CN114453313A - 一种金属除油蜡的方法 - Google Patents
一种金属除油蜡的方法 Download PDFInfo
- Publication number
- CN114453313A CN114453313A CN202210125553.4A CN202210125553A CN114453313A CN 114453313 A CN114453313 A CN 114453313A CN 202210125553 A CN202210125553 A CN 202210125553A CN 114453313 A CN114453313 A CN 114453313A
- Authority
- CN
- China
- Prior art keywords
- tank
- solvent
- water
- hanging basket
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/02—Cleaning by the force of jets or sprays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B13/00—Accessories or details of general applicability for machines or apparatus for cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/04—Cleaning involving contact with liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/04—Cleaning involving contact with liquid
- B08B3/08—Cleaning involving contact with liquid the liquid having chemical or dissolving effect
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/04—Cleaning involving contact with liquid
- B08B3/10—Cleaning involving contact with liquid with additional treatment of the liquid or of the object being cleaned, e.g. by heat, by electricity or by vibration
- B08B3/12—Cleaning involving contact with liquid with additional treatment of the liquid or of the object being cleaned, e.g. by heat, by electricity or by vibration by sonic or ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/04—Cleaning involving contact with liquid
- B08B3/10—Cleaning involving contact with liquid with additional treatment of the liquid or of the object being cleaned, e.g. by heat, by electricity or by vibration
- B08B3/14—Removing waste, e.g. labels, from cleaning liquid; Regenerating cleaning liquids
-
- C—CHEMISTRY; METALLURGY
- C02—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F1/00—Treatment of water, waste water, or sewage
- C02F1/02—Treatment of water, waste water, or sewage by heating
- C02F1/04—Treatment of water, waste water, or sewage by heating by distillation or evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G3/00—Apparatus for cleaning or pickling metallic material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Hydrology & Water Resources (AREA)
- Environmental & Geological Engineering (AREA)
- Water Supply & Treatment (AREA)
- Cleaning By Liquid Or Steam (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
Abstract
本发明保护一种金属除油蜡方法,其采用的金属除油蜡装置包括的清洗部分包括入口封闭液水箱、一个或多个溶剂箱、出口封闭液水箱,包括以下步骤:在入口封闭液水箱和出口封闭液水箱中分别注入封闭液至水位高于入口封闭箱隔板和出口封闭液隔板的最底端,溶液箱中注入用于清洗的溶剂;将待清洗的金属产品放入吊篮,所述吊篮经链条、链轮进入入口封闭液水箱,再该从水箱的下通道后依次通过上通道进入各溶剂箱,通过溶剂对金属进行清洗,再进入出口封闭液水箱,最终从该水箱的下通道输出。本发明的方法通过利用封闭箱结构保障溶剂不会扩散到空气中,避免了环境污染和损害人体健康。
Description
技术领域
本发明涉及金属除油蜡领域,更具体地说,是一种可循环使用除油剂去除金属件表面油蜡的装置及除油蜡的方法。
背景技术
在金属件的生产制造过程中,经常需要用到油或蜡来达到润滑或防锈等目的。但是为了下一步的生产或使用,金属件表面的油或蜡需要彻底清除。因此,除油或蜡的工序就显得尤为重要。
在现有技术中,强酸强碱和表面活性剂等成分为普遍使用的除油除蜡剂。但是在此类除油除蜡剂使用的过程中,经常出现腐蚀金属件、污染环境和有损操作人员健康的现象,因此也不乏有新的技术出现,如专利CN 108587763 A,发明了一种可回收利用废油的零排放金属环保循环除油方法及装置,在金属件除油的过程中,除油剂被密封在装置中,不会污染环境或对人体造成伤害。但是该专利也有一些不足,首先是装置的设计要求比较高,增加了制造难度,清洗过程中能盛装溶液的产品摆放具有局限性,其次,密封液的市场价格较高,增加了整体成本。
发明内容
本发明的目的在于提供一种高效、节能、环保的金属除油蜡方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种金属除油蜡的方法,其采用的金属除油蜡装置的净化设备包括入口封闭液水箱(1)、一个或多个溶剂箱、出口封闭液水箱,各箱体相互独立且依次布置在框架内;还包括封板,其上至少覆盖所有溶剂箱,并且两端延伸到所述入口封闭液水箱和出口封闭液水箱顶部;所述入口封闭液水箱和出口封闭液水箱中分别具有入口封闭箱隔板和出口封闭液隔板,所述隔板上端固定在封板上,下端向下延伸但与箱体底部保持可供吊篮通过的距离;所述的每个溶剂箱的前后板与封板接触密封,每个溶剂箱的左右板上端的中部或全部与封板之间存在可供吊篮通过的镂空,构成上通道;部分或全部溶剂箱分别具有隔板,其上端固定在封板上,下端向溶剂箱内延伸,并离底部有可用于吊篮通过和距离,构成下通道;水泵用于将清洗部分的脏液排出并为整个系统流体提供动力;
其特征在于包括以下步骤:在入口封闭液水箱和出口封闭液水箱中分别注入封闭液至水位高于入口封闭箱隔板和出口封闭液隔板的最底端,溶液箱中注入用于清洗的溶剂;将待清洗的金属产品放入吊篮,所述吊篮经链条、链轮进入入口封闭液水箱,再从该水箱的下通道后依次通过上通道进入各溶剂箱,通过溶剂对金属进行清洗,再进入出口封闭液水箱,最终从该水箱的下通道输出。
优选地,所述多个溶剂箱为三个溶剂箱,分别为第一溶剂箱、第二溶剂箱、第三溶剂箱,以及配套的第一溶剂箱水泵、第一储液罐、蒸发器、冷凝器、第二储液罐、第三溶剂箱水泵、第二溶剂箱水泵;
所述方法在清洗过程中包括循环使用溶剂的步骤:第一溶剂箱水泵从第一溶剂箱的排污口将溶剂抽入第一储藏罐,经管道进入蒸发器,经蒸发器蒸发分离底部废油料经排污口排入回收桶储存;而从蒸发器上部蒸发出来的溶剂,进入到冷凝器,冷凝下来的溶剂经管道可进入第二储存罐;第二溶剂箱的溶剂由第二溶剂箱水泵抽入到第一溶剂箱,第三溶剂箱的溶剂由第三溶剂箱水泵抽入到第二溶剂箱后,第二储存罐中干净的溶剂经管道放入第三溶剂箱中使用。
优选地,所述净化的步骤还包括通过设置在所述溶剂箱两侧超声波振板进行超声处理。
进一步地,所述方法还包括将经净化设备进行净化的产品在清洗设备中进行清洗的步骤;所述金属除油蜡装置包括的清洗设备具有一个或多个清洗水箱,相互独立且依次布置在清洗部分之后的框架内;
优选地,所述多个清洗水箱依次包括高压冲洗水箱、自来水浸泡水箱、纯净水浸泡水箱。
更优选地,所述产品在进入高压冲洗水箱浸泡前经高压冲洗箱上方设置的高压水枪进行冲洗的步骤以及经高压风刀吹掉附着在吊篮及产品上的溶剂的步骤。
更进一步,对净化后的产品进行烘烤步骤,其通过所述清洗水箱之后的烤箱实现,优选地,在进入烤箱之前还包括经设置在纯净水浸泡箱上方的风刀进行吹扫以吹掉附着在吊篮及产品上的水的环节。
具体实施方式中,所述密封液水箱内存放的封闭液为水,所述的第一溶剂箱、第二溶剂箱以及第三溶剂箱内存放的溶剂为含有挥发性成分的除油除蜡剂。
所述吊篮从入口上挂到下挂出口行程34米,历时15-20分钟,所述吊篮与吊篮间的距离为0.6米,即每分钟出成品2-4个吊篮。
在一个具体实施方式中,所述方法的具体操作如下:
1)除油操作:把有油污待除油处理的产品装入吊篮中,吊篮经入口挂在链条上,链条套在链轮上,经传动通过入口封闭液水箱左侧下沉到封闭液中、通过下通道上升到右侧顶部,再经过上通道进入第一溶剂箱左侧清洗,再通过下通道上升到右侧顶部,链条带动吊篮继续向右经过上通道进入第二溶剂箱左侧清洗,通过下通道上升到右侧顶部,经上通道进入到第三溶剂箱左侧清洗,吊篮经过下通道上升到右侧顶部,吊篮经高压风刀吹干后,通过上通道下沉到出口封闭液箱左侧浸泡,经下通道上升到顶部,经高压水枪冲洗,进入高压冲洗水箱浸泡,进入自来水浸泡水箱浸泡,后进入纯净水浸泡箱,再经风刀吹干进入烤箱烘烤,最后吊篮经滑台脱钩滑出滑台,得到干净产品。
优选地,上述除油工作过程中通过第一溶剂箱、第二溶剂箱、第三溶剂箱前后内侧设置的超声波震板进行超声;
2)废槽液净化操作:把最脏的第一溶剂箱中脏液由第一溶剂箱水泵从第一溶剂箱(2)排污口三通出口抽入第一储藏罐,经管道进入蒸发器,在蒸发器脏液中的溶剂被从上部蒸发出来,底部留下来的便是从产品上除下来的废油料,经排污口排入回收桶储存;从蒸发器上部蒸发出来的溶剂,进入到冷凝器,冷凝下来的溶剂经管道回进入第二储存罐,第二溶剂箱的溶剂由水泵抽入到第一溶剂箱,第三溶剂箱的溶剂由水泵抽入到第二溶剂箱后,第二储存罐中干净的溶剂经管道放入第三溶剂箱中重新使用。
本发明还提供上述方法中所采用的金属除油蜡设备,其包括净化设备,进一步包括清洗设备,更进一步包括输送设备。
通过本发明的方法,一方面通过设备中设计的合理的封闭方式,可以有效减少挥发性溶剂的挥发同时具有较高的经济性,进一步的通过设备中设计合理的循环方式,可以实现挥发性溶剂的高效循环利用,提高了溶剂的重复利用效率。
附图说明
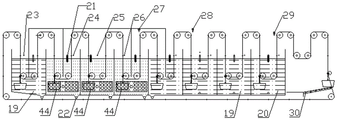
图1为本发明的金属除油蜡装置清洗设备结构示意图;
图2为本发明的的金属除油蜡装置清洗设备运行示意图;
图3为本发明的的金属除油蜡装置净化设备结构示意图;
图4为本发明的金属除油蜡装置侧视图。
图中的标号说明:1.入口封闭液箱;2.第一溶剂箱;3.第二溶剂箱;4.第三溶剂箱;5.出口封闭液箱;6.高压冲洗水箱;7.自来水浸泡水箱;8.纯净水浸泡水箱;9.烤箱;10.链条;11.链轮;12.吊篮;13.溶剂;14.封板;15.入口封闭液隔板;16.第一溶剂箱隔板;17.第三溶剂箱隔板;18.出口封闭液隔板;19.封闭液;20.纯净水;21.液位计;22.排污口;23.水入口;24.第一溶剂箱溶剂入口;25.第二溶剂箱溶剂入口;26.第三溶剂箱溶剂入口;27.高压风刀;28.高压水枪;29.风刀;30.滑台;31.第一溶剂箱水泵;32.第二溶剂箱水泵;33.第三溶剂箱水泵;34.第一风机;35.第一储液罐;36.第二储液罐;37.蒸发器;38.冷凝器;39.高压水泵;40.冷凝水泵;41.蒸发器排污口;42.第二风机;44.超声波振板;45.左右板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围,下面结合实施例对本发明作进一步的描述。
设备实施例
本发明的一种高效、节能、环保的金属除油蜡的装置,包括净化设备和清洗设备。如图1所示,净化设备包括:入口封闭液箱1、第一溶剂箱2、第二溶剂箱3、第三溶剂箱4、出口封闭液箱5;清洗设备包括高压冲洗箱6、自来水浸泡箱7、纯净水浸泡箱8、烤箱9,其中各箱体相互独立,从左到右依次排列放入设备框架内,以及由链条10、链轮11、吊篮12组成的配套的输送装置。净化设置的箱体上方设置的封板14,每个箱体前后板与封板14接触密封(称为高的前后板),每个箱体的左右板上端的中部或全部与封板14之间存在空间即存在镂空(因此称为低的左右板45),设计成吊篮通过合适的镂空,高度一般为60厘米,因而相应箱体与封板14之间构成上通道(图中分别在各箱体间的上通道标为A、B、C、D),可供吊篮经入口后通过这些通道。入口封闭液箱中间设置入口封闭箱隔板15,第一溶剂箱中间设置中间隔板16,第三溶剂箱中间设置中间隔板17,出口封闭液箱中间设置中间隔板18,各隔板上端与封板14焊接,入口封闭箱隔板15以及各中间隔板是封板14向下延伸到靠近链条10的位置,下端与各自箱体底部分别构成下通道(位于各箱内,分别标为a、b、c、d),通道通常高度设计为60厘米。通道用于吊篮12通过,入口封闭箱隔板15用来隔断第一溶剂箱中挥发的溶剂扩散到空气中,出口封闭箱隔板18用来隔断第三溶剂箱中挥发的溶剂扩散到空气中,第一溶剂箱中间设置中间隔板16、第三溶剂箱中间设置中间隔板17分别用来控制第一溶剂箱右侧、第三溶剂箱左侧所挥发的溶剂扩散到封闭液箱,减少对出、入口封闭液箱的压力。通过这样设置,可以确保工作过程中溶剂13不会流进封闭液内从而扩散到空气中。
如图2所示,净化设备还包括超声波振板44、液位计21,各箱体底部设置排污口22,侧面设置液体入口23-26。封闭液箱内盛装封闭液19,封闭液19为水,第一溶剂箱至第三溶剂箱盛装溶剂,溶剂为除油或除蜡或钝化剂,超声波振板44设置在溶剂箱内前后两侧,液位计21设置在箱体正前方液面处。第三溶剂箱右上方设置高压风刀27,用于吹掉附着在吊篮及产品上的溶剂,高压冲洗箱6左上方设置高压水枪28,用于冲洗产品上未洗掉的脏物,纯净水浸泡箱8右上方设置风刀29,用于吹掉附着在进入烤箱9前吊篮及产品上的水。
如图3所示,净化设备包括第一溶剂箱水泵31、第一储液罐35、蒸发器37、冷凝器38、第二储液罐36、第三溶剂箱水泵33、第二溶剂箱水泵32、高压水泵39、冷凝水泵40、蒸发器排污口41和第二风机42。蒸发器37上盖设置有气压表、气压安全阀、温度传感器、压力传感器。第一溶剂箱水泵31进水端与第一溶剂箱排污口22三通连接,出水端与第一储液罐35连接,第一储液罐35出口端与蒸发器37入口连接,蒸发器37出气口与冷凝器38入口端连接。冷凝器38出口端与第二储液罐36连接,第二储液罐36出口与第三溶剂箱4入口26连接,水泵33进水口连接第三溶剂箱4排污口,出水口连接第二溶剂箱入口25,水泵32进水口连接第二溶剂箱3排污口,出水口连接第一溶剂箱2入口24。
第一风机34给高压风刀27提供动力,高压水泵39给高压水枪28提供动力,冷凝水泵40给冷凝器38提供冷却水,第二风机42给风刀29提供动力,蒸发器排污口41用于蒸发分离出来的废油、蜡排出。
配合上述净化设备和清洗设备运行,所述金属除油蜡的装置还包括输送设备,其包括多个吊篮12,运输所述吊篮12进入所述金属除油蜡装置的链条10和链轮11,以及为运行吊篮12提供动力的装置;所述吊篮12经链条10、链轮11可从下通道和上通道依次经过各箱体。
方法实施例
采用设备实施例的金属除油蜡装置进行金属除油蜡的方法过程如下:
(1)除油净化操作:首先,把有油污待除油处理的产品装入吊篮12中,吊篮经入口自动挂在链条10上,链条套在链轮11上,吊篮经链条传动通过入口封闭液水箱1左侧下沉到封闭液中、通过下通道a上升到右侧顶部,再经过上通道A进入第一溶剂箱2左侧清洗,通过下通道b上升到右侧顶部,链条带动吊篮继续向右经过上通道B进入第二溶剂箱3左侧清洗,通过下通道上升到右侧顶部,经上通道C进入到第三溶剂箱4左侧清洗,吊篮经过下通道c上升到右侧顶部,吊篮经高压风刀27吹干通过上通道D下沉到出口封闭液箱5左侧浸泡,经下通道d上升到顶部,经高压水枪28冲洗,进入高压冲洗水箱6浸泡,进入自来水浸泡水箱7浸泡,后进入纯净水浸泡箱8,再经风刀29吹干进入烤箱9烘烤,最后吊篮经滑台30自动脱钩滑出滑台,得到干净产品(成品)。
从吊篮入口上挂到下挂出口行程34米,历时15-20分钟,吊篮与吊篮之间的距离为0.6米,即每分钟出成品2~4个吊篮。进一步地,上述除油工作过程第一溶剂箱2、第二溶剂箱3、第三溶剂箱4前后内侧设置振板44,在吊篮12进入第一溶剂箱2时开启超声波震板44直到吊篮12出第三溶剂箱4,这样用于带有重油污的工件的除油就非常干净。
(2)溶剂循环利用操作:
本方法除油剂经过多次除油后,可以自动再生回用,以保证除油后的工件表面尽可能少的挂油。过程及原理如下:
第一溶剂箱2、第二溶剂箱3、第三溶剂箱4多次除油后溶剂的脏污程度依次由强到弱,把最脏的第一溶剂箱2中脏液由第一溶剂箱水泵31从第一溶剂箱2排污口三通出口22抽入第一储藏罐,经管道进入蒸发器37,在蒸发器37脏液中的溶剂被从上部蒸发出来,底部留下来的便是从产品上除下来的废油、脂、蜡(废油料),经排污口41排入回收桶储存。另外,从蒸发器37上部蒸发出来的溶剂,进入到冷凝器38,冷凝下来的溶剂13经管道回进入第二储存罐36,待次脏(第二溶剂箱相比第一溶剂箱中的脏度要低一些)的第二溶剂箱3的溶剂由水泵32抽入到第一溶剂箱2,第三溶剂箱4的溶剂由水泵33抽入到第二溶剂箱3后,第二储存罐36中干净的溶剂经管道放入第三溶剂箱4中重新使用。
通过此设备,蒸发器37蒸发分离出来的纯净溶剂经冷凝器38冷凝、第二储液罐36,重新回到第三溶剂箱4里,从而保证了产品最后一道清洗溶剂是纯净的,蒸发器37底部剩下的为油、蜡,经蒸发器排污口41排入回收桶储存起来交由专业的公司处理。
本发明装置在使用过程中,上述除油和净化两步骤,连续不断往复循环操作,最终达到高效、节能、环保的金属除油目的。
Claims (9)
1.一种金属除油蜡的方法,其采用的金属除油蜡装置的净化设备包括入口封闭液水箱(1)、一个或多个溶剂箱、出口封闭液水箱(5),各箱体相互独立且依次布置在框架内;还包括封板(14),其上至少覆盖所有溶剂箱,并且两端延伸到所述封闭液水箱(1)和封闭液水箱(5)顶部;所述入口封闭液水箱(1)和出口封闭液水箱(5)中分别具有入口封闭箱隔板(15)和出口封闭液隔板(18),所述隔板上端固定在封板上,下端向下延伸但与箱体底部保持可供吊篮通过的距离;所述的每个溶剂箱的前后板与封板(14)接触密封,每个溶剂箱的左右板上端的中部或全部与封板(14)之间存在可供吊篮通过的镂空,构成上通道;部分或全部溶剂箱分别具有隔板(16、17),其上端固定在封板上,下端向溶剂箱内延伸,并离底部有可用于吊篮通过和距离,构成下通道;水泵用于将清洗部分的脏液排出并为整个系统流体提供动力;
其特征在于包括以下步骤:在入口封闭液水箱(1)和出口封闭液水箱(5)中分别注入封闭液至水位高于入口封闭箱隔板(15)和出口封闭液隔板(18)的最底端,溶液箱中注入用于清洗的溶剂;将待清洗的金属产品放入吊篮(12),所述吊篮(12)经链条(10)、链轮(11)进入入口封闭液水箱(1),再该从水箱的下通道后依次通过上通道进入各溶剂箱,通过溶剂(13)对金属进行清洗,再进入出口封闭液水箱(5),最终从该水箱的下通道输出。
2.根据权利要求1所述的方法,其特征在于:所述多个溶剂箱(2、3、4)为三个溶剂箱,分别为第一溶剂箱(2)、第二溶剂箱(3)、第三溶剂箱(4),以及配套的第一溶剂箱水泵(31)、第一储液罐(35)、蒸发器(37)、冷凝器(38)、第二储液罐(36)、第三溶剂箱水泵(33)、第二溶剂箱水泵(32);
所述方法在清洗过程中包括循环使用溶剂的步骤:第一溶剂箱水泵(31)经第一溶剂箱(2)的排污口将溶剂抽入第一储藏罐(35),经管道进入蒸发器(37),底部废油料经排污口(43)排入回收桶储存;而从蒸发器(37)上部蒸发出来的溶剂,进入到冷凝器(38),冷凝下来的溶剂(13)经管道可进入第二储存罐(36);第二溶剂箱(3)的溶剂由第二溶剂箱水泵(32)抽入到第一溶剂箱(2),第三溶剂箱(4)的溶剂由第三溶剂箱水泵(33)抽入到第二溶剂箱(3)后,第二储存罐(36)中干净的溶剂经管道放入第三溶剂箱(4)中使用。
3.根据权利要求3所述的方法,其特征在于:所述净化的步骤还包括通过设置在所述溶剂箱两侧超声波振板(44)进行超声处理。
4.根据权利要求1所述的方法,其特征在于:所述方法还包括将经净化设备进行净化的产品在清洗设备中进行清洗的步骤;所述金属除油蜡装置包括的清洗设备具有一个或多个清洗水箱,相互独立且依次布置在清洗部分之后的框架内;
优选地,所述多个清洗水箱依次包括高压冲洗水箱(6)、自来水浸泡水箱(7)、纯净水浸泡水箱(8);
更优选地,所述产品在进入高压冲洗水箱(6)浸泡前经高压冲洗箱(6)上方设置的高压水枪(28)进行冲洗的步骤以及经高压风刀(27)吹掉附着在吊篮及产品上的溶剂的步骤。
5.根据权利要求3所述的方法,其特征在于:进一步对净化后的产品进行烘烤步骤,其通过所述清洗水箱之后的烤箱(9)实现,优选地,在进入烤箱(9)之前还包括经设置在纯净水浸泡箱(8)上方的风刀(29)进行吹扫以吹掉附着在吊篮及产品上的水的环节。
6.根据权利要求3所述的方法,其特征在于,所述密封液水箱(1)内存放的封闭液(19)为水,所述的第一溶剂箱(2)、第二溶剂箱(3)以及第三溶剂箱(4)内存放的溶剂(13)为含有挥发性成分的除油除蜡剂。
7.根据权利要求12所述的方法,其特征在于:所述吊篮(12)从入口上挂到下挂出口行程34米,历时15-20分钟,所述吊篮(12)与吊篮(12)间的距离为0.6米,即每分钟出成品2-4个吊篮。
8.如权利要求5-7任一项所述的方法,其特征在于,所述方法的具体操作如下:
1)除油操作:把有油污待除油处理的产品装入吊篮(12)中,吊篮(12)经入口挂在链条(10)上,链条(10)套在链轮(11)上,经传动通过入口封闭液水箱(1)左侧下沉到封闭液中、通过下通道上升到右侧顶部,再经过上通道进入第一溶剂箱(2)左侧清洗,再通过下通道上升到右侧顶部,链条带动吊篮继续向右经过上通道进入第二溶剂箱(3)左侧清洗,通过下通道上升到右侧顶部,经上通道进入到第三溶剂箱(4)左侧清洗,吊篮经过下通道上升到右侧顶部,吊篮经高压风刀(27)吹干后,通过上通道下沉到出口封闭液箱(5)左侧浸泡,经下通道上升到顶部,经高压水枪(28)冲洗,进入高压冲洗水箱(6)浸泡,进入自来水浸泡水箱(7)浸泡,后进入纯净水浸泡箱(8),再经风刀(29)吹干进入烤箱(9)烘烤,最后吊篮经滑台(30)脱钩滑出滑台,得到干净产品;
优选地,上述除油工作过程中通过第一溶剂箱(2)、第二溶剂箱(3)、第三溶剂箱(4)前后内侧设置的超声波震板进行超声;
2)废槽液净化操作:把最脏的第一溶剂箱(2)中脏液由第一溶剂箱水泵(31)从第一溶剂箱(2)排污口三通出口(22)抽入第一储藏罐,经管道进入蒸发器(37),在蒸发器(37)脏液中的溶剂被从上部蒸发出来,底部留下来的便是从产品上除下来的废油料,经排污口(43)排入回收桶储存;从蒸发器(37)上部蒸发出来的溶剂,进入到冷凝器(38),冷凝下来的溶剂(13)经管道回进入第二储存罐(36),第二溶剂箱(3)的溶剂由水泵(32)抽入到第一溶剂箱(2),第三溶剂箱(4)的溶剂由水泵(33)抽入到第二溶剂箱(3)后,第二储存罐(36)中干净的溶剂经管道放入第三溶剂箱(4)中重新使用。
9.如权利要求1-8任一项所述的方法中所采用的金属除油蜡装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210125553.4A CN114453313B (zh) | 2022-02-10 | 2022-02-10 | 一种金属除油蜡的方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210125553.4A CN114453313B (zh) | 2022-02-10 | 2022-02-10 | 一种金属除油蜡的方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114453313A true CN114453313A (zh) | 2022-05-10 |
| CN114453313B CN114453313B (zh) | 2023-05-02 |
Family
ID=81413527
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210125553.4A Active CN114453313B (zh) | 2022-02-10 | 2022-02-10 | 一种金属除油蜡的方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114453313B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114769566A (zh) * | 2022-06-02 | 2022-07-22 | 眉山中车制动科技股份有限公司 | 一种铁路车辆配件煮蜡后处理设备及工艺 |
| CN115945449A (zh) * | 2022-12-26 | 2023-04-11 | 高安市飞腾新材料科技有限公司 | 一种硅渣内硅酸钠提取设备 |
Citations (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08325767A (ja) * | 1996-06-17 | 1996-12-10 | Toshiba Corp | 洗浄方法及び洗浄装置 |
| US6016819A (en) * | 1997-04-04 | 2000-01-25 | Murray; Gordon | High turbulence multiple stage wire pickling system |
| JP2001329388A (ja) * | 2000-05-17 | 2001-11-27 | Dowa Mining Co Ltd | 洗浄方法及び洗浄装置 |
| JP2004076058A (ja) * | 2002-08-13 | 2004-03-11 | Nippon Steel Corp | 真空排気装置の戻水貯水槽内ガスの換気方法及び戻水貯水槽の水封蓋 |
| FR2869326A1 (fr) * | 2004-04-21 | 2005-10-28 | Vai Clecim Sa | Dispositif de decapage a vidange et remplissage rapide et procede de vidange et de remplissage rapide d'un bac de decapage. |
| JP2010188286A (ja) * | 2009-02-18 | 2010-09-02 | Mitsubishi Electric Corp | 洗浄装置、洗浄方法および被洗浄体 |
| CN103966619A (zh) * | 2014-04-18 | 2014-08-06 | 江苏胜达科技有限公司 | 一种钢丝酸洗装置 |
| CN204115084U (zh) * | 2014-07-23 | 2015-01-21 | 浙江碧岩环保材料股份有限公司 | 一种空气净化交换两用机 |
| CN105386073A (zh) * | 2015-12-15 | 2016-03-09 | 安徽楚江特钢有限公司 | 一种带有急停装置的钢带酸洗槽 |
| CN108587763A (zh) * | 2018-04-11 | 2018-09-28 | 王麒钧 | 一种可回收利用废油的零排放金属环保循环除油方法及装置 |
| CN109821797A (zh) * | 2019-01-19 | 2019-05-31 | 常德市佳鸿机械有限责任公司 | 一种清洗涂油机流水线的清洗烘干装置 |
| CN209098816U (zh) * | 2018-11-29 | 2019-07-12 | 苏州达舟精密机械有限公司 | 一种螺丝钉制造用酸洗装置 |
| CN209198804U (zh) * | 2019-01-14 | 2019-08-02 | 台州市凯亮眼镜股份有限公司 | 一种眼镜清洗系统 |
| CN110605275A (zh) * | 2019-10-11 | 2019-12-24 | 张家港市科宇信超声有限公司 | 一种用于超声波清洗机的清洗液循环系统及循环方法 |
| CN110857473A (zh) * | 2018-08-23 | 2020-03-03 | 武汉鑫麒科技有限公司 | 一种安全环保、零排放的金属连续除油方法及装置 |
| CN113251298A (zh) * | 2021-06-25 | 2021-08-13 | 江苏永钢集团有限公司 | 一种多级水封式防泄漏排水器 |
| CN215365992U (zh) * | 2021-06-28 | 2021-12-31 | 昆明理工大学 | 一种水封式进出料的酸洗间 |
-
2022
- 2022-02-10 CN CN202210125553.4A patent/CN114453313B/zh active Active
Patent Citations (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08325767A (ja) * | 1996-06-17 | 1996-12-10 | Toshiba Corp | 洗浄方法及び洗浄装置 |
| US6016819A (en) * | 1997-04-04 | 2000-01-25 | Murray; Gordon | High turbulence multiple stage wire pickling system |
| JP2001329388A (ja) * | 2000-05-17 | 2001-11-27 | Dowa Mining Co Ltd | 洗浄方法及び洗浄装置 |
| JP2004076058A (ja) * | 2002-08-13 | 2004-03-11 | Nippon Steel Corp | 真空排気装置の戻水貯水槽内ガスの換気方法及び戻水貯水槽の水封蓋 |
| FR2869326A1 (fr) * | 2004-04-21 | 2005-10-28 | Vai Clecim Sa | Dispositif de decapage a vidange et remplissage rapide et procede de vidange et de remplissage rapide d'un bac de decapage. |
| JP2010188286A (ja) * | 2009-02-18 | 2010-09-02 | Mitsubishi Electric Corp | 洗浄装置、洗浄方法および被洗浄体 |
| CN103966619A (zh) * | 2014-04-18 | 2014-08-06 | 江苏胜达科技有限公司 | 一种钢丝酸洗装置 |
| CN204115084U (zh) * | 2014-07-23 | 2015-01-21 | 浙江碧岩环保材料股份有限公司 | 一种空气净化交换两用机 |
| CN105386073A (zh) * | 2015-12-15 | 2016-03-09 | 安徽楚江特钢有限公司 | 一种带有急停装置的钢带酸洗槽 |
| CN108587763A (zh) * | 2018-04-11 | 2018-09-28 | 王麒钧 | 一种可回收利用废油的零排放金属环保循环除油方法及装置 |
| CN110857473A (zh) * | 2018-08-23 | 2020-03-03 | 武汉鑫麒科技有限公司 | 一种安全环保、零排放的金属连续除油方法及装置 |
| CN209098816U (zh) * | 2018-11-29 | 2019-07-12 | 苏州达舟精密机械有限公司 | 一种螺丝钉制造用酸洗装置 |
| CN209198804U (zh) * | 2019-01-14 | 2019-08-02 | 台州市凯亮眼镜股份有限公司 | 一种眼镜清洗系统 |
| CN109821797A (zh) * | 2019-01-19 | 2019-05-31 | 常德市佳鸿机械有限责任公司 | 一种清洗涂油机流水线的清洗烘干装置 |
| CN110605275A (zh) * | 2019-10-11 | 2019-12-24 | 张家港市科宇信超声有限公司 | 一种用于超声波清洗机的清洗液循环系统及循环方法 |
| CN113251298A (zh) * | 2021-06-25 | 2021-08-13 | 江苏永钢集团有限公司 | 一种多级水封式防泄漏排水器 |
| CN215365992U (zh) * | 2021-06-28 | 2021-12-31 | 昆明理工大学 | 一种水封式进出料的酸洗间 |
Non-Patent Citations (1)
| Title |
|---|
| 王振华: "《超声波清洗技术》", 30 September 2019, 武汉理工大学出版社 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114769566A (zh) * | 2022-06-02 | 2022-07-22 | 眉山中车制动科技股份有限公司 | 一种铁路车辆配件煮蜡后处理设备及工艺 |
| CN115945449A (zh) * | 2022-12-26 | 2023-04-11 | 高安市飞腾新材料科技有限公司 | 一种硅渣内硅酸钠提取设备 |
| CN115945449B (zh) * | 2022-12-26 | 2024-05-03 | 高安市飞腾新材料科技有限公司 | 一种硅渣内硅酸钠提取设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114453313B (zh) | 2023-05-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114453313B (zh) | 一种金属除油蜡的方法 | |
| US5421883A (en) | Industrial parts cleaning method and system | |
| US5333629A (en) | Apparatus for cleaning metal articles | |
| HU210266B (en) | Method and apparatus for cleaning metal workpieces | |
| JPH09506032A (ja) | マルチプロセスパワースプレーウォッシャー装置 | |
| JP4007751B2 (ja) | 洗浄方法及び洗浄装置 | |
| CN111906074A (zh) | 发动机平衡器壳体清理系统 | |
| CN208627989U (zh) | 一种超声波洗净机 | |
| CN217997346U (zh) | 一种金属除油蜡的装置 | |
| US5034065A (en) | Method for washing storage batteries | |
| CN206624919U (zh) | 原材料清洗机 | |
| CN215997786U (zh) | 一种全自动单工位清洗机 | |
| CN215613553U (zh) | 一种圆环式链式全自动喷淋清洗装置 | |
| CN212329097U (zh) | 发动机平衡器壳体清理系统 | |
| CN209689475U (zh) | 一种胶球清洗系统的自动发球装置 | |
| CN106967989A (zh) | 一种原材料清洗机及清洗方法 | |
| CN209829692U (zh) | 一种中小型零件清洗装置 | |
| CN111876709A (zh) | 一种具有循环功能的热镀锌水洗池 | |
| CN211587671U (zh) | 一种轴类喷淋清洗机 | |
| CN110857473B (zh) | 一种安全环保、零排放的金属连续除油方法及装置 | |
| CN216800793U (zh) | 一种机械零件加工用多用途加工台 | |
| KR100594345B1 (ko) | 세정장치 | |
| CN113477729B (zh) | 一种不锈钢管可再生清洗装置及方法 | |
| CN110653225A (zh) | 一种用于油缸清洗的水循环装置 | |
| JPH07214014A (ja) | 洗浄装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |