横梁加工的夹具,其特征在于:所述第一压板通过第一紧固螺栓和所述第二支撑板相连接,所述第一压板上设置有调节槽,第一紧固螺栓穿过所述调节槽后与所述第二支撑板相连接,所述调节槽的长度大于所述第一紧固螺栓的直径。
7.根据权利要求1所述的用于铸造横梁加工的夹具,其特征在于:所述第二压板和第三压板均通过顶杆和所述底板相连接,所述第二压板和顶杆之间通过第二紧固螺栓相连接,所述第三压板和顶杆之间也通过第二紧固螺栓相连接。
8.根据权利要求1所述的用于铸造横梁加工的夹具,其特征在于:所述第一侧压组件包括连杆,所述连杆的两端均铰接有第一压紧杆,所述第一压紧杆用于抵顶在所述梁体的一侧,所述连杆中部可滑移地连接有调节螺栓,所述调节螺栓的端部通过螺纹和压紧螺母相连接,所述压紧螺母连接在所述第一支撑板上,所述第一压紧杆均可滑移的连接在轴套内,所述轴套连接在所述第一支撑板上。
9.根据权利要求8所述的用于铸造横梁加工的夹具,其特征在于:所述连杆和第一支撑板之间连接有第二弹簧。
10.根据权利要求1所述的用于铸造横梁加工的夹具,其特征在于:所述第二侧压组件包括第二压紧杆,所述第二压紧杆通过螺纹和所述第二支撑板相连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210752615.4A CN115070448A (zh) | 2022-06-29 | 2022-06-29 | 一种用于铸造横梁加工的夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210752615.4A CN115070448A (zh) | 2022-06-29 | 2022-06-29 | 一种用于铸造横梁加工的夹具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115070448A true CN115070448A (zh) | 2022-09-20 |
Family
ID=83255518
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210752615.4A Pending CN115070448A (zh) | 2022-06-29 | 2022-06-29 | 一种用于铸造横梁加工的夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115070448A (zh) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN202224959U (zh) * | 2011-09-21 | 2012-05-23 | 中国北车集团大同电力机车有限责任公司 | 可夹持多种机车梁体的夹具 |
| CN204148777U (zh) * | 2014-10-09 | 2015-02-11 | 长春轨道客车装备有限责任公司 | 钢模块枕梁机械手焊接夹具 |
| CN104368929A (zh) * | 2014-09-22 | 2015-02-25 | 南车青岛四方机车车辆股份有限公司 | 一种多功能自动焊接夹具 |
| CN209021689U (zh) * | 2018-10-17 | 2019-06-25 | 斯图加特航空自动化(青岛)有限公司 | 一种液压夹紧定位机构 |
| CN210818512U (zh) * | 2019-09-24 | 2020-06-23 | 长春一汽四环变速箱汽车零件有限责任公司 | 一种平衡悬架横梁机加夹具 |
| CN211249741U (zh) * | 2019-11-06 | 2020-08-14 | 青岛海图工业装备有限公司 | 一种汽车前后桥用组装夹具 |
| CN111791953A (zh) * | 2020-06-30 | 2020-10-20 | 东风商用车有限公司 | 一体成型轻量化铸造横梁总成 |
| CN212683746U (zh) * | 2020-06-18 | 2021-03-12 | 安徽昭田电子科技有限公司 | 一种磁芯导向套凸台压装工装夹具 |
| CN216830423U (zh) * | 2021-10-27 | 2022-06-28 | 江苏汤臣汽车零部件有限公司 | 一种铸造管式横梁共用型装夹装置 |
-
2022
- 2022-06-29 CN CN202210752615.4A patent/CN115070448A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN202224959U (zh) * | 2011-09-21 | 2012-05-23 | 中国北车集团大同电力机车有限责任公司 | 可夹持多种机车梁体的夹具 |
| CN104368929A (zh) * | 2014-09-22 | 2015-02-25 | 南车青岛四方机车车辆股份有限公司 | 一种多功能自动焊接夹具 |
| CN204148777U (zh) * | 2014-10-09 | 2015-02-11 | 长春轨道客车装备有限责任公司 | 钢模块枕梁机械手焊接夹具 |
| CN209021689U (zh) * | 2018-10-17 | 2019-06-25 | 斯图加特航空自动化(青岛)有限公司 | 一种液压夹紧定位机构 |
| CN210818512U (zh) * | 2019-09-24 | 2020-06-23 | 长春一汽四环变速箱汽车零件有限责任公司 | 一种平衡悬架横梁机加夹具 |
| CN211249741U (zh) * | 2019-11-06 | 2020-08-14 | 青岛海图工业装备有限公司 | 一种汽车前后桥用组装夹具 |
| CN212683746U (zh) * | 2020-06-18 | 2021-03-12 | 安徽昭田电子科技有限公司 | 一种磁芯导向套凸台压装工装夹具 |
| CN111791953A (zh) * | 2020-06-30 | 2020-10-20 | 东风商用车有限公司 | 一体成型轻量化铸造横梁总成 |
| CN216830423U (zh) * | 2021-10-27 | 2022-06-28 | 江苏汤臣汽车零部件有限公司 | 一种铸造管式横梁共用型装夹装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201016896Y (zh) | 铣削试样的夹紧装置 | |
| CN113649832A (zh) | 一种大型工件定位装夹系统及方法 | |
| CN211439022U (zh) | 一种钻床夹具 | |
| CN218746315U (zh) | 一种有轨电车尖轨加工固定工装 | |
| CN115070448A (zh) | 一种用于铸造横梁加工的夹具 | |
| CN107470820B (zh) | 反装组焊工装 | |
| CN212191275U (zh) | 一种用于加工水泵箱体的车夹具 | |
| CN211564683U (zh) | 一种液压联合冲剪机 | |
| CN209775614U (zh) | 整体框架液压机 | |
| CN113579312A (zh) | 一种支架钻孔夹具 | |
| US4294442A (en) | Workpiece pallet with distortion free clamping means | |
| CN112171164A (zh) | 一种搅拌摩擦焊接夹具 | |
| CN219189174U (zh) | 一种叉车叉脚焊接工装 | |
| CN107803691B (zh) | 一种用于顶面钻孔的夹紧定位装置 | |
| CN112658723A (zh) | 一种数控机床装夹结构及装夹方法 | |
| CN216633194U (zh) | 一种焊接定位装置 | |
| CN219582057U (zh) | 钢结构焊接夹具 | |
| CN218136376U (zh) | 一种环形工件加工工装 | |
| CN220547923U (zh) | 汽车支架粗基准铣削夹具 | |
| CN213764982U (zh) | 一种用于轮毂支架五轴机床加工的液压夹具 | |
| CN210548958U (zh) | 一种焊接精度高的激光焊接夹具 | |
| CN210282052U (zh) | 一种用于装夹发动机顶杆体的夹具 | |
| CN216706788U (zh) | 一种桥壳加工装置及机床 | |
| CN213256680U (zh) | 一种五金件冲压定位装置 | |
| CN114749956B (zh) | 一种汽车零件工装夹具及其使用方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |