CN114088727A - 一种自动翻转的铸件表面缺陷检测装置 - Google Patents
一种自动翻转的铸件表面缺陷检测装置 Download PDFInfo
- Publication number
- CN114088727A CN114088727A CN202111521130.6A CN202111521130A CN114088727A CN 114088727 A CN114088727 A CN 114088727A CN 202111521130 A CN202111521130 A CN 202111521130A CN 114088727 A CN114088727 A CN 114088727A
- Authority
- CN
- China
- Prior art keywords
- detection
- casting
- grabbing
- matched
- main shell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001514 detection method Methods 0.000 title claims abstract description 90
- 230000007547 defect Effects 0.000 title claims abstract description 45
- 238000005266 casting Methods 0.000 claims abstract description 103
- 230000007246 mechanism Effects 0.000 claims abstract description 84
- 230000007306 turnover Effects 0.000 claims abstract description 59
- 230000002950 deficient Effects 0.000 claims abstract description 16
- 210000000078 claw Anatomy 0.000 claims description 22
- 238000007689 inspection Methods 0.000 claims 6
- 238000004519 manufacturing process Methods 0.000 abstract description 5
- 230000005484 gravity Effects 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- TVEXGJYMHHTVKP-UHFFFAOYSA-N 6-oxabicyclo[3.2.1]oct-3-en-7-one Chemical compound C1C2C(=O)OC1C=CC2 TVEXGJYMHHTVKP-UHFFFAOYSA-N 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000012806 monitoring device Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images









Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/8851—Scan or image signal processing specially adapted therefor, e.g. for scan signal adjustment, for detecting different kinds of defects, for compensating for structures, markings, edges
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Engineering & Computer Science (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Signal Processing (AREA)
- Specific Conveyance Elements (AREA)
Abstract
本发明涉及铸件缺陷自动检测领域,具体的为一种新式的用于铸件表面缺陷检测的自动翻转装置,包括上下设置的一对抓取检测机构、立式翻转机构以及连接抓取检测机构与立式翻转机构的传送带机构;本发明通过抓取检测机构对铸件表面缺陷进行两次检测,在两次检测中间设置立式翻转机构对铸件进行翻转,能够实现铸件全方位无死角的缺陷检测;对于有缺陷的铸件可以通过抓取检测机构移送至次品区,实现了铸件缺陷检测领域的全自动化,配合铸件表面缺陷识别的智能算法,实现了速度快准确性高的铸件自动智能检测,大大缩短了铸件表面检测的耗时,提升了企业生产效率,节省了人力成本,降低了生产成本。
Description
技术领域
本发明涉及铸件缺陷自动检测领域,具体的为一种新式的用于铸件表面缺陷检测的自动翻转装置。
背景技术
近年来,随着智能制造产业对铸件精度要求的提高,铸件厂商对铸件的表面缺陷检测也更加的重视;传统的铸件表面缺陷检测都是通过人工检测的方式对铸件的六个面进行观察并确定缺陷的位置和类型,但是该方法检测效率不高,误测率也相对较高;另外,大型铸件在检测时由于不容易移动,对检测人员还具有一定的危险性。
因此,本发明提出了一种铸件表面缺陷检测的自动翻转装置;该装置作为一种全自动化的检测装置,能够有效检测出铸件各个面的缺陷位置和缺陷类型,并实现铸件的翻面,具有十分重要的社会意义和经济价值。
发明内容
本发明的目的在于提供一种更加可靠的自动翻转的铸件表面缺陷监测装置,以解决现有技术中存在检测面不完整、检测效率低、自动化程度低的问题。
基于上述目的,本发明采用如下技术方案:
一种自动翻转的铸件表面缺陷检测装置,包括固定架;固定架内设置有立式翻转机构,立式翻转机构包括支撑架,在支撑架上设置有翻转台;翻转台两侧通过旋转机构连接有液压杆,液压杆竖直设置在支撑架内;翻转台内上下对称地设置有一对翻转底座,一对翻转底座外侧均通过底座液压杆与翻转底座连接;与立式翻转机构配合地在固定架内设置有两套抓取检测机构,两套抓取检测机构上下设置,并且均通过传送带与立式翻转机构连接。
优选地,抓取检测机构包括主壳体,主壳体的外侧面上沿着主壳体的中轴线旋转对称地设置有三个抓取爪,每两个抓取爪之间的角度均为120度;每个抓取爪的末端均设置有工业相机,主壳体的底面也设置有工业相机。
优选地,主壳体上方设置有电机仓,电机仓内设置有旋转电机;主壳体内设置有三个液压支撑杆,三个液压支撑杆沿主壳体的中轴线互相旋转对称设置,每两个液压支撑杆之间的角度均为120度;三个液压支撑杆的一端均安装在主壳体内部的顶面上;主壳体侧面上设置有三个滑动槽,滑动槽为打通主壳体内外两侧空间的通孔,每个滑动槽均在主壳体上倾斜设置,三个滑动槽均分别与三个液压支撑杆配合;三个液压支撑杆的自由端均连接有延长杆,三个延长杆均穿过各自配合的滑动槽伸出到主壳体外,延长杆的末端通过轴孔连接与抓取爪连接;每个延长杆的末端还均连接有液压控制杆,每个液压控制杆的另一端均连接在主壳体上方的电机仓侧壁上。
优选地,还设置有图像处理机构,工业相机通过信号传递图像到图像处理机构,图像处理机构内设置有铸件表面缺陷图像检测算法。
优选地,抓取爪末端设置的工业相机上设置有缓冲橡胶圈。
优选地,传送带包括与设置在上方的抓取检测机构配合的上层传送带,以及与设置在下方的抓取检测机构配合的下层传送带;上层传送带和下层传送带均包括两条传送带,分别为检测传送带和次品分拣带;每个抓取检测机构顶部均设置有滑动块,滑动块与固定架上的横梁配合,滑动块在横梁上的移动范围与检测传送带和次品分拣带相配合;上层传送带的高度与翻转台移动到的最高位置相配合,下层传送带与翻转台移动到的最低位置相配合;检测传送带的位置与翻转台相配合。
优选地,固定架上设置有下滑块,下滑块设置在立式翻转机构与下层传送带之间;下滑块的顶面为斜面,顶面的倾斜方向朝向下层传送带的方向;下滑块的顶面两端分别与翻转台移动到的最低位置和下层传送带中的检测传送带相配合。
优选地,立式翻转机构与下滑块相对的另一侧设置有辅助推动气缸,辅助推动气缸的高度与翻转台移动到的最低高度相配合;辅助推动气缸的活塞杆端朝向立式翻转机构,活塞杆前端的最大伸长位置超过翻转台离辅助推动气缸的最远端。
本发明的有益效果有:
本发明采用了自动翻转机构对铸件进行翻转,能够在不借助人力的情况下自动完成对铸件的全面检测,发现铸件中的缺陷,并且借助自动抓取机构和自动传送带将缺陷铸件及时筛选出去;本设备在工作中铸件的最快检测速度为20秒/个,平均误差检测率小于百分之五,较之依靠人力进行检测的传统方式,大大节省了人力资源成本,增加了大型铸件的检测效率,实现了铸件表面缺陷检测的自动化,有效提高了企业的经济效益。
本发明的检测速度较快,检测更为全面;通过对铸件的传送与自动翻转能够实现对铸件的快速运转,以及快速而且全面的扫描,配合多机位工业相机和配套的智能图像识别系统,迅速确定缺陷位置与缺陷种类,大大提升了铸件的表面缺陷检测效率,并且有助于对缺陷铸件的修复工作。
本发明由于采用了全自动化流水线式的检测工序,不仅能提升检测的速度和效率,由于节省了人力,减少了人工操作,在提高企业生产效率的基础上还可以同时降低企业的生产成本,提高了经济效益。
附图说明
图1为本发明实施例1的整体结构示意图;
图2为本发明实施例1的主视图;
图3为本发明实施例1的右视图;
图4为本发明中立式翻转机构的整体结构示意图;
图5为本发明中立式翻转机构的主视图;
图6为本发明中立式翻转机构的半剖侧视图;
图7为本发明中抓取检测机构4的主视图;
图8为本发明中抓取检测机构4的局部剖视图;
图9为本发明实施例2的整体结构示意图;
图10为本发明实施例2省略部分固定架后的主视图;
图11为本发明的流程图。
图中:
固定架1;滑动块11;支撑架2;旋转电机21;旋转轴22;升降液压杆23;翻转台3;夹紧液压杆31;翻转底座32;抓取检测机构4;主壳体41;滑动槽411;电机仓42;控制液压杆43;支撑液压杆44;延长杆45;抓取爪46;工业相机47;缓冲橡胶圈48;中央工业相机49;上层传送带5;上层检测传送带51;上层次品分拣带52;下层传送带6,下层检测传送带61;下层次品分拣带62;下滑块63;铸件7;辅助推动气缸8。
具体实施方式
实施例1
以下为结合具体实施例对本发明做出的详细解释说明;如图1、图2和图3所示,本发明为一种用于铸件表面缺陷检测的装置,包括固定架1;固定架1的一端设置有立式翻转机构,与立式翻转机构配合的设置有两层传送带,分别为上层传送带5和下层传送带6;每个传送带机构的上方均设置有抓取检测机构4,抓取检测机构4通过滑动块11与固定架1上的横梁相配合,使得抓取检测机构4能够在滑动块41的驱动下,横向地在传送带上方移动。
如图3所示,上下两组传送带分别包括检测传送带和次品分拣带,上层传送带5包括上层检测传送带51和上层次品分拣带52,下层传送带6包括下层检测传送带61和下层次品分拣带62;其中,两条检测传送带均设置在与立式翻转机构相配合的中间位置,次品分拣带均设置在检测传送带的同一侧位置处。
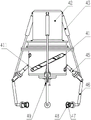
如图4、图5和图6所示,立式翻转机构包括一个U型的支撑架2,在支撑架2的中间设置有翻转台3;翻转台3的两侧分别通过旋转机构连接到支撑架2的左右两侧;旋转机构包括设置在支撑架2内的旋转电机21,旋转电机21通过旋转轴22连接到翻转台3的左右两侧;两个旋转轴22均通过其连接的旋转电机21带动,可以进行旋转;旋转轴与翻转台3之间通过固定块固定连接,使得旋转轴在旋转时也会带动整个翻转台3进行旋转,实现对翻转台3内放置的铸件7的翻转。
如图5所示,在翻转台3内部设置有一对对称设置的夹持机构,每一侧均由一个翻转底座32,以及连接翻转底座32与翻转台3竖直设置的夹紧液压杆31构成;夹紧液压杆31在伸缩其活塞杆端时,便会带动着活塞杆端连接的翻转底座32向着翻转台3的内侧方向移动;当两个翻转底座32移动到足够近的距离时,便可以将放置在中间的铸件7夹紧固定,以进行后续的翻转工作;在两个翻转底座32相对的内侧面上,设置有橡胶表面;橡胶表面可以在夹紧铸件7时起到缓冲作用,避免铸件7因为翻转底座的夹紧而导致出现表面损伤。
如图6所示,支撑架2左右两个竖直段在互相相对的一面上均设置有凹槽,在支撑架2的凹槽内设置有升降液压杆23;升降液压杆23的底端固定设置在支撑架2内凹槽的底端,升降液压杆23的活塞杆末端与旋转电机21固定连接;旋转电机21也设置在支撑架2的凹槽内,在升降液压杆23的活塞杆带动下,旋转电机21可以在凹槽内上下升降移动,进而带动与旋转电机21通过旋转轴22连接的翻转台3进行上下移动。
抓取检测机构4的具体结构如图7所示,包括主壳体41,主壳体41为中空结构,其内部结构如图8所示;图8为主壳体41进行部分剖切后的视图,用于展示主壳体41的内部构造;根据图8所示,在主壳体41内顶面上设置有三个支撑液压杆44,在主壳体41的上方设置有电机仓,所述电机仓内设置有旋转电机,旋转电机可以带动主壳体41绕中心轴旋转,进而带动其他抓取检测机构4的部件进行相应的运动;三个支撑液压杆44以主壳体41的中轴线为轴心旋转均布设置,每两个支撑液压杆44之间的角度均呈120度设置;三个支撑液压杆44的设置位置与旋转电机相配合,使得旋转电机不会影响支撑液压杆44以及其连接的延长杆45的运动。
支撑液压杆44的末端通过轴孔连接的方式连接有延长杆45,在主壳体41的侧面上设置有三个滑动槽411,三个滑动槽411分别与三个延长杆相配合,使得延长杆45能够从各自对应的滑动槽411伸出到主壳体41外;三个滑动槽411在主壳体41侧面上的设置与三个支撑液压杆44类似,同样为以主壳体41中轴线为轴心的旋转均布设置;每两个滑动槽411之间间距的角度均为120度;滑动槽411在主壳体41侧面上为倾斜设置,其左侧高度较低而右侧高度较高,延长杆45在滑动槽411内滑动时便会因为滑动槽411的倾斜设置,而导致延长杆45的角度以及末端高度产生相应的变化。
在延长杆45的末端连接有抓取爪46,抓取爪46为L型结构,其末端固定设置有工业相机47;每个工业相机47的头端均设置有缓冲橡胶圈48,用于直接与铸件7接触,避免工业相机47的镜头与铸件7接触,导致铸件7或是工业相机47产生损伤;在主壳体41的底端中心位置也设置有中央工业相机49,中央工业相机49的镜头方向朝向竖直下方,三个侧向的工业相机配合中央工业相机49,能够对铸件7除了底面的其他五个面进行详细的拍摄,产生图像用于分析铸件表面的缺陷状况。
在电机仓42的侧面顶端设置有三个控制液压杆43,三个控制液压杆43的设置位置与三个滑动槽411类似,绕主壳体41的中轴线为轴心旋转均布设置,每两个控制液压杆43之间相距的角度均为120度;每个控制液压杆43的活塞杆末端连接到对应的延长杆45与抓取爪46的连接处;当延长杆45与抓取爪46上下移动时,控制液压杆43也会产生相应的伸缩,并且提供抓取爪46的抓持力;需要时,控制液压杆43也可以主动提供液压动力来调整抓取爪46的位置和角度,以更好地抓取铸件7,或是调整工业相机47的拍摄角度;各个工业相机47均通过信号连接的方式连接到图像处理机构中,可以将拍摄到的图像传递给图像处理机构,并且由图像处理机构对拍摄到的铸件表面情况进行分析。
如图2所示,上层传送带5的高度与翻转台3的最高高度相配合,使得上层检测传送带51上运输的铸件7可以由传送带送入两块翻转底座之间;下层传送带6的高度与翻转台3的最低高度相配合,并且在下层传送带6与翻转台3之间还设置有一块下滑块63;下滑块63为一个顶面为斜面的结构,其顶面的较高一端高度与翻转台3最低高度时的翻转底座高度相配合,顶面较低的一端高度与下层传送带6的顶面高度相配合,使得翻转台3处于最低点时可以将其内的铸件7通过下滑块63,借助其自身重力滑动到下层传送带6上。
本实施例在实际使用中,其检测流程如图11所示;首先需要将待检测的铸件7放置在上层检测传送带51上;然后启动传送带,使铸件7在上层检测传送带51的带动下向立式翻转机构的方向移动;当铸件7移动到上层的抓取检测机构4下方时,上层检测传送带51停止运行,铸件7开始由抓取检测机构4进行检测。
首先设置在电机仓42内的旋转电机开始工作,使得主壳体41开始绕轴旋转;当主壳体41开始旋转时,三个滑动槽411也开始绕主壳体41的中轴线进行旋转;由于滑动槽411为倾斜设置,设置在滑动槽411内的延长杆便会随着滑动槽411的移动而对应的改变其倾斜角度,使得延长杆的末端翘起或是放下;当需要将抓取爪下方以进行检测时,主壳体41逆时针转动,使得各个延长杆的倾斜角度减小,延长杆的末端下降,进而使得延长杆末端连接的抓取爪也下降,直至下降到可以通过侧向的工业相机观察铸件7侧面为高度为止;此时侧向的工业相机和中央工业相机49开始工作,将拍摄到的图像传输给图像处理机构;图像处理机构会根据其内置的铸件表面缺陷检测图像算法对拍摄到的图像文件进行分析处理,将该铸件7上存在的表面缺陷一一标注出来,并且对其进行分析判断是否属于误差范围内的缺陷;如果发现存在超出许可范围的缺陷,即发送命令信号,命令抓取检测机构4将该铸件抓取放到一旁的上层次品分拣带52上,将其运送到次品区;若无超出许可范围的缺陷,则将抓取检测机构4复位,同时继续运行上层检测传送带51,将铸件7运送到立式翻转机构处。
当需要将铸件7抓起传送到次品分拣带上时,旋转电机继续转动,使得主壳体41旋转,带动延长杆和抓取爪继续收缩,直至抓取爪的末端将铸件7牢固地抓紧;此时反向旋转主壳体41,同时将控制液压杆伸长,便可以做到在保持铸件被牢牢抓紧的同时,抬升铸件7的高度;将铸件7抬起之后,滑动块11在固定架1的横梁上横向运动,使得抓取检测机构4移动到上层次品分拣带52的上方,反向重复上述步骤,即可将铸件7放置到上层次品分拣带52上;随后抓取检测机构4复位,次品分拣带即可将铸件7运往次品区。
若铸件7在第一次检测中没有发现缺陷,则会通过上层检测传送带51送往立式翻转机构处;传送带将铸件7送至翻转台3内的翻转底座内,待铸件7到位后,夹紧液压杆31驱动翻转底座32,两个翻转底座32在各自的夹紧液压杆31的驱动下向内侧移动,直至铸件7被两个翻转底座32夹紧在中间;随后,设置在翻转台3两侧的旋转电机21开始工作,通过与翻转台3固定连接的旋转轴22,将旋转传递给翻转台3,使得翻转台3也开始旋转;直至翻转台3旋转180度,即上下位置颠倒,此时被翻转底座夹紧的铸件7也完成了上下颠倒的翻转。
完成铸件7的翻转后,升降液压杆23开始收缩,使得翻转台3的高度开始下降;下降到最低点后时,在夹紧液压杆的驱动下,翻转底座松开铸件7,铸件7即可以在自身重力的作用下沿着下滑块63的路径滑入下层检测传送带61上;下层检测传送带61向着远离立式翻转机构的方向运送铸件7,直到铸件7到达设置在下方的抓取检测机构4处。
铸件7抵达下方的抓取检测机构4下方时,抓取检测机构4即开始继续对铸件7进行第二次检测;第二次检测的流程与第一次检测相同,若没有检测出缺陷则继续由下层检测传送带61继续传送铸件7;若发现翻转后的铸件7上,存在有超出误差范围的缺陷,则通过抓取检测机构4将该铸件7抓取并且放置到下层次品分拣带62上,由下层次品分拣带62传送到次品区。
实施例2
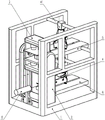
本实施例所使用的技术方案与上述实施例并无大体不同,其主要不同点在于:本实施例在固定架1的底面上设置了辅助推动气缸8。
如图9所示,辅助推动气缸8设置在立式翻转机构的一侧,与传送带机构相对设置;辅助推动气缸8包括安装台,在安装台的顶部固定设置有气缸;气缸的活塞杆面朝立式翻转机构的方向设置,在活塞杆的末端设置有橡胶推动头,保证在推动铸件7时不会损伤铸件的表面;如图10所示,安装台的高度与翻转台3的高度相配合,使得气缸的活塞杆高度与翻转台3降低到最低距离处,同时松开翻转底座32时翻转底座32的高度相配合;在此高度下辅助推动气缸8的活塞杆可以在伸长时推动放置在翻转底座上的铸件7,将其推向传送带。
本实施例在使用中,当铸件7放置在立式翻转机构中进行翻转之后,翻转台3移动到最低端;此时两侧的夹紧液压杆控制翻转底座松开铸件7,如果铸件7没能够在自身重力作用下沿着下滑块63移动到传送带上,则可以通过启动辅助推动气缸8;辅助推动气缸8的活塞杆将会伸长并且推动铸件7向着传送带的方向移动,直到铸件7离开翻转底座掉落到下滑块63上,并且通过下滑块63的斜面滑落到下检测传送带3801上;辅助推动气缸8用于在铸件7无法依靠自身重力滑落时提供辅助推力,帮助其离开翻转底座进入传送带。
以上所述,仅为结合具体实施例对本发明进行的详细说明,而并非是对本发明所做出的限定,任何本领域技术人员在本发明所披露的范围内,所能够轻易想到的变化或者替换方案,都应涵盖在本发明申请的保护范围内,因此,本发明保护范围应当以权利要求中所记述的保护范围为准。
Claims (8)
1.一种自动翻转的铸件表面缺陷检测装置,包括固定架,其特征在于:所述固定架内设置有立式翻转机构,所述立式翻转机构包括支撑架,在所述支撑架上设置有翻转台;所述翻转台两侧通过旋转机构连接有液压杆,所述液压杆竖直设置在支撑架内;所述翻转台内上下对称地设置有一对翻转底座,一对所述翻转底座外侧均通过底座液压杆与翻转底座连接;与所述立式翻转机构配合地在固定架内设置有两套抓取检测机构,两套所述抓取检测机构上下设置,并且均通过传送带与立式翻转机构连接。
2.根据权利要求1所述的自动翻转的铸件表面缺陷检测装置,其特征在于:所述抓取检测机构包括主壳体,所述主壳体的外侧面上沿着主壳体的中轴线旋转对称地设置有三个抓取爪,每两个抓取爪之间的角度均为120度;每个抓取爪的末端均设置有工业相机,所述主壳体的底面也设置有工业相机。
3.根据权利要求2所述的自动翻转的铸件表面缺陷检测装置,其特征在于:所述主壳体上方设置有电机仓,所述电机仓内设置有旋转电机;所述主壳体内设置有三个液压支撑杆,三个所述液压支撑杆沿所述主壳体的中轴线互相旋转对称设置,每两个所述液压支撑杆之间的角度均为120度;三个所述液压支撑杆的一端均安装在所述主壳体内部的顶面上;所述主壳体侧面上设置有三个滑动槽,所述滑动槽为打通主壳体内外两侧空间的通孔,每个所述滑动槽均在主壳体上倾斜设置,三个所述滑动槽均分别与三个液压支撑杆配合;三个所述液压支撑杆的自由端均连接有延长杆,三个所述延长杆均穿过各自配合的滑动槽伸出到主壳体外,所述延长杆的末端通过轴孔连接与抓取爪连接;每个所述延长杆的末端还均连接有液压控制杆,每个所述液压控制杆的另一端均连接在主壳体上方的电机仓侧壁上。
4.根据权利要求3所述的自动旋转的铸件表面缺陷检测装置,其特征在于:还设置有图像处理机构,所述工业相机通过信号传递图像到所述图像处理机构,所述图像处理机构内设置有铸件表面缺陷图像检测算法。
5.根据权利要求4所述的自动旋转的铸件表面缺陷检测装置,其特征在于:所述抓取爪末端设置的工业相机上设置有缓冲橡胶圈。
6.根据权利要求5所述的自动旋转的铸件表面缺陷检测装置,其特征在于:所述传送带包括与设置在上方的抓取检测机构配合的上层传送带,以及与设置在下方的抓取检测机构配合的下层传送带;所述上层传送带和下层传送带均包括两条传送带,分别为检测传送带和次品分拣带;每个所述抓取检测机构顶部均设置有滑动块,所述滑动块与所述固定架上的横梁配合,所述滑动块在所述横梁上的移动范围与所述检测传送带和次品分拣带相配合;所述上层传送带的高度与所述翻转台移动到的最高位置相配合,所述下层传送带与所述翻转台移动到的最低位置相配合;所述检测传送带的位置与所述翻转台相配合。
7.根据权利要求6所述的自动旋转的铸件表面缺陷检测装置,其特征在于:所述固定架上设置有下滑块,所述下滑块设置在立式翻转机构与下层传送带之间;所述下滑块的顶面为斜面,顶面的倾斜方向朝向下层传送带的方向;所述下滑块的顶面两端分别与所述翻转台移动到的最低位置和下层传送带中的检测传送带相配合。
8.根据权利要求7所述的自动旋转的铸件表面缺陷检测装置,其特征在于:所述立式翻转机构与所述下滑块相对的另一侧设置有辅助推动气缸,所述辅助推动气缸的高度与所述翻转台移动到的最低高度相配合;所述辅助推动气缸的活塞杆端朝向所述立式翻转机构,所述活塞杆前端的最大伸长位置超过翻转台离辅助推动气缸的最远端。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111521130.6A CN114088727B (zh) | 2021-12-14 | 2021-12-14 | 一种自动翻转的铸件表面缺陷检测装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111521130.6A CN114088727B (zh) | 2021-12-14 | 2021-12-14 | 一种自动翻转的铸件表面缺陷检测装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114088727A true CN114088727A (zh) | 2022-02-25 |
| CN114088727B CN114088727B (zh) | 2024-03-15 |
Family
ID=80307200
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111521130.6A Active CN114088727B (zh) | 2021-12-14 | 2021-12-14 | 一种自动翻转的铸件表面缺陷检测装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114088727B (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114755098A (zh) * | 2022-04-29 | 2022-07-15 | 东台嘉杰精密机械有限公司 | 一种金属铸件加工用测试设备 |
| CN115015276A (zh) * | 2022-08-01 | 2022-09-06 | 华兴智慧(北京)科技有限公司 | 一种高端设备制造用工件斜面检测装置 |
| CN115128085A (zh) * | 2022-06-27 | 2022-09-30 | 江苏科技大学 | 大型环锻件自水平翻转内外缺陷检测平台 |
| CN115228769A (zh) * | 2022-08-12 | 2022-10-25 | 江西省智能产业技术创新研究院 | 一种电池自动分拣系统及方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018103682A1 (zh) * | 2016-12-07 | 2018-06-14 | 萨驰华辰机械(苏州)有限公司 | 钢圈自动抓取装置及抓取方法 |
| CN108303429A (zh) * | 2018-01-12 | 2018-07-20 | 嵊州市东浩电子科技有限公司 | 一种导光板缺陷自动检测及分拣设备 |
| CN109772724A (zh) * | 2019-03-14 | 2019-05-21 | 溧阳市新力机械铸造有限公司 | 一种铸件重点表面及内部缺陷的柔性检测分析系统 |
| CN110346371A (zh) * | 2019-07-26 | 2019-10-18 | 重庆工商大学 | 一种基于视觉检测的螺套检测机构 |
| CN110893398A (zh) * | 2019-10-31 | 2020-03-20 | 中国矿业大学 | 一种基于机器视觉的轴承套圈表面缺陷检测装置 |
-
2021
- 2021-12-14 CN CN202111521130.6A patent/CN114088727B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018103682A1 (zh) * | 2016-12-07 | 2018-06-14 | 萨驰华辰机械(苏州)有限公司 | 钢圈自动抓取装置及抓取方法 |
| CN108303429A (zh) * | 2018-01-12 | 2018-07-20 | 嵊州市东浩电子科技有限公司 | 一种导光板缺陷自动检测及分拣设备 |
| CN109772724A (zh) * | 2019-03-14 | 2019-05-21 | 溧阳市新力机械铸造有限公司 | 一种铸件重点表面及内部缺陷的柔性检测分析系统 |
| CN110346371A (zh) * | 2019-07-26 | 2019-10-18 | 重庆工商大学 | 一种基于视觉检测的螺套检测机构 |
| CN110893398A (zh) * | 2019-10-31 | 2020-03-20 | 中国矿业大学 | 一种基于机器视觉的轴承套圈表面缺陷检测装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114755098A (zh) * | 2022-04-29 | 2022-07-15 | 东台嘉杰精密机械有限公司 | 一种金属铸件加工用测试设备 |
| CN115128085A (zh) * | 2022-06-27 | 2022-09-30 | 江苏科技大学 | 大型环锻件自水平翻转内外缺陷检测平台 |
| CN115015276A (zh) * | 2022-08-01 | 2022-09-06 | 华兴智慧(北京)科技有限公司 | 一种高端设备制造用工件斜面检测装置 |
| CN115228769A (zh) * | 2022-08-12 | 2022-10-25 | 江西省智能产业技术创新研究院 | 一种电池自动分拣系统及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114088727B (zh) | 2024-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114088727A (zh) | 一种自动翻转的铸件表面缺陷检测装置 | |
| CN109279373B (zh) | 一种基于机器视觉的柔性拆垛码垛机器人系统及方法 | |
| CN112229844B (zh) | 一种工件表面缺陷检测设备 | |
| CN108284360A (zh) | 一种打磨工件打磨加工系统 | |
| CN108792612A (zh) | 一种搬运机械手 | |
| CN109415175B (zh) | 一种智能上下料系统及其工作方法 | |
| CN113735023A (zh) | 木料搬运机器人及木料搬运作业方法 | |
| CN110404803B (zh) | 一种基于视觉的并联机器人分拣系统及分拣方法 | |
| CN108772632A (zh) | 一种汽车连杆的自动分选激光打标设备 | |
| CN117259252A (zh) | 基于机器视觉的圆盘类铸件表面缺陷检测装置及使用方法 | |
| CN219675812U (zh) | 一种方形储能电池包外观缺陷检测装置 | |
| CN219335013U (zh) | 一种基于ccd视觉检测的叶片尺寸检测机 | |
| CN109283185B (zh) | 一种压缩机保护器的引脚检测设备 | |
| CN109835709A (zh) | 一种漆面检测设备 | |
| CN111760799A (zh) | 一种玻璃瓶分拣装置 | |
| CN108426611A (zh) | 内孔自动检测机 | |
| CN217191043U (zh) | 可双面检测的分拣机 | |
| CN219836830U (zh) | 一种圆柱型电池钢壳检测设备 | |
| CN216880535U (zh) | 自动化转移控制装置 | |
| CN110090817B (zh) | 产品漆面检测装置 | |
| CN213226094U (zh) | 一种自动夹紧旋转台 | |
| CN210593668U (zh) | 一种基于双目视觉的移动双臂搬运装置 | |
| CN211254373U (zh) | 差速器自动打标线的自动化装置 | |
| CN211711899U (zh) | 一种下料装置 | |
| KR101153383B1 (ko) | 유리기판 검사장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |