CN115055877A - 一种超大型人字闸门铰链焊接机架 - Google Patents
一种超大型人字闸门铰链焊接机架 Download PDFInfo
- Publication number
- CN115055877A CN115055877A CN202210703085.4A CN202210703085A CN115055877A CN 115055877 A CN115055877 A CN 115055877A CN 202210703085 A CN202210703085 A CN 202210703085A CN 115055877 A CN115055877 A CN 115055877A
- Authority
- CN
- China
- Prior art keywords
- hinge
- welding
- image
- gate
- ultra
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/0461—Welding tables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B15/00—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area
- B08B15/04—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area from a small area, e.g. a tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0252—Steering means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1602—Programme controls characterised by the control system, structure, architecture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1656—Programme controls characterised by programming, planning systems for manipulators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1694—Programme controls characterised by use of sensors other than normal servo-feedback from position, speed or acceleration sensors, perception control, multi-sensor controlled systems, sensor fusion
- B25J9/1697—Vision controlled systems
Abstract
本发明公开了一种超大型人字闸门铰链焊接机架,包括固定底板、液压千斤顶、工控机、加固横梁、框架、辊轴、闸门固定装置、焊接装置、烟尘收集系统、铰链固定装置和图像捕捉装置。通过图像捕捉装置获取到待焊接铰链的图像,再把铰链的图像传输给工控机上去处理,最后将处理得到的焊接路径转化为焊接装置的运行指令,焊接装置完成焊接过程。实现了远程控制的精细化的超大型人字闸门铰链焊接。通过闸门固定装置和铰链固定装置夹紧闸门门板和铰链完成焊接,实现了对闸门门板与铰链的焊接位置的控制,克服了焊接时产品受热变形,经常出现尺寸偏差、产品变形等质量缺陷的问题。通过液压千斤顶上下调整可以改变机架的高度,能满足不同的使用需求。
Description
技术领域
本发明涉及焊接技术领域,具体领域为一种超大型人字闸门铰链焊接机架。
背景技术
超大型人字闸门由左右两扇门叶分别绕两侧门轴柱旋转而启闭孔口的闸门。关门时两扇门叶呈人字形由斜接柱相互接触,构成三铰拱而承受水压力。开门时门叶进入闸首的门龛内。目前对于超大型人字闸门铰链的加工制作中需要采用焊接工艺。焊接是一种将材料永久连接的制造技术,是制造业最重要的工业技术之一,焊接的质量也直接影响到产品的质量,可靠性。焊接作业一般劳动强度较大,且工作环境恶劣,焊接车间主要污染有:焊接烟尘、有害气体、噪音、高频电磁辐射和光污染。目前现有的防护措施只能防止某一方面的污染,不能完全隔绝焊接车间所有的污染。在炎热的夏季时,为了防止焊接时产生的火花灼伤,焊工也要穿上很厚的防护服。为了工人的身体健康,和提高焊接生产效率,生产过程中焊接工作量大,都有必要用机器焊接来取代人工焊接。传统的机器自动焊接方法是采用示教的方式,每一种焊接件都需要一套专门的示教程序,示教操作需要经验丰富的技术工人,并且耗时较长,而且一旦焊接件的位置发生一点改变,就需要重新示教,否则很可能会出现错焊,漏焊,直接导致焊接质量不合格。现有的闸门铰链焊接,采用划线定位焊接,无法保证尺寸,经常出现漏焊,焊斜,漏焊情况,合格率低。另外焊接时,很容易因为闸门铰链,产品受热变形,经常出现尺寸偏差、产品变形等质量缺陷,使得焊接质量不稳定,焊接效率低。最后现有的焊接机架,工作台多为固定设置,一旦安装,就不便调节高度,不能满足不同的使用需求,上料时比较麻烦。
发明内容
本发明的目的在于提供一种超大型人字闸门铰链焊接机架,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种超大型人字闸门铰链焊接机架,包括固定底板所述固定底板的四周固定连接有液压千斤顶,所述固定底板上设有工控机,所述液压千斤顶之间设有连接加固横梁,所述液压千斤顶的上端固定连接有框架,所述框架之间转动连接多个辊轴,所述框架左右两端设有相对平行的闸门固定装置,所述框架的另一端固定有烟尘收集系统和铰链固定装置,所述铰链固定装置同侧的固定底板上固定连接有焊接装置,所述焊接装置上设有图像捕捉装置,所述液压千斤顶、闸门固定装置、焊接装置、图像捕捉装置、烟尘收集系统和铰链固定装置均与工控机进行通信连接,所述闸门固定装置包括门体定位板、第一液压缸和第一电动伸缩杆和压板,所述第一液压缸固定连接在框架上,所述第一液压缸顶端与门体定位板固定连接,所述第一液压缸驱动门体定位板水平滑动,所述门体定位板下方与第一电动伸缩杆固定连接,所述第一电动伸缩杆下端与压板固定连接,所述压板通过第一电动伸缩杆在门体定位板下方垂直滑动,所述焊接装置包括轨道、转动盘、基柱、第一机械手臂、第二机械手臂和焊接枪头,所述转动盘通过伺服电机在轨道上水平滑动,所述转动盘上固定连接有基柱,所述基柱顶端与第一机械手臂的一端转动连接,所述第一机械手臂的另一端与第二机械手臂的一端转动连接,所述第二机械手臂的另一端设有焊接枪头,所述烟尘收集系统包括吸尘口、风管、负压装置和净化器,所述吸尘口固定连接在框架上,所述吸尘口通过风管与负压装置和净化器连接,所述铰链固定装置包括第二电动伸缩杆、铰链压板、铰链挡板和第二液压缸,所述第二液压缸的一端与铰链挡板固定连接,所述铰链挡板下方与第二电动伸缩杆固定连接,所述第二电动伸缩杆下端与铰链压板固定连接,所述铰链压板通过第二电动伸缩杆在门体定位板下方垂直滑动,所述图像捕捉装置用于在焊接过程中采集人字闸门门体和铰链焊接区域的图像并将图像传输至工控机进行焊接。
优选的,所述固定底板为钢板,且固定底板的厚度大于30cm。
优选的,所述液压千斤顶的数量至少为6个。
优选的,所述液压千斤顶与框架连接处设有加强筋。
优选的,所述压板和铰链压板的下表面为防滑材料。
优选的,所述吸尘口外表面设有防护罩。
优选的,所述图像捕捉装置由工业相机、工业镜头和照明装置组成。
优选的,所述固定底板下方固定链接有地脚。
优选的,所述工控机用于:获取图像捕捉装置采集的焊接图像进行铰链图像去噪,利用Sobel算子计算图像中对应点的梯度矢量或法矢量,从而获得数字图像的一阶梯度,通过将两组分别表示图像横、纵向的3×3的矩阵与图像做平面卷积,获得图像的横、纵向差分近似值,图像的每个像素的横向及纵向梯度近似值用下面的公式计算梯度的大小,
计算梯度方向公式

其中Gx及Gy分别表示经横向及纵向边缘检测后的图像,
以此方法获得图像边缘;再用轮廓点周长的方法来去噪,轮廓由一系列点组成,图像的轮廓就有两种,铰链轮廓和噪点轮廓,其中铰链轮廓只有一个,噪点轮廓由很多,铰链轮廓所包含的点的个数是最多的,根据这一特点,从图中所有轮廓中筛选出包含点个数最多的一个轮廓,就获取到了铰链轮廓,再删除其他噪点轮廓,就实现了图像去噪。
优选的,所述工控机还用于:获取图像捕捉装置采集的焊接图像进行铰链焊缝边缘提取,采用霍夫变换的方式来检测铰链图像中的直线,从所有检测到的霍夫直线中筛选出三条斜率接近于零边缘霍夫直线为铰链焊缝。
与现有技术相比,本发明的有益效果是:一种超大型人字闸门铰链焊接机架,通过图像捕捉装置获取到待焊接铰链的图像,再把铰链的图像传输给工控机上的相应程序去处理,最后将处理得到的焊接路径转化为焊接装置的运行指令,焊接装置完成焊接过程。实现了远程控制的精细化的超大型人字闸门铰链焊接,可以智能化焊接超大型人字闸门铰链。解决现有的超大型人字闸门门体的生产过程中焊接工作量大,依赖人工完成焊接而影响了工作效率的问题,有效保护工人健康安全。
通过闸门固定装置和铰链固定装置夹紧闸门门板和铰链完成焊接,实现了对闸门门板与铰链的焊接位置的控制,克服了焊接时产品受热变形,经常出现尺寸偏差、产品变形等质量缺陷的问题。不仅提高了焊接加工效率,且能保证焊接加工的可靠性、一致性。
通过烟尘收集系统,当焊接铰链时烟尘就通过风管从吸尘口进入净化器。能够及时吸收焊接装置在工作过程中产生的烟、粉尘等杂质,改善生产场地的工作环境,可以有效的解决烟尘、气体污染问题。
通过液压千斤顶上下调整可以改变机架的高度,便调节高度,能满足不同的使用需求。通过辊轴可以使超大型人字闸门门板方便移动到工作位置,便于使用。
附图说明
图1为本发明的主视图;
图2为本发明的侧视图;
图3为本发明的俯视图;
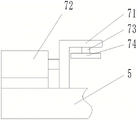
图4为本发明的闸门固定装置的结构示意图;
图5为本发明的焊接装置的结构示意图;
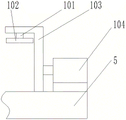
图6为本发明的铰链固定装置的结构示意图;
图7为本发明的工控机图像处理的流程图;。
图中:1.固定底板、2.液压千斤顶、3.工控机、4.加固横梁、5.框架、6.辊轴、7.闸门固定装置、8.焊接装置、9.烟尘收集系统、10.铰链固定装置、11.图像捕捉装置、12.加强筋、13.地脚、71.门体定位板、72.第一液压缸、73.第一电动伸缩杆、74.压板、81.轨道、82.转动盘、83.基柱、84.第一机械手臂、85.第二机械手臂、86.焊接枪头、91.吸尘口、92.风管、93.负压装置、94.净化器、95.防护罩、101.第二电动伸缩杆、102.铰链压板、103.铰链挡板、104.第二液压缸。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
为了便于描述,在这里可以使用空间相对术语,如“在……之上”、“在……上方”、“在……上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在……上方”可以包括“在……上方”和“在……下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
现在,将参照附图更详细地描述根据本申请的示例性实施方式。然而,这些示例性实施方式可以由多种不同的形式来实施,并且不应当被解释为只限于这里所阐述的实施方式。应当理解的是,提供这些实施方式是为了使得本申请的公开彻底且完整,并且将这些示例性实施方式的构思充分传达给本领域普通技术人员,在附图中,为了清楚起见,扩大了层和区域的厚度,并且使用相同的附图标记表示相同的器件,因而将省略对它们的描述。
请参阅图1-6,本发明实施例提供的一种技术方案:一种超大型人字闸门铰链焊接机架,包括固定底板1,所述固定底板1的四周固定连接有液压千斤顶2,通过液压千斤顶2调整框架5高度,调整可以改变机架的高度,便调节高度,能满足不同的使用需求。所述固定底板1上设有工控机3,所述液压千斤顶2之间设有连接加固横梁4,所述液压千斤顶2的上端固定连接有框架5,所述框架5之间转动连接多个辊轴6,通过辊轴6可以使超大型人字闸门门板方便移动到工作位置,便于使用,所述框架5左右两端设有相对平行的闸门固定装置7,所述框架5的另一端固定有烟尘收集系统9和铰链固定装置10,通过闸门固定装置7和铰链固定装置10夹紧闸门门板和铰链完成焊接,实现了对闸门门板与铰链的焊接位置的控制,克服了焊接时产品受热变形,经常出现尺寸偏差、产品变形等质量缺陷的问题。不仅提高了焊接加工效率,且能保证焊接加工的可靠性、一致性,所述铰链固定装置10同侧的固定底板1上固定连接有焊接装置8,所述焊接装置8上设有图像捕捉装置11,所述液压千斤顶2、闸门固定装置7、焊接装置8、图像捕捉装置11、烟尘收集系统9和铰链固定装置10均与工控机3进行通信连接,所述闸门固定装置7包括门体定位板71、第一液压缸72和第一电动伸缩杆73和压板74,所述第一液压缸72固定连接在框架5上,所述第一液压缸72顶端与门体定位板71固定连接,所述第一液压缸72驱动门体定位板71水平滑动,所述门体定位板71下方与第一电动伸缩杆73固定连接,所述第一电动伸缩杆73下端与压板74固定连接,所述压板74通过第一电动伸缩杆73在门体定位板71下方垂直滑动,所述焊接装置8包括轨道81、转动盘82、基柱83、第一机械手臂84、第二机械手臂85和焊接枪头86,所述转动盘82通过伺服电机在轨道81上水平滑动,所述转动盘82上固定连接有基柱83,所述基柱83顶端与第一机械手臂84的一端转动连接,所述第一机械手臂84的另一端与第二机械手臂85的一端转动连接,所述第二机械手臂85的另一端设有焊接枪头86,所述烟尘收集系统9包括吸尘口91、风管92、负压装置93和净化器94,所述吸尘口91固定连接在框架5上,所述吸尘口91通过风管92与负压装置93和净化器94连接,通过烟尘收集系统9,当焊接铰链时烟尘就通过风管92从吸尘口91进入净化器94。能够及时吸收焊接装置在工作过程中产生的烟、粉尘等杂质,改善生产场地的工作环境,可以有效的解决烟尘、气体污染问题,所述铰链固定装置10包括第二电动伸缩杆101、铰链压板102、铰链挡板103和第二液压缸104,所述第二液压缸104的一端与铰链挡板103固定连接,所述铰链挡板103下方与第二电动伸缩杆101固定连接,所述第二电动伸缩杆101下端与铰链压板102固定连接,所述铰链压板102通过第二电动伸缩杆101在门体定位板103下方垂直滑动,所述图像捕捉装置11用于在焊接过程中采集人字闸门门体和铰链焊接区域的图像并将图像传输至工控机3进行焊接。通过图像捕捉装置11采集的焊接图像,把铰链的图像传输给工控机3上的相应程序去处理,最后将处理得到的焊接路径转化为焊接装置的运行指令,焊接装置8完成焊接过程。实现了远程控制的精细化的超大型人字闸门铰链焊接,可以智能化焊接超大型人字闸门铰链。
具体而言,所述固定底板1为钢板,且固定底板1的厚度大于30cm,使机架的整体重心在底部保证机架整体的稳定。
具体而言,所述液压千斤顶2的数量至少为6个,多点支撑保证框架5的稳定性。
具体而言,所述液压千斤顶2与框架5连接处设有加强筋12,提高机架的稳定性和耐用性。
具体而言,所述压板74和铰链压板102的下表面为防滑材料,增加摩擦力可以更好的夹紧闸门门板和铰链完成焊接。
具体而言,所述吸尘口91外表面设有防护罩95,保护吸尘口91提高使用寿命。
具体而言,所述图像捕捉装置11由工业相机、工业镜头和照明装置组成。
具体而言,所述固定底板1下方固定链接有地脚13,便于安装时调节机架整体的平衡。
在本实施例中,请参阅图7,工控机3的图像处理部分用于执行以下步骤:
步骤S101,获取图像捕捉装置11采集的焊接图像。
步骤S102,用Sobel算子计算图像边缘,利用Sobel算子计算图像中对应点的梯度矢量或法矢量,从而获得数字图像的一阶梯度,通过将两组分别表示图像横、纵向的3×3的矩阵与图像做平面卷积,获得图像的横、纵向差分近似值,图像的每个像素的横向及纵向梯度近似值用下面的公式计算梯度的大小,

计算梯度方向公式

其中Gx及Gy分别表示经横向及纵向边缘检测后的图像,
以此方法获得图像边缘;
步骤S103,用轮廓点周长的方法进行去噪,轮廓由一系列点组成,图像的轮廓就有两种,铰链轮廓和噪点轮廓,其中铰链轮廓只有一个,噪点轮廓由很多,铰链轮廓所包含的点的个数是最多的,根据这一特点,从图中所有轮廓中筛选出包含点个数最多的一个轮廓,就获取到了铰链轮廓,再删除其他噪点轮廓,就实现了图像去噪。
步骤S104,用霍夫变换的方式筛选铰链焊缝。获取图像捕捉装置11采集的焊接图像进行铰链焊缝边缘提取,采用霍夫变换的方式来检测铰链图像中的直线,从所有检测到的霍夫直线中筛选出三条斜率接近于零边缘霍夫直线为铰链焊缝。
步骤S105,铰链焊缝边缘坐标转换,图像中的坐标是对于图像坐标而言的,而机器人在执行加工时,使用的是机器人坐标,所以要把图像坐标转换为机器人坐标。图像坐标转机器人坐标需要求一个平移矩阵和旋转矩阵。即:机器人坐标系坐标=图像坐标系坐标*旋转矩阵+平移矩阵。求出了旋转矩阵和平移矩阵后,对于铰链焊缝边缘的每一个图像坐标,都能求出对应的机器人坐标。上述坐标转换的过程用matlab程序编写,先分别获取到坐标矩阵,将其输入到程序中,经过计算后生成转换矩阵,再将这个转换矩阵值输入到用C#语言编写的铰链焊缝识别机程序中,用于将获取到的铰链焊缝边缘图像坐标转换为机器人坐标以及后续铰链的焊接。
工作原理:使用时通过工控机3控制液压千斤顶2升降,改变机架的高度,方便超大型人字闸门上料。通过辊轴6可以使超大型人字闸门门板方便移动到工作位置。通过闸门固定装置7的第一液压缸72驱动门体定位板71调整闸门门体位置方便焊接,通过第一电动伸缩杆73驱动压板74夹紧闸门门体。通过铰链固定装置10的第二液压缸104驱动门体铰链挡板103调整铰链位置方便焊接,通过第二电动伸缩杆101驱动铰链压板102夹紧闸门铰链。实现了对闸门门板与铰链的焊接位置的控制,克服了焊接时产品受热变形,经常出现尺寸偏差、产品变形等质量缺陷的问题。不仅提高了焊接加工效率,且能保证焊接加工的可靠性、一致性。通过图像捕捉装置11采集的焊接图像,把铰链的图像传输给工控机3上的相应程序去处理,最后将处理得到的焊接路径转化为焊接装置的运行指令,焊接装置8完成焊接过程。实现了远程控制的精细化的超大型人字闸门铰链焊接,可以智能化焊接超大型人字闸门铰链。解决现有的超大型人字闸门门体的生产过程中焊接工作量大,依赖人工完成焊接而影响了工作效率的问题,有效保护工人健康安全。通过烟尘收集系统9,当焊接铰链时烟尘就通过风管92从吸尘口91进入净化器94。能够及时吸收焊接装置在工作过程中产生的烟、粉尘等杂质,改善生产场地的工作环境,可以有效的解决烟尘、气体污染问题。
需要说明的是,本申请的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本申请的实施方式例如能够以除了在这里图示或描述的那些以外的顺序实施。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (10)
1.一种超大型人字闸门铰链焊接机架,包括固定底板(1),其特征在于:所述固定底板(1)的四周固定连接有液压千斤顶(2),所述固定底板(1)上设有工控机(3),所述液压千斤顶(2)之间设有连接加固横梁(4),所述液压千斤顶(2)的上端固定连接有框架(5),所述框架(5)之间转动连接多个辊轴(6),所述框架(5)左右两端设有相对平行的闸门固定装置(7),所述框架(5)的另一端固定有烟尘收集系统(9)和铰链固定装置(10),所述铰链固定装置(10)同侧的固定底板(1)上固定连接有焊接装置(8),所述焊接装置(8)上设有图像捕捉装置(11),所述液压千斤顶(2)、闸门固定装置(7)、焊接装置(8)、图像捕捉装置(11)、烟尘收集系统(9)和铰链固定装置(10)均与工控机(3)进行通信连接,所述闸门固定装置(7)包括门体定位板(71)、第一液压缸(72)和第一电动伸缩杆(73)和压板(74),所述第一液压缸(72)固定连接在框架(5)上,所述第一液压缸(72)顶端与门体定位板(71)固定连接,所述第一液压缸(72)驱动门体定位板(71)水平滑动,所述门体定位板(71)下方与第一电动伸缩杆(73)固定连接,所述第一电动伸缩杆(73)下端与压板(74)固定连接,所述压板(74)通过第一电动伸缩杆(73)在门体定位板(71)下方垂直滑动,所述焊接装置(8)包括轨道(81)、转动盘(82)、基柱(83)、第一机械手臂(84)、第二机械手臂(85)和焊接枪头(86),所述转动盘(82)通过伺服电机在轨道(81)上水平滑动,所述转动盘(82)上固定连接有基柱(83),所述基柱(83)顶端与第一机械手臂(84)的一端转动连接,所述第一机械手臂(84)的另一端与第二机械手臂(85)的一端转动连接,所述第二机械手臂(85)的另一端设有焊接枪头(86),所述烟尘收集系统(9)包括吸尘口(91)、风管(92)、负压装置(93)和净化器(94),所述吸尘口(91)固定连接在框架(5)上,所述吸尘口(91)通过风管(92)与负压装置(93)和净化器(94)连接,所述铰链固定装置(10)包括第二电动伸缩杆(101)、铰链压板(102)、铰链挡板(103)和第二液压缸(104),所述第二液压缸(104)的一端与铰链挡板(103)固定连接,所述铰链挡板(103)下方与第二电动伸缩杆(101)固定连接,所述第二电动伸缩杆(101)下端与铰链压板(102)固定连接,所述铰链压板(102)通过第二电动伸缩杆(101)在门体定位板(103)下方垂直滑动,所述图像捕捉装置(11)用于在焊接过程中采集人字闸门门体和铰链焊接区域的图像并将图像传输至工控机(3)进行焊接。
2.根据权利要求1所述的一种超大型人字闸门铰链焊接机架,其特征在于:所述固定底板(1)为钢板,且固定底板(1)的厚度大于30cm。
3.根据权利要求1所述的一种超大型人字闸门铰链焊接机架,其特征在于:所述液压千斤顶(2)的数量至少为6个。
4.根据权利要求1所述的一种超大型人字闸门铰链焊接机架,其特征在于:所述液压千斤顶(2)与框架(5)连接处设有加强筋(12)。
5.根据权利要求1所述的一种超大型人字闸门铰链焊接机架,其特征在于:所述压板(74)和铰链压板(102)的下表面为防滑材料。
6.根据权利要求1所述的一种超大型人字闸门铰链焊接机架,其特征在于:所述吸尘口(91)外表面设有防护罩(95)。
7.根据权利要求1所述的一种超大型人字闸门铰链焊接机架,其特征在于:所述图像捕捉装置(11)由工业相机、工业镜头和照明装置组成。
8.根据权利要求1所述的一种超大型人字闸门铰链焊接机架,其特征在于:所述固定底板(1)下方固定链接有地脚(13)。
9.根据权利要求1所述的一种超大型人字闸门铰链焊接机架,其特征在于:所述工控机(3)用于:获取图像捕捉装置(11)采集的焊接图像进行铰链图像去噪,利用Sobel算子计算图像中对应点的梯度矢量或法矢量,从而获得数字图像的一阶梯度,通过将两组分别表示图像横、纵向的3×3的矩阵与图像做平面卷积,获得图像的横、纵向差分近似值,图像的每个像素的横向及纵向梯度近似值用下面的公式计算梯度的大小,

计算梯度方向公式

其中Gx及Gy分别表示经横向及纵向边缘检测后的图像,
以此方法获得图像边缘;再用轮廓点周长的方法进行去噪,轮廓由一系列点组成,图像的轮廓就有两种,铰链轮廓和噪点轮廓,其中铰链轮廓只有一个,噪点轮廓由很多,铰链轮廓所包含的点的个数是最多的,根据这一特点,从图中所有轮廓中筛选出包含点个数最多的一个轮廓,就获取到了铰链轮廓,再删除其他噪点轮廓,就实现了图像去噪。
10.根据权利要求1所述的一种超大型人字闸门铰链焊接机架,其特征在于:所述工控机(3)还用于:获取图像捕捉装置(11)采集的焊接图像进行铰链焊缝边缘提取,采用霍夫变换的方式来检测铰链图像中的直线,从所有检测到的霍夫直线中筛选出三条斜率接近于零边缘霍夫直线为铰链焊缝。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210703085.4A CN115055877A (zh) | 2022-06-21 | 2022-06-21 | 一种超大型人字闸门铰链焊接机架 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210703085.4A CN115055877A (zh) | 2022-06-21 | 2022-06-21 | 一种超大型人字闸门铰链焊接机架 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115055877A true CN115055877A (zh) | 2022-09-16 |
Family
ID=83202866
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210703085.4A Pending CN115055877A (zh) | 2022-06-21 | 2022-06-21 | 一种超大型人字闸门铰链焊接机架 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115055877A (zh) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999007596A1 (de) * | 1997-08-07 | 1999-02-18 | Thyssen Industrie Ag | Verfahren zum anbringen der türscharniere an kfz-karosserien und vorrichtung zur durchführung des verfahrens |
| CN108961285A (zh) * | 2018-06-20 | 2018-12-07 | 广东工业大学 | 一种集装箱铰链焊缝边缘提取方法和装置 |
| CN109290711A (zh) * | 2018-11-29 | 2019-02-01 | 广东工业大学 | 门铰链与门板的焊接方法及焊接设备 |
| CN211840760U (zh) * | 2020-03-24 | 2020-11-03 | 昆山恒特工业机械有限公司 | 一种板材焊接用夹具 |
| CN112001906A (zh) * | 2020-08-24 | 2020-11-27 | 江苏徐工信息技术股份有限公司 | 一种结合非极大值抑制的钢板焊缝图像检测方法 |
| CN112091500A (zh) * | 2020-08-07 | 2020-12-18 | 安徽省皖工电动车科技有限公司 | 一种电动环卫垃圾车的门板焊接台 |
| CN213136478U (zh) * | 2020-08-29 | 2021-05-07 | 无锡旺顺金属制品有限公司 | 一种钢带合缝专用工装 |
| CN113588663A (zh) * | 2021-08-03 | 2021-11-02 | 上海圭目机器人有限公司 | 一种管线缺陷识别与信息提取方法 |
-
2022
- 2022-06-21 CN CN202210703085.4A patent/CN115055877A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999007596A1 (de) * | 1997-08-07 | 1999-02-18 | Thyssen Industrie Ag | Verfahren zum anbringen der türscharniere an kfz-karosserien und vorrichtung zur durchführung des verfahrens |
| CN108961285A (zh) * | 2018-06-20 | 2018-12-07 | 广东工业大学 | 一种集装箱铰链焊缝边缘提取方法和装置 |
| CN109290711A (zh) * | 2018-11-29 | 2019-02-01 | 广东工业大学 | 门铰链与门板的焊接方法及焊接设备 |
| CN211840760U (zh) * | 2020-03-24 | 2020-11-03 | 昆山恒特工业机械有限公司 | 一种板材焊接用夹具 |
| CN112091500A (zh) * | 2020-08-07 | 2020-12-18 | 安徽省皖工电动车科技有限公司 | 一种电动环卫垃圾车的门板焊接台 |
| CN112001906A (zh) * | 2020-08-24 | 2020-11-27 | 江苏徐工信息技术股份有限公司 | 一种结合非极大值抑制的钢板焊缝图像检测方法 |
| CN213136478U (zh) * | 2020-08-29 | 2021-05-07 | 无锡旺顺金属制品有限公司 | 一种钢带合缝专用工装 |
| CN113588663A (zh) * | 2021-08-03 | 2021-11-02 | 上海圭目机器人有限公司 | 一种管线缺陷识别与信息提取方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108637435A (zh) | 一种基于视觉与弧压传感的三维焊缝跟踪系统及方法 | |
| CN112238304B (zh) | 一种基于图像视觉识别焊缝的机械臂自动焊接小批量定制异型桥梁钢模板方法 | |
| CN101840736A (zh) | 一种视觉引导下的光学玻璃安装装置及安装方法 | |
| CN205702953U (zh) | 一种用于管件焊接的机器人系统 | |
| CN106290394A (zh) | 一种cpu散热器铝挤成型缺陷检测系统及检测方法 | |
| CN112537719B (zh) | 基于视觉定位的gis管道自动对接装置及其工作方法 | |
| CN115055877A (zh) | 一种超大型人字闸门铰链焊接机架 | |
| CN207327312U (zh) | 一种碳滑板表面加工机 | |
| CN112573355B (zh) | 多用途的gis管道自动对接装置 | |
| CN108673041A (zh) | 一种压力容器专用焊接装置及焊接方法 | |
| CN105945398A (zh) | 一种热交换器大型管道机器人视觉焊接装置 | |
| CN108655632B (zh) | 焊接位置带斜面的集烟罩焊接夹具 | |
| CN111843348A (zh) | 一种自卸车车厢侧板焊接平台及焊接方法 | |
| CN110614558A (zh) | 一种人工智能检板系统 | |
| CN207548016U (zh) | 一种大回转台机器人自动焊接工作站加工装置 | |
| CN108516140A (zh) | 一种高压缆线盘包装方法及其包装设备 | |
| CN214684914U (zh) | 一种用于钢结构焊接的设备 | |
| CN210450235U (zh) | 清洁高效型板材焊接除尘装置 | |
| CN105155742A (zh) | 单元式金属幕墙 | |
| CN204875513U (zh) | 一种用于桥梁检测与维修设备 | |
| CN209754412U (zh) | 一种铝框加工用支撑架 | |
| CN209013935U (zh) | 一种对产品外观实时监测及整形装置 | |
| CN208513981U (zh) | 一种压力容器专用焊接装置 | |
| CN208366704U (zh) | 一种用于建筑工程质量检测的工作台 | |
| CN207026969U (zh) | 一种智能自动化直缝焊管生产线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |