CN114834897A - 自动封装设备组的工件上料系统 - Google Patents
自动封装设备组的工件上料系统 Download PDFInfo
- Publication number
- CN114834897A CN114834897A CN202210778604.3A CN202210778604A CN114834897A CN 114834897 A CN114834897 A CN 114834897A CN 202210778604 A CN202210778604 A CN 202210778604A CN 114834897 A CN114834897 A CN 114834897A
- Authority
- CN
- China
- Prior art keywords
- workpiece
- feeding system
- assembly
- frame
- module
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/901—Devices for picking-up and depositing articles or materials provided with drive systems with rectilinear movements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P11/00—Connecting or disconnecting metal parts or objects by metal-working techniques not otherwise provided for
- B23P11/02—Connecting or disconnecting metal parts or objects by metal-working techniques not otherwise provided for by first expanding and then shrinking or vice versa, e.g. by using pressure fluids; by making force fits
- B23P11/025—Connecting or disconnecting metal parts or objects by metal-working techniques not otherwise provided for by first expanding and then shrinking or vice versa, e.g. by using pressure fluids; by making force fits by using heat or cold
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/82—Rotary or reciprocating members for direct action on articles or materials, e.g. pushers, rakes, shovels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Abstract
本申请涉及输送装置的领域,尤其是涉及一种自动封装设备组的工件上料系统,其包括机箱,机箱上设有用于输送壳体的输送组件,输送组件的末端设有升降组件,机箱上设有与升降组件连接的推料组件,推料组件将工件从壳体内推出,机箱上设有用于搬运工件的搬运组件。本申请具有提升工件的输送效率的效果。
Description
技术领域
本申请涉及输送装置的领域,尤其是涉及一种自动封装设备组的工件上料系统。
背景技术
一种片状的工件,完成加工后需要通过热压的形式在其表面包覆一层保护层。为了方便对工件进行运输和保护,会设置一壳体。在壳体内壁上设置多条凹槽,将工件卡接在凹槽内对工件进行定位和保护,且一个壳体内放置多个工件,方便对工件进行高效的搬运和输送。
由于待封装的工件的搬运形式,通常人工将工件从壳体中取出,定位在热压装置的进料机构内,进行热压作业,难以适应高自动化的工件输送热压装置。
发明内容
为了提升工件的输送效率,本申请提供一种自动封装设备组的工件上料系统。
本申请提供一种自动封装设备组的工件上料系统,采用如下的技术方案:
一种自动封装设备组的工件上料系统,包括机箱,所述机箱上设有用于输送壳体的输送组件,所述输送组件的末端设有升降组件,所述机箱上设有与所述升降组件连接的推料组件,所述推料组件将工件从壳体内推出,所述机箱上设有用于搬运工件的搬运组件。
通过采用上述技术方案,输送组件自动进行壳体的输送,升降组件配合推料组件将壳体内的工件推出,方便自动将工件从壳体内取出,搬运组件将壳体内推出的工件进行自动搬运,方便与热压装置对接,提升工件的输送效率。
在一个具体的可实施方案中,所述输送组件包括支撑架和推块,所述支撑架设置在所述机箱上,所述推块设置在所述支撑架上,所述支撑架上开设有滑槽,所述支撑架的底面上设有沿输送方向设置的滑轨,所述推块与所述滑轨连接使得所述推块能够沿所述滑轨滑动,所述机箱上设有用于驱动所述推块滑动的第一驱动件。
通过采用上述技术方案,推块在第一驱动件的驱动下推动支撑架上的壳体输送,自动进行壳体的输送,方便在推料组件完成壳体内工件的卸除后,连续进行下一壳体内工件的卸除。
在一个具体的可实施方案中,所述升降组件包括升降线性模组和升降台,所述升降线性模组设置在所述机箱的内壁上,所述升降台设置在所述升降线性模组上,所述升降台上设有挡框。
通过采用上述技术方案,挡框将壳体定位在升降台上,升降台沿升降线性模组上下升降,方便推料组件将壳体内的工件全部自动推出,代替人工将工件从壳体中推出的过程,提升工件的输送效率。
在一个具体的可实施方案中,所述挡框的侧壁上设有夹紧驱动件,所述夹紧驱动件的输出端设有夹紧块,所述夹紧驱动件带动所述夹紧块升降将壳体夹持在所述挡框内。
通过采用上述技术方案,夹紧块在夹紧驱动件的作用下,将壳体夹紧在挡框内,提升壳体在挡框内的稳定性。
在一个具体的可实施方案中,所述机箱的内顶面上设有置物台,所述机箱内顶面上设有连接杆,所述连接杆的底端设有卸料件,将所述挡框内的壳体向所述置物台推送。
通过采用上述技术方案,卸料件将空的壳体向置物台推送,方便自动将挡框内的壳体卸除,自动进行壳体的更换,代替人工更换壳体的过程,进一步提升工件的输送效率。
在一个具体的可实施方案中,所述升降台与所述挡框之间设有推拉件,带动所述挡框靠近或远离所述置物台。
通过采用上述技术方案,推拉件将挡框推向置物台,缩小挡框与置物台之间的间隙,减少出现壳体卡在挡框与置物台之间的间隙内的情况。
在一个具体的可实施方案中,所述机箱上设有安装座,所述安装座内设有向所述推料组件和所述搬运组件延伸的导向轨,所述导向轨上设有用于夹持工件的夹紧件。
通过采用上述技术方案,夹紧件将推料组件推出的工件从壳体中夹紧取出,方便工件完全从壳体中取出,完全代替人工将工件从壳体中取出的过程,提升工件的输送效率。
在一个具体的可实施方案中,所述搬运组件包括夹爪、第一移动模组和第二移动模组,所述第一移动模组设置在所述机箱上,所述第二移动模组设置在第一移动模组上,第一移动模组上设有升降模组,所述夹爪与所述升降模组连接,在所述升降模组的带动下升降。
通过采用上述技术方案,第一移动模组和第二移动模组带动夹爪进行定位,升降模组带动夹爪升降,对工件进行夹持,提升工件的搬运精度,方便搬运工件与后续的装置连接。
在一个具体的可实施方案中,所述夹爪包括连接座、连接板和多块夹板,所述连接座与所述升降模组连接,所述连接板设置在所述连接座的底端,多块所述夹板间隔设置在所述连接板的底端,所述连接板的底端设有用于驱动相邻所述夹板相互靠近或远离的第二驱动件。
通过采用上述技术方案,夹板相互靠近或远离进行工件的夹持,方便进行工件的搬运,使工件能够在不同的装置间自由搬运。
在一个具体的可实施方案中,所述机箱上设有载具,所述载具的侧壁上设有安装孔,所述安装孔内设有加热元件。
通过采用上述技术方案,加热元件对载具进行加热,再利用热传递对载具内的工件进行预热,缩短对工件进行热压时对工件的加热时间,提升工件的封装效率。
综上所述,本申请包括以下至少一种有益技术效果:
1.利用升降组件和推料组件配合的方式自动将壳体内的工件推出,模拟人工将工件从壳体内取出的过程,提升工件的输送效率;
2.对载具进行预热,缩短工件热压时所需的加热时间,提升工件的封装效率。
附图说明
图1是背景技术中壳体与工件的连接关系示意图。
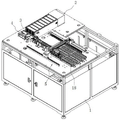
图2是本申请实施例的整体结构示意图。
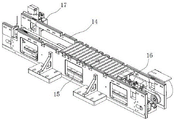
图3是体现输送组件结构的示意图。
图4是体现升降组件结构的示意图。
图5是体现升降台结构的示意图。
图6是体现推料组件结构的示意图。
图7是体现安装架结构的示意图。
图8是体现安装座结构的示意图。
图9是体现搬运组件结构的示意图。
图10是体现夹爪结构的示意图。
图11是体现载具结构的示意图。
附图标记说明:101、壳体;102、凹槽;103、工件;1、机箱;2、输送组件;21、支撑架;22、推块;23、第一驱动件;24、滑轨;25、连接块;3、升降组件;31、升降线性模组;32、升降台;33、挡框;4、推料组件;41、推顶气缸;42、传动板;43、推板;44、安装架;45、滚轮;5、搬运组件;51、第一移动模组;52、第二移动模组;53、升降模组;6、夹爪;61、连接座;62、连接板;63、夹板;631、从动部;632、连接部;633、夹持部;64、转向气缸;65、限位板;66、第二驱动件;8、夹紧驱动件;9、夹紧块;10、置物台;11、连接杆;12、卸料件;13、推拉件;14、安装座;15、导向轨;16、夹紧件;17、第二驱动电机;18、载具;19、安装孔;20、加热元件;26、连接架;27、升降气缸。
具体实施方式
以下结合附图1-11对本申请作进一步详细说明。
参照图1,壳体101整体呈方框状,壳体101内壁上间隔开设有多条凹槽102,多条凹槽102设置在壳体101相对的内侧壁上,且两组凹槽102相对设置。片状的工件103卡接在凹槽102内,并能够在凹槽102内自由滑动,一个壳体101内,工件103间隔排布有多片。
参照图2和图3,自动封装设备组的工件103上料系统包括机箱1,机箱1上设有用于输送壳体101的输送组件2,输送组件2包括支撑架21和推块22,支撑架21固定在机箱1上,推块22设置在支撑架21上。支撑架21上开设有两条沿壳体101输送方向延伸的滑槽,支撑架21的底面上固定有两条导轨,导轨的长度方向与滑槽的长度方向平行,导轨上设有连接块25,连接块25一端设置在一条导轨上,另一端设置在另一条导轨上,连接块25的顶面上设有凸起,凸起卡接在滑槽内,推块22固定在凸起上。机箱1上固定有第一驱动件23,本实施例中,第一驱动件23为第一驱动电机,第一驱动电机通过同步轮同步带与连接块25连接。将装有工件103的壳体101放置在支撑架21上,第一驱动电机带动连接块25沿滑轨24滑动,连接块25带动推块22移动,进而推动支撑架21上的壳体101进行输送。
参照图4和图5,支撑架21的末端设有升降组件3,机箱1顶面上开设有让位孔,升降组件3能够带动壳体101内在让位孔内升降。机箱1上设有推料组件4,推料组件4设置在升降组件3的一侧。壳体101在推块22的推动下进入升降组件3内,推料组件4将壳体101内的工件103推出,升降组件3带动壳体101升降,方便推料组件4将壳体101内的工件103全部推出。机箱1的内顶面上固定有置物台10,机箱1的内顶面上竖直固定有多根连接杆11,连接杆11的底端固定有卸料件12,多根连接杆11共同将卸料件12定位固定。本实施例中卸料件12具体为气缸。壳体101内的工件103全部送出后,升降组件3带动壳体101进入机箱1内,升降组件3与置物台10对接,卸料件12的活塞杆伸出,将壳体101推送到置物台10上,方便升降组件3装载新的放有工件103的壳体101。
参照图4和图5,升降组件3包括升降线性模组31和升降台32,升降线性模组31竖直固定在机箱1的内顶面上,升降台32设置在升降线性模组31上,升降台32上设有挡框33,挡框33的底面与升降台32顶面之间存在间隙,升降台32上设有推拉件13,本实施例中推拉件13具体为推拉气缸,推拉气缸的活塞杆与挡框33固定连接。壳体101在推块22的推动下落在挡框33内,挡框33对壳体101进行定位。升降台32在升降线性模组31的带动下,上下升降,带动壳体101上下升降,方便进行工件103的卸料。完成壳体101内工件103的卸料后,升降台32下降至机箱1内,使得挡框33内底面与置物台10顶面平齐,推拉气缸的活塞杆伸出,使得挡框33向置物台10靠近,缩小挡框33与置物台10之间的间隙,减少出现壳体101卡在挡框33与置物台10之间的间隙内的情况,方便壳体101快速稳定地推送到置物台10上。
参照图4,挡框33的外壁上固定有夹紧驱动件8,本实施例中,夹紧驱动件8具体为夹紧气缸,夹紧气缸的活塞杆上固定有夹紧块9。初始状态,夹紧气缸的活塞杆伸出,壳体101输送至挡框33内后,夹紧气缸的活塞杆缩回,使得夹紧块9将壳体101夹紧,阻挡壳体101在推料组件4的推动下随工件103移动,提升壳体101在挡框33内的稳定性。
参照图6和图7,机箱1顶面上固定有安装板,推料组件4设置在安装板的侧壁上。推料组件4包括推顶气缸41、传动板42和推板43,推顶气缸41固定在挡框33的外壁上,推顶气缸41的朝向与工件103的输送方向平行,传动板42固定在推顶气缸41的活塞杆上,推板43固定在传动板42的顶面上。推顶气缸41的活塞杆伸缩带动传动板42水平移动,进而带动推板43水平移动,推板43移动过程中,插入壳体101内的凹槽102内,将凹槽102内的工件103推出。
参照图6和图7,机箱1上固定有安装架44,安装架44的内壁上设有多个滚轮45,推板43从滚轮45之间的间隙中穿过。推板43在推顶气缸41的带动下移动时,滚轮45对推板43进行支撑和导向,减少出现推板43远离传动板42的一端在重力作用下向下倾斜的情况,提升推板43推送工件103的精确度。
参照图8,机箱1上固定有安装座14,安装座14的长度方向与工件103的推动方向平行。安装座14远离升降组件3的一端设有搬运组件5,安装座14远离升降组件3的一端设有载具18。安装座14内设有空腔,空腔内设有导向轨15,导向轨15一端向升降台32延伸,另一端向搬运组件5延伸。导向轨15上设有用于夹持工件103的夹紧件16,本实施例中,夹紧件16具体为夹指气缸。机箱1上设有第二驱动电机17,第二驱动电机17通过同步轮和同步带带动夹指气缸沿导向轨15滑动。夹指气缸将推板43从壳体101内推出的工件103夹持,再第二驱动电机17的带动下远离壳体101,方便工件103从壳体101中完全脱出,并向搬运组件5搬运,搬运组件5将工件103搬运至载具18上,方便后续的加工。同时还能够缩短推板43的设计长度,减少推板43导向支撑结构的设置,降低设备成本。
参照图9和图10,搬运组件5包括夹爪6、第一移动模组51和第二移动模组52,本实施例中第一移动模组51和第二移动模组52均为电缸,第一移动模组51固定在机箱1顶面上,第一移动模组51与导向轨15的长度方向平行。第二移动模组52设置第一移动模组51的滑块上,第二移动模组52上滑块的移动方向与第一移动模组51上滑块的移动方向呈十字交叉。第二移动模组52的滑块上固定有升降模组53,本实施例中,升降模组53具体为滑道气缸,夹爪6设置在滑道气缸的侧壁上。第一移动模组51和第二移动模组52带动夹爪6在安装座14与载具18之间移动,升降模组53带动夹爪6升降,方便进行工件103的取放。
参照图9和图10,夹爪6包括连接座61、连接板62和两块夹板63,连接座61固定在滑道气缸的侧壁上,连接板62设置在连接座61的底端,连接板62的底面上设有第二驱动件66,本实施例中,第二驱动件66为夹指气缸,两块夹板63分别设置在夹指气缸的两个夹指上。连接座61的顶面上固定有转向气缸64,转向气缸64的活塞杆贯穿连接座61与连接板62固定连接。第二驱动件66驱动夹板63相互靠近或远离,方便对工件103进行夹持,转向气缸64带动连接板62转动,进而带动工件103转动,方便对工件103的朝向进行调整,方便将工件103定位在载具18上。
参照图10,连接板62的下方设有限位板65,限位板65与连接板62通过连接销连接,限位板65对两块夹板63之间的间距进行限定,减少出现工件103在夹板63的夹持下发生形变的情况,限位板65依靠自重使工件103紧贴夹板63,防止在搬运过程中工件103出现位移。
参照图10,连接板62的底面上固定有滑移轨,滑移轨的长度方向与夹板63的移动方向平行。夹板63包括从动部631、夹持部633和连接部632,连接部632设置在滑移轨上,从动部631设置在第二驱动件66的夹指上,连接部632和从动部631一体成型,连接部632通过螺钉固定在从动部631的侧壁上。连接部632在滑移轨上滑动,对从动部631的移动方向进行导向,提升从动部631的移动精度,提升夹持部633对工件103的夹持精度。夹持部633与从动部631的可拆卸连接,方便对夹持部633进行维护和更换。
参照图11,载具18的侧壁上开设有多个安装孔19,每个安装孔19内均设有加热元件20,本实施例中,加热元件20具体为电热棒。工件103放置在载具18内后,加热元件20对载具18进行加热,通过热传递的形式对载具18内的工件103进行预热,能够缩短后续对工件103的加热时间。机箱1内壁上固定有连接架26,连接架26的底面上固定有升降气缸27,升降气缸27的活塞杆竖直朝上设置,升降气缸27的活塞杆固定在载具18的底面上。升降气缸27的活塞杆伸出,带动载具18升降,方便载具18与载具18上方预设的搬运装置对接,方便工件103自动搬运至模具内进行封装。
本申请实施例的实施原理为:第一驱动电机驱动推块22将壳体101向升降台32输送,壳体101在挡框33的阻挡作用下,定位在升降台32上,夹紧气缸的活塞杆收缩,夹紧块9将壳体101夹紧在挡框33内。推板43将壳体101内工件103向壳体101外推送,同时夹紧件16夹持工件103,将工件103从壳体101中拉出。第一移动模组51和第二移动模组52带动夹具将工件103夹持,并将工件103放置在载具18上,载具18对工件103进行预热,完成预热后,载具18上升与搬运装置对接,将工件103搬运至热压装置的模具内,对工件103进行封装。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
Claims (10)
1.一种自动封装设备组的工件上料系统,其特征在于:包括机箱(1),所述机箱(1)上设有用于输送壳体的输送组件(2),所述输送组件(2)的末端设有升降组件(3),所述机箱(1)上设有与所述升降组件(3)连接的推料组件(4),所述推料组件(4)将工件从壳体内推出,所述机箱(1)上设有用于搬运工件的搬运组件(5)。
2.根据权利要求1所述的自动封装设备组的工件上料系统,其特征在于:所述输送组件(2)包括支撑架(21)和推块(22),所述支撑架(21)设置在所述机箱(1)上,所述推块(22)设置在所述支撑架(21)上,所述支撑架(21)上开设有滑槽,所述支撑架(21)的底面上设有沿输送方向设置的滑轨(24),所述推块(22)与所述滑轨(24)连接使得所述推块(22)能够沿所述滑轨(24)滑动,所述机箱(1)上设有用于驱动所述推块(22)滑动的第一驱动件(23)。
3.根据权利要求1所述的自动封装设备组的工件上料系统,其特征在于:所述升降组件(3)包括升降线性模组(31)和升降台(32),所述升降线性模组(31)设置在所述机箱(1)的内壁上,所述升降台(32)设置在所述升降线性模组(31)上,所述升降台(32)上设有挡框(33)。
4.根据权利要求3所述的自动封装设备组的工件上料系统,其特征在于:所述挡框(33)的侧壁上设有夹紧驱动件(8),所述夹紧驱动件(8)的输出端设有夹紧块(9),所述夹紧驱动件(8)带动所述夹紧块(9)升降将壳体夹持在所述挡框(33)内。
5.根据权利要求3所述的自动封装设备组的工件上料系统,其特征在于:所述机箱(1)的内顶面上设有置物台(10),所述机箱(1)内顶面上设有连接杆(11),所述连接杆(11)的底端设有卸料件(12),将所述挡框(33)内的壳体向所述置物台(10)推送。
6.根据权利要求5所述的自动封装设备组的工件上料系统,其特征在于:所述升降台(32)与所述挡框(33)之间设有推拉件(13),带动所述挡框(33)靠近或远离所述置物台(10)。
7.根据权利要求1所述的自动封装设备组的工件上料系统,其特征在于:所述机箱(1)上设有安装座(14),所述安装座(14)内设有向所述推料组件(4)和所述搬运组件(5)延伸的导向轨(15),所述导向轨(15)上设有用于夹持工件的夹紧件(16)。
8.根据权利要求1所述的自动封装设备组的工件上料系统,其特征在于:所述搬运组件(5)包括夹爪(6)、第一移动模组(51)和第二移动模组(52),所述第一移动模组(51)设置在所述机箱(1)上,所述第二移动模组(52)设置在第一移动模组(51)上,第一移动模组(51)上设有升降模组(53),所述夹爪(6)与所述升降模组(53)连接,在所述升降模组(53)的带动下升降。
9.根据权利要求8所述的自动封装设备组的工件上料系统,其特征在于:所述夹爪(6)包括连接座(61)、连接板(62)和多块夹板(63),所述连接座(61)与所述升降模组(53)连接,所述连接板(62)设置在所述连接座(61)的底端,多块所述夹板(63)间隔设置在所述连接板(62)的底端,所述连接板(62)的底端设有用于驱动相邻所述夹板(63)相互靠近或远离的第二驱动件(66)。
10.根据权利要求1所述的自动封装设备组的工件上料系统,其特征在于:所述机箱(1)上设有载具(18),所述载具(18)的侧壁上设有安装孔(19),所述安装孔(19)内设有加热元件(20)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210778604.3A CN114834897B (zh) | 2022-07-04 | 2022-07-04 | 自动封装设备组的工件上料系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210778604.3A CN114834897B (zh) | 2022-07-04 | 2022-07-04 | 自动封装设备组的工件上料系统 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114834897A true CN114834897A (zh) | 2022-08-02 |
| CN114834897B CN114834897B (zh) | 2022-09-20 |
Family
ID=82573297
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210778604.3A Active CN114834897B (zh) | 2022-07-04 | 2022-07-04 | 自动封装设备组的工件上料系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114834897B (zh) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108682892A (zh) * | 2018-05-08 | 2018-10-19 | 柯文生 | 一种方形锂电池的全自动生产设备 |
| CN112389713A (zh) * | 2020-10-21 | 2021-02-23 | 深圳市盛元半导体有限公司 | 一种半导体封装工艺全自动送料及装料设备 |
| CN216607836U (zh) * | 2021-06-10 | 2022-05-27 | 江苏科技大学 | 电梯导轨连接件自动安装装置 |
| CN114669996A (zh) * | 2022-02-28 | 2022-06-28 | 英普亿塑胶电子(苏州)有限公司 | 工件自动输送组装设备 |
-
2022
- 2022-07-04 CN CN202210778604.3A patent/CN114834897B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108682892A (zh) * | 2018-05-08 | 2018-10-19 | 柯文生 | 一种方形锂电池的全自动生产设备 |
| CN112389713A (zh) * | 2020-10-21 | 2021-02-23 | 深圳市盛元半导体有限公司 | 一种半导体封装工艺全自动送料及装料设备 |
| CN216607836U (zh) * | 2021-06-10 | 2022-05-27 | 江苏科技大学 | 电梯导轨连接件自动安装装置 |
| CN114669996A (zh) * | 2022-02-28 | 2022-06-28 | 英普亿塑胶电子(苏州)有限公司 | 工件自动输送组装设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114834897B (zh) | 2022-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108249119B (zh) | 一种铜排自动化平面仓库及铜排一体化生产线 | |
| CN107150909B (zh) | 一种夹板定位垂直插框上下料机 | |
| CN113211034B (zh) | 振动模组保护盖装配系统 | |
| CN211708605U (zh) | 一种电机定子自动装配设备 | |
| CN113264358A (zh) | Pcb隔纸收板机 | |
| CN113148669A (zh) | 料盘上料设备 | |
| CN112824261A (zh) | 一种双组托盘自动上下料装置 | |
| CN114834897B (zh) | 自动封装设备组的工件上料系统 | |
| CN210854383U (zh) | 一种崔盘输送装置 | |
| CN216807240U (zh) | 一种适用于小型电芯的电芯转移设备 | |
| CN214684239U (zh) | 一种具有自动上模功能的自动化浇铸成型装置 | |
| CN109110478B (zh) | 一种集成电路材料表面处理设备用的上下料装置 | |
| CN214685082U (zh) | 装配机 | |
| CN218874351U (zh) | 一种压装装置 | |
| CN217229294U (zh) | Pcb隔纸收板机 | |
| CN218930996U (zh) | 一种自动取盖板装置 | |
| CN215283067U (zh) | 一种码盘机 | |
| CN220866534U (zh) | 上料机构 | |
| CN219239522U (zh) | 取料装置及激光切割机 | |
| CN217192171U (zh) | 一种火盖冲压设备 | |
| CN214721464U (zh) | 一种铝底激光打标装置 | |
| CN218478227U (zh) | 自动收盘机 | |
| CN217920238U (zh) | 一种自动插架机 | |
| CN217554963U (zh) | 一种载板自动放上挂具的设备 | |
| CN215325137U (zh) | 一种通用型自动收料机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |