CN1145442C - 用于制造鬃毛制品的方法和装置 - Google Patents
用于制造鬃毛制品的方法和装置 Download PDFInfo
- Publication number
- CN1145442C CN1145442C CNB008046204A CN00804620A CN1145442C CN 1145442 C CN1145442 C CN 1145442C CN B008046204 A CNB008046204 A CN B008046204A CN 00804620 A CN00804620 A CN 00804620A CN 1145442 C CN1145442 C CN 1145442C
- Authority
- CN
- China
- Prior art keywords
- mane
- bristles
- grouping
- fixture
- cross
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














Classifications
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D1/00—Bristles; Selection of materials for bristles
- A46D1/08—Preparing uniform tufts of bristles
Landscapes
- Brushes (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Preparation Of Clay, And Manufacture Of Mixtures Containing Clay Or Cement (AREA)
Abstract
在一种用来制造由一鬃毛载体和固定在它上面的、合并成具有一定横截面的一组的由至少两种不同类型的鬃毛组成的鬃毛制品的方法中一种类型的鬃毛合并成一分组,构成鬃毛组的分组合并成鬃毛组,接着将鬃毛组固定在鬃毛载体上。其中每个分组的鬃毛分别在成形装置的一个包围鬃毛的导轨中成形成一横截面,它相应于在鬃毛组中它的分横截面,接着分组在保持其分横截面的情况下在导轨内合并成鬃毛组的横截面。此外介绍了一种用来实施这一方法的装置以及按该方法制造的鬃毛制品。
Description
技术领域
本发明涉及一种用于制造由一鬃毛载体和固定在该鬃毛载体上的、由至少两种不同的鬃毛类型合并成至少一个具有一定横截面的鬃毛组组成的鬃毛制品的方法,其中一种类型的鬃毛合并成一分组,构成鬃毛组的分组在会聚的导轨中聚集成鬃毛组,接着将鬃毛组固定在鬃毛载体上。其次本发明针对实施这种方法的装置。
背景技术
常见的鬃毛制品,特别是刷子由一鬃毛载体和固定在它上面的、通常合并成鬃毛组例如(鬃毛)束的鬃毛组成,鬃毛组既可以用机械的所谓冲压法、在最近也可以-如果鬃毛和鬃毛载体由塑料组成的话-用热方法,在某些情况下和机械成形法相结合固定在鬃毛载体上。其中包括例如将鬃毛焊在鬃毛载体的表面上、将鬃毛束插入或多或少熔化了的鬃毛载体表面上、或者通过将鬃毛束根部的鬃毛末端熔化成一增厚部并用鬃毛载体材料在周围喷注的方法,将鬃毛束喷注(射)在鬃毛载体上。这些热方法特别是在牙刷、卫生刷等等中得到了应用。
鬃毛在材料、横截面和长度方面的选择决定性地取决于刷子的应用目的。鬃毛束内鬃毛的布局和数量、鬃毛束本身的布局和形状或者按其他方法合并成组的鬃毛根据应用目的的不同而变化。在本发明中用来涂刷或涂抹介质的毛刷形器具也理解为鬃毛制品,其中鬃毛通常只设置成一组,也就是一束、一捆等等。
在牙刷方面人们很早就知道,全部鬃毛末端位于同一平面内的、切平了的鬃毛镶嵌群(Borstenbesatz)不能满足牙齿卫生的要求,因为拱起的、有时还有裂缝的牙齿表面,包括齿间空隙清洁不充分。在这种认识的基础上开发出一种鬃毛末端位于或多或少制成凹凸轮廓的包络面内的牙刷,其中例如鬃毛镶嵌群具有一波浪形剖面。还知道,一单独的鬃毛束的鬃毛以其末端设置在一锥面上。所有这些措施主要有一个目的,就是用鬃毛也能达到齿间空隙内。
但是用这种牙刷进行的牙齿医药试验表明,各鬃毛束的尖端或波浪形剖面的顶点在光滑的牙齿表面上起刮蚀作用,并在珐琅质上留下磨痕,特别是还对牙龈造成损伤,并可能导致牙龈,尤其是对于过敏性的牙龈会感到非常不舒服。
这种不利后果虽然在一种已知牙刷(WO96/16571)中可以减轻,但是不能排除。鬃毛镶嵌群由其末端同样位于带有刮蚀尖端的锥面上的单个鬃毛束组成,其次每一束包含单根鬃毛,它比束中的鬃毛长并且其末端位于一单独的平面内。也就是说这些单根鬃毛比鬃毛束突出一个小的尺寸。用这种结构也只能改善齿间空隙的清洁,单根鬃毛有望和可能比锥形鬃毛束更好地进入齿间空隙。它的制造成本很高,因为单根鬃毛必须在一单独的工序中插入鬃毛束中。
宏观的试验表明,牙齿表面具有细微裂纹,普通的牙刷由于其直径的关系不能进入这些裂纹,造成没有清理。人们试图通过以下方法达到这一点,还有柔和地处理牙龈,即建议用细的、纤维状鬃毛(DE9408268U1),这些鬃毛被一封闭的护套包扎,并仅仅以其末端突出于包扎带。这些细纤维在包扎护套的出口处倒伏,并且几乎不起作用。此外带锐边的护套加大了损伤齿根和牙龈(Gingiva)的危险,还有通过磨痕损坏牙齿表面的危险。这种已知牙刷的制造成本也很高。
和牙刷一样,在其它刷子、毛刷等等中也有这样的要求,将鬃毛组设置成一定的几何形状,并且在鬃毛镶嵌群或构成它的单个鬃毛组中采用不同类型的鬃毛,以便能够达到与各自的应用目的相适应的效果。例如已知(DE1604673),产生具有不同横截面形状的鬃毛束,并由不同地成形的鬃毛束合并成鬃毛镶嵌群(DE3505972)。这些不同的鬃毛束形状通过这样的方法产生,将无端单丝合并成一般地卷绕,并且每一股由相当于一个鬃毛束中鬃毛数量的单丝组成。单丝股通过一成形装置牵引或滑移,它们使带有不规则横截面形状的股成形为所希望的横截面。然后在成形装置之后将鬃毛束切断成希望的尺寸并固定在鬃毛载体上。但是由此只能改变鬃毛束形状。
其次已知(DE19616309),通过这样的方法制造由不同类型的鬃毛组成的鬃毛束,即将不同类型的无端单丝合并卷绕成一股,然后由单丝股切断成单个鬃毛束。在这种情况下不同类型的鬃毛在鬃毛束内从统计学观点来说是均匀分布的。因此不同鬃毛的分布和布局不能对应于其功能。其次已知牙刷和身体护理刷(EP-A1-0716821),其中鬃毛合并成组,并且鬃毛组含有不同类型的鬃毛。
最后在具有喷注(射)的鬃毛束的刷子方面已知(US 5,728,408),将切断成鬃毛束长度的鬃毛借助于冲制小管从库中取出,并插入一注塑模的鬃毛束通道内,直至进入模具空腔。此外还知道,许多具有圆形横截面的鬃毛束在会聚的通道内并排出合并成带状鬃毛组,鬃毛组的宽度相当于鬃毛束的直径。相邻的鬃毛束可以由不同的鬃毛组成,然后这些鬃毛束并排排列成带状鬃毛组,这里缺点是,不同类型的鬃毛在相邻鬃毛束的交接区内混杂,在这个区内不能按功能要求工作。由于不同类型的鬃毛并排排列在一带状鬃毛组内并在刷子中以同样方式受力,在使用较短的时间后它便显示出两种不同类型的鬃毛上的不同的磨损现象。
发明内容
本发明的目的是,改进现有的制造鬃毛制品的方法,使得可以产生这样的鬃毛制品,在这种鬃毛制品中由不同横截面的分组组成的在分组中具有不同类型和不同数量的鬃毛的鬃毛组可以制成任意的和与当时的使用要求相适应的形状。本发明的目的还在于提供一种制造鬃毛制品的装置。
为实现本发明的上述目的,本发明提供了用来制造由一鬃毛载体和固定在它上面的、由至少两种不同类型的鬃毛合并成的、至少一个组的鬃毛组成的鬃毛制品的方法,其中一种类型的鬃毛合并成一个分组,构成鬃毛组的分组在会聚的成形通道内合并成鬃毛组,接着将鬃毛组固定在鬃毛载体上,其特征为:每个分组的鬃毛分别在一成形装置的包围鬃毛组内的成形通道内成形成为一横截面,它相当于其在鬃毛组内的分横截面,接着分组在保持其分横截面的情况下在导轨内合并成鬃毛组横截面。
通过按本发明的方法具有一定横截面的鬃毛组可以由同样具有确定分横截面的不同类型鬃毛的分组产生,因此在鬃毛组内不同类型的鬃毛以一定的几何形状存在,此几何形状以最佳的方式与鬃毛制品当时的使用要求相适应。在这种通过成形装置产生的几何形状中鬃毛组或构成它的分组可以依次固定在一固定装置内,并在保持其几何形状的情况下按一种已知的机械或热方法固定在鬃毛载体上。用按本发明的方法可以产生任意横截面的鬃毛组,同样具有任意横截面的、但是始终具有在当时的使用方面达到最佳化的目的的分组设置在鬃毛组横截面内。因此分组可以例如同心地、方形或扇形或者带状地设置。其次本发明提供了这样的可能性,在每个分组内设置不同数量的鬃毛。
每个分组的鬃毛在成形期间最好是受到压缩,使它们在分组内紧密地贴合在一起并相互支承。这种紧密的鬃毛捆特别是在用热固定法将鬃毛组固定在鬃毛载体上时具备优点,因为鬃毛载体软化的塑料物质不会进入鬃毛之间。
按本发明的方法提供了这样的可能性,即可以将鬃毛制品鬃毛镶嵌群的整个鬃毛组同时放在成形装置内,也可以在时间上先后顺次形成。然后在两种情况下这些鬃毛组可以转交给一个存放所有鬃毛组的固定装置,然后可以借助于该装置将整个鬃毛镶嵌群固定在鬃毛载体上。
在优选的实施方案中设想,分组在合并成鬃毛组后以不同的长度转交给固定装置,并在成形装置和固定装置之间切平。
用这种方法可以将构成鬃毛组的分组的使用侧末端设置在不同的平面内,以便在刷子中同时发挥它们不同的特性。
尤其是将鬃毛组夹紧在固定装置中,以便固定由成形装置产生的几何形状。
特别是存在这样的可能性,对夹紧在固定装置中的鬃毛组的鬃毛在其使用侧的末端处进行机械加工,例如倒圆,或者在其用来固定在鬃毛载体上的相对的固定侧末端上进行预加工例如熔化成一鬃毛束根部、成形加工和精整加工。
此外固定装置提供这样的可能性,使鬃毛在固定装置内在未夹紧的状态下相互相对轴向移动,以便将每个分组的使用侧末端移动到不同的包络面内,此包络面可连续或不连续地弯曲。
按本发明的方法提供这样的可能性,使分组在合并成鬃毛组时相互保持很小的距离,或者也可以在相互紧密贴合的情况下合并成鬃毛组,但是其中在分组之间始终存在确定的界面。
在优选的实施方案中分组的鬃毛由无端单丝构成,其中相同类型的鬃毛作为无端单丝组成的股安置在单独的卷筒上,将由相同类型的鬃毛组成的股从卷筒中抽出,在分别形成一分组的情况下放入导轨,其中所有构成一个鬃毛组的分组的鬃毛同时输出给导轨。在构成分组的各股内可以存在不同数量的无端单丝。
除此之外分组也可以由切断成相应长度形式的鬃毛构成。
为实现本发明的上述目的,本发明还提供了制造鬃毛制品的装置,其特征为:为了形成由至少两个具有不同类型鬃毛的分组组成的鬃毛组,对于每一分组至少设一带有同一类型鬃毛的单丝组成的股的卷筒,卷筒后面至少设一带有各一个用于每一股的导引通道的牵引装置,牵引装置后面设有一位置固定的带有相应数量成形通道的成形装置,成形通道在其朝向牵引装置的入口处与导引通道对齐,并且朝向相对的出口处具有一变化成分组的分横截面的横截面,并同时会聚成一相应于鬃毛组横截面的包络横截面,其中股可借助于可作直线运动的牵引装置从卷筒中抽出并可穿过成形装置。
用按本发明的装置按节拍地制造鬃毛组成由鬃毛组组成的整个鬃毛镶嵌群并随后固定在鬃毛载体上或借助于固定装置输送,以固定在鬃毛载体上。
成形装置的成形通道可以沿其横截面变化方向同时逐渐缩小,使得分组的鬃毛在成形过程中同时得到压缩。
按照一种优选的实施方案设想,前后顺次设置至少两个分开的可动牵引装置,它们可选择地共同或有选择地作用在构成分组的股上,以便使分组移入固定装置相同或不同的距离。
有这种方法可以方便地在一个鬃毛组内实现不同长度的分组。
牵引装置和固定装置最好由分层的相互平行的板组成,其中一块作为夹紧板可垂直于导引和固定通道运动。
本发明的装置可以使带着夹紧的鬃毛组的固定装置在鬃毛组或由许多鬃毛组组成的鬃毛镶嵌群固定在鬃毛载体上之前从用来加工和/或处理使用侧和/或固定侧鬃毛末端的装置旁经过。
用按本发明的方法和为实施这种方法所推荐的装置可以制造这样的鬃毛制品,在该鬃毛制品中由具有一定横截面形状的鬃毛组构成的鬃毛镶嵌群在每个鬃毛组中至少由两个拼合成横截面形状的不同类型的鬃毛分组组成,其中在鬃毛组的至少两个分组之间存在平面的或弯曲的界面。尤其是没有不同类型鬃毛的不可控制的混杂,而是在每个鬃毛组之内的分组都以确定的几何形状设置。
例如一个鬃毛组的至少一个分组可以包围另一个分组,例如两个分组可以同心地设置。同样也可以,一个鬃毛组中的许多分组同心地包围一个中央分组。
一个鬃毛组的至少两个分组可以由不同横截面、不同横截面形状、不同材料、不同材料成分或材料性能、不同表面状况或不同颜色的鬃毛组成。
在一种优选的实施方案中设想,在一个鬃毛组中位于中心的分组由比包围这个分组的鬃毛抗弯强度小的鬃毛组成。用这种方法位于内部的较软的、例如较细的鬃毛完全地或者至少在其部分长度上得到全方位的支承。
其次在这种实施形式中在每个鬃毛组内具有较小抗弯强度的鬃毛分组可以突出于包围它的具有较大抗弯强度的鬃毛的末端。
此外在每个鬃毛组内分组的鬃毛末端可以设置在平面的、某些情况下不同的包络面内,或者在弯曲的包络面内和在某些情况下在具有不同曲率的包络面内。
尤其是一个鬃毛组的所有分组的鬃毛末端位于一连续的弯曲包络面内,此包络面在更优良的实施形式中相对于鬃毛组平行于鬃毛的轴线对称分布。
附图说明
下面借助于在附图中表示的实施例对本发明加以说明。在附图中表示:
图1 用来实施本方法的装置的示意侧视图;
图2-6 按图1的装置的不同剖面;
图7-12 按图1的装置在不同的工艺阶段;
图13-17 用来实施本方法的装置的另一种实施形式;
图18-21 不同实施形式的鬃毛组的示意侧视图的纵剖视;
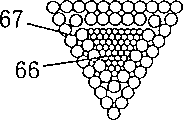
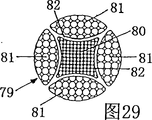
图22-31 由不同分组组成的鬃毛组的各一个顶视图;
图32 由两个分组组成的鬃毛组的侧视图;
图33 按图32的鬃毛组的顶视图;
图34 具有另一种结构的两个分组的鬃毛组的侧视图;
图35 按图34的实施形式的顶视图;
图36 牙刷头的局部透视图;
图37 牙刷头的另一种实施形式的局部透视图;
图38 图37的侧视图;
图39 图37的顶视图;
图40 结构略有变化的牙刷头的局部透视图;
图41 按图40的牙刷头的局部纵剖视;
图42 用于电动牙刷的牙刷头的局部透视图;
图43 用于电动牙刷的更换牙刷头的透视图;
图44-46 分别以正视图(a)和顶视图(b)表示的一种涂抹毛刷的不同实施形式;
图47 一毛刷的局部视图;
图48 按图47的毛刷的顶视图;
图49 按图47的毛刷的旋转90°的视图。
具体实施方式
图1中所示的装置用来制造由不同类型的鬃毛的分组组成的鬃毛组,其中每个分组的鬃毛由无端单丝合并成股,并且例如绕在卷筒上,鬃毛借助于按图1的装置从卷筒中抽出,并加工成鬃毛组。在所示实施例中装置由两个前后顺次设置的牵引装置1、2,一设置在牵引装置2之后的成形装置3和一连接在成形装置之后的固定装置4组成。牵引装置1和2可沿双箭头5和6方向直线移动,而成形装置3则固定安装。固定装置4也可按双箭头7运动。其次在所示实施例中在与成形装置3的连接处设有一切断装置8。
按图1的装置用来制造一鬃毛组,它由一中央分组和六个包围它的分组组成,如由图5所见。每个牵引装置1由两块一共带有七个用于各一个位于外面的股11和一个中央股12的导引通道10的外板9组成。位于外面的股11由一种类型的鬃毛,例如由具有较大横截面的鬃毛组成,而中央股12则由横截面较小的无端单丝组成。在两块外板9的导引通道10内股11,12以一定的间隙通过。牵引装置1在两块板9之间具有一夹紧板13,它可垂直于股11、12移动,如双箭头所示。
牵引装置2同样由带有导引通道10的外板9、9和一中间的夹紧板17组成。夹紧板13具有与导引通道10对齐的较大横截面的通道18和一具有较小横截面的中间导引通道19(图3),而相反夹紧板17具有与导引通道10对齐的用于股11的相同横截面的通道20和一较大横截面的中间通道21(图4)。
成形装置3具有其数量相当于牵引装置1、2的导引通道的数量的成形通道15、16,其中成形通道16与牵引装置1、2的中央通道对齐,而设置在外围的成形通道15在其朝向牵引装置2的入口处与导引通道10对齐。成形通道15在相对的出口处向中央成形通道16会聚。成形通道16具有一贯通的圆形横截面,外围的成形孔15的横截面沿其变化方向从在入口处开始时的圆形横截面改变成相对的出口处的扇形横截面。
固定装置4做成夹紧装置。它由两块外板22、23和一中间的夹紧板24组成,夹紧板可沿双箭头25方向移动。固定装置4具有一中间的固定通道25,它被外围的固定通道26紧密包围,这些固定通道相互像在朝向固定装置4的出口处的成形通道15和16一样地配置。如由图6所见,在外围固定通道26之间以及它们和中间的固定通道25之间设有窄的隔板14。
借助于图7至12对装置的功能加以说明。在运行开始时股11和12在夹紧板13、17开启的情况下在牵引装置1和2处插入直至成形装置3内,这时股11、12前行的末端在成形装置内成形为分组的相应分截面。在第一个工作节拍中夹紧板17关闭,由此外股11被夹紧,而夹紧板13则处于开启位置。接着牵引装置1和2向右移动(图8),直至股11穿过固定装置4,固定装置的夹紧板24同样处于开启位置。也就是说股11突出于固定装置4。这时牵引装置2向成形装置3移动。
接着牵引装置2的夹紧板17开启、牵引装置1的夹紧板13关闭,并且牵引装置1向牵引装置2的方向移动(图9)。牵引装置1仅仅带动用于鬃毛组的中央分组的中间股12,并将它穿过成形装置3和固定装置4这么远,使中间股12以其前行的末端突出于已经位于固定装置内的股11。接着夹紧板13、17重新开启,从而使牵引装置1和2内的股松开。固定装置4在夹紧板24关闭的状态下向离开成形装置3的方向移动,这时牵引股11、12穿过成形装置3(图10)。接着在成形装置3前面的切断装置8下降,使夹紧在固定装置4内的股在成形装置3处被切断(图11)。现在固定装置4固定着由外分组27和一个中央分组28组成的鬃毛组(12),外分组和中央分组的横截面和配置由图5可见。接着新的固定装置4重新进入成形装置3之前(图12),牵引装置1和2退回,开始一新的工作节拍,如参照图7说明的那样。
接着固定装置4可以在加工工位旁移过,在该加工工位上例如加工分组28的使用侧末端29和分组27的使用侧末端30,例如倒圆。其次在夹紧板24松开后各分组还可轴向相对移动,同样每个分组内的鬃毛也可以轴向相对移动,以便使使用侧末端29、30移动到任意的包络面上。此外整个鬃毛组31在用来固定在鬃毛载体上的相对的末端32处可以预先处理,例如末端可以相互熔化在一起和成形或精整处理。
用按图1至12的装置处理无端单丝,而按图13至17的装置则用来处理所谓的切短鬃毛,也就是说在该装置内构成鬃毛组的分组已经切断到需要的长度。在这种情况下装置具有一带导引通道34的导引块33,在该导引块上连接一带有会聚的成形通道36和一中央通道37的成形装置。此外成形通道36沿其会聚方向改变其横截面。成形装置35后面同样连接一固定装置38,该固定装置具有一中间夹紧板39。固定装置38同样具有外围固定通道40和一中央固定通道41,它们和成形通道36和37的朝向固定装置的入口对齐。在导引块33的导引通道34内输入分别构成鬃毛组内的外围分组的截短鬃毛42,并借助于插入通道34内的推杆43推入成形装置35的成形通道36内,直至最后这些分组穿过固定装置38向前突出于固定装置(图14)。接着导引块33退回,带有用于构成中央分组的截短鬃毛46的中央导引通道45的导引块44移到成形装置38之前(图15),截短鬃毛46借助于一个推杆47穿过成形装置进入固定装置38,直至构成中央分组的截短鬃毛46突出于构成外围分组的截短鬃毛42(图16)。于是固定装置38在夹紧板39关闭的情况下离开成形装置35,并将截短鬃毛42、46从成形装置35中拔出(图17),
用按图1至12或13至17的装置可以制造不同几何形状的鬃毛组。下面叙述一些实施例。
图18表示一鬃毛组47的侧视图,它由一相应于图5中的视图的分组或仅仅由一中央分组48和一在整个圆周上包围此中央分组的分组49组成,如例如在图22中所示。在这种情况下分组48由小直径鬃毛组成,而包围它的分组49由较大直径的鬃毛组组成。中央分组48的末端50和外围分组49的末端51分别位于一个平面内。图19表示一由一中央分组53和一同心地包围它的外围分组54组成的鬃毛组52,其中分组53的末端55以及分组54的末端56位于一平面形包络面内,但是这些包络面位于不同水平面上。
按图20的鬃毛组56与按图19的鬃毛组的区别在于,中央分组60的末端59位于一锥面上,而外围分组57的末端58又位于一平面内。最后图21表示一鬃毛组61,其中外围分组的末端62和中央分组的末端63位于一共同的锥面上。
图22已经结合图18一起解释过了。在按图23的实施形式中具有较小直径鬃毛的中央分组64被一具有较大直径鬃毛的鬃毛分组65整个圆周地包围,其中两个分组具有正方形横截面。按图24的实施形式与按图23的区别在于,中央分组66具有三角形横截面,包围它的分组67也做成三角形。图25表示一具有具有大致成椭圆形横截面的中央分组68的实施例,在某些情况下,此中央分组也可以由许多分组构成并且其鬃毛具有较小的横截面,而包围中央分组的外围分组69(同样可以由许多分组组成)具有较大横截面的鬃毛。
图26表示一具有一仅由少数大直径鬃毛组成的中央分组70和包围它的分组71的鬃毛组,分组71又可以由许多分组构成并含有较小直径的鬃毛。按图27的鬃毛组与按图26的鬃毛组的图形横截面的区别在于,中央分组72同样大致做成圆形,但外围分组73做成正方形。
图28表示一由三个分组75、76和77组成的鬃毛组74,这些分组具有扇形分横截面,并拼合成鬃毛组74的圆形横截面,其中各个组通过平面形界面78相互隔开。分组75具有比分组76和77直径小的鬃毛。图29表示一鬃毛组79,它由一大致具有菱形横截面的中央分组80和四个包围中央分组的具有凸透镜形横截面的分组81组成。中央分组80具有较小直径的鬃毛,而包围它的透镜形分组81含有同样和较大横截面的鬃毛。在中央分组80和外围分组81之间存在弯曲的界面82。
图30表示一由一具有圆形横截面的中央分组84和六个包括它的具有扇形横截面的分组85组成的鬃毛组83。该鬃毛组83的制造借助于图1至5作过解释。
按图31的鬃毛组86由基本上矩形横截面的一中间分组87和相邻分组88组成,其中中间分组87具有较大直径的鬃毛,在两个分组88上连接具有基本上半圆形横截面的外分组89,它含有例如像中间分组87一样直径的鬃毛。
图32和33表示一具有一内分组91和一包围它的具有圆形横截面的分组92的鬃毛组90,其中内分组91由极细的鬃毛组成、外分组92由较大横截面的鬃毛组成,外分组全方位地支承内分组91的鬃毛。按图34和35的实施例与图32和33的实施例的区别在于,外分组93和内分组94分别具有矩形横截面,并且内分组94细的鬃毛向上突出于外分组93的鬃毛。
图36表示一鬃毛镶嵌群,例如用于牙刷的造型可能性的实施例,其中仅仅画出了头部100和颈部101的一部分。在头部100上一较大的、靠近颈部101的表面上按一平的镶嵌群固定单根直立的鬃毛102,而在牙刷头100的前部区域内固定各个具有基本上圆形横截面的鬃毛组103。每个鬃毛组103由一内分组104和一同心设置的外分组105组成,其中两个分组104和105的鬃毛末端位于一锥形包络面上。
图37至39同样表示一牙刷的牙刷头100和颈部101的一部分。在头部100上设置具有基本上三角形横截面,但却是不同三角形的鬃毛组。例如设置在牙刷头前端上的鬃毛组106具有等边三角形形状的横截面。这些鬃毛组由许多分组组成,其中分组的鬃毛末端位于一等边三棱锥的包络面110上。后面接着的两个鬃毛组107与鬃毛组106的区别在于,它的横截面构成一非等边三角形。而后面接着的鬃毛组108又具有等边三角形的横截面。靠近颈部101的鬃毛组109具有一相应于极其尖角的三角形的横截面。如图38可见,全部分组的鬃毛末端位于一相应于等边或非等边三棱锥的包络面上。
图40同样表示一牙刷头100,其鬃毛镶嵌群在靠近颈部101的区域内由圆柱形鬃毛组111组成,在其前部区域内由一大体积鬃毛组112组成。圆柱形鬃毛组111可以由一种类型的鬃毛组成,也可以由两个或多个不同鬃毛的分组组成。在牙刷头100前端上的鬃毛组112由三个分组113、114和115组成,它们基本上相互同心设置,但是口袋形地向鬃毛末端扩展。如图41所示,各个分组113、114、115的末端位于一中凹的包络面116上。
按图42的实施例牵涉一种用于电动牙刷的更换头。为此目的头部116具有一用来固定在电动牙刷驱动部分上的榫头117。头部116装有鬃毛组118至122,其中鬃毛组118之字形分布并且其鬃毛末端突出于鬃毛组119至122的末端。鬃毛组118的鬃毛和鬃毛组119至122的鬃毛最好由不同类型的鬃毛组成,鬃毛组118在某些情况下可以由许多具有相同或不同类型的鬃毛的分组拼成。
图43同样表示一用于电动牙刷的更换头123,此更换头借助于榫头124固定在电动牙刷的驱动部分上。鬃毛镶嵌群由一单独的鬃毛组125组成,它由两个分组126和127组成。其中分组126向上突出于分组127并且其鬃毛末端位于一螺旋线上。分组126和127本身可以由许多同一类型鬃毛的分组组成。
图44至46表示小型涂抹毛刷的不同实施形式。在按图44的实施例中毛刷把128上固定一鬃毛组129,它由两个同心的分组130和131(图44b)组成。其中中央分组131具有较短的鬃毛,使得形成一用来容纳涂抹介质的贮存腔132。按图45的实施形式与按图44的实施形式的区别在于,中央分组131更短,因此得到一更深的贮存腔133。在按图(46)的实施例中鬃毛组134同样由同心设置的分组135和136组成,其中中央分组136由波浪形鬃毛137(图46a)组成,以附加地贮存介质,中央分组同样比包围它的分组135的鬃毛短。
图47表示一扁平毛刷,在其柄部138上固定一具有一中央分组139和一环形地包围它的分组140的鬃毛组。中央分组139的鬃毛这样地设置,使得在鬃毛之间形成容纳颜料或油漆的窄的毛细管,而外围分组140的鬃毛相互紧密地靠在一起,并防止待涂抹的介质从侧面流出,从而创造一种扁平毛刷,用它介质可以涂抹成十分准确的带状。
Claims (28)
1.用来制造由一鬃毛载体和固定在它上面的、由至少两种不同类型的鬃毛合并成的、至少一个组(31)的鬃毛组成的鬃毛制品的方法,其中一种类型的鬃毛合并成一个分组(27、28),构成鬃毛组的分组在会聚的成形通道(15)内合并成鬃毛组,接着将鬃毛组固定在鬃毛载体上,其特征为:每个分组(27、28)的鬃毛分别在一成形装置的包围鬃毛组内的成形通道(15、16)内成形成为一横截面,它相当于其在鬃毛组(31)内的分横截面,接着分组(27、28)在保持其分横截面的情况下在导轨内合并成鬃毛组(31)横截面。
2.按权利要求1的方法,其特征为,合并成一鬃毛组(31)的分组(27、28)分别由不同数量的鬃毛构成。
3.按权利要求1或2的方法,其特征为:鬃毛组(31)在分组(27、28)合并以后转交给一固定装置(4),借助于该装置输送鬃毛组(31),以固定在鬃毛载体上。
4.按权利要求1或2的方法,其特征为:每个分组(27、28)的鬃毛在成形期间在成形装置(3)内被压缩。
5.按权利要求1或2的方法,其特征为:鬃毛制品鬃毛镶嵌群的全部鬃毛组在成形装置(3)内同时形成。
6.按权利要求1或2的方法,其特征为:鬃毛制品鬃毛镶嵌群的全部鬃毛组转交给一夹持所有鬃毛组的固定装置(4)。
7.按权利要求1或2的方法,其特征为:一鬃毛制品鬃毛镶嵌群的全部鬃毛组时间上有先后地在成形装置中(3)形成,并转交给一夹持所有鬃毛组的固定装置(4)。
8.按权利要求1或2的方法,其特征为:分组(27、28)在合并成鬃毛组(31)后按不同长度转交给固定装置(4),并在成形装置(3)和固定装置(4)之间切平。
9.按权利要求1或2的方法,其特征为:鬃毛组夹紧在固定装置(4)内。
10.按权利要求1或2的方法,其特征为:夹紧在固定装置(4)内的鬃毛组的鬃毛在其使用侧末端处进行机械加工。
11.按权利要求10的方法,其特征在于所述的机械加工为倒圆。
12.按权利要求1或2的方法,其特征为:鬃毛在固定装置(4)内在未夹紧状态下轴向相互相对移动,以使使用侧末端(29、30)位于不同的包络面上。
13.按权利要求12的方法,其特征为:一个或多个分组(27、28)的鬃毛轴向相互相对移动,以使这些鬃毛的使用侧末端(29、30)位于不同包络面上。
14.按权利要求1或2的方法,其特征为:要固紧的鬃毛末端(32)在固定装置(4)内准备安装到鬃毛载体上,所述的末端(32)与鬃毛的使用侧末端相对。
15.按权利要求1或2的方法,其特征为:分组(27、28)在合并成鬃毛组(31)时保持小的间距。
16.按权利要求1或2的方法,其特征为:分组(27、28)在相互紧密贴合的情况下合并成鬃毛组(31)。
17.按权利要求1或2的方法,其特征为:每个分组(27、28)的鬃毛由无端单丝构成,其中相同类型的鬃毛作为无端单丝组成的股卷绕在单独的卷筒上,将相同类型的鬃毛组成的股(11、12)从卷筒上抽出,在分别形成一分组的情况下放入导轨,其中所有构成一个鬃毛组(31)的分组的鬃毛同时输入导轨。
18.按权利要求1或2的方法,其特征为:分组(27、28)由相应长度的截短形式的鬃毛构成。
19.制造鬃毛制品的装置,其特征为:为了形成由至少两个具有不同类型鬃毛的分组(27和28)组成的鬃毛组,对于每一分组(27或28)至少设一带有同一类型鬃毛的单丝组成的股(11、12)的卷筒,卷筒后面至少设一带有各一个用于每一股的导引通道(10)的牵引装置(1),牵引装置(1)后面设有一位置固定的带有相应数量成形通道(15、16)的成形装置(3),成形通道在其朝向牵引装置(1)的入口处与导引通道(10)对齐,并且朝向相对的出口处具有一变化成分组(27或28)的分横截面的横截面,并同时会聚成一相应于鬃毛组横截面的包络横截面,其中股(11、12)可借助于可作直线运动的牵引装置(1)从卷筒中抽出并可穿过成形装置(3)。
20.按权利要求19的装置,其特征为:成形装置(3)后面连接一用于至少一个鬃毛组的可运动的固定装置(4),它具有在形状和布局方面相应于成形装置(3)的朝向它的成形通道(15、16)的固定通道(25、26),其中在成形装置(3)中成形并合并成鬃毛组的分组转交给固定装置(4),在成形装置(3)和固定装置(4)之间设有一用来将位于固定装置中的鬃毛组切断到希望长度的切断装置(8),固定装置(4)可连同鬃毛组一起送走,以将鬃毛组固定在鬃毛载体上。
21.按权利要求19或20的装置,其特征为:成形装置的成形通道(15、16)具有一沿通道的入口到出口方向逐渐缩小的横截面面积。
22.按权利要求19或20的装置,其特征为:顺次设有至少两个可分开运动的牵引装置(1、2),它们可有选择地共同或单独地作用在构成分组(27、28)的股(11、12)上,分组移入固定装置(4)。
23.按权利要求19或20的装置,其特征为:牵引装置(1、2)和固定装置(4)由分层的平行板(13、17或22、23、24)组成,其中一块作为夹紧板(13、17或24)可垂直于导引或固定通道(10、25或26)运动。
24.按权利要求19的装置,其特征为:固定装置(4)可带着被夹紧的鬃毛组从用来加工或处理使用侧或固定侧鬃毛末端的装置旁走过。
25.按权利要求19的装置,其特征为:固定装置(4)可带着被夹紧的鬃毛组从用来加工或处理使用侧和固定侧鬃毛末端的装置旁过。
26.按权利要求19的装置,其特征为:固定装置(4)可带着被夹紧的鬃毛组从用来加工和处理使用侧或固定侧鬃毛末端的装置旁走过。
27.按权利要求19的装置,其特征为:固定装置(4)可带着被夹紧的鬃毛组从用来加工和处理使用侧和固定侧鬃毛末端的装置旁走过。
28.按权利要求24~27中任一项的装置,其特征为:鬃毛组或分组的鬃毛在松开夹紧板的情况下可相互相对轴向移动。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19909435.7 | 1999-03-04 | ||
| DE19909435A DE19909435A1 (de) | 1999-03-04 | 1999-03-04 | Verfahren und Vorrichtung zur Herstellung von Borstenwaren und danach hergestellte Borstenwaren |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1342048A CN1342048A (zh) | 2002-03-27 |
| CN1145442C true CN1145442C (zh) | 2004-04-14 |
Family
ID=7899639
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB008046204A Expired - Fee Related CN1145442C (zh) | 1999-03-04 | 2000-02-24 | 用于制造鬃毛制品的方法和装置 |
Country Status (20)
| Country | Link |
|---|---|
| US (1) | US6726789B1 (zh) |
| EP (1) | EP1158880B1 (zh) |
| JP (1) | JP2002537880A (zh) |
| CN (1) | CN1145442C (zh) |
| AR (1) | AR022838A1 (zh) |
| AT (1) | ATE265164T1 (zh) |
| AU (1) | AU758677C (zh) |
| BR (1) | BR0008742A (zh) |
| CA (1) | CA2362595A1 (zh) |
| CZ (1) | CZ300258B6 (zh) |
| DE (2) | DE19909435A1 (zh) |
| EG (1) | EG22879A (zh) |
| HU (1) | HUP0200098A2 (zh) |
| NO (1) | NO20014271L (zh) |
| PL (1) | PL350320A1 (zh) |
| RU (1) | RU2233605C2 (zh) |
| TR (1) | TR200102571T2 (zh) |
| TW (1) | TW427890B (zh) |
| WO (1) | WO2000051462A1 (zh) |
| ZA (1) | ZA200107073B (zh) |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITBO20040225A1 (it) * | 2004-04-20 | 2004-07-20 | Unimac Srl | Sistema per alimentara fili in disposizione circolare, particolarmente indicato per macchine automatiche tese a formare spazzole circolari |
| US8011053B2 (en) * | 2004-09-03 | 2011-09-06 | Douglas Batzel | Resilient pipeline inspection brush |
| US20060248669A1 (en) * | 2005-05-03 | 2006-11-09 | Royal Brush Manufacturing, Inc. | Paint brush |
| CN101371728B (zh) * | 2007-08-22 | 2011-04-27 | 金泰辰 | 化妆刷及其制造方法 |
| US8308246B2 (en) * | 2010-03-19 | 2012-11-13 | Chung Tae Sang | Method for manufacturing toothbrush and toothbrush manufactured by the method |
| DE202011002272U1 (de) * | 2011-02-02 | 2012-05-16 | Geka Gmbh | Dosierpinsel für gezielte Lokalapplikation |
| DE102011122106A1 (de) * | 2011-12-22 | 2013-06-27 | Carl Freudenberg Kg | Besenblock mit Borstenstruktur |
| BE1020241A3 (nl) * | 2012-04-26 | 2013-06-04 | Gb Boucherie Nv | Borstelvervaardigingsinrichting. |
| EP2700330A1 (en) | 2012-08-21 | 2014-02-26 | Braun GmbH | Brush implement for a skin treatment device |
| EP2934229B1 (en) * | 2012-12-20 | 2017-03-22 | Colgate-Palmolive Company | Method of manufacturing an oral care implement |
| PL2810581T3 (pl) * | 2013-06-06 | 2018-08-31 | Gillette Co Llc | Głowica narzędzia do higieny jamy ustnej |
| PL2810580T3 (pl) * | 2013-06-06 | 2019-07-31 | The Gillette Company Llc | Głowica przyrządu do higieny jamy ustnej |
| ES2682256T3 (es) | 2013-06-06 | 2018-09-19 | The Procter & Gamble Company | Cabezal para un utensilio de cuidado bucal |
| TR201815250T4 (tr) | 2013-06-06 | 2018-11-21 | Gillette Co Llc | Bir ağız bakım aletine yönelik kafa elemanı. |
| JPWO2015056528A1 (ja) * | 2013-10-17 | 2017-03-09 | サンスター株式会社 | 電動歯ブラシ |
| US10517389B2 (en) * | 2013-11-08 | 2019-12-31 | The Procter & Gamble Company | Process and apparatus for creating tufts for tufted article |
| EP2876191B1 (de) * | 2013-11-22 | 2016-02-24 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Verfahren und Vorrichtung zur Verarbeitung von Faserbündeln |
| DE102014003963B4 (de) * | 2014-03-20 | 2024-02-22 | Zahoransky Ag | Schneidvorrichtung |
| EP2929803B1 (en) * | 2014-04-11 | 2018-11-14 | The Procter and Gamble Company | Head for an oral care implement |
| USD774310S1 (en) * | 2014-04-30 | 2016-12-20 | Geka Gmbh | Applicator brush |
| USD771956S1 (en) * | 2015-02-20 | 2016-11-22 | Geka Gmbh | Dosing brush for local application |
| EP3262974B1 (en) | 2016-06-27 | 2024-06-12 | The Procter & Gamble Company | Method for producing toothbrush heads comprising a two-component-cleaning element |
| EP3262975B1 (en) * | 2016-06-28 | 2019-02-20 | The Procter and Gamble Company | Method of making brush |
| CN110381779B (zh) * | 2017-03-07 | 2021-07-23 | 奥克拉房屋保养股份公司 | 包括三种不同类型的刷毛的单丝共混物的漆刷 |
| DE102017116368A1 (de) * | 2017-07-20 | 2019-01-24 | Zahoransky Ag | Verfahren und Vorrichtung zur Herstellung von Borstenbündeln |
| KR102143860B1 (ko) * | 2018-09-12 | 2020-08-12 | (주)해미르 | 칫솔헤드 킷트를 활용한 칫솔 제조방법 |
| KR102143857B1 (ko) * | 2018-09-12 | 2020-08-12 | (주)해미르 | 칫솔 제조방법 |
| RU192533U1 (ru) * | 2019-06-17 | 2019-09-23 | Андрей Леонидович Бяков | Художественная кисть |
| EP3753448A1 (en) | 2019-06-21 | 2020-12-23 | The Procter & Gamble Company | Method for producing a toothbrush head |
| EP3753449A1 (en) | 2019-06-21 | 2020-12-23 | The Procter & Gamble Company | Hole perforation plate for manufacturing of a toothbrush head and part thereof |
| EP3753446A1 (en) | 2019-06-21 | 2020-12-23 | The Procter & Gamble Company | Cleaning element carrier and toothbrush head comprising it |
| EP3753447A1 (en) | 2019-06-21 | 2020-12-23 | The Procter & Gamble Company | Method for producing a toothbrush head or a part thereof |
| CN113057440B (zh) * | 2021-03-17 | 2023-08-01 | 安徽三和刷业股份有限公司 | 一种刷毛一体化生产设备 |
| CN113197420B (zh) * | 2021-05-11 | 2022-08-26 | 重庆工商大学 | 一种美术画笔制作用毛料整理装置 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2757046A1 (de) * | 1977-12-21 | 1979-07-05 | Braun Ag | Buerste zum reinigen von oberflaechen |
| DE3505972A1 (de) * | 1985-02-21 | 1986-08-21 | Coronet - Werke Heinrich Schlerf Gmbh, 6948 Wald-Michelbach | Verfahren und vorrichtung zur herstellung von borstenwaren |
| DE3820372C2 (de) * | 1988-06-15 | 1997-07-24 | Coronet Werke Gmbh | Verfahren und Vorrichtung zur Herstellung von Borstenwaren |
| DE4201873C1 (en) * | 1992-01-24 | 1993-05-27 | Braun Ag, 6000 Frankfurt, De | Brush for electrically operated toothbrush - has two concentric circular rings of bristles of different heights spaced apart by circle without bristles same width as circle with bristles |
| ES2076604T3 (es) * | 1992-04-28 | 1995-11-01 | Boucherie Nv G B | Un metodo de producir cepillos de dientes. |
| US5249327A (en) * | 1992-08-26 | 1993-10-05 | Marilyn O. Hing | String and ribbon floss holder for brushes |
| US5325560A (en) * | 1993-01-08 | 1994-07-05 | Pavone Bernadino J | Orthodontic toothbrush |
| DE4302870A1 (de) * | 1993-02-02 | 1994-08-04 | Zahoransky Anton Fa | Verfahren zum Herstellen von Bürsten und Bürstenherstellungsmaschine |
| DE4314692C2 (de) * | 1993-05-04 | 1998-11-26 | Zahoransky Anton Gmbh & Co | Verfahren und Vorrichtung zur Herstellung von Bürsten |
| DE4317453A1 (de) * | 1993-05-26 | 1994-12-01 | Schiffer Fa M & C | Verfahren zum Konfigurieren von Borstenbündeln |
| GB2287901B (en) * | 1994-03-29 | 1998-05-06 | Boucherie Nv G B | A brush making machine |
| DE9408268U1 (de) * | 1994-05-19 | 1994-07-14 | Seever, Wieland, 29229 Celle | Zahnbürstenkopf |
| DE4441985A1 (de) * | 1994-11-25 | 1996-05-30 | Zahoransky Anton Gmbh & Co | Verfahren und Vorrichtung zum Herstellen von Bürsten und danach hergestellte Bürste |
| WO1996016571A1 (en) * | 1994-12-01 | 1996-06-06 | The Procter & Gamble Company | Toothbrush having extended bristles |
| DE4444926A1 (de) * | 1994-12-16 | 1996-06-27 | Coronet Werke Gmbh | Bürste für die Zahn- und Körperpflege |
| DE19616309A1 (de) * | 1996-04-24 | 1997-10-30 | Pedex & Co Gmbh | Verfahren zur Herstellung von Borstenmaterial für Borstenwaren |
| JPH1156478A (ja) * | 1997-08-22 | 1999-03-02 | Lion Corp | ブラシの製造方法 |
-
1999
- 1999-03-04 DE DE19909435A patent/DE19909435A1/de not_active Withdrawn
-
2000
- 2000-02-22 TW TW089103017A patent/TW427890B/zh not_active IP Right Cessation
- 2000-02-24 BR BR0008742-4A patent/BR0008742A/pt not_active IP Right Cessation
- 2000-02-24 CN CNB008046204A patent/CN1145442C/zh not_active Expired - Fee Related
- 2000-02-24 WO PCT/EP2000/001533 patent/WO2000051462A1/de active IP Right Grant
- 2000-02-24 JP JP2000601940A patent/JP2002537880A/ja active Pending
- 2000-02-24 DE DE50006246T patent/DE50006246D1/de not_active Expired - Lifetime
- 2000-02-24 US US09/914,450 patent/US6726789B1/en not_active Expired - Fee Related
- 2000-02-24 EP EP00910706A patent/EP1158880B1/de not_active Expired - Lifetime
- 2000-02-24 AT AT00910706T patent/ATE265164T1/de not_active IP Right Cessation
- 2000-02-24 TR TR2001/02571T patent/TR200102571T2/xx unknown
- 2000-02-24 CZ CZ20013125A patent/CZ300258B6/cs not_active IP Right Cessation
- 2000-02-24 AU AU32820/00A patent/AU758677C/en not_active Ceased
- 2000-02-24 HU HU0200098A patent/HUP0200098A2/hu unknown
- 2000-02-24 CA CA002362595A patent/CA2362595A1/en not_active Abandoned
- 2000-02-24 PL PL00350320A patent/PL350320A1/xx unknown
- 2000-02-24 RU RU2001126729/12A patent/RU2233605C2/ru not_active IP Right Cessation
- 2000-03-03 AR ARP000100972A patent/AR022838A1/es unknown
- 2000-03-04 EG EG20000270A patent/EG22879A/xx active
-
2001
- 2001-08-27 ZA ZA200107073A patent/ZA200107073B/xx unknown
- 2001-09-03 NO NO20014271A patent/NO20014271L/no not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| BR0008742A (pt) | 2002-01-08 |
| NO20014271D0 (no) | 2001-09-03 |
| CZ300258B6 (cs) | 2009-04-01 |
| PL350320A1 (en) | 2002-12-02 |
| EP1158880A1 (de) | 2001-12-05 |
| TR200102571T2 (tr) | 2002-01-21 |
| AU758677B2 (en) | 2003-03-27 |
| AR022838A1 (es) | 2002-09-04 |
| EG22879A (en) | 2003-10-30 |
| AU758677C (en) | 2003-10-09 |
| RU2233605C2 (ru) | 2004-08-10 |
| NO20014271L (no) | 2001-11-01 |
| TW427890B (en) | 2001-04-01 |
| AU3282000A (en) | 2000-09-21 |
| US6726789B1 (en) | 2004-04-27 |
| WO2000051462A1 (de) | 2000-09-08 |
| EP1158880B1 (de) | 2004-04-28 |
| ATE265164T1 (de) | 2004-05-15 |
| CA2362595A1 (en) | 2000-09-08 |
| CZ20013125A3 (cs) | 2002-03-13 |
| HUP0200098A2 (en) | 2002-05-29 |
| CN1342048A (zh) | 2002-03-27 |
| ZA200107073B (en) | 2003-02-26 |
| DE19909435A1 (de) | 2000-09-07 |
| JP2002537880A (ja) | 2002-11-12 |
| DE50006246D1 (de) | 2004-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1145442C (zh) | 用于制造鬃毛制品的方法和装置 | |
| CN1115998C (zh) | 牙刷 | |
| CN1167373C (zh) | 用于涂敷制品的涂敷器、装有涂敷器的涂敷装置及其用途 | |
| FI90390C (fi) | Menetelmä ja laite harjatuotteiden valmistamiseen | |
| EP1964489B1 (en) | Toothbrush | |
| CN1120685C (zh) | 牙刷 | |
| AU704531B2 (en) | Brushware such as a brush, paintbrush, etc. | |
| EP1864588B1 (de) | Zahnbürste und Verfahren zu deren Herstellung | |
| CN108697233A (zh) | 新颖装置 | |
| CA2251753A1 (en) | Brush for gum massage and tooth cleaning and process for producing the bristles of such a brush | |
| US6372163B1 (en) | Method of endrounding loose fibers | |
| CN1126485C (zh) | 牙刷 | |
| CN1112880C (zh) | 制造刷子的方法 | |
| CN1234311C (zh) | 涂抹器及包括这种涂抹器的包装和涂抹器装置 | |
| CN1105525C (zh) | 鬃毛制品的制造方法 | |
| MXPA01008909A (en) | Method and device for producing brushware and brushware obtained with same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20040414 |