CN114088726A - 管道焊缝表面缺陷检测平台 - Google Patents
管道焊缝表面缺陷检测平台 Download PDFInfo
- Publication number
- CN114088726A CN114088726A CN202111495060.1A CN202111495060A CN114088726A CN 114088726 A CN114088726 A CN 114088726A CN 202111495060 A CN202111495060 A CN 202111495060A CN 114088726 A CN114088726 A CN 114088726A
- Authority
- CN
- China
- Prior art keywords
- module
- infrared
- data
- image
- trolley
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/8806—Specially adapted optical and illumination features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D63/00—Motor vehicles or trailers not otherwise provided for
- B62D63/02—Motor vehicles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17D—PIPE-LINE SYSTEMS; PIPE-LINES
- F17D5/00—Protection or supervision of installations
- F17D5/02—Preventing, monitoring, or locating loss
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/8851—Scan or image signal processing specially adapted therefor, e.g. for scan signal adjustment, for detecting different kinds of defects, for compensating for structures, markings, edges
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/954—Inspecting the inner surface of hollow bodies, e.g. bores
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01S—RADIO DIRECTION-FINDING; RADIO NAVIGATION; DETERMINING DISTANCE OR VELOCITY BY USE OF RADIO WAVES; LOCATING OR PRESENCE-DETECTING BY USE OF THE REFLECTION OR RERADIATION OF RADIO WAVES; ANALOGOUS ARRANGEMENTS USING OTHER WAVES
- G01S19/00—Satellite radio beacon positioning systems; Determining position, velocity or attitude using signals transmitted by such systems
- G01S19/38—Determining a navigation solution using signals transmitted by a satellite radio beacon positioning system
- G01S19/39—Determining a navigation solution using signals transmitted by a satellite radio beacon positioning system the satellite radio beacon positioning system transmitting time-stamped messages, e.g. GPS [Global Positioning System], GLONASS [Global Orbiting Navigation Satellite System] or GALILEO
- G01S19/42—Determining position
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/8851—Scan or image signal processing specially adapted therefor, e.g. for scan signal adjustment, for detecting different kinds of defects, for compensating for structures, markings, edges
- G01N2021/8887—Scan or image signal processing specially adapted therefor, e.g. for scan signal adjustment, for detecting different kinds of defects, for compensating for structures, markings, edges based on image processing techniques
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2201/00—Features of devices classified in G01N21/00
- G01N2201/10—Scanning
- G01N2201/103—Scanning by mechanical motion of stage
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2201/00—Features of devices classified in G01N21/00
- G01N2201/12—Circuits of general importance; Signal processing
- G01N2201/126—Microprocessor processing
- G01N2201/1263—Microprocessor is used as variant to separate part circuits
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- General Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Biochemistry (AREA)
- Remote Sensing (AREA)
- Pathology (AREA)
- Immunology (AREA)
- General Health & Medical Sciences (AREA)
- Radar, Positioning & Navigation (AREA)
- Life Sciences & Earth Sciences (AREA)
- Analytical Chemistry (AREA)
- Mechanical Engineering (AREA)
- Computer Networks & Wireless Communication (AREA)
- Transportation (AREA)
- Combustion & Propulsion (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Signal Processing (AREA)
- General Engineering & Computer Science (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
本申请涉及管道焊缝缺陷检测技术领域,公开了一种管道焊缝表面缺陷检测平台,包括运动控制模块、图像采集模块、数据缓存模块和GUI显示模块,所述运动控制模块包括红外线小车和红外线云台,所述图像采集模块包括摄像头,所述摄像头设置于红外线小车上,所述红外线小车上还设置有GPS定位器;所述图像采集模块所采集的数据存入数据缓存模块中;所述GUI显示模块包括VGA显示器和UDP传图,所述数据缓存模块连接VGA显示器和UDP传图,并在GUI界面上实时显示。本发明通过一种实时、高效的成像,来协助工作人员在无法进入且环境复杂的管道内进行焊缝检测,直观可视化地全方位进行缺陷的识别,为管道的安全性评估提供了合理的依据;本发明设计具有体积小,功耗低,处理速度快及成本低等优势。
Description
技术领域
本申请涉及管道焊缝缺陷检测技术领域,具体涉及一种管道焊缝表面缺陷检测平台。
背景技术
传统的焊缝检测技术是专业的技术人员,利用专业知识以及多年的工作经验来判断是否管道内存在焊接缺陷,这就导致焊缝检测具有一定的主观性。
如今,也有通过X射线进行焊缝缺陷的检测,但由于X射线成像的成本较高,对于一般的焊缝缺陷检测及预处理,可以通过本设计进行前期焊缝缺陷的检测。
发明内容
针对现有技术存在的上述不足,本发明的目的在于提供一种管道焊缝表面缺陷检测平台。
为实现以上目的,本发明采用如下技术方案:
一种管道焊缝表面缺陷检测平台,包括运动控制模块、图像采集模块、数据缓存模块和GUI显示模块,所述运动控制模块包括红外线小车和红外线云台,所述图像采集模块包括摄像头,所述红外线小车通过红外线遥控器能够遥控小车的前进和后退,所述摄像头设置于红外线小车上,所述红外线小车上还设置有GPS定位器,所述红外线云台通过遥控将摄像头进行旋转;所述图像采集模块所采集的数据存入数据缓存模块中;所述GUI显示模块包括VGA显示器和UDP传图,所述数据缓存模块连接VGA显示器和UDP传图,并在GUI界面上实时显示。
进一步地,所述管道焊缝表面缺陷检测平台进一步包括图像预处理模块,图像采集模块采集的数据经过图像预处理模块进行处理后再存入数据缓存模块,所述图像预处理模块由原始的图像数据读取后,经过RGB转灰度子模块以及使用Sobel算子的边缘检测模块进行图像处理,读取图像数据后,首先将原始RGB565数据进行灰度化,然后形成可滑动的3*3的窗口,再利用其对邻域的图像数据进行卷积,并根据设定的阈值,将中心目标像素点进行二值化,提取出图像的边缘信息,通过整个模块可以实现灰度化、3*3矩阵像素的读取和特征信息提取,最终得到图像处理的结果。
优选的,所述红外线小车采用STM32微处理器进行控制。
进一步地,所述红外线小车的轮子上通过加入磁铁,使小车在管道内能够360°行进。
进一步地,所述红外线小车的电机包括四个直流电机,并使用L298N芯片构成的驱动电路来驱动红外线小车的四个直流电机。
进一步地,所述红外线云台包括直流电机、电机控制器、减速器和比例电位器,所述直流电机的输出轴上安装有减速器,减速器的动力输出轴上设置有一个比例电位器(或其他角度传感器),所述电位器用于检测减速器的动力输出轴转动角度后,将信息发送给电机控制器,所述电机控制器产生控制脉冲,并驱动电机(马达)转动,控制齿轮组的输出位置,达到精确定位的目的。
优选的,所述摄像头为OV公司的OV7670 CMOS摄像头(图像采集器),所述OV7670连接FPGA,所述FPGA作为数据采集与分析芯片。
进一步地,所述数据缓存模块采用SDRAM,即同步动态随机存储器。
所述数据缓存模块采用自顶向下的设计方式将SDRAM控制器划分为5个子模块,其中SDRAM逻辑控制模块主要负责SDRAM操作命令的切换;刷新子模块主要作用是给SDRAM充电,通过每间隔64ms的时间不断刷新SDRAM以保证其内部数据不丢失;初始化子模块用于设置SDRAM的读写突发长度、顺序工作方式;写子模块主要实现原始数据的存储;读子模块主要用于有序的读出内部写入的像素数据。
优选的,本发明采用MICRON公司的MT48LC32M16A2型号的芯片。
进一步地,图像采集模块采集到的数据在进入图像预处理模块之前通过转化其格式由8位转化成16位存入SDRAM中。
优选的,所述VGA显示器采用逐行扫描的方式,UDP传图采用网络通信协议传输的方式。
进一步地,所述GUI显示模块中的界面显示采用Qt creator工具进行设计,将得到的实时视频信号通过UDP协议传输至GUI显示上,利用GPS定位器得到的实时信息提取出位置信息实时地在界面上显示,同时存储图片信息和位置信息利用数据库软件存储,通过SQL建表语句建立表,表中包含GPS位置信息和缺陷信息。
与现有技术相比,本发明具有以下有益效果:
(1)本发明通过一种实时、高效的成像,来协助工作人员在无法进入且环境复杂的管道内进行焊缝检测,通过驱动小车,以及云台将摄像头实时进行转向,可以直观可视化地全方位进行缺陷的识别,为管道的安全性评估提供了合理的依据;
(2)采用STM32控制的焊缝检测小车进入管道内部,ARM+FPGA架构既能充分发挥FPGA的高实时性,也能让ARM架构的高性能、低功耗以及后期系统功能的扩展发挥其优势;通过GPS定位模块能够准确定位小车在管道内的位置;通过云台能够让摄像头360°转动,充分采集管道内部焊缝缺陷;通过把信息存储到数据库中方便后期工作人员进行焊缝缺陷的修复,具有成本低、操作简便的特点;
(3)本发明设计具有体积小,功耗低,处理速度快及成本低等优势,依靠边缘检测算法以及SDRAM的乒乓操作使设计产品更为高效,同时通过实时界面显示使得管道内部信息更直观;采用FPGA作为数据采集与分析芯片,实时性好,且能将进行图像的滤波及边缘检测,能够依赖其流水线技术、数据并发处理、边接受和边处理特点实现实时的焊缝特征提取与显示。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
图1为管道焊缝表面缺陷检测平台实物图;
图2为红外线云台工作原理;
图3为OV7670的功能模块图;
图4为OV7670与FPGA硬件连接示意图;
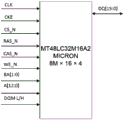
图5为MT48LC32M16A2芯片引脚图
图6为SDRAM操作原理图;
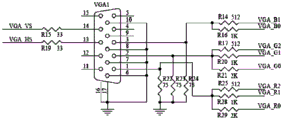
图7为VGA接口示意图;
图8为焊缝缺陷检测界面。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
一种管道焊缝表面缺陷检测平台,包括运动控制模块、图像采集模块、数据缓存模块和GUI显示模块,所述运动控制模块包括红外线小车和红外线云台,所述图像采集模块包括摄像头,所述红外线小车通过红外线遥控器能够遥控小车的前进和后退,所述摄像头设置于红外线小车上,所述红外线小车上还设置有GPS定位器,所述红外线云台通过遥控将摄像头进行旋转,便于呈现不同角度的图像,为焊缝的全方位检测提供便利;所述图像采集模块所采集的数据存入数据缓存模块中;所述GUI显示模块包括VGA显示器和UDP传图,所述数据缓存模块连接VGA显示器和UDP传图,并在GUI界面上实时显示。如图1所示,为本发明管道焊缝表面缺陷检测平台实物图。
进一步地,所述管道焊缝表面缺陷检测平台进一步包括图像预处理模块,图像采集模块采集的数据经过图像预处理模块进行处理后再存入数据缓存模块,所述图像预处理模块由原始的图像数据读取后,经过RGB转灰度子模块以及使用Sobel算子的边缘检测模块进行图像处理,读取图像数据后,首先将原始RGB565数据进行灰度化,然后形成可滑动的3*3的窗口,再利用其对邻域的图像数据进行卷积,并根据设定的阈值,将中心目标像素点进行二值化,提取出图像的边缘信息,通过整个模块可以实现灰度化、3*3矩阵像素的读取和特征信息提取,最终得到图像处理的结果。
进一步地,所述红外线小车的轮子上通过加入磁铁,使小车在管道内能够360°行进。
进一步地,所述红外线小车的电机包括四个直流电机,并使用L298N芯片构成的驱动电路来驱动红外线小车的四个直流电机。
进一步地,所述红外线云台包括直流电机、电机控制器、减速器和比例电位器,所述直流电机的输出轴上安装有减速器,减速器的动力输出轴上设置有一个比例电位器(其他角度传感器),所述电位器用于检测减速器的动力输出轴转动角度后,将信息发送给电机控制器,所述电机控制器产生控制脉冲,并驱动电机(马达)转动,控制齿轮组的输出位置,达到精确定位的目的。其工作原理如图2所。
所述红外线云台即为一个将其组成部件封装在一个便于安装的外壳里的伺服单元。通过红外线云台的使用,能够控制云台接受一个简单的控制器指令就可以自动转到一个比较精确的角度。
L298N是ST公司生产的一种高电压、大电流电机驱动芯片。该芯片采用15脚封装,主要特点是:工作电压高、最高工作电压可达46V;输出电流大,瞬时峰值电流可达3A,持续工作电流可达2A;额定功率25W。内含两个H桥的高压大电流全桥式驱动器,可以用来驱动直流电机和步进电机等负载。另外还采用标准的逻辑电平信号来进行控制,一个芯片可以驱动一台两相步进电机或死相步进电机,也可以驱动两台直流电机。
所述摄像头为OV公司的OV7670 CMOS摄像头(图像采集器),所述OV7670连接FPGA,所述FPGA作为数据采集与分析芯片。
所述OV7670 CMOS图像采集器(摄像头)的主要特点是体积小、灵敏度高并且价格较低,它的感光像素为640X480,它的输出格式为RGB565,有着控制图像缩放和自动调节降噪的功能,分辨率为8位的图像信息它都能捕获到,有着30帧/秒的高速图像采集能力,并且通过SCCB总线可以对各寄存器进行配置,根据设计需求对图像进行采集。
图3为OV7670的功能模块图,它一共有6个模块,分别为SCCB总线接口模块、图像模拟数字转换模块、测试图案模块、图像时序模块、图像传感阵列模块以及DSP数据输出模块。其中SCCB总线接口主要用于配置图像采集器内部多个寄存器;图像模拟数字转换模块顾名思义就是把模拟信号通过该模块转化为数字信号,从而实现对像素频率的同步使用;测试图案产生模块主要是通过它产生的彩色条数量的多少来对图案的大小和像素进行测试;图像时序模块主要是对模块内部时序的分发进行控制,并且用它来输出外部时序信号;该图像传感器的阵列为656x488,但其中有效的阵列为640x480。
图4为OV7670与FPGA硬件连接示意图,其中pi_clk为输出的24MHZ的时钟线,用于实现FPGA与OV7670之间数据的同步传输;pi_rst_n为FPGA提供给图像采集传感器的复位信号;pi_comd_data为OV7670输出的数字图像数据,pi_coms_hs是列同步信号,当为高电平时,摄像机传输给FPGA的数据为有效数据;pi_coms_vs为列同步信号,指示前一帧图像的结束,后一帧图像的开始;sccb_clk为FPGA提供给摄像机的通信时钟线,用于配置摄像机内部寄存器;sccb_sda为串行双向数据线,用于传输摄像机的器件地址、寄存器地址以及配置的数据。
进一步地,所述数据缓存模块采用SDRAM,即同步动态随机存储器,同步是指其时钟频率与前端总线的系统时钟频率相同,并且内部的命令的发送与数据的传输都以它为基准;动态是指存储阵列需要不断刷新来保证数据不丢失,随机是指数据不是线性依次存储,而是自由指定地址进行数据的读写。SDRAM可以使所有的输入输出信号保持与系统时钟同步。与系统时钟同步采用管道处理方式,当指定一个特定的地址,就可读出多个数据,即实现突发传送。
所述数据缓存模块采用自顶向下的设计方式将SDRAM控制器划分为5个子模块,其中SDRAM逻辑控制模块主要负责SDRAM操作命令的切换;刷新子模块主要作用是给SDRAM充电,通过每间隔64ms的时间不断刷新SDRAM以保证其内部数据不丢失;初始化子模块用于设置SDRAM的读写突发长度、顺序工作方式;写子模块主要实现原始数据的存储;读子模块主要用于有序的读出内部写入的像素数据。
本实施例采用MICRON公司的MT48LC32M16A2型号的芯片,其存储架构为(8Meg x16 x 4banks)的SDRAM,MT48LC32M16采用了54引脚的TSOP封装,工作电压为3.3V,并且采用同步接口方式(所有的信号都是时钟信号的上升沿触发),与系统时钟同步。其含有16位数据总线,4个组。每组(bank)行地址数目是13,列地址数目是10。它的主要引脚如图5所示。
此SDRAM具有以下的特点:
1.采取行列地址复用原则,SDRAM的地址线在不同的命令下提供不同的地址。行列地址复用13根地址线。
2.需要定时刷新,刷新速度为64ms内8192次。
3.在进行读写时,需要先激活行。换页读写时要对关闭的行进行预充电,然后再激活新的行进行读写。
4.SDRAM正常工作之前必须配置模式寄存器。
SDRAM基本操作原理如图6所示。
进一步地,图像采集模块采集到的数据在进入图像预处理模块之前通过数据的拼接,完成8位到16位的转化。
所述VGA显示器分为逐行扫描和隔行扫描:逐行扫描是从屏幕左上角第一个点开始,从左向右逐点扫描,每扫描完一行,电子束回到屏幕的左边下一行的起始位置,在这期间,CRT对电子束进行消隐,每行结束时,用行同步信号进行同步;当扫描完所有的行,形成一帧,用场同步信号进行场同步,并使扫描回到屏幕左上方,同时进行场消隐,开始下一帧。隔行扫描是指电子束扫描时每隔一行扫一线,扫完一屏后再返回来扫描剩下的线,隔行扫描的显示器闪烁快速,可能会使使用者眼睛疲劳,因此本发明采用逐行扫描的方式。如图7所示为VGA接口示意图。
所述UDP传图采用网络通信协议传输的方式。UDP没有拥塞控制,应用层能够更好的控制要发送的数据和发送时间,网络中的拥塞控制也不会影响主机的发送速率。某些实时应用要求以稳定的速度发送,能容忍一些数据的丢失,但是不能允许有较大的时延,在此系统中设计具有极大的实时性的优势。
进一步地,所述GUI显示模块中的界面显示采用Qt creator等工具进行设计,将得到的实时视频信号通过UDP协议传输至GUI显示上,利用GPS定位器得到的实时信息提取出位置信息实时地在界面上显示,同时存储图片信息和位置信息利用数据库软件存储,通过SQL建表语句建立表,表中包含GPS位置信息和缺陷信息,为后期工作人员修复缺陷提供便利。如图8所示,为Qt creator创建的widget窗口。
Qt是一个1991年由Qt Company开发的跨平台C++图形用户界面应用程序开发框架。它既可以开发GUI程序,也可用于开发非GUI程序,比如控制台工具和服务器。Qt是面向对象的框架,使用特殊的代码生成扩展(称为元对象编译器(Meta Object Compiler,moc))以及一些宏,Qt很容易扩展,并且允许真正地组件编程。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。
Claims (10)
1.管道焊缝表面缺陷检测平台,其特征在于,包括运动控制模块、图像采集模块、数据缓存模块和GUI显示模块,所述运动控制模块包括红外线小车和红外线云台,所述图像采集模块包括摄像头,所述红外线小车通过红外线遥控器能够遥控小车的前进和后退,所述摄像头设置于红外线小车上,所述红外线小车上还设置有GPS定位器,所述红外线云台通过遥控将摄像头进行旋转;所述图像采集模块所采集的数据存入数据缓存模块中;所述GUI显示模块包括VGA显示器和UDP传图,所述数据缓存模块连接VGA显示器和UDP传图,并在GUI界面上实时显示。
2.根据权利要求1所述管道焊缝表面缺陷检测平台,其特征在于,进一步包括图像预处理模块,图像采集模块采集的数据经过图像预处理模块进行处理后再存入数据缓存模块,所述图像预处理模块由原始的图像数据读取后,经过RGB转灰度子模块以及使用Sobel算子的边缘检测模块进行图像处理,读取图像数据后,首先将原始RGB565数据进行灰度化,然后形成可滑动的3*3的窗口,再利用其对邻域的图像数据进行卷积,并根据设定的阈值,将中心目标像素点进行二值化,提取出图像的边缘信息,通过整个模块可以实现灰度化、3*3矩阵像素的读取和特征信息提取,最终得到图像处理的结果。
3.根据权利要求1或2所述管道焊缝表面缺陷检测平台,其特征在于,所述红外线小车采用STM32微处理器进行控制。
4.根据权利要求1或2所述管道焊缝表面缺陷检测平台,其特征在于,所述红外线小车的轮子上通过加入磁铁,使小车在管道内能够360°行进;所述红外线小车的电机包括四个直流电机,并使用L298N芯片构成的驱动电路来驱动红外线小车的四个直流电机。
5.根据权利要求1或2所述管道焊缝表面缺陷检测平台,其特征在于,所述红外线云台包括直流电机、电机控制器、减速器和比例电位器,所述直流电机的输出轴上安装有减速器,减速器的动力输出轴上设置有一个比例电位器,所述电位器用于检测减速器的动力输出轴转动角度后,将信息发送给电机控制器,所述电机控制器产生控制脉冲,并驱动电机转动,控制齿轮组的输出位置,达到精确定位的目的。
6.根据权利要求1或2所述管道焊缝表面缺陷检测平台,其特征在于,所述摄像头为OV公司的OV7670 CMOS摄像头,所述OV7670连接FPGA,所述FPGA作为数据采集与分析芯片。
7.根据权利要求1或2所述管道焊缝表面缺陷检测平台,其特征在于,所述数据缓存模块采用SDRAM,即同步动态随机存储器;所述数据缓存模块采用自顶向下的设计方式将SDRAM控制器划分为5个子模块,其中SDRAM逻辑控制模块负责SDRAM操作命令的切换;刷新子模块给SDRAM充电,通过每间隔64ms的时间不断刷新SDRAM以保证其内部数据不丢失;初始化子模块用于设置SDRAM的读写突发长度、顺序的工作方式;写子模块实现原始数据的存储;读子模块用于有序的读出内部写入的像素数据。
8.根据权利要求2所述管道焊缝表面缺陷检测平台,其特征在于,图像采集模块采集到的数据在进入图像预处理模块之前通过转化其格式由8位转化成16位。
9.根据权利要求1或2所述管道焊缝表面缺陷检测平台,其特征在于,所述VGA显示器采用逐行扫描的方式,UDP传图采用网络通信协议传输的方式。
10.根据权利要求1或2所述管道焊缝表面缺陷检测平台,其特征在于,所述GUI显示模块中的界面显示采用Qt creator工具进行设计,将得到的实时视频信号通过UDP协议传输至GUI显示上,利用GPS定位器得到的实时信息提取出位置信息实时地在界面上显示,同时存储图片信息和位置信息利用数据库软件存储,通过SQL建表语句建立表,表中包含GPS位置信息和缺陷信息。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111495060.1A CN114088726B (zh) | 2021-12-08 | 2021-12-08 | 管道焊缝表面缺陷检测平台 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111495060.1A CN114088726B (zh) | 2021-12-08 | 2021-12-08 | 管道焊缝表面缺陷检测平台 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114088726A true CN114088726A (zh) | 2022-02-25 |
| CN114088726B CN114088726B (zh) | 2024-04-02 |
Family
ID=80306930
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111495060.1A Expired - Fee Related CN114088726B (zh) | 2021-12-08 | 2021-12-08 | 管道焊缝表面缺陷检测平台 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114088726B (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115049600A (zh) * | 2022-05-31 | 2022-09-13 | 哈尔滨工程大学 | 一种小样本管道缺陷智能识别系统及方法 |
| CN115541612A (zh) * | 2022-10-02 | 2022-12-30 | 重庆蕴明科技股份有限公司 | 一种数据采集终端 |
| CN116008304A (zh) * | 2022-12-12 | 2023-04-25 | 上海森松制药设备工程有限公司 | 一种适用于管道内部的焊缝检测方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20120073870A (ko) * | 2010-12-27 | 2012-07-05 | 한국철도기술연구원 | 철도차량 대차 용접부 결함검사 장치 및 방법 |
| US20120218411A1 (en) * | 2011-02-25 | 2012-08-30 | Guangzhou Sat Infrared Technology Co. Ltd | System and method for road surface defects detection |
| CN105635648A (zh) * | 2014-10-28 | 2016-06-01 | 江苏绿扬电子仪器集团有限公司 | 视频实时边缘检测系统 |
| JP2017083414A (ja) * | 2015-10-30 | 2017-05-18 | 株式会社東芝 | 欠陥検出装置及び欠陥検出方法 |
| CN207503284U (zh) * | 2017-11-09 | 2018-06-15 | 郑州艾毅电子科技有限公司 | 图像边缘检测系统 |
| US20180293725A1 (en) * | 2015-12-14 | 2018-10-11 | Nikon-Trimble Co., Ltd. | Defect detection apparatus and program |
| CN111257343A (zh) * | 2020-03-02 | 2020-06-09 | 中国石油大学(华东) | 管道焊缝内表面质量检测装置、系统及方法 |
| CN211148459U (zh) * | 2019-10-28 | 2020-07-31 | 扬州大学 | 一种港口起重机行走轨道表面缺陷检测装置 |
| CN111982936A (zh) * | 2020-08-25 | 2020-11-24 | 绍兴市特种设备检测院 | 一种热交换器管子-管板焊缝的x射线自动检测装置 |
| CN112986252A (zh) * | 2019-12-16 | 2021-06-18 | 中车唐山机车车辆有限公司 | 动车组底板巡检系统 |
| CN113409355A (zh) * | 2021-05-13 | 2021-09-17 | 杭州电子科技大学 | 一种基于fpga的运动目标识别系统及方法 |
| CN113640316A (zh) * | 2021-09-08 | 2021-11-12 | 山东华宇工学院 | 球罐焊缝检测机器人 |
-
2021
- 2021-12-08 CN CN202111495060.1A patent/CN114088726B/zh not_active Expired - Fee Related
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20120073870A (ko) * | 2010-12-27 | 2012-07-05 | 한국철도기술연구원 | 철도차량 대차 용접부 결함검사 장치 및 방법 |
| US20120218411A1 (en) * | 2011-02-25 | 2012-08-30 | Guangzhou Sat Infrared Technology Co. Ltd | System and method for road surface defects detection |
| CN105635648A (zh) * | 2014-10-28 | 2016-06-01 | 江苏绿扬电子仪器集团有限公司 | 视频实时边缘检测系统 |
| JP2017083414A (ja) * | 2015-10-30 | 2017-05-18 | 株式会社東芝 | 欠陥検出装置及び欠陥検出方法 |
| US20180293725A1 (en) * | 2015-12-14 | 2018-10-11 | Nikon-Trimble Co., Ltd. | Defect detection apparatus and program |
| CN207503284U (zh) * | 2017-11-09 | 2018-06-15 | 郑州艾毅电子科技有限公司 | 图像边缘检测系统 |
| CN211148459U (zh) * | 2019-10-28 | 2020-07-31 | 扬州大学 | 一种港口起重机行走轨道表面缺陷检测装置 |
| CN112986252A (zh) * | 2019-12-16 | 2021-06-18 | 中车唐山机车车辆有限公司 | 动车组底板巡检系统 |
| CN111257343A (zh) * | 2020-03-02 | 2020-06-09 | 中国石油大学(华东) | 管道焊缝内表面质量检测装置、系统及方法 |
| CN111982936A (zh) * | 2020-08-25 | 2020-11-24 | 绍兴市特种设备检测院 | 一种热交换器管子-管板焊缝的x射线自动检测装置 |
| CN113409355A (zh) * | 2021-05-13 | 2021-09-17 | 杭州电子科技大学 | 一种基于fpga的运动目标识别系统及方法 |
| CN113640316A (zh) * | 2021-09-08 | 2021-11-12 | 山东华宇工学院 | 球罐焊缝检测机器人 |
Non-Patent Citations (2)
| Title |
|---|
| 倪海日等: "基于FPGA和ARM的焊缝缺陷检测设备设计", 《电子测量技术》, vol. 35, no. 11, pages 80 - 82 * |
| 雷妍: "视频图像数据采集的 FPGA实现方案", 现代计算机, vol. 27, no. 30, pages 112 - 116 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115049600A (zh) * | 2022-05-31 | 2022-09-13 | 哈尔滨工程大学 | 一种小样本管道缺陷智能识别系统及方法 |
| CN115541612A (zh) * | 2022-10-02 | 2022-12-30 | 重庆蕴明科技股份有限公司 | 一种数据采集终端 |
| CN115541612B (zh) * | 2022-10-02 | 2023-05-05 | 重庆蕴明科技股份有限公司 | 一种数据采集终端 |
| CN116008304A (zh) * | 2022-12-12 | 2023-04-25 | 上海森松制药设备工程有限公司 | 一种适用于管道内部的焊缝检测方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114088726B (zh) | 2024-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114088726B (zh) | 管道焊缝表面缺陷检测平台 | |
| JP2014202751A (ja) | エッジ分解能強化に利用されるオフセットを有する画像を取得するシステム及び方法 | |
| CN101673473A (zh) | 基于dsp的全景视觉泊车辅助装置及生成全景视觉图像的方法 | |
| GB2451548A (en) | Radiation imaging system for moving vehicles | |
| JPH0662410A (ja) | 移動被写体の自動追跡撮影方法及びその装置 | |
| CN201107280Y (zh) | 一种自动x射线实时成像检测装置 | |
| CN108076308A (zh) | 机动车驾驶考试车辆越线压线自动取证评判系统及方法 | |
| CN109855605B (zh) | 一种光栅条纹图像投影序列的快速系统及方法 | |
| Alshadoodee et al. | Digital camera in movement tracking on fpga board de2 | |
| CN113225491B (zh) | 一种嵌入式多镜头全景视频成像方法及装置 | |
| CN112584041B (zh) | 一种图像识别动态纠偏方法 | |
| CN109407064B (zh) | 一种雷达设备图像传输故障诊断方法 | |
| CN115409956A (zh) | 一种基于多摄像头的三维重建与自校正系统及其应用 | |
| JP2905296B2 (ja) | Ccdビデオ撮像装置 | |
| Tajima et al. | Development of a high-resolution, high-speed vision system using CMOS image sensor technology enhanced by intelligent pixel selection technique | |
| JP3035958B2 (ja) | 表示データの診断方法 | |
| JP2995786B2 (ja) | 表示データの処理回路および処理方法 | |
| JP3035957B2 (ja) | 表示データの診断方法 | |
| CN104931591B (zh) | 一种提升探伤仪a扫波形实时显示速度的方法 | |
| SU1564660A1 (ru) | Устройство дл селекции элементов изображений объектов | |
| CN120195855B (zh) | 一种自适应聚焦显微镜设备 | |
| CN1039163C (zh) | 微机x射线实时图像处理检测系统 | |
| JPS63298674A (ja) | 移動物体認識回路 | |
| JP2653006B2 (ja) | レーザ加工位置決め装置 | |
| CN116934569A (zh) | 基于zynq实现结构光图像高速采集与实时提取方法及装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20240402 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |