CN114084658A - 带有接驳输送的上下料装置 - Google Patents
带有接驳输送的上下料装置 Download PDFInfo
- Publication number
- CN114084658A CN114084658A CN202210057955.5A CN202210057955A CN114084658A CN 114084658 A CN114084658 A CN 114084658A CN 202210057955 A CN202210057955 A CN 202210057955A CN 114084658 A CN114084658 A CN 114084658A
- Authority
- CN
- China
- Prior art keywords
- assembly
- conveyor belt
- track
- belt assembly
- butt joint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/88—Separating or stopping elements, e.g. fingers
- B65G47/8807—Separating or stopping elements, e.g. fingers with one stop
- B65G47/8815—Reciprocating stop, moving up or down in the path of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/52—Devices for transferring articles or materials between conveyors i.e. discharging or feeding devices
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Automatic Assembly (AREA)
Abstract
本发明涉及物料输送技术领域,尤其涉及一种带有接驳输送的上下料装置,应用在生产线上,生产线包括多段作业轨道,作业轨道包括输入端和输出端,上下料装置包括上料机构、接驳轨道和下料机构,上料机构与作业轨道和接驳轨道的输入端相对接,下料机构与作业轨道和接驳轨道的输出端相对接。本发明提供的一种带有接驳输送的上下料装置,在生产线中处于上料机构和下料机构之间的机器故障时,可以通过接驳轨道使得生产线可以继续生产,无需将生产线停止,可以提高生产线的生产效率。
Description
技术领域
本发明属于物料输送技术领域,具体涉及一种带有接驳输送的上下料装置。
背景技术
目前,生产线在对工件进行多个工艺加工时,通常一条生产线上的机器有很多个,并且通常为了提高加工效率,会在一条生产线上设置多台相同的机器进行同一种工艺加工操作,这样可以同时加工多个工件,提高生产线的生产效率。
但是目前的生产线,由于一条生产线上的机器有多台,如果其中一台机器出现故障,就需要对整个生产线停产,对故障机器进行维修,需要等故障机器维修好之后生产线才能正常启动运作,但是在维修故障机器的过程中,其他的没有出现故障的机器也无法进行加工操作,会导致生产线的效率明显降低,并且通常生产线的启动和停止过程中电量损耗较大,生产线的重新启动也需要经过一段时间才能进行生产。
发明内容
本发明旨在至少解决现有技术中存在的技术问题之一。
为此,本发明提出一种带有接驳输送的上下料装置,在生产线中处于上料机构和下料机构之间的机器故障时,可以通过接驳轨道使得生产线可以继续生产,无需将生产线停止,可以提高生产线的生产效率。
根据本发明实施例的带有接驳输送的上下料装置,应用在生产线上,生产线包括多段作业轨道,作业轨道包括输入端和输出端,上下料装置包括上料机构、接驳轨道和下料机构,所述上料机构与作业轨道和接驳轨道的输入端相对接,所述下料机构与作业轨道和接驳轨道的输出端相对接;
所述上料机构和所述下料机构均包括料盒输送组件和料盒搬运组件,所述料盒输送组件用于将料盒沿x轴方向输送,所述料盒搬运组件用于接收和搬运料盒输送组件一端的料盒,所述上料机构将料盒从料盒输送组件的一端搬运至作业轨道或者接驳轨道的输入端,所述下料机构用于接收所述作业轨道和接驳轨道输出端的料板,并将料板存放在料盒内,所述下料机构将料盒搬运至料盒输送组件的一端。
本发明的有益效果是,本发明提供了一种带有接驳输送的上下料装置,当上料机构与下料机构之间的机器出现故障时,为了不对整个生产线进行停产,可以通过接驳轨道将料板直接输送至正常工作的机器处继续进行加工,此时,可以通过上料机构将料板搬运至接驳轨道上,然后从接驳轨道上输送至下料机构处,再由下料机构对料板进行下料,便于将料板搬运至正常工作的作业轨道上,从而可以通过本发明的带有接驳输送的上下料装置将料板搬运输送至正常工作的机器的处,正常工作的机器可以继续对料板上的工件进行加工,从而使得整个生产线可以继续正常进行加工操作,而不需要进整个生产线暂停,并且工作人员可以在生产线正常运行的情况下对故障的机器进行维修,从而不需要等故障机器维修完成才开始继续生产线的运行,整个生产线的加工效率会显著提高,单位时间内生产线的产量会提高。
根据本发明一个实施例,所述上料机构还包括推料组件,所述推料组件相对料盒沿y轴方向推料,所述推料组件用于将料盒内的料板推送至作业轨道内。
根据本发明一个实施例,所述料盒输送组件包括:料仓和输送机构,所述输送机构安装在料仓内,所述输送机构对料盒沿x轴方向输送,输送机构将料盒从料仓的一端输送至另一端。
根据本发明一个实施例,所述输送机构包括第一传送带组件和第二传送带组件,所述第一传送带组件和第二传送带组件均沿x轴方向设置以对料盒进行x轴方向的输送。
根据本发明一个实施例,所述第一传送带组件和第二传送带组件均包括主动轮、从动轮、传送带和驱动件,所述驱动件的动力输出端与主动轮传动连接以带动主动轮转动,所述传送带与主动轮和从动轮配合。
根据本发明一个实施例,所述第一传送带组件和第二传送带组件还包张紧结构,所述张紧结构与从动轮相连以对从动轮的位置进行调节,从而调节传送带的张紧力。
根据本发明一个实施例,所述第二传送带组件下方设置有调宽组件,所述第一传送带组件固定设置在料仓中,所述调宽组件与第二传送带组件相连接以调节第一传送带组件和第二传送带组件之间的距离。
根据本发明一个实施例,所述调宽组件包括两条调宽轨道,两条所述调宽轨道均沿y轴方向设置,两条所述调宽轨道上均设置有滑块和锁定件,所述滑块与第二传送带组件相连接以使第二传送带组件可以沿y轴方向活动,以调节第一传送带组件和第二传送带组件之间的距离。
根据本发明一个实施例,所述料仓中还设置有送料检测器,所述送料检测器设置在第一传送带组件的一侧,所述送料检测器检测料仓内是否有料盒。
根据本发明一个实施例,所述料盒搬运组件包括:安装板、x向移动机构、z向移动机构和取料机构,所述x向移动机构设置在安装板上,所述z向移动机构与x向移动机构相连接,所述x向移动机构带动z向移动机构沿x轴方向活动,所述取料机构与z向移动机构相连接,所述取料机构相对z向移动机构沿z向活动。
根据本发明一个实施例,所述取料机构包括夹爪组件和承料组件,所述夹爪组件设置在承料组件的上方,所述夹爪组件对料盒进行夹取,所述承料组件对料盒进行承接。
根据本发明一个实施例,所述上料机构和所述下料机构还包括轨道对接组件,所述上料机构中的轨道对接组件用于前道作业设备的作业轨道与当前作业设备的作业轨道之间的对接,所述下料机构中的轨道对接组件用于当前作业设备的作业轨道与后道作业设备的作业轨道之间的对接,所述轨道对接组件安装在z向移动机构上,所述x向移动机构驱动z向移动机构和轨道对接组件沿x轴方向活动。
根据本发明一个实施例,所述轨道对接组件包括支撑座和y向输送组件,所述支撑座安装在z向移动机构的上端,所述y向输送组件设置在支撑座上对料盒沿y轴方向输送,所述y向输送组件包括第三传送带组件和第四传送带组件,所述第三传送带组件和第四传送带组件均沿y轴方向设置,所述第三传送带组件和第四传送带组件将料盒沿y轴方向输送。
根据本发明一个实施例,所述第三传送带组件与支撑座固定连接,所述第四传送带组件与支撑座活动连接,所述第四传送带组件沿x轴方向活动以调节第四传送带组件与第三传送带组件之间的距离,所述第三传送带组件和第四传送带组件之间通过连接轴传动连接。
本发明通过带有接驳输送的上下料装置,当生产线正常工作时,通过轨道对接组件对接两段作业轨道,通过x向驱动件驱动x向移动滑块沿x轴方向移动,带动z向立座和轨道对接组件沿x轴方向活动,当轨道对接组件的两端分别与两段作业轨道相对接时x向驱动件停止驱动,此处的对接是指轨道对接组件的两端与两段作业轨道在同一直线上,并且相配合使得料盒能从一段作业轨道上通过指轨道对接组件输送至另一段作业轨道上。
当上料机构与下料机构之间的机器出现故障时,为了不对整个生产线进行停产,可以通过接驳轨道将料板直接输送至正常工作的机器处继续进行加工,此时,可以通过上料机构将料板搬运至接驳轨道上,然后从接驳轨道上输送至下料机构处,再由下料机构对料板搬运至正常工作的作业轨道上。具体的过程为:上料机构中的轨道对接组件与正常工作的作业轨道的输出端对接,料板从正常作业轨道的输出端输送至轨道对接组件上,在轨道对接组件上的入料感应器检测到有料板进入到轨道对接组件之后,挡料驱动件驱动挡料块上升对料板进行阻挡,然后通过x向移动机构带动轨道对接组件沿x轴方向移动,当轨道对接组件移动与接驳轨道对接时,挡料驱动件驱动挡料块下降,料板从轨道对接组件上输送至接驳轨道上,然后从接驳轨道上输送至下料机构处,再由下料机构中的轨道对接组件接收接驳轨道上的料板,然后通过下料组件中的x向移动机构将料板运送至正常工作的作业轨道处,然后下料机构上的料板从轨道对接组件上输送至正常工作的作业轨道上,从而使得整个生产线可以正常运作,而不需要对生产线进行停止生产。
附图说明
本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
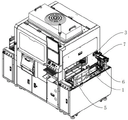
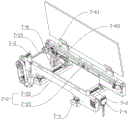
图1是根据本发明实施例的带有接驳输送的上下料装置的整体结构示意图;
图2是根据本发明实施例的带有接驳输送的上下料装置的部分结构示意图;
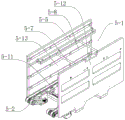
图3是根据本发明实施例的料盒输送组件的结构示意图;
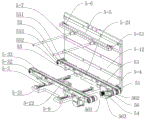
图4是根据本发明实施例的料盒输送组件部分结构示意图;
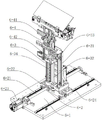
图5是根据本发明实施例的料盒搬运组件的结构示意图;
图6是根据本发明实施例的轨道对接组件的结构示意图;
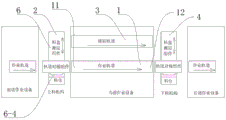
图7是根据本发明实施例的带有接驳输送的上下料装置在生产线中的工作示意框图。
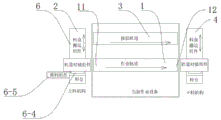
图8是根据本发明实施例的带有接驳输送的上下料装置在当前作业设备单独工作状态下的示意框图。
附图标记:
1、作业轨道;11、输入端;12、输出端;2、上料机构;3、接驳轨道;4、下料机构;5、料盒输送组件;5-1、料仓;5-11、底板;5-12、固定侧板;5-13、活动侧板;5-2、输送机构;5-21、第一传送带组件;5-22、第二传送带组件;51、主动轮;52、从动轮;53、传送带;54、驱动件;55、张紧结构;551、固定支架;552、活动块;553、抱紧块;56、传动组件;561、第一带轮;562、第二带轮;563、皮带;5-3、调宽组件;5-31、调宽轨道;5-32、滑块;5-33、锁定件;5-4、送料检测器;5-5、回料承接板;5-51、止退块;5-6、回料检测器;5-7、调宽导向件;5-8、防磨边条;5-9、把手;
6、料盒搬运组件;6-1、安装板;6-2、x向移动机构;6-21、x向丝杆;6-22、x向移动滑块;6-23、x向驱动件;6-24、x向导向滑轨;6-3、z向移动机构;6-31、z向立座;6-32、z向丝杆;6-33、z向移动块;6-34、z向滑轨;6-4、取料机构;6-41、夹爪组件;6-42、承料组件;6-5、推料组件;6-51、推料块;6-52、推料移动模组;
7、轨道对接组件;7-1、支撑座;7-2、y向输送组件;7-21、第三传送带组件;7-22、第四传送带组件;7-23、连接轴;7-3、x向活动导轨;7-4、入料感应器;7-5、出料感应器;7-6、挡料机构;7-61、挡料块;7-62、挡料驱动件。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
下面参考附图具体描述根据本发明实施例的带有接驳输送的上下料装置。
如图1至图8所示,是本发明最优实施例,一种带有接驳输送的上下料装置,安装在生产设备上,多个生产设备可以组成生产线,生产线包括多段作业轨道1,作业轨道1包括输入端11和输出端12,工件从输入端11进入作业轨道1,从输出端12流出作业轨道1,上下料装置包括上料机构2、接驳轨道3和下料机构4,上料机构2与作业轨道1和接驳轨道3的输入端11相对接,所述下料机构4与作业轨道1和接驳轨道3的输出端相对接。
上料机构2和下料机构4均包括料盒输送组件5和料盒搬运组件6,料盒输送组件5用于将料盒沿x轴方向输送,料盒搬运组件6用于接收和搬运料盒输送组件5一端的料盒,上料机构2将料盒从料盒输送组件5的一端搬运至作业轨道1或者接驳轨道3的输入端,下料机构4用于接收作业轨道1和接驳轨道3输出端的料板,并将料板存放在料盒内,下料机构4将料盒搬运至料盒输送组件5的一端。上料机构2还包括推料组件6-5,推料组件6-5对料盒沿y轴方向推动,推料组件6-5用于将料盒搬运组件6上的料盒推送至作业轨道1或接驳轨道3上。
料盒输送组件5包括:料仓5-1和输送机构5-2,输送机构5-2安装在料仓5-1内,输送机构5-2对料盒沿x轴方向输送,输送机构5-2将料盒从料仓5-1的一端输送至另一端,料仓5-1包括底板5-11、固定侧板5-12和活动侧板5-13,固定侧板5-12与底板5-11固定连接,活动侧板5-13与底板5-11活动连接,活动侧板5-13在地板上沿y轴方向活动。料仓5-1内放置有料盒,料盒沿y轴方向的两端为开口,料盒内水平叠放有多块料板,多块料板平行设置。
输送机构5-2包括第一传送带组件5-21和第二传送带组件5-22,第一传送带组件5-21和第二传送带组件5-22均沿x轴方向设置以对料盒进行x轴方向的输送,第一传送带组件5-21和第二传送带组件5-22均包括主动轮51、从动轮52、传送带53和驱动件54,驱动件54的动力输出端与主动轮51传动连接以带动主动轮51转动,传送带53与主动轮51和从动轮52配合,第一传送带组件5-21和第二传送带组件5-22还包张紧结构55,张紧结构55与从动轮52相连以对从动轮52的位置进行调节,从而调节传送带53的张紧力,驱动件54与主动轮51之间传动连接有传动组件56,具体的,驱动件54为电机,传动组件56包括第一带轮561、第二带轮562和皮带563,第一带轮561与驱动件54输出轴固定连接,第二带轮562与主动轮51同轴设置且传动连接。
张紧结构55包括固定支架551和活动块552,固定支架551与底板5-11相连以支撑对主动轮51进行支撑,驱动件54与传动组件56均安装在固定支架551上,活动块552与固定支架551沿x轴方向活动连接,从动轮52与活动块552转动连接,具体的,活动块552的前端设置有抱紧块553,抱紧块553与活动块552可拆卸固定连接,抱紧块553与活动块552相配合对从动轮52进行限位,限制从动轮52与活动块552之间的相对移动。
第二传送带组件5-22下方设置有调宽组件5-3,调宽组件5-3与底板5-11连接,第一传送带组件5-21与底板5-11固定连接,调宽组件5-3与第二传送带组件5-22相连接以调节第一传送带组件5-21和第二传送带组件5-22之间的距离,调宽组件5-3包括两条调宽轨道5-31,两条调宽轨道5-31均沿y轴方向设置,两条调宽轨道5-31上均设置有滑块5-32和锁定件5-33,滑块5-32与第二传送带组件5-22相连接以使第二传送带组件5-22可以沿y轴方向活动,从而调节第一传送带组件5-21和第二传送带组件5-22之间的距离,锁定件5-33与滑块5-32相连,锁定件5-33安装在调宽轨道5-31上以对滑块5-32的位置进行锁紧或松开,锁定件5-33为导轨制动器,在进行轨道调宽时,先松开导轨制动器,滑块5-32可以在调宽轨道5-31上滑动,然后对第一传送带组件5-21和第二传送带组件5-22之间的宽度进行调节,调节好第一传送带组件5-21和第二传送带组件5-22的宽度后,将锁定件5-33锁紧,滑块5-32位置固定,不再在轨道上滑动。
料仓5-1中还设置有送料检测器5-4,送料检测器5-4安装在底板5-11上,送料检测器5-4设置在第一传送带组件5-21的一侧,送料检测器5-4检测料仓5-1内是否有料盒,具体的,送料检测器5-4为光电传感器,上下料装置还包括控制器,送料检测器5-4与控制器电连接,控制器与驱动件54电连接,当送料检测器5-4检测到料仓5-1内有料盒时,控制器控制驱动件54驱动输送机构5-2,通过输送机构5-2对料盒进行输送,将料盒从料仓5-1的一端输送至料仓5-1的另一端。
固定侧板5-12和活动侧板5-13上固定连接有回料承接板5-5,回料承接板5-5安装在固定侧板5-12和活动侧板5-13的内侧,回料承接板5-5位于料仓5-1的中上部,固定侧板5-12上设置有两个回料检测器5-6,两个回料检测器5-6设置在回料承接板5-5的两端,具体的,回料检测器5-6为光电传感器,回料检测器5-6用于检测回料承接板5-5上的料盒的位置状态,回料承接板5-5的两端还设置有止退块5-51,防止料盒在回料时脱出料仓5-1,固定侧板5-12上的回料承接板5-5上固定连接有调宽导向件5-7,调宽导向件5-7沿y轴方向设置,调宽导向件5-7贯穿活动侧板5-13且与活动侧板5-13滑动配合,回料承接板5-5用于接收和承载成品料盒,固定侧板5-12与底板5-11固定连接,活动侧板5-13与第二传送带组件5-22相连,第二传送带组件5-22在调宽轨道5-31上沿y轴方向活动时,活动侧板5-13和第二传送带组件5-22一起沿y轴方向活动,从而调节活动侧板5-13与固定侧板5-12之间的距离,对料仓5-1的宽度进行调节,以适应不同宽度大小的料盒,在活动侧板5-13活动时,调宽导向件5-7对活动侧板5-13沿y轴方向的运动起到导向作用。
固定侧板5-12和活动侧板5-13上还设置有防磨边条5-8,防磨边条5-8设置在固定侧板5-12和活动侧板5-13的内侧,防磨边条5-8可以减小料盒与固定侧板5-12和活动侧板5-13之间的接触摩擦的面积,从而减小料盒的磨损,提高料盒的使用寿命。
第二传送带组件5-22上设置有把手5-9,具体的,把手5-9固定设置在固定支架551上,在对第二传送带组件5-22沿y轴方向活动时,工作人员手握把手5-9便于沿y轴方向移动第二传送带组件5-22,从而方便进行宽度调节操作。
料盒搬运组件6包括:安装板6-1、x向移动机构6-2、z向移动机构6-3和取料机构6-4,x向移动机构6-2设置在安装板6-1上,z向移动机构6-3与x向移动机构6-2相连接以在x轴方向活动,取料机构6-4与z向移动机构6-3相连接,取料机构在z向移动机构6-3上沿z轴活动,取料机构包括夹爪组件6-41和承料组件6-42,夹爪组件6-41设置在承料组件6-42的上方,夹爪组件6-41对料盒进行夹取,承料组件6-42对料盒进行承接,避免料盒掉落。
x向移动机构6-2包括x向丝杆6-21、x向移动滑块6-22、x向驱动件6-23和x向导向滑轨6-24,x向丝杆6-21沿x轴方向设置,x向移动滑块6-22与x向丝杆6-21螺纹连接,x向驱动件6-23为电机,x向驱动件6-23输出轴与x向丝杆6-21传动连接以驱动x向丝杆6-21转动,x向导向滑轨6-24沿x轴方向设置,x向移动滑块6-22与x向导向滑轨6-24滑动连接以对x向移动滑块6-22的移动进行导向。
z向移动机构6-3包括z向立座6-31、z向丝杆6-32、z向移动块6-33、z向驱动件和z向滑轨6-34,z向立座6-31与x向移动滑块6-22固定连接,z向丝杆6-32和z向滑轨6-34沿z轴方向设置,z向移动块6-33与z向丝杆6-32螺纹连接,z向驱动件的输出轴与z向丝杆6-32传动连接,具体的,z向驱动件为电机,z向移动块6-33与z向滑轨6-34滑动连接,夹爪组件6-41和承料组件6-42均设置在z向移动块6-33上。推料组件6-5设置在承料组件6-42的一侧,推料组件6-5固定安装在料仓5-1的一侧,推料组件6-5沿y轴方向设置,推料组件6-5对承料组件6-42上的料盒沿y轴方向推动,推料组件6-5包括推料块6-51和推料移动模组6-52,推料移动模组6-52与推料块6-51相连以带动推料块6-51沿y轴方向运动,从而将承料组件6-42上的料盒沿y轴方向推动。
在对料盒进行搬运时,先通过x向驱动件6-23驱动x向移动滑块6-22沿x轴方向运动至料仓5-1的一端,然后z向驱动件驱动z向移动块6-33下降,通过夹爪组件6-41将料盒夹取,然后z向驱动件驱动z向移动块6-33上升。
上料机构2和下料机构4还包括轨道对接组件7,轨道对接组件7用于两段作业轨道1之间的对接,即上料机构2中的轨道对接组件7用于将前道作业设备的作业轨道与当前作业设备的作业轨道对接,下料机构4中的轨道对接组件7用于将当前作业设备的作业轨道与后道作业设备的作业轨道相对接。轨道对接组件7安装在z向立座6-31上,轨道对接组件7包括支撑座7-1和y向输送组件7-2,支撑座7-1固定设置在z向立座6-31的上端,y向输送组件7-2设置在支撑座7-1上对料板沿y轴方向输送,y向输送组件7-2包括第三传送带组件7-21和第四传送带组件7-22,第三传送带组件7-21和第四传送带组件7-22均沿y轴方向设置,第三传送带组件7-21和第四传送带组件7-22将料板沿y轴方向输送,第三传送带组件7-21与支撑座7-1固定连接,第四传送带组件7-22与支撑座7-1活动连接,第四传送带组件7-22沿x轴方向活动以调节第四传送带组件7-22与第三传送带组件7-21之间的距离,第三传送带组件7-21和第四传送带组件7-22之间通过连接轴7-23传动连接。
支撑座7-1上设置有x向活动导轨7-3,x向活动导轨7-3沿x轴方向设置,第四传送带组件7-22与x向活动导轨7-3滑动连接,x向活动导轨7-3上设置有x向固定件,x向固定件与第四传送带组件7-22相连接以对第四传动带组件的位置进行锁定,具体的,x向固定件为滑轨制动器。
第四传送带组件7-22的两端分别设置有入料感应器7-4和出料感应器7-5,入料感应器7-4位于第三传送带组件7-21和第四传送带组件7-22之间,具体的入料感应器7-4和出料感应器7-5均为光电传感器,入料感应器7-4和出料感应器7-5对料板的位置进行检测,入料感应器7-4可以检测是否有料板输送至第三传送带组件7-21和第四传送带组件7-22上,出料感应器7-5可以检测料板是否从第三传送带组件7-21和第四传送带组件7-22上流出。
第四传送带组件7-22的一侧安装有挡料机构7-6,挡料机构7-6位于第三传送带组件7-21和第四传送带组件7-22之间,挡料机构7-6用于对料板进行阻挡,挡料机构7-6包括挡料块7-61和挡料驱动件7-62,挡料驱动件7-62的输出轴与挡料块7-61相连以驱动挡料块7-61上下运动,具体的,挡料驱动件7-62为气缸,气缸的活塞杆与挡料块固定连接,当入料感应器7-4检测到有料板输送至轨道对接组件7上时,挡料驱动件7-62驱动挡料块7-61上升对料板进行阻挡,从而将料板留在轨道对接组件7上,在轨道对接组件7与作业轨道1或接驳轨道3对接后,挡料驱动件7-62驱动挡料块7-61下降,轨道对接组件7通过第三传送带组件7-21和第四传送带组件7-22将料板输送至作业轨道1或者接驳轨道3上。
工作原理:
一、在当前作业设备单独作业时,上料机构和下料机构分别起到上料和下料的作用。
上料机构上料过程为:工作人员将料盒放置在料仓5-1中,第一传送带组件5-21和第二传送带组件5-22对料盒沿x轴方向输送,将料盒从料仓5-1的一端输送至料仓5-1的另一端,通过x向驱动件6-23驱动x向移动滑块6-22沿x轴方向运动至料仓5-1的一端,然后z向驱动件驱动z向移动块6-33下降,通过夹爪组件6-41将料盒夹取,承料组件6-42从料盒下端承接料盒,夹爪组件6-41将料盒夹紧,然后z向驱动件驱动z向移动块6-33上升,带动夹爪组件6-41、承料组件6-42一起沿z轴向上运动,并且通过x向移动机构6-2带动夹爪组件6-41、承料组件6-42一起沿x轴方向运动,当料盒的位置与作业轨道1位置相对接时,此处的对接是指料盒与作业轨道在同一直线上,然后推料组件6-5将料盒内叠放的工件依次推送至作业轨道1上;
下料机构的工作过程为:下料机构4中的取料机构6-4将料仓5-1中的料盒夹取,然后通过下料机构4中的x向移动机构6-2和z向移动机构6-3将料盒搬运至作业轨道1处,料盒的位置与作业轨道1的位置相对接,此时料盒上的开口与作业轨道1相对应,作业轨道1将料板沿y轴方向输送进入料盒内,作业轨道1上的料板依次叠放在料盒内部,当料盒中叠放的料板数量叠满时,再通过x向移动机构6-2和z向移动机构6-3将料盒搬运至料仓5-1的一端,取料机构6-4将料盒放置在料仓5-1内。
二、在当前作业设备应用在生产线上时,当前作业设备在上产线上与前道作业设备和后道作业设备相对接进行连线生产,此时不需要用到推料组件6-5。
当生产线正常工作时,通过上料机构2中的轨道对接组件7对接当前作业设备的作业轨道和前道作业设备的作业轨道,通过下料机构4中的轨道对接组件7将当前作业设备的作业轨道和后道作业设备的作业轨道相对接。轨道对接的过程为:通过x向驱动件6-23驱动x向移动滑块6-22沿x轴方向移动,带动z向立座6-31和轨道对接组件7沿x轴方向活动,当轨道对接组件7的两端分别与两段作业轨道1相对接时x向驱动件6-23停止驱动,此处的对接是指轨道对接组件7的两端与两段作业轨道1在同一直线上,使得料板可以从一段作业轨道1上通过指轨道对接组件7输送至另一段作业轨道1上,生产线正常工作时,料板可以从前道作业设备的作业轨道1通过上料机构2中的轨道对接组件7输送至当前作业设备的作业轨道1上,当前作业设备的作业轨道1上的料板可以通过下料机构4中的轨道对接装置输送至后段作业设备的作业轨道1上;
当上料机构2与下料机构4之间的机器出现故障时,为了不对整个生产线进行停产,可以通过接驳轨道3将料板直接输送至正常工作的机器处继续进行加工,此时,可以通过上料机构2将料板搬运至接驳轨道3上,然后从接驳轨道3上输送至下料机构4处,再由下料机构4将料板搬运至正常工作的作业轨道上。具体的过程为:上料机构2中的轨道对接组件7与前道作业设备作业轨道对接,料板从前道作业设备作业轨道的输出端输送至轨道对接组件7内,在轨道对接组件7上的入料感应器7-4检测到有料板进入到轨道对接组件7之后,挡料驱动件7-62驱动挡料块7-61上升对料板进行阻挡,使得料板留在轨道对接组件7上,然后通过x向移动机构6-2带动轨道对接组件7沿x轴方向移动,至轨道对接组件7与接驳轨道3对接,轨道对接组件7移动与接驳轨道3对接后,挡料驱动件7-62驱动挡料块7-61下降,料板从轨道对接组件7内输送至接驳轨道3内,然后从接驳轨道3上输送至下料机构4处,再由下料机构4中的轨道对接组件7接收接驳轨道3上输出的料板,使其进入轨道对接组件7,然后通过下料组件中的x向移动机构6-2运动,使得轨道对接组件7与后道作业设备的作业轨道对接,对接完成后,轨道对接组件7将轨道内的料板输出至后道作业设备的作业轨道内,从而使得整个生产线可以正常运作,而不需要对生产线进行停止生产。
本发明的有益效果是:生产线对工件进行加工时,一般进行同一工艺加工的机器会设置多台以提高加工效率,因此一条生产线上会有许多台机器,尤其是对于需要进行多个工艺加工的生产线,其生产线中的机器的数量较大,如果其中某台机器出现故障,可以通过本发明的带有接驳输送的上下料装置将料板搬运输送至正常工作的机器的处,正常工作的机器可以继续对料板上的工件进行加工,从而使得整个生产线可以继续正常进行加工操作,而不需要进整个生产线暂停,并且工作人员可以在生产线正常运行的情况下对故障的机器进行维修,从而不需要等故障机器维修完成才开始继续生产线的运行,整个生产线的加工效率会显著提高,单位时间内生产线的产量会提高。
在生产线中的机器都正产工作时,通过轨道对接组件7对接两段作业轨道,通过x向驱动件6-23驱动x向移动滑块6-22沿x轴方向移动,带动z向立座6-31和轨道对接组件7沿x轴方向活动,当轨道对接组件7的两端分别与两段作业轨道1相对接时x向驱动件6-23停止驱动,轨道对接组件7的两端与两段作业轨道1相配合使得料板能从一段作业轨道上通过轨道对接组件7输送至另一段作业轨道上,从而起到生产线中两段作业轨道之间接驳输送的作用。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
Claims (14)
1.一种带有接驳输送的上下料装置,应用在生产线上,生产线包括多段作业轨道(1),作业轨道(1)包括输入端(11)和输出端(12),其特征在于:上下料装置包括上料机构(2)、接驳轨道(3)和下料机构(4),所述上料机构(2)与作业轨道(1)和接驳轨道(3)的输入端(11)相对接,所述下料机构(4)与作业轨道(1)和接驳轨道(3)的输出端相对接;
所述上料机构(2)和所述下料机构(4)均包括料盒输送组件(5)和料盒搬运组件(6),所述料盒输送组件(5)用于将料盒沿x轴方向输送,所述料盒搬运组件(6)用于接收和搬运料盒输送组件(5)一端的料盒,所述上料机构(2)将料盒从料盒输送组件(5)的一端搬运至作业轨道(1)或者接驳轨道(3)的输入端,所述下料机构(4)用于接收所述作业轨道(1)和接驳轨道(3)输出端的料板,并将料板存放在料盒内,所述下料机构(4)将料盒搬运至料盒输送组件(5)的一端。
2.如权利要求1所述的带有接驳输送的上下料装置,其特征在于:所述上料机构(2)还包括推料组件(6-5),所述推料组件(6-5)相对料盒沿y轴方向推料,所述推料组件(6-5)用于将料盒内的料板推送至作业轨道(1)内。
3.如权利要求1所述的带有接驳输送的上下料装置,其特征在于:所述料盒输送组件(5)包括:料仓(5-1)和输送机构(5-2),所述输送机构(5-2)安装在料仓(5-1)内,所述输送机构(5-2)对料盒沿x轴方向输送,输送机构(5-2)将料盒从料仓(5-1)的一端输送至另一端。
4.如权利要求3所述的带有接驳输送的上下料装置,其特征在于:所述输送机构(5-2)包括第一传送带组件(5-21)和第二传送带组件(5-22),所述第一传送带组件(5-21)和第二传送带组件(5-22)均沿x轴方向设置以对料盒进行x轴方向的输送。
5.如权利要求4所述的带有接驳输送的上下料装置,其特征在于:所述第一传送带组件(5-21)和第二传送带组件(5-22)均包括主动轮(51)、从动轮(52)、传送带(53)和驱动件(54),所述驱动件(54)的动力输出端与主动轮(51)传动连接以带动主动轮(51)转动,所述传送带(53)与主动轮(51)和从动轮(52)配合。
6.如权利要求5所述的带有接驳输送的上下料装置,其特征在于:所述第一传送带组件(5-21)和第二传送带组件(5-22)还包张紧结构(55),所述张紧结构(55)与从动轮(52)相连以对从动轮(52)的位置进行调节,从而调节传送带(53)的张紧力。
7.如权利要求4所述的带有接驳输送的上下料装置,其特征在于:所述第二传送带组件(5-22)下方设置有调宽组件(5-3),所述第一传送带组件(5-21)固定设置在料仓(5-1)中,所述调宽组件(5-3)与第二传送带组件(5-22)相连接以调节第一传送带组件(5-21)和第二传送带组件(5-22)之间的距离。
8.如权利要求7所述的带有接驳输送的上下料装置,其特征在于:所述调宽组件(5-3)包括两条调宽轨道(5-31),两条所述调宽轨道(5-31)均沿y轴方向设置,两条所述调宽轨道(5-31)上均设置有滑块(5-32)和锁定件(5-33),所述滑块(5-32)与第二传送带组件(5-22)相连接以使第二传送带组件(5-22)可以沿y轴方向活动,以调节第一传送带组件(5-21)和第二传送带组件(5-22)之间的距离。
9.如权利要求4所述的带有接驳输送的上下料装置,其特征在于:所述料仓(5-1)中还设置有送料检测器(5-4),所述送料检测器(5-4)设置在第一传送带组件(5-21)的一侧,所述送料检测器(5-4)检测料仓(5-1)内是否有料盒。
10.如权利要求1所述的带有接驳输送的上下料装置,其特征在于:所述料盒搬运组件(6)包括:安装板(6-1)、x向移动机构(6-2)、z向移动机构(6-3)和取料机构(6-4),所述x向移动机构(6-2)设置在安装板(6-1)上,所述z向移动机构(6-3)与x向移动机构(6-2)相连接,所述x向移动机构(6-2)带动z向移动机构(6-3)沿x轴方向活动,所述取料机构(6-4)与z向移动机构(6-3)相连接,所述取料机构(6-4)相对z向移动机构(6-3)沿z向活动。
11.如权利要求10所述的带有接驳输送的上下料装置,其特征在于:所述取料机构(6-4)包括夹爪组件(6-41)和承料组件(6-42),所述夹爪组件(6-41)设置在承料组件(6-42)的上方,所述夹爪组件(6-41)对料盒进行夹取,所述承料组件(6-42)对料盒进行承接。
12.如权利要求10所述的带有接驳输送的上下料装置,其特征在于:所述上料机构(2)和所述下料机构(4)还包括轨道对接组件(7),所述上料机构(2)中的轨道对接组件用于前道作业设备的作业轨道与当前作业设备的作业轨道之间的对接,所述下料机构中的轨道对接组件(7)用于当前作业设备的作业轨道与后道作业设备的作业轨道之间的对接,所述轨道对接组件(7)安装在z向移动机构(6-3)上,所述x向移动机构(6-2)驱动z向移动机构(6-3)和轨道对接组件(7)沿x轴方向活动。
13.如权利要求12所述的带有接驳输送的上下料装置,其特征在于:所述轨道对接组件(7)包括支撑座(7-1)和y向输送组件(7-2),所述支撑座(7-1)安装在z向移动机构(6-3)的上端,所述y向输送组件(7-2)设置在支撑座(7-1)上对料盒沿y轴方向输送,所述y向输送组件(7-2)包括第三传送带组件(7-21)和第四传送带组件(7-22),所述第三传送带组件(7-21)和第四传送带组件(7-22)均沿y轴方向设置,所述第三传送带组件(7-21)和第四传送带组件(7-22)将料盒沿y轴方向输送。
14.如权利要求13所述的带有接驳输送的上下料装置,其特征在于:所述第三传送带组件(7-21)与支撑座(7-1)固定连接,所述第四传送带组件(7-22)与支撑座(7-1)活动连接,所述第四传送带组件(7-22)沿x轴方向活动以调节第四传送带组件(7-22)与第三传送带组件(7-21)之间的距离,所述第三传送带组件(7-21)和第四传送带组件(7-22)之间通过连接轴(7-23)传动连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210057955.5A CN114084658B (zh) | 2022-01-19 | 2022-01-19 | 带有接驳输送的上下料装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210057955.5A CN114084658B (zh) | 2022-01-19 | 2022-01-19 | 带有接驳输送的上下料装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114084658A true CN114084658A (zh) | 2022-02-25 |
| CN114084658B CN114084658B (zh) | 2022-04-15 |
Family
ID=80308512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210057955.5A Active CN114084658B (zh) | 2022-01-19 | 2022-01-19 | 带有接驳输送的上下料装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114084658B (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115091249A (zh) * | 2022-06-15 | 2022-09-23 | 深圳市久久犇自动化设备股份有限公司 | 一种数控机床生产线控制系统及方法 |
| CN115535604A (zh) * | 2022-12-05 | 2022-12-30 | 常州铭赛机器人科技股份有限公司 | 料盒下料装置及下料方法 |
| CN116588618A (zh) * | 2023-07-17 | 2023-08-15 | 常州铭赛机器人科技股份有限公司 | 工件输送装置及其使用方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN209170750U (zh) * | 2018-09-07 | 2019-07-26 | 中山市鸿菊自动化设备制造有限公司 | 一种飞行接驳台 |
| CN110386447A (zh) * | 2019-08-21 | 2019-10-29 | 常州铭赛机器人科技股份有限公司 | 料盒输送装置 |
| CN210429871U (zh) * | 2019-09-02 | 2020-04-28 | 深圳新益昌科技股份有限公司 | 一种mini-LED全自动固晶机的流水作业工作平台 |
| CN210594398U (zh) * | 2019-08-30 | 2020-05-22 | 恩纳基智能科技无锡有限公司 | 轨道宽度可调节的上下料输送装置 |
| CN112209075A (zh) * | 2020-10-13 | 2021-01-12 | 常州铭赛机器人科技股份有限公司 | 贴装用物料输送机构 |
| CN214211131U (zh) * | 2020-10-13 | 2021-09-17 | 常州铭赛机器人科技股份有限公司 | 点胶贴装连续作业系统 |
| CN113618417A (zh) * | 2021-08-12 | 2021-11-09 | 泉州市帘技科技合伙企业(有限合伙) | 一种安装接驳器自动加工生产线及方法 |
-
2022
- 2022-01-19 CN CN202210057955.5A patent/CN114084658B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN209170750U (zh) * | 2018-09-07 | 2019-07-26 | 中山市鸿菊自动化设备制造有限公司 | 一种飞行接驳台 |
| CN110386447A (zh) * | 2019-08-21 | 2019-10-29 | 常州铭赛机器人科技股份有限公司 | 料盒输送装置 |
| CN210594398U (zh) * | 2019-08-30 | 2020-05-22 | 恩纳基智能科技无锡有限公司 | 轨道宽度可调节的上下料输送装置 |
| CN210429871U (zh) * | 2019-09-02 | 2020-04-28 | 深圳新益昌科技股份有限公司 | 一种mini-LED全自动固晶机的流水作业工作平台 |
| CN112209075A (zh) * | 2020-10-13 | 2021-01-12 | 常州铭赛机器人科技股份有限公司 | 贴装用物料输送机构 |
| CN214211131U (zh) * | 2020-10-13 | 2021-09-17 | 常州铭赛机器人科技股份有限公司 | 点胶贴装连续作业系统 |
| CN113618417A (zh) * | 2021-08-12 | 2021-11-09 | 泉州市帘技科技合伙企业(有限合伙) | 一种安装接驳器自动加工生产线及方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115091249A (zh) * | 2022-06-15 | 2022-09-23 | 深圳市久久犇自动化设备股份有限公司 | 一种数控机床生产线控制系统及方法 |
| CN115535604A (zh) * | 2022-12-05 | 2022-12-30 | 常州铭赛机器人科技股份有限公司 | 料盒下料装置及下料方法 |
| CN116588618A (zh) * | 2023-07-17 | 2023-08-15 | 常州铭赛机器人科技股份有限公司 | 工件输送装置及其使用方法 |
| CN116588618B (zh) * | 2023-07-17 | 2023-10-03 | 常州铭赛机器人科技股份有限公司 | 工件输送装置及其使用方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114084658B (zh) | 2022-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114084658B (zh) | 带有接驳输送的上下料装置 | |
| KR101032991B1 (ko) | 기계요소의 제조방법 및 제조장치 | |
| CN110587311B (zh) | 一种钻攻一体激光切管机 | |
| KR0151471B1 (ko) | 자동 트레이 체인저용 대차 | |
| CN110576268A (zh) | 一种自动化激光切管机 | |
| CN109368401B (zh) | 一种取料下降机构和取料提升机构 | |
| CN110695697B (zh) | 一种能自动上料的钻攻一体激光切管机 | |
| CN113532359B (zh) | 一种轴类零件外径检测装置 | |
| CN112109999A (zh) | 一种图书姿态调整系统及方法 | |
| CN109368402B (zh) | 一种自动络筒机用投纱系统 | |
| CN117548697B (zh) | 一种用于轴类工件车削加工机器人及操作方法 | |
| CN115446586A (zh) | 一种汽车门槛工装超声波焊接生产线及其工作方法 | |
| CN107598645B (zh) | 一种用于板料加工生产线的自动喂料设备 | |
| CN114007961B (zh) | 具有高产率的生产单元 | |
| CN210753880U (zh) | 全自动直线轴承缺钢球检测机 | |
| CN115780918B (zh) | 一种齿条全自动加工设备 | |
| CN110360969B (zh) | 在线式智能检测机器 | |
| US20200298314A1 (en) | Machine tool and drag frame conveyor for feeding/removing workpieces | |
| CN210418292U (zh) | 料盒输送装置 | |
| CN114083289A (zh) | 寻边焊接冲孔机 | |
| CN112928051A (zh) | 工件输送装置 | |
| CN111039093A (zh) | 一种用于板件连接的压板装置 | |
| CN220055351U (zh) | 拆盘装置及拆盘设备 | |
| CN221092741U (zh) | 下料装置及线路板加工设备 | |
| CN217727551U (zh) | 输送流道结构和激光加工设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |