CN115038252A - 线路清洁方法 - Google Patents
线路清洁方法 Download PDFInfo
- Publication number
- CN115038252A CN115038252A CN202210757266.5A CN202210757266A CN115038252A CN 115038252 A CN115038252 A CN 115038252A CN 202210757266 A CN202210757266 A CN 202210757266A CN 115038252 A CN115038252 A CN 115038252A
- Authority
- CN
- China
- Prior art keywords
- laser
- laser beam
- cleaning
- printed circuit
- circuit board
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004140 cleaning Methods 0.000 title claims abstract description 139
- 238000000034 method Methods 0.000 title claims abstract description 68
- 230000008569 process Effects 0.000 abstract description 24
- 238000010521 absorption reaction Methods 0.000 abstract description 10
- 238000012545 processing Methods 0.000 abstract description 8
- 239000002245 particle Substances 0.000 abstract description 6
- 238000003754 machining Methods 0.000 abstract description 4
- 239000000126 substance Substances 0.000 abstract description 4
- 238000001312 dry etching Methods 0.000 abstract description 3
- 230000000694 effects Effects 0.000 description 10
- 239000003292 glue Substances 0.000 description 10
- 238000010586 diagram Methods 0.000 description 8
- 238000005530 etching Methods 0.000 description 6
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 239000000741 silica gel Substances 0.000 description 4
- 229910002027 silica gel Inorganic materials 0.000 description 4
- 238000003486 chemical etching Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000010292 electrical insulation Methods 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- CPBQJMYROZQQJC-UHFFFAOYSA-N helium neon Chemical compound [He].[Ne] CPBQJMYROZQQJC-UHFFFAOYSA-N 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- -1 polytetrafluoroethylene Polymers 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 238000012216 screening Methods 0.000 description 2
- 239000002893 slag Substances 0.000 description 2
- 229910000679 solder Inorganic materials 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 230000001174 ascending effect Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000003467 diminishing effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000011086 high cleaning Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000011295 pitch Substances 0.000 description 1
- 238000007781 pre-processing Methods 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/22—Secondary treatment of printed circuits
- H05K3/26—Cleaning or polishing of the conductive pattern
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Laser Beam Processing (AREA)
Abstract
本申请涉及激光加工技术领域,尤其涉及一种线路清洁方法,包括:印制电路板安装于工作台上;CO2激光器发射CO2激光通过孔径光阑,得到第一激光束;其中,CO2激光的波长为9.2μm~10.8μm;第一激光束通过振镜后反射至聚焦镜上聚焦,得到第二激光束;第二激光束对印制电路板的线路之间的残留物进行清洁。本申请提供的清洁方法,属于干蚀刻清理,利用印制电路板对CO2激光吸收少,加工残留物对CO2激光的吸收多的特点,CO2激光使得线路之间的残留物气化或剥离,此过程残留物产生的残渣少、对印制电路板无损耗,且无化学污染;并且CO2激光光束小,能有效去除其他清洁方法难以去除的亚微级附着颗粒;同时,清洁过程的可控性好、可远程控制,无需人工接触。
Description
技术领域
本申请涉及激光加工技术领域,尤其涉及一种线路清洁方法。
背景技术
印制电路板时电子设备中必不可少的一种组件,在电子设备有着非常多的功能,首先印制电路板能够提供集成电路等各种电子元器件固定、装配的机械支承,实现集成电路等各种电子元器件之间的布线和电气连接或电绝缘,提供所要求的电气特性,其次,印制电路板还能为自动焊接提供阻焊图形,为元器件插装、检查、维修提供识别字符和图形。
目前在PCB邻域中,清洁工艺占有很重要的位置,印制电路板在生产制备完成后,板面上难免存在一些焊渣等残留物,例如环氧树脂胶水、丙烯酸系胶水、亚克力系胶水、有机硅胶胶水、无机硅胶胶水、TPI胶水、液晶高分子聚合物、聚四氟乙烯等,需要通过专用的清洁装置进行清洁。但是,目前普遍都是使用化学蚀刻即把印制电路板浸入蚀刻液中的方法,缺陷为残留物的蚀刻速度慢,清理不完全,且有损坏线路之间的结构,容易导致印制电路板使用时发生短路等风险。
发明内容
鉴于此,本申请提供一种线路清洁方法,通过利用印制电路板对CO2激光吸收少,加工残留物对CO2激光的吸收多的特点,采用CO2激光清理加工残留物。
本申请提供一种线路清洁方法,所述的线路清洁方法包括以下步骤:
(1)将待清洁的印制电路板安装于工作台上;
(2)CO2激光器发射的CO2激光通过孔径光阑,得到第一激光束;
(3)所述第一激光束通过振镜后反射至聚焦镜上聚焦,得到第二激光束;
(4)所述工作台和/或所述第二激光束移动,且所述第二激光束对所述印制电路板的线路之间的残留物进行清洁,直至所述印制电路板清洁完成。
在可行的实施方案中,所述孔径光阑设有多个通光孔,所述通光孔的孔径大小为6mm~20mm,且多个所述通光孔的孔径不同。
在可行的实施方案中,所述CO2激光器的激光功率为1W~300W。
在可行的实施方案中,所述第二激光束的光斑直径为0.01mm~0.4mm。
在可行的实施方案中,所述第二激光束的清洁范围为(100mm~300mm)×(100mm~300mm)。
在可行的实施方案中,所述第二激光束的清洁速度为1mm/s~10000mm/s。
在可行的实施方案中,所述第二激光束的清洁频率为1KHz~200KHz。
在可行的实施方案中,所述第二激光束的光斑重叠率为1%~99%。
在可行的实施方案中,所述工作台的移动速度为1mm/s~1000mm/s。
在可行的实施方案中,所述CO2激光的波长为9.2μm~10.8μm。
本申请的技术方案至少具有以下有益的效果:
本申请提供的印制电路板的清洁方法,属于干蚀刻清理,利用印制电路板对CO2激光吸收少,加工残留物对CO2激光的吸收多的特点,CO2激光使得线路之间的残留物气化或剥离,此过程残留物产生的残渣少、对印制电路板无损耗,且无化学污染;并且CO2激光光束小,能有效去除其他清洁方法难以去除的亚微级附着颗粒;同时,清洁过程的可控性好、可远程控制,无需人工接触。
附图说明
为了更清楚地说明本申请实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1为本申请提供的线路清洁方法的流程图;
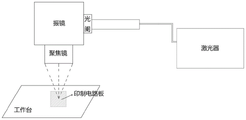
图2为本申请提供的线路清洁方法的清洁装置示意图;
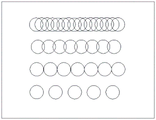
图3为本申请提供的线路清洁方法的清洁装置的孔径光阑的结构示意图;
图4为本申请提供的线路清洁方法中光斑重叠度不同的示意图;
图5为本申请提供的线路清洁方法中待清洁的印制电路板的结构示意图;
图6为本申请提供的线路清洁方法中清洁完成的印制电路板的结构示意图。
具体实施例
为了更好的理解本申请的技术方案,下面结合附图对本申请实施例进行详细描述。
应当明确,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本申请保护的范围。
在本申请实施例中使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本申请。在本申请实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其它含义。
应当理解,本文中使用的术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,A和/或B,可以表示:单独存在A,同时存在A和B,单独存在B这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
印制电路板时电子设备中必不可少的一种组件,在电子设备有着非常多的功能,首先印制电路板能够提供集成电路等各种电子元器件固定、装配的机械支承,实现集成电路等各种电子元器件之间的布线和电气连接或电绝缘,提供所要求的电气特性,其次,印制电路板还能为自动焊接提供阻焊图形,为元器件插装、检查、维修提供识别字符和图形。
目前在PCB邻域中,清洁工艺占有很重要的位置,印制电路板在生产制备完成后,板面上难免存在一些焊渣等残留物,例如环氧树脂胶水、丙烯酸系胶水、亚克力系胶水、有机硅胶胶水、无机硅胶胶水、TPI胶水、液晶高分子聚合物、聚四氟乙烯等,需要通过专用的清洁装置进行清洁。但是,目前普遍都是使用化学蚀刻即把印制电路板浸入蚀刻液中的方法,缺陷为残留物的蚀刻速度慢,清理不完全,且有损坏线路之间的结构,容易导致印制电路板使用时发生短路等风险。
鉴于此,本申请提供一种印制电路板的线路清洁方法,图1为本申请提供的线路清洁方法的流程图,如图1所示,印制电路板的线路清洁方法包括以下步骤:
(1)将待清洁的印制电路板安装于工作台上;
(2)CO2激光器发射的CO2激光通过孔径光阑,得到第一激光束;
(3)第一激光束通过振镜后反射至聚焦镜上聚焦,得到第二激光束;
(4)工作台和/或第二激光束移动,且第二激光束对印制电路板的线路之间的残留物进行清洁,直至印制电路板清洁完成。
上述方案中,清洁方法属于干蚀刻清理,利用印制电路板对CO2激光吸收少,加工残留物对CO2激光的吸收多的特点,CO2激光使得线路之间的残留物气化或剥离,此过程残留物产生的残渣少、对印制电路板无损耗,且无化学污染;并且CO2激光光束小,能有效去除其他清洁方法难以去除的亚微级附着颗粒;同时,清洁过程的可控性好、可远程控制,无需人工接触。
在一些实施方式中,图2为本申请提供的线路清洁方法的清洁装置示意图,如图2所示,用于进行线路清洁过程的清洁组件包括CO2激光发射器、孔径光阑、振镜、聚焦镜及可移动的工作台,CO2激光发射器的激光头与孔径光阑连接,孔径光阑再与振镜连接,聚焦镜位于振镜的下端。
清洁组件可与其他装置组成自动化清洁设备,具体的,自动化清洁设备包括上述清洁组件、输料装置、控制器、图像采集装置及驱动装置,驱动装置与工作台连接。
输料装置用于将待清洁的印制电路板运输至工作台上,当印制电路板清洁完成后,再更换其他的待清洁的印制电路板。本申请使用的输料装置可以为传送皮带,传送履带或送料小车等,可根据实际需要选择输料装置的类型,可将待清洁的印制电路板运输至工作台及取下即可,在此不做限定。
当待清洁的印制电路板运输至工作台上后,需要先对待清洁的印制电路板进行定位,并将印制电路板移动至预设的清洁区域。具体的:
待清洁的印制电路板的定位过程通过图像采集装置实现,图像采集装置包括显示界面及图像采集器,图像采集器包括:获取模块,用于获取待清洁的印制电路板的图像;特征提取模块,用于提取获取模块获取的待清洁的印制电路板的特征信息;区域设置模块,用于确定在显示界面呈现的预览画面的目标区域;匹配模块,用于获取预览画面中待清洁的印制电路板的像素点在预览画面中的坐标位置,确定待清洁的印制电路板的像素点的坐标位置均在目标区域的坐标范围内时,并触发拍摄;最后将拍摄的采集数据传递至控制器,由控制器处理后,得到待清洁的印制电路板在水平方向及竖直方向的位置。
进一步的,当确定待清洁的印制电路板在水平方向及竖直方向的位置后,可通过驱动装置将工作台移动至预设的清洁区域。具体的,驱动装置包括升降模组及水平移动模组,升降模组沿竖直方向延伸设置于工作台下侧,用于带动工作台进行竖直方向上的移动。在一些实施方式中,升降模组可以是电机驱动的升降模组、也可以是气缸驱动的升降模组、也可以是皮带传动升降模组等等,在此不做限定。在本实施例中,升降模组包括顶升电机及可升降件,可升降件的一端与工作台固定连接,顶升电机设置于可升降件远离工作台的一端,可使可升降件顶起或下降,进而使得工作台发生竖直方向上的位移。
水平移动模组用于带动工作台沿水平方向移动。在一些实施方式中,水平移动模组可以是直线滑轨模组、丝杆模组等。具体的,水平移动模组包括直线滑轨及直线电机,直线滑轨沿水平方向延伸,例如横向及倾斜延伸等,使得直线电机可驱动工作台可沿直线滑轨向左移动,或向右移动,或向左上移动,或向右下移动等。
当工作台由驱动装置驱动到达预设位置后,可采用清洁装置进行线路清洁过程,以下结合实施例进行具体描述:
步骤S10,将待清洁的印制电路板安装于工作台上;
步骤S20,CO2激光器发射的CO2激光通过孔径光阑,得到第一激光束;
步骤S30,第一激光束通过振镜后反射至聚焦镜上聚焦,得到第二激光束;
步骤S40,工作台和/或第二激光束移动,且第二激光束对印制电路板的线路之间的残留物进行清洁,直至印制电路板清洁完成。
需要说明的是,在步骤S10之前,还包括步骤S10',印制电路板的预处理过程:采用气流和/或无纺布去除印制电路板表面的大颗粒残留物。在步骤S10'中,去除印制电路板表面的大颗粒残留物,便于后续的CO2激光处理过程,防止处理过程中因残留物的体积过大,难以清除,进而达不到所需要的清洁效果。
还需要说明的是,印制电路板通过吸附连接或粘接连接或其它连接方式安装在工作台上时,第二激光束可对印制电路板之间的线路进行清洁时,清洁过程中工作台和/或第二激光束移动,即可以为第二激光束的位置固定,工作台带动印制电路板相对第二激光束移动;或者为工作台的位置固定,第二激光束在扫描范围内对工作台上的印制电路板进行移动清洁;还可以为工作台及第二激光束均移动,可根据实际需要进行选择,在此不做限定。
优选的,本申请采用的方案为:工作台移动,第二激光束的在水平方向上的移动方向垂直于工作台的移动方向,第二激光束在扫描范围内对印制电路板的线路之间的残留物进行清洁,直至印制电路板清洁完成。此种方案,使得第二激光束可以对印制电路板的整面进行扫描,进而能够使印制电路板的整个表面被清扫,该扫描方式能够快速完成一个整面的清洁效果,提高工作效率。示例性的,可以为,工作台带动印制电路板沿线路槽的延伸方向移动,第二激光束在水平面上沿垂直于工作台的移动方向移动,即清理完一条线路槽,第二激光束再移动至下一条线路槽。
在步骤S10中,CO2激光器用于发射CO2激光,CO2激光的波长为9.2μm~10.8μm,此波长的CO2激光,印制电路板吸收少,但加工残留物吸收多,便于清洁过程。CO2激光器的激光功率为1W~300W,可选的,CO2激光器的激光功率具体可以为1W、5W、10W、50W、100W、150W、200W、250W、300W等,激光功率器的大小会影响残留物的清理过程,可根据实际需要选择CO2激光器的激光功率,在此不做限定。CO2激光器的激光功率过小,清洁程度低,CO2激光对残留物的清理不完全,达不到所需要的清洁效果;CO2激光器的激光功率过大,清洁程度高,但清洁成本升高。
CO2激光器发射的CO2激光通过孔径光阑进行筛选,保留所需要光斑大小的第一激光束,第一激光束的光斑大小与孔径光阑的孔阑大小有关。本申请使用的孔径光阑上设有多个通光孔,通光孔的孔径大小为6mm~20mm,可选的,孔径光阑的通光孔的孔径大小具体可以为6mm、8mm、9mm、10mm、11mm、12mm、13mm、14mm、15mm、16mm、18mm、20mm等。图3为本申请提供的线路清洁方法的清洁装置的孔径光阑的结构示意图,如图3所示,通光孔为孔径光阑上设置的多个孔径不同的圆形开口,当需要不同大小的第一激光束时,选择不同的圆形开口,可根据实际需要选择通光孔的孔径大小,在此不做限定。若孔径光阑的通光孔的孔径过小,筛分后得到的第一激光束变小,导致后续得到的第二激光束的光斑变大,对较宽线路之间的残留物清洁效率高,但激光能量不集中,不能清理较小间隔的线路,影响清洁过程;若孔径光阑的通光孔的孔径过大,筛分后得到的第一激光束变大,导致后续得到的第二激光束的光斑变小,可清理较窄线路之间的残留物,但激光能量过于集中,容易损坏印制电路板的表面。优选的,本申请使用的孔径光阑设有八个通光孔,通光孔的直径分别为8mm、9mm、10mm、11mm、12mm、13mm、14mm、15mm。
在步骤S30中,第一激光束通过振镜后反射至聚焦镜上聚焦,得到第二激光束,第二激光束可用于进行印制电路板的清洁过程。
第二激光束的光斑大小为0.01mm~0.4mm,可选的,第二激光束的光斑大小具体可以为0.01mm、0.1mm、0.15mm、0.18mm、0.21mm、0.26mm、0.3mm、0.34mm、0.38mm、0.40mm等,第二激光束的光斑不同,可应用于不同的清洁过程,例如光斑较大时,可用于清洁间距较宽或残留物厚度较薄的线路,即初步清洁过程;光斑较小时,可用于清洁间距较窄或残留物厚度较厚的线路,即精细清洁过程,可根据实际需要选择第二激光束的光斑大小,在此不做限定。第二激光束的光斑过大,可以提高较宽线路的清洁效率,但是较窄的清洁线路之间的残留物得不到有效的清洁;第二激光束的光斑过小,激光的能力集中,可以有效去除线路窄小位置上的残留物,但可清洁区域变小,清洁速度慢,并且容易对印制电路板造成损坏。
在步骤S40中,第二激光束的清洁范围为第二激光束可扫描的范围,决定一次可清洁的印制电路板的面积,本申请使用的第二激光束的清洁范围为矩形,清洁面积为(100mm~300mm)×(100mm~300mm)。可选的,第二激光束的清洁范围具体可以为100mm×100mm、100mm×200mm、100mm×300mm、200mm×100mm、300mm×100mm、120mm×120mm、200mm×200mm、300mm×300mm等,可根据实际需要选择第二激光束的光斑大小,在此不做限定。若第二激光束的清洁范围过大,即振镜的扫描范围过大,振镜镜面较小时的角度偏差可能导致第二激光的光斑在工作台上出现较大的错位,清理不完全;若第二激光束的清洁范围过小,可清洁区域变小,印制电路板移动频繁,影响清洁速度。
在一些实施方式中,第二激光束的清洁速度为1mm/s~10000mm/s,可选的,第二激光束的清洁速度具体可以为1mm/s、100mm/s、200mm/s、500mm/s、800mm/s、2000mm/s、5000mm/s、10000mm/s等,第二激光束的清洁速度是指单位时间内光斑可移动的距离,可根据实际需要选择第二激光束的光斑大小,在此不做限定。若清洁速度过快,线路之间的残留物得不到充分的清理,达不到所需的清洁需求;若清洁速度过慢,清洁程度提高,但影响第二激光束的清洁效率。
在一些实施方式中,第二激光束的清洁频率为1KHz~200KHz,第二激光束的清洁频率指单位时间内激光的清洁次数,可选的,第二激光束的光斑大小具体可以为1KHZ、5KHZ、10KHZ、20KHZ、50KHZ、100KHZ、150KHZ、200KHZ等,可根据实际需要选择第二激光束的光斑大小,在此不做限定。清洁频率过快,振镜的摆动负荷过大,影响清洁装置的使用寿命;清洁频率过慢,清洁时间边长,制备成本升高。
在一些实施方式中,第二激光束的光斑重叠率为1%~99%,可选的,第二激光束的光斑大小具体可以为1%、10%、20%、25%、50%、60%、70%、80%、99%等,图4为本申请提供的线路清洁方法中光斑重叠度不同的示意图,如图4所示,第二激光束的光斑重叠时,即激光束的部分对相同位置的线路进行二次清洁,可提高清洁程度,可根据实际需要选择第二激光束的光斑大小,在此不做限定。若光斑重叠率过高,即重复清理的区域面积增大,清洁程度高,但制备成本也增大;若光斑重叠率过小,被重复清洁的区域变小,使得线路之间的部分未被清洁,达不到所需要的清洁效果。
在一些实施方式中,工作台的移动速度为1mm/s~1000mm/s,在实际使用时,工作台与振镜沿水平的方向移动,即工作台沿左右移动时,振镜的清洁区域沿前后方向,使得工作台的整体得到清洁,可选的,第二激光束的光斑大小具体可以为1mm/s、100mm/s、200mm/s、300mm/s、400mm/s、500mm/s、600mm/s、700mm/s、800mm/s、500mm/s、900mm/s、1000mm/s等,可根据实际需要选择第二激光束的光斑大小,在此不做限定。若工作台的移动速度过快,同一条线路之间的残留物得不到有效的清洁;若工作台的移动速度过慢,清洁程度高,但清洁效率降低,清洁成本升高。
在一些实施方式中,第二激光束可加工的印制电路板的线路深度为0.1mm~5mm。可选的,第二激光束可加工的印制电路板的线路深度具体可以为0.1mm、0.2mm、0.3mm、1mm、2mm、2.5mm、3mm、4mm、5mm等,可根据实际需要改变第二激光束的参数,使得第二激光束可加工的不同深度的印制电路板的线路,适用范围广。
在实际应用过程中,待清洁的印制电路板吸附在工作台上,图5为本申请提供的线路清洁方法中待清洁的印制电路板的结构示意图,如图5所示,残留物附着在线路之间。启动清洁装置后,工作台带动印制电路板沿线路槽的延伸方向移动,第二激光束在水平面上沿垂直于工作台的移动方向移动,即清理完一条线路槽,第二激光束再移动至下一条线路槽,CO2激光气化剥离残留物,图6为本申请提供的线路清洁方法中清洁完成的印制电路板的结构示意图,如图6所示,得到清洁的印制电路板。
以下结合具体实施例进行具体描述:
实施例1:
(1)选用激光功率为150W的激光器发射波长为10μm的CO2激光,CO2激光通过13mm的孔径光阑,得到第一激光束;
(2)第一激光束通过振镜后反射至聚焦镜上聚焦,得到光斑直径为0.2mm的第二激光束;其中,第二激光束光斑的重叠率为50%。
实施例2:
(1)选用激光功率为150W的激光器发射波长为10μm的CO2激光,CO2激光通过6mm的孔径光阑,得到第一激光束;
(2)第一激光束通过振镜后反射至聚焦镜上聚焦,得到光斑直径为0.4mm的第二激光束;其中,第二激光束光斑的重叠率为50%。
实施例3:
(1)选用激光功率为150W的激光器发射波长为10μm的CO2激光,CO2激光通过20mm的孔径光阑,得到第一激光束;
(2)第一激光束通过振镜后反射至聚焦镜上聚焦,得到光斑直径为0.05mm的第二激光束;其中,第二激光束光斑的重叠率为50%。
实施例4:
(1)选用激光功率为150W的激光器发射波长为10μm的CO2激光,CO2激光通过1mm的孔径光阑,得到第一激光束;
(2)第一激光束通过振镜后反射至聚焦镜上聚焦,得到光斑直径为0.9mm的第二激光束;其中,第二激光束光斑的重叠率为50%。
实施例5:
(1)选用激光功率为150W的激光器发射波长为10μm的CO2激光,CO2激光通过25mm的孔径光阑,得到第一激光束;
(2)第一激光束通过振镜后反射至聚焦镜上聚焦,得到光斑直径为0.01mm的第二激光束;其中,第二激光束光斑的重叠率为50%。
实施例6:
(1)选用激光功率为1W的激光器发射波长为10μm的CO2激光,CO2激光通过1mm的孔径光阑,得到第一激光束;
(2)第一激光束通过振镜后反射至聚焦镜上聚焦,得到光斑直径为0.2mm的第二激光束;其中,第二激光束光斑的重叠率为50%。
实施例7:
(1)选用激光功率为300W的激光器发射波长为10μm的CO2激光,CO2激光通过13mm的孔径光阑,得到第一激光束;
(2)第一激光束通过振镜后反射至聚焦镜上聚焦,得到光斑直径为0.2mm的第二激光束;其中,第二激光束光斑的重叠率为50%。
实施例8:
(1)选用激光功率为0.01W的激光器发射波长为10μm的CO2激光,CO2激光通过13mm的孔径光阑,得到第一激光束;
(2)第一激光束通过振镜后反射至聚焦镜上聚焦,得到光斑直径为0.2mm的第二激光束;其中,第二激光束光斑的重叠率为50%。
实施例9:
(1)选用激光功率为400W的激光器发射波长为10μm的CO2激光,CO2激光通过13mm的孔径光阑,得到第一激光束;
(2)第一激光束通过振镜后反射至聚焦镜上聚焦,得到光斑直径为0.2mm的第二激光束;其中,第二激光束光斑的重叠率为50%。
实施例10:
(1)选用激光功率为150W的激光器发射波长为10μm的CO2激光,CO2激光通过13mm的孔径光阑,得到第一激光束;
(2)第一激光束通过振镜后反射至聚焦镜上聚焦,得到光斑直径为0.2mm的第二激光束;其中,第二激光束光斑的重叠率为1%。
实施例11:
(1)选用激光功率为150W的激光器发射波长为10μm的CO2激光,CO2激光通过13mm的孔径光阑,得到第一激光束;
(2)第一激光束通过振镜后反射至聚焦镜上聚焦,得到光斑直径为0.2mm的第二激光束;其中,第二激光束光斑的重叠率为99%。
实施例12:
(1)选用激光功率为150W的激光器发射波长为10μm的CO2激光,CO2激光通过13mm的孔径光阑,得到第一激光束;
(2)第一激光束通过振镜后反射至聚焦镜上聚焦,得到光斑直径为0.2mm的第二激光束;其中,第二激光束光斑的重叠率为0%。
对比例1:
(1)选用激光功率为150W的激光器发射波长为632.8nm的氦氖激光,氦氖激光通过13mm的孔径光阑,得到第一激光束;
(2)第一激光束通过振镜后反射至聚焦镜上聚焦,得到光斑直径为0.2mm的第二激光束;其中,第二激光束光斑的重叠率为50%。
对比例2:
采用化学蚀刻即把印制电路板浸入蚀刻液中进行清洁。

测试:
(1)选择残留物体积相同的印制电路板:
1号印制电路板:残留物厚度为2.5mm,线路之间的间距为0.1mm;
2号印制电路板:残留物厚度为0.25mm、线路之间的间距为1mm。
(2)清洁过程:
1号印制电路板与2号印制电路板分别吸附于可移动工作台上,激光器的清洁范围为200mm×200mm,清洁频率为100KHz;
工作台以500mm/s的速度沿线路槽的方向移动,第二激光束以5000mm/s的速度在水平方向上垂直于工作台的移动方向移动;
第二激光束在的清洁范围内对印制电路板的线路之间的残留物进行清洁,清洁次数为1次。
(3)分别检测1号印制电路板及2号印制电路板的残留物清洁效果。

根据实施例1~12及对比例1~2的测试结果可知,本申请利用印制电路板对CO2激光吸收少,加工残留物对CO2激光的吸收多的特点,CO2激光使得线路之间的残留物气化或剥离,相比较于常规的蚀刻液清理,此过程残留物产生的残渣少、对印制电路板无损耗,且无化学污染;并且CO2激光光束小,能有效去除其他清洁方法难以去除的亚微级附着颗粒;同时,清洁过程的可控性好、可远程控制,无需人工接触。
在实际使用时,可通过设置不同参数的CO2激光,对不同线路间距内残留物产生不同的清理效果。孔径光阑的孔径直径大小与第二激光束的光斑的直径大小呈反比,孔径光阑的直径大,第二激光束的光斑直径小时,CO2激光对窄间隙的清洁效果强,但印制电路板的整体清洁效率低;孔径光阑的直径小,第二激光束的光斑直径大时,CO2激光对宽间隙的清洁效果强,清洁效率高,但对窄间隙的线路清理不完全。CO2激光器的激光功率大或第二激光束的光斑重叠率高,清洁效果强,但清洁效率低;CO2激光器的激光功率小或第二激光束的光斑重叠率低,清洁效率高,但清洁效果差。
最后应说明的是,以上各实施例仅用以说明本申请的技术方案,而非对其限制。尽管参照前述各实施例对本申请进行了详细的说明,本领域的普通技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换。而这些修改或者替换,并不使相应技术方案的本质脱离本申请各实施例技术方案的范围。
Claims (10)
1.一种线路清洁方法,其特征在于,所述的线路清洁方法包括以下步骤:
将待清洁的印制电路板安装于工作台上;
CO2激光器发射的CO2激光通过孔径光阑,得到第一激光束;
所述第一激光束通过振镜后反射至聚焦镜上聚焦,得到第二激光束;
所述工作台和/或所述第二激光束移动,且所述第二激光束对所述印制电路板的线路之间的残留物进行清洁,直至所述印制电路板清洁完成。
2.根据权利要求1所述的线路清洁方法,其特征在于,所述孔径光阑设有多个通光孔,所述通光孔的孔径大小为6mm~20mm,且多个所述通光孔的孔径不同。
3.根据权利要求1所述的线路清洁方法,其特征在于,所述CO2激光器的激光功率为1W~300W。
4.根据权利要求1所述的线路清洁方法,其特征在于,所述第二激光束的光斑直径为0.01mm~0.4mm。
5.根据权利要求1所述的线路清洁方法,其特征在于,所述第二激光束的清洁范围为(100mm~300mm)×(100mm~300mm)。
6.根据权利要求1所述的线路清洁方法,其特征在于,所述第二激光束的清洁速度为1mm/s~10000mm/s。
7.根据权利要求1所述的线路清洁方法,其特征在于,所述第二激光束的清洁频率为1KHz~200KHz。
8.根据权利要求1所述的线路清洁方法,其特征在于,所述第二激光束的光斑重叠率为1%~99%。
9.根据权利要求1所述的线路清洁方法,其特征在于,所述工作台的移动速度为1mm/s~1000mm/s。
10.根据权利要求1所述的线路清洁方法,其特征在于,所述CO2激光的波长为9.2μm~10.8μm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210757266.5A CN115038252A (zh) | 2022-06-29 | 2022-06-29 | 线路清洁方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210757266.5A CN115038252A (zh) | 2022-06-29 | 2022-06-29 | 线路清洁方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115038252A true CN115038252A (zh) | 2022-09-09 |
Family
ID=83127613
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210757266.5A Pending CN115038252A (zh) | 2022-06-29 | 2022-06-29 | 线路清洁方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115038252A (zh) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5068750A (en) * | 1990-10-22 | 1991-11-26 | Hughes Aircraft Company | Contaminant removal from telescope optical elements |
| CN103056517A (zh) * | 2012-12-28 | 2013-04-24 | 江苏大学 | 一种三维激光清洗装置 |
| CN108212947A (zh) * | 2017-12-27 | 2018-06-29 | 武汉金顿激光科技有限公司 | 激光清洗工艺 |
| CN111420939A (zh) * | 2020-05-08 | 2020-07-17 | 长沙航空职业技术学院 | 一种多路激光合束清洗装置及其方法 |
| CN111570410A (zh) * | 2020-05-07 | 2020-08-25 | 武汉锐科光纤激光技术股份有限公司 | 激光清洗枪头和激光清洗机 |
-
2022
- 2022-06-29 CN CN202210757266.5A patent/CN115038252A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5068750A (en) * | 1990-10-22 | 1991-11-26 | Hughes Aircraft Company | Contaminant removal from telescope optical elements |
| CN103056517A (zh) * | 2012-12-28 | 2013-04-24 | 江苏大学 | 一种三维激光清洗装置 |
| CN108212947A (zh) * | 2017-12-27 | 2018-06-29 | 武汉金顿激光科技有限公司 | 激光清洗工艺 |
| CN111570410A (zh) * | 2020-05-07 | 2020-08-25 | 武汉锐科光纤激光技术股份有限公司 | 激光清洗枪头和激光清洗机 |
| CN111420939A (zh) * | 2020-05-08 | 2020-07-17 | 长沙航空职业技术学院 | 一种多路激光合束清洗装置及其方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3079921B2 (ja) | 半田ボールの搭載装置および搭載方法 | |
| US6498319B1 (en) | Method and an apparatus for manufacturing multi-layer boards using laser light | |
| US8527082B2 (en) | Component mounting method, component mounting apparatus, method for determining mounting conditions, and apparatus and program for determining mounting conditions | |
| JPWO2009001497A1 (ja) | レーザ加工装置 | |
| KR101397277B1 (ko) | 이물질 제거 장치 및 이를 이용한 이물질 제거 방법 | |
| CN102192912B (zh) | 焊接印刷检查装置和焊接印刷系统 | |
| JP2001068829A (ja) | プリント配線板の短絡部分の切断方法及び装置 | |
| CN115038252A (zh) | 线路清洁方法 | |
| KR100639402B1 (ko) | 레이저를 이용한 이미지센서의 건식 세정방법 및 세정장치 | |
| JP2018200937A (ja) | 対基板作業装置 | |
| CN116135424A (zh) | 一种具有铣刀修复功能的焊盘修复设备及修复方法 | |
| KR102129023B1 (ko) | 인쇄회로기판용 표면세척장치 및 표면세척방법 | |
| JP7286584B2 (ja) | 実装機 | |
| CN114453734A (zh) | 板材激光表面粗化处理装置及方法 | |
| CN114571140A (zh) | 清洗单元、焊接模组以及焊接设备 | |
| JP2010108960A (ja) | 電子部品実装装置 | |
| KR100674995B1 (ko) | 레이저를 이용한 소켓 클리닝 방법 | |
| JP2013071153A (ja) | レーザ加工装置及び方法 | |
| JP3146932B2 (ja) | バンプ付電子部品の製造方法 | |
| CN219520824U (zh) | 用于印制电路板的激光加工设备 | |
| GB2063414A (en) | Cleaning of Printed Circuit Boards | |
| JPH05136557A (ja) | 部品交換装置 | |
| CN109396668A (zh) | Smt模板加工方法 | |
| JP2506185B2 (ja) | プリント基板の回路切断装置 | |
| JP4731071B2 (ja) | 半田印刷装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |