CN114030049A - 基于泡桐木材质的家具生产工艺及智能生产线 - Google Patents
基于泡桐木材质的家具生产工艺及智能生产线 Download PDFInfo
- Publication number
- CN114030049A CN114030049A CN202111305622.1A CN202111305622A CN114030049A CN 114030049 A CN114030049 A CN 114030049A CN 202111305622 A CN202111305622 A CN 202111305622A CN 114030049 A CN114030049 A CN 114030049A
- Authority
- CN
- China
- Prior art keywords
- wood
- paulownia
- polishing
- paulownia wood
- bin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M3/00—Manufacture or reconditioning of specific semi-finished or finished articles
- B27M3/18—Manufacture or reconditioning of specific semi-finished or finished articles of furniture or of doors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/10—Particle separators, e.g. dust precipitators, using filter plates, sheets or pads having plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/02—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by adsorption, e.g. preparative gas chromatography
- B01D53/04—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by adsorption, e.g. preparative gas chromatography with stationary adsorbents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/0221—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work characterised by the means for moving or conveying the objects or other work, e.g. conveyor belts
- B05B13/0228—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work characterised by the means for moving or conveying the objects or other work, e.g. conveyor belts the movement of the objects being rotative
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/40—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/40—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths
- B05B14/43—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths by filtering the air charged with excess material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B16/00—Spray booths
- B05B16/20—Arrangements for spraying in combination with other operations, e.g. drying; Arrangements enabling a combination of spraying operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B16/00—Spray booths
- B05B16/60—Ventilation arrangements specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/04—Headstocks; Working-spindles; Features relating thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/10—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces
- B24B47/12—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces by mechanical gearing or electric power
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/06—Dust extraction equipment on grinding or polishing machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/28—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding wood
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27D—WORKING VENEER OR PLYWOOD
- B27D1/00—Joining wood veneer with any material; Forming articles thereby; Preparatory processing of surfaces to be joined, e.g. scoring
- B27D1/10—Butting blanks of veneer; Joining same along edges; Preparatory processing of edges, e.g. cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2253/00—Adsorbents used in seperation treatment of gases and vapours
- B01D2253/10—Inorganic adsorbents
- B01D2253/102—Carbon
Abstract
本发明公开了基于泡桐木材质的家具生产工艺及智能生产线,其特征在于,包括以下步骤:首先选定指定的泡桐树木,通过切割装置将泡桐树木切割成一张张木板状,之后让其在常温下风干一至两天;接着切割出来的单个木板分层叠放并放进相应的木材干燥机中,控制干燥温度为125°左右,并持续干燥两个小时,直到泡桐木材的含水率在10%‑15%之间。本发明在将泡桐木材放置到第一夹槽和第二夹槽内部后,控制电动推杆伸长,实现自动将泡桐木材紧紧地夹持住,接着通过打磨抛光组件对木材表面进行打磨处理,而在木材一面打磨完成后,可以控制第二伺服电机带动木材自动稳定的转动180°,实现对泡桐木材的翻面,有助于打磨抛光组件对木材表面的打磨处理。
Description
技术领域
本发明涉及家具生产设备技术领域,具体为基于泡桐木材质的家具生产工艺及智能生产线。
背景技术
家具,是由材料、结构、外观形式和功能四种因素组成,其中功能是先导,是推动家具发展的动力;结构是主干,是实现功能的基础,这四种因素互相联系,又互相制约,广义的家具是指人类维持正常生活、从事生产实践和开展社会活动必不可少的一类器具,狭义的家具是指在生活、工作或社会实践中供人们坐、卧或支撑与贮存物品的一类器具,而家具的材料一般以木材居多,而泡桐木因其本身耐腐烂、耐酸碱、耐磨损和纹理优美细腻而最为常用,是制作家具的上等材料。
当前在生产泡桐木材家具的过程中,往往需要操作人员手动将木板进行翻面打磨,这会极大地提高操作人员的劳动强度,且在木板翻面过程中,板面很容易意外碰撞而损伤,不利于泡桐木板材的后续加工;并且当前在对泡桐木材进行打磨时,打磨产生的碎屑和灰尘会四处飞扬,一些碎屑和灰尘会附着在生产设备表面,长此以往便会影响到生产设备的正常运作,以及对木板打磨的精度,而这些飞扬的碎屑和灰尘也会影响到操作人员的身体健康;同时当前泡桐木材在喷漆后,往往是直接将木板放置进行阴干,既无法提高木板表面油漆的干燥速度,也无法降低油漆干燥过程中有毒气体对周围空气的污染。
发明内容
本发明的目的在于提供基于泡桐木材质的家具生产工艺及智能生产线,以解决上述背景技术中提出的相关问题。
为实现上述目的,本发明提供如下技术方案:基于泡桐木材质的家具生产工艺,其特征在于,包括以下步骤:
一、首先选定指定的泡桐树木,通过切割装置将泡桐树木切割成一张张木板状,之后让其在常温下风干一至两天;
二、接着切割出来的单个木板分层叠放并放进相应的木材干燥机中,控制干燥温度为125°左右,并持续干燥两个小时,直到泡桐木材的含水率在10%-15%之间;
三、然后将干燥后泡桐木材中的各种面板进行组培和模压,使之成为面积较大的合成板,之后对合成板的四边进行切割,让合成板成为指定尺寸的矩形板材;
四、对矩形板去除毛刺并进行抛光,并对此时的矩形泡桐木材进行喷漆,泡桐木材表面漆面的厚度控制在2cm-3cm;
五、最后对喷漆后的泡桐木材再次进行干燥处理,并检查木材表面漆面的完整度和厚度,检查无误后将泡桐木材用于房门的后续加工制作。
优选的,基于泡桐木材质的家具生产工艺所用的智能生产线,包括支撑板,其特征在于:两组所述支撑板之间共同安装有四组连接滑杆,且顶部两组连接滑杆的外侧对称套设有滑动环,两组所述滑动环的顶部共同设置有夹板组件,两组所述滑动环的底部共同安装有U型架,所述U型架内部的两侧对称开设有净化仓,且净化仓内部的中间位置处安装有第二筛板,所述第二筛板的顶部设置有活性炭包,所述净化仓的顶部铰接有第一筛板,两组所述支撑板底部的中间位置处共同设置有螺纹杆,且螺纹杆穿过U型架内部的中间位置处,一组所述支撑板底部的中间位置处安装有与螺纹杆传动连接的第一伺服电机,另一组所述支撑板外侧的顶部安装有控制面板,所述支撑板的顶部安装有L型板,且L型板顶部靠近第一伺服电机的一端设置有喷漆装置,所述L型板顶部和内顶部的中间位置处共同设置有打磨抛光组件,所述L型板内顶部靠近第一伺服电机的一端安装有安装管,且安装管的底部均匀安装有喷头,所述L型板顶部一侧的中间位置处安装有抽气泵,所述抽气泵的输出端与安装管的一端连通,所述抽气泵的一组输入端与两组净化仓的内底部连通,所述控制面板通过导线分别与第一伺服电机、喷漆装置和抽气泵电连接。
优选的,述夹板组件包括安装座、电动推杆、连接架、轴承座、第一安装板、第一夹槽、第二夹槽、第二安装板、第二伺服电机和转动轴,一组所述滑动环的顶部安装有安装座,另一组所述滑动环的顶部安装有第二伺服电机,且第二伺服电机的输出端安装有第二安装板,所述第二安装板外侧的两端对称安装有第二夹槽,所述安装座内侧的顶部安装有电动推杆,且电动推杆的输出端安装有连接架,所述连接架的底端安装有轴承座,所述轴承座的内侧安装有转动轴,且转动轴的一端安装有第一安装板,所述第一安装板外侧顶部的两端对称安装有与两组第二夹槽相互配合的第一夹槽,所述控制面板通过导线分别与电动推杆和第二伺服电机电连接。
优选的,所述打磨抛光组件包括过滤仓、L型连接管、驱动装置、打磨仓、电动升降杆和打磨辊,所述L型板底部的中间位置处安装有两组电动升降杆,且两组电动升降杆的输出端共同安装有打磨仓,所述打磨仓的内部对称设置有相互配合的打磨辊,所述打磨仓的一端设置有与两组打磨辊传动连接的驱动装置,所述L型板顶部的中间位置处安装有过滤仓,且过滤仓的内部设置有过滤网,所述打磨仓顶部的中间位置处安装有L型连接管,所述L型连接管的顶端与过滤仓的内顶部连通,所述抽气泵的一组输入端与过滤仓的内底部连通。
优选的,所述驱动装置包括驱动电机、驱动齿轮和传动齿轮,两组所述打磨辊的同一端安装有相互啮合的传动齿轮,所述打磨仓顶部靠近传动齿轮的一端安装有驱动电机,且驱动电机的输出端安装有与一组传动齿轮相互啮合的驱动齿轮。
优选的,所述连接架远离第一安装板一侧的两端对称安装有限位滑杆,所述安装座一侧的两端对称开设有与限位滑杆相适配的限位滑槽。
优选的,所述过滤仓的内部均匀设置有三组过滤网,所述过滤仓远离第一伺服电机的一端设置有仓门,且仓门的外侧安装有把手。
优选的,所述第一安装板呈半圆形结构,两组所述第一夹槽位于第一安装板一侧顶部的两端,所述第二安装板呈条形结构,两组所述第二夹槽位于第二安装板一侧两端的中间位置处,且第二夹槽和第一夹槽形状大小完全相同。
优选的,所述L型板内底部两侧远离第一伺服电机的一端对称安装有支撑杆,且支撑杆的底端与相邻一组支撑板顶部的两侧固定连接。
优选的,所述U型架内部的中间位置处开设有与螺纹杆相互配合的螺纹孔,所述净化仓外侧的两端对称安装有限位环。
与现有技术相比,本发明提供了基于泡桐木材质的家具生产工艺及智能生产线,具备以下有益效果:
1、本发明在将泡桐木材放置到第一夹槽和第二夹槽内部后,控制电动推杆伸长,从而缩短两对第一夹槽和第二夹槽之间的间距,从而实现自动将泡桐木材紧紧地夹持住,接着通过打磨抛光组件对木材表面进行打磨处理,而在木材一面打磨完成后,可以控制第二伺服电机带动木材自动稳定的转动180°,实现对泡桐木材的翻面,既有助于打磨抛光组件对木材表面的打磨处理,也有助于喷漆装置能够稳定的对木材表面进行喷漆加工。
2、本发明在两组打磨辊对泡桐木材表面打磨的过程中,控制抽气泵开始向过滤仓和两组净化仓内部吸气,打磨产生的碎屑和灰尘通过L型连接管自动被吸进过滤仓的内部,被过滤仓内部过滤网过滤,避免打磨产生的碎屑和灰尘四处飞扬,影响到操作人员的身体健康,且在喷漆装置对木材表面喷漆后,油漆散发的大部分有毒气体混合空气自动被吸进净化仓的内部,有毒气体被活性炭包过滤吸收,从而极大降低了设备周围空气被污染的程度,并且在木材喷漆完成后,控制第二伺服电机带动木材匀速转动,可以让木材上不同部位处油漆散发的有毒气体更容易被吸进净化仓的内部进行净化处理,从而极大地保证了设备附近操作人员的身体健康。
3、本发明在喷漆装置对木材表面喷漆完成后,控制第二伺服电机带动第一安装板和第二安装板之间木材进行匀速转动,而过滤仓和净化仓内部被过滤或净化后的空气则经过抽气泵自动被输送到安装管的内部,之后再由喷头喷向木材的表面,提高木材被喷漆后的干燥速度,同时也会使得木材表面油漆散发的有毒气体更容易被吸进净化仓的内部,提高设备对有毒气体的净化效果,也就进一步提高操作人员使用该设备过程中的安全性。
附图说明
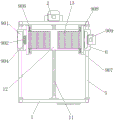
图1为本发明的俯视图;
图2为本发明L型板拆除后的俯视图;
图3为本发明的俯视剖视图;
图4为本发明U型架移动到安装管下方的俯视剖视图;
图5为本发明L型板的仰视图;
图6为本发明U型架的主视剖视图;
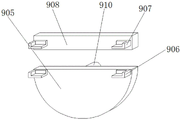
图7为本发明第一安装板和第二安装板的立体示意图;
图8为本发明支撑板和连接滑杆连接的立体示意图。
图中:1、支撑板;2、第一伺服电机;3、喷漆装置;4、L型板;5、连接滑杆;6、滑动环;7、打磨抛光组件;701、过滤仓;702、L型连接管;703、驱动装置;704、打磨仓;705、电动升降杆;706、打磨辊;8、控制面板;9、夹板组件;901、安装座;902、电动推杆;903、连接架;904、轴承座;905、第一安装板;906、第一夹槽;907、第二夹槽;908、第二安装板;909、第二伺服电机;910、转动轴;10、抽气泵;11、螺纹杆;12、U型架;13、第一筛板;14、活性炭包;15、净化仓;16、第二筛板;17、安装管;18、喷头。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-8,本发明提供一种技术方案:基于泡桐木材质的家具生产工艺,其特征在于,包括以下步骤:
一、首先选定指定的泡桐树木,通过切割装置将泡桐树木切割成一张张木板状,之后让其在常温下风干一至两天;
二、接着切割出来的单个木板分层叠放并放进相应的木材干燥机中,控制干燥温度为125°左右,并持续干燥两个小时,直到泡桐木材的含水率在10%-15%之间;
三、然后将干燥后泡桐木材中的各种面板进行组培和模压,使之成为面积较大的合成板,之后对合成板的四边进行切割,让合成板成为指定尺寸的矩形板材;
四、对矩形板去除毛刺并进行抛光,并对此时的矩形泡桐木材进行喷漆,泡桐木材表面漆面的厚度控制在2cm-3cm;
五、最后对喷漆后的泡桐木材再次进行干燥处理,并检查木材表面漆面的完整度和厚度,检查无误后将泡桐木材用于房门的后续加工制作。
进一步地,基于泡桐木材质的家具生产工艺所用的智能生产线,包括支撑板1,其特征在于:两组支撑板1之间共同安装有四组连接滑杆5,且顶部两组连接滑杆5的外侧对称套设有滑动环6,两组滑动环6的顶部共同设置有夹板组件9,两组滑动环6的底部共同安装有U型架12,U型架12内部的两侧对称开设有净化仓15,且净化仓15内部的中间位置处安装有第二筛板16,第二筛板16的顶部设置有活性炭包14,净化仓15的顶部铰接有第一筛板13,两组支撑板1底部的中间位置处共同设置有螺纹杆11,且螺纹杆11穿过U型架12内部的中间位置处,一组支撑板1底部的中间位置处安装有与螺纹杆11传动连接的第一伺服电机2,另一组支撑板1外侧的顶部安装有控制面板8,支撑板1的顶部安装有L型板4,且L型板4顶部靠近第一伺服电机2的一端设置有喷漆装置3,L型板4顶部和内顶部的中间位置处共同设置有打磨抛光组件7,L型板4内顶部靠近第一伺服电机2的一端安装有安装管17,且安装管17的底部均匀安装有喷头18,L型板4顶部一侧的中间位置处安装有抽气泵10,抽气泵10的输出端与安装管17的一端连通,抽气泵10的一组输入端与两组净化仓15的内底部连通,控制面板8通过导线分别与第一伺服电机2、喷漆装置3和抽气泵10电连接。
进一步地,述夹板组件9包括安装座901、电动推杆902、连接架903、轴承座904、第一安装板905、第一夹槽906、第二夹槽907、第二安装板908、第二伺服电机909和转动轴910,一组滑动环6的顶部安装有安装座901,另一组滑动环6的顶部安装有第二伺服电机909,且第二伺服电机909的输出端安装有第二安装板908,第二安装板908外侧的两端对称安装有第二夹槽907,安装座901内侧的顶部安装有电动推杆902,且电动推杆902的输出端安装有连接架903,连接架903的底端安装有轴承座904,轴承座904的内侧安装有转动轴910,且转动轴910的一端安装有第一安装板905,第一安装板905外侧顶部的两端对称安装有与两组第二夹槽907相互配合的第一夹槽906,控制面板8通过导线分别与电动推杆902和第二伺服电机909电连接,在实现对泡桐木材稳固夹持的同时,也能实现泡桐木材的自动翻面。
进一步地,打磨抛光组件7包括过滤仓701、L型连接管702、驱动装置703、打磨仓704、电动升降杆705和打磨辊706,L型板4底部的中间位置处安装有两组电动升降杆705,且两组电动升降杆705的输出端共同安装有打磨仓704,打磨仓704的内部对称设置有相互配合的打磨辊706,打磨仓704的一端设置有与两组打磨辊706传动连接的驱动装置703,L型板4顶部的中间位置处安装有过滤仓701,且过滤仓701的内部设置有过滤网,打磨仓704顶部的中间位置处安装有L型连接管702,L型连接管702的顶端与过滤仓701的内顶部连通,抽气泵10的一组输入端与过滤仓701的内底部连通,有助于对泡桐木材表面进行打磨加工处理,且打磨加工过程中产生的碎屑和灰尘也不会四处飞扬。
进一步地,驱动装置703包括驱动电机、驱动齿轮和传动齿轮,两组打磨辊706的同一端安装有相互啮合的传动齿轮,打磨仓704顶部靠近传动齿轮的一端安装有驱动电机,且驱动电机的输出端安装有与一组传动齿轮相互啮合的驱动齿轮,有助于带动两组打磨辊706稳定的相向转动。
进一步地,连接架903远离第一安装板905一侧的两端对称安装有限位滑杆,安装座901一侧的两端对称开设有与限位滑杆相适配的限位滑槽,有助于提高电动推杆902带动第一安装板905移动的稳定性。
进一步地,过滤仓701的内部均匀设置有三组过滤网,过滤仓701远离第一伺服电机2的一端设置有仓门,且仓门的外侧安装有把手,有助于对打磨辊706打磨产生的碎屑和灰尘进行过滤,定期打开仓门也能对过滤网进行清洗或更换。
进一步地,第一安装板905呈半圆形结构,两组第一夹槽906位于第一安装板905一侧顶部的两端,第二安装板908呈条形结构,两组第二夹槽907位于第二安装板908一侧两端的中间位置处,且第二夹槽907和第一夹槽906形状大小完全相同,有助于两组第二夹槽907和第一夹槽906都能位于转动轴910和第二伺服电机909转动轴心处于同一水平面上,保证木材在转动翻面过程中的稳定性。
进一步地,L型板4内底部两侧远离第一伺服电机2的一端对称安装有支撑杆,且支撑杆的底端与相邻一组支撑板1顶部的两侧固定连接,有助于提高L型板4与两组支撑板1连接的稳固性。
进一步地,U型架12内部的中间位置处开设有与螺纹杆11相互配合的螺纹孔,净化仓15外侧的两端对称安装有限位环,有助于利用螺纹迫使U型架12能够来回移动,且限位环也会避免U型架12与支撑板1的内壁发生碰撞。
实施例1,如图1-6所示,在两组打磨辊706对泡桐木材表面打磨的过程中,控制抽气泵10开始向过滤仓701和两组净化仓15内部吸气,打磨产生的碎屑和灰尘通过L型连接管702会被吸进过滤仓701的内部,被过滤仓701内部过滤网过滤,避免打磨产生的碎屑和灰尘四处飞扬,影响到操作人员的身体健康,且在喷漆装置3对木材表面喷漆后,油漆散发的大部分有毒气体混合空气被一同吸进净化仓15的内部,有毒气体被活性炭包14过滤吸收,从而极大降低了设备周围空气被污染的程度,并且在木材喷漆完成后,控制第二伺服电机909带动木材匀速转动,可以让木材上不同部位处油漆散发的有毒气体更容易被吸进净化仓15的内部进行净化处理。
实施例2,如图3、4、6、7和8所示,由于第一安装板905的形状为半圆形结构,可以使得两组第一夹槽906能够一直水平朝上,便于操作人员将泡桐木材放进第一夹槽906和第二夹槽907的内部,而在操作人员手动将泡桐木材放置到第一夹槽906和第二夹槽907的内部后,通过控制面板8控制电动推杆902伸长,电动推杆902迫使与其相连的连接架903、轴承座904、第一安装板905和第一夹槽906一同向靠近第二伺服电机909的方向移动,从而缩短两对第一夹槽906和第二夹槽907之间的间距,利用两组第一夹槽906和第二夹槽907将泡桐木材紧紧地夹持住,此时可以便可以控制第二伺服电机909带动泡桐木材实现自由转动翻面,便于后续设备对泡桐木材的两面进行打磨和喷漆加工处理。
工作原理:使用前将装置接通电源,首先操作人员手动将泡桐木材放置到第一夹槽906和第二夹槽907的内部,之后控制电动推杆902伸长,从而缩短两对第一夹槽906和第二夹槽907之间的间距,利用两组第一夹槽906和第二夹槽907将泡桐木材紧紧地夹持住,然后控制第一伺服电机2带动螺纹杆11顺时针转动,利用螺纹作用迫使U型架12逐渐向第一伺服电机2的方向移动,滑动环6在连接滑杆5上滑动,从而带动泡桐木材一同向第一伺服电机2的方向移动,在泡桐木材移动到打磨仓704下方时,通过控制面板8控制驱动装置703带动两组打磨辊706相向转动,并控制电动升降杆705逐渐伸长,调整两组打磨辊706与泡桐木材表面的距离,利用两组相向转动的打磨辊706对经过的泡桐木材表面进行打磨,使其表面平整光滑,与此同时,控制抽气泵10开始运作,抽气泵10抽取净化仓15和过滤仓701内部的空气,迫使外界空气通过打磨仓704的底部带着碎屑和灰尘经过L型连接管702一同进入到过滤仓701的内部,碎屑和灰尘被过滤仓701内部的过滤网过滤阻挡,而在泡桐木材表面被打磨后,控制喷漆装置3对木材的被打磨的一面进行喷漆加工;
喷漆完成后,外界的空气带着油漆散发的有毒气体穿过第一筛板13进入到净化仓15的内部,而净化仓15内部的活性炭包14则可以对有毒气体进行过滤吸收,在泡桐木材一面被喷漆完成后,控制第二伺服电机909带动第二安装板908转动180°,实现板材的翻面,然后再控制第一伺服电机2带动螺纹杆11逆时针转动,使得泡桐木材再一次经过打磨仓704的下方,而两组打磨辊706则可以对泡桐木材未打磨的一面进行打磨,然后控制第一伺服电机2再次带动螺纹杆11顺时针转动,在木材再次移动到喷漆装置3下方时,控制喷漆装置3对泡桐木材表面未喷漆的一面进行喷漆加工,在泡桐木材完全喷漆后,控制第二伺服电机909的带动泡桐木材稳定匀速转动,而过滤仓701和净化仓15内部过滤后的空气经过抽气泵10被输送到安装管17内,再由安装管17底部的喷头18喷向翻转的木材表面,提高木材表面空气的流动速度,从而有助于提高木材表面油漆的干燥速度,最后将油漆干燥后的木材移动到靠近控制面板8的一端,然后操作人员手扶木材,并控制电动推杆902缩短,电动推杆902带着连接架903、第一安装板905和第一夹槽906移动向远离第二伺服电机909的方向移动,从而解除第一夹槽906和第二夹槽907对泡桐木材的夹持效果,定期打开过滤仓701的仓门,对过滤网进行更换或清洗,也定期打开第一筛板13,对第二筛板16上的活性炭包14进行更换。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性地包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
该文中出现的电器元件均与外界的主控器及220V市电电连接,并且主控器可为计算机等起到控制的常规已知设备。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (10)
1.基于泡桐木材质的家具生产工艺,其特征在于,包括以下步骤:
一、首先选定指定的泡桐树木,通过切割装置将泡桐树木切割成一张张木板状,之后让其在常温下风干一至两天;
二、接着切割出来的单个木板分层叠放并放进相应的木材干燥机中,控制干燥温度为125°左右,并持续干燥两个小时,直到泡桐木材的含水率在10%-15%之间;
三、然后将干燥后泡桐木材中的各种面板进行组培和模压,使之成为面积较大的合成板,之后对合成板的四边进行切割,让合成板成为指定尺寸的矩形板材;
四、对矩形板去除毛刺并进行抛光,并对此时的矩形泡桐木材进行喷漆,泡桐木材表面漆面的厚度控制在2cm-3cm;
五、最后对喷漆后的泡桐木材再次进行干燥处理,并检查木材表面漆面的完整度和厚度,检查无误后将泡桐木材用于房门的后续加工制作。
2.根据权利要求1所述的基于泡桐木材质的家具生产工艺所用的智能生产线,包括支撑板(1),其特征在于:两组所述支撑板(1)之间共同安装有四组连接滑杆(5),且顶部两组连接滑杆(5)的外侧对称套设有滑动环(6),两组所述滑动环(6)的顶部共同设置有夹板组件(9),两组所述滑动环(6)的底部共同安装有U型架(12),所述U型架(12)内部的两侧对称开设有净化仓(15),且净化仓(15)内部的中间位置处安装有第二筛板(16),所述第二筛板(16)的顶部设置有活性炭包(14),所述净化仓(15)的顶部铰接有第一筛板(13),两组所述支撑板(1)底部的中间位置处共同设置有螺纹杆(11),且螺纹杆(11)穿过U型架(12)内部的中间位置处,一组所述支撑板(1)底部的中间位置处安装有与螺纹杆(11)传动连接的第一伺服电机(2),另一组所述支撑板(1)外侧的顶部安装有控制面板(8),所述支撑板(1)的顶部安装有L型板(4),且L型板(4)顶部靠近第一伺服电机(2)的一端设置有喷漆装置(3),所述L型板(4)顶部和内顶部的中间位置处共同设置有打磨抛光组件(7),所述L型板(4)内顶部靠近第一伺服电机(2)的一端安装有安装管(17),且安装管(17)的底部均匀安装有喷头(18),所述L型板(4)顶部一侧的中间位置处安装有抽气泵(10),所述抽气泵(10)的输出端与安装管(17)的一端连通,所述抽气泵(10)的一组输入端与两组净化仓(15)的内底部连通,所述控制面板(8)通过导线分别与第一伺服电机(2)、喷漆装置(3)和抽气泵(10)电连接。
3.根据权利要求2所述的基于泡桐木材质的家具智能生产线,其特征在于:所述夹板组件(9)包括安装座(901)、电动推杆(902)、连接架(903)、轴承座(904)、第一安装板(905)、第一夹槽(906)、第二夹槽(907)、第二安装板(908)、第二伺服电机(909)和转动轴(910),一组所述滑动环(6)的顶部安装有安装座(901),另一组所述滑动环(6)的顶部安装有第二伺服电机(909),且第二伺服电机(909)的输出端安装有第二安装板(908),所述第二安装板(908)外侧的两端对称安装有第二夹槽(907),所述安装座(901)内侧的顶部安装有电动推杆(902),且电动推杆(902)的输出端安装有连接架(903),所述连接架(903)的底端安装有轴承座(904),所述轴承座(904)的内侧安装有转动轴(910),且转动轴(910)的一端安装有第一安装板(905),所述第一安装板(905)外侧顶部的两端对称安装有与两组第二夹槽(907)相互配合的第一夹槽(906),所述控制面板(8)通过导线分别与电动推杆(902)和第二伺服电机(909)电连接。
4.根据权利要求2所述的基于泡桐木材质的家具智能生产线,其特征在于:所述打磨抛光组件(7)包括过滤仓(701)、L型连接管(702)、驱动装置(703)、打磨仓(704)、电动升降杆(705)和打磨辊(706),所述L型板(4)底部的中间位置处安装有两组电动升降杆(705),且两组电动升降杆(705)的输出端共同安装有打磨仓(704),所述打磨仓(704)的内部对称设置有相互配合的打磨辊(706),所述打磨仓(704)的一端设置有与两组打磨辊(706)传动连接的驱动装置(703),所述L型板(4)顶部的中间位置处安装有过滤仓(701),且过滤仓(701)的内部设置有过滤网,所述打磨仓(704)顶部的中间位置处安装有L型连接管(702),所述L型连接管(702)的顶端与过滤仓(701)的内顶部连通,所述抽气泵(10)的一组输入端与过滤仓(701)的内底部连通。
5.根据权利要求4所述的基于泡桐木材质的家具智能生产线,其特征在于:所述驱动装置(703)包括驱动电机、驱动齿轮和传动齿轮,两组所述打磨辊(706)的同一端安装有相互啮合的传动齿轮,所述打磨仓(704)顶部靠近传动齿轮的一端安装有驱动电机,且驱动电机的输出端安装有与一组传动齿轮相互啮合的驱动齿轮。
6.根据权利要求3所述的基于泡桐木材质的家具智能生产线,其特征在于:所述连接架(903)远离第一安装板(905)一侧的两端对称安装有限位滑杆,所述安装座(901)一侧的两端对称开设有与限位滑杆相适配的限位滑槽。
7.根据权利要求4所述的基于泡桐木材质的家具智能生产线,其特征在于:所述过滤仓(701)的内部均匀设置有三组过滤网,所述过滤仓(701)远离第一伺服电机(2)的一端设置有仓门,且仓门的外侧安装有把手。
8.根据权利要求3所述的基于泡桐木材质的家具智能生产线,其特征在于:所述第一安装板(905)呈半圆形结构,两组所述第一夹槽(906)位于第一安装板(905)一侧顶部的两端,所述第二安装板(908)呈条形结构,两组所述第二夹槽(907)位于第二安装板(908)一侧两端的中间位置处,且第二夹槽(907)和第一夹槽(906)形状大小完全相同。
9.根据权利要求2所述的基于泡桐木材质的家具智能生产线,其特征在于:所述L型板(4)内底部两侧远离第一伺服电机(2)的一端对称安装有支撑杆,且支撑杆的底端与相邻一组支撑板(1)顶部的两侧固定连接。
10.根据权利要求2所述的基于泡桐木材质的家具智能生产线,其特征在于:所述U型架(12)内部的中间位置处开设有与螺纹杆(11)相互配合的螺纹孔,所述净化仓(15)外侧的两端对称安装有限位环。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111305622.1A CN114030049B (zh) | 2021-11-05 | 2021-11-05 | 基于泡桐木材质的家具生产工艺及智能生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111305622.1A CN114030049B (zh) | 2021-11-05 | 2021-11-05 | 基于泡桐木材质的家具生产工艺及智能生产线 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114030049A true CN114030049A (zh) | 2022-02-11 |
| CN114030049B CN114030049B (zh) | 2022-07-12 |
Family
ID=80142934
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111305622.1A Active CN114030049B (zh) | 2021-11-05 | 2021-11-05 | 基于泡桐木材质的家具生产工艺及智能生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114030049B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114523530A (zh) * | 2022-03-09 | 2022-05-24 | 江西品生美竹制品有限公司 | 一种竹板生产制作三层压制装置及方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10102382A1 (de) * | 2001-01-19 | 2002-08-01 | Ott Patrick Oliver | Verfahren zum Vorbehandeln von Oberflächen von Holz- und/oder Holzfaserverbundrohlingen zum anschließenden Pulver- oder Folienbeschichten |
| CN104608212A (zh) * | 2015-01-19 | 2015-05-13 | 国家林业局泡桐研究开发中心 | 一种生态型泡桐木质墙板的制备方法 |
| CN111002421A (zh) * | 2019-12-30 | 2020-04-14 | 湖州联科粘合剂有限公司 | 一种实木地板生产加工工艺 |
| CN113042253A (zh) * | 2021-03-06 | 2021-06-29 | 东莞市众金家具有限公司 | 一种打磨喷漆一次性成型工艺 |
| CN113134885A (zh) * | 2021-03-20 | 2021-07-20 | 东莞市众金家具有限公司 | 一种高效率木饰面一次成型工艺 |
| CN113386231A (zh) * | 2021-06-30 | 2021-09-14 | 刘�英 | 一种环保木门生产工艺及智能化生产设备 |
| CN113522606A (zh) * | 2021-06-30 | 2021-10-22 | 和县薛氏木制品制造有限公司 | 一种家具生产用木板加工喷漆装置 |
-
2021
- 2021-11-05 CN CN202111305622.1A patent/CN114030049B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10102382A1 (de) * | 2001-01-19 | 2002-08-01 | Ott Patrick Oliver | Verfahren zum Vorbehandeln von Oberflächen von Holz- und/oder Holzfaserverbundrohlingen zum anschließenden Pulver- oder Folienbeschichten |
| CN104608212A (zh) * | 2015-01-19 | 2015-05-13 | 国家林业局泡桐研究开发中心 | 一种生态型泡桐木质墙板的制备方法 |
| CN111002421A (zh) * | 2019-12-30 | 2020-04-14 | 湖州联科粘合剂有限公司 | 一种实木地板生产加工工艺 |
| CN113042253A (zh) * | 2021-03-06 | 2021-06-29 | 东莞市众金家具有限公司 | 一种打磨喷漆一次性成型工艺 |
| CN113134885A (zh) * | 2021-03-20 | 2021-07-20 | 东莞市众金家具有限公司 | 一种高效率木饰面一次成型工艺 |
| CN113386231A (zh) * | 2021-06-30 | 2021-09-14 | 刘�英 | 一种环保木门生产工艺及智能化生产设备 |
| CN113522606A (zh) * | 2021-06-30 | 2021-10-22 | 和县薛氏木制品制造有限公司 | 一种家具生产用木板加工喷漆装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114523530A (zh) * | 2022-03-09 | 2022-05-24 | 江西品生美竹制品有限公司 | 一种竹板生产制作三层压制装置及方法 |
| CN114523530B (zh) * | 2022-03-09 | 2022-08-05 | 江西品生美竹制品有限公司 | 一种竹板生产制作三层压制装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114030049B (zh) | 2022-07-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114030049B (zh) | 基于泡桐木材质的家具生产工艺及智能生产线 | |
| CN204987248U (zh) | 自动定位移动式空气净化器 | |
| CN115042287B (zh) | 一种防火门的生产设备 | |
| CN111702881A (zh) | 一种智能木材加工设备 | |
| CN115446705A (zh) | 一种木材打磨装置及其使用方法 | |
| CN208151743U (zh) | 一种布料表面用清洁设备 | |
| CN110625472B (zh) | 一种带循环水清洁处理系统的玻璃自动磨边机 | |
| CN110682347A (zh) | 一种塑料制品的切割装置 | |
| CN210850558U (zh) | 一种集成房屋防火墙板加工装置 | |
| CN214772673U (zh) | 一种多功能家具加工装置 | |
| CN213917385U (zh) | 一种板料打磨设备 | |
| CN212635358U (zh) | 一种使用效果好的板材加工用抛光机 | |
| CN211194241U (zh) | 一种用于竹木制品的修边装置 | |
| CN112658869A (zh) | 一种竹编工艺品加工用毛边处理装置 | |
| CN208643186U (zh) | 一种竹木板生产加工用高效喷漆烘干装置 | |
| CN209555248U (zh) | 一种中生菌素的诱变装置 | |
| CN217891095U (zh) | 一种铝塑板修边装置 | |
| CN214869260U (zh) | 一种装饰装修板材表面打磨设备 | |
| CN111515809A (zh) | 一种木质地板打磨设备及其工作方法 | |
| CN214554606U (zh) | 一种多功能可调节的玻璃工艺品加工台装置 | |
| CN219943335U (zh) | 一种便于夹紧的汽车配件喷涂夹具 | |
| CN214938599U (zh) | 一种具有加热功能的地毯生产装置 | |
| CN211992221U (zh) | 一种木门制造用双面打磨装置 | |
| CN205112011U (zh) | 一种方便操作的台式木板锯 | |
| CN213164477U (zh) | 一种圆形木材打磨装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |