CN113510882A - 一种中间接头装脱模设备 - Google Patents
一种中间接头装脱模设备 Download PDFInfo
- Publication number
- CN113510882A CN113510882A CN202110370456.7A CN202110370456A CN113510882A CN 113510882 A CN113510882 A CN 113510882A CN 202110370456 A CN202110370456 A CN 202110370456A CN 113510882 A CN113510882 A CN 113510882A
- Authority
- CN
- China
- Prior art keywords
- cavity
- core
- lifting
- sliding
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0003—Discharging moulded articles from the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
- B29C33/442—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with mechanical ejector or drive means therefor
- B29C33/444—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with mechanical ejector or drive means therefor for stripping articles from a mould core, e.g. using stripper plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0003—Discharging moulded articles from the mould
- B29C37/0017—Discharging moulded articles from the mould by stripping articles from mould cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/36—Plugs, connectors, or parts thereof
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本发明公开了一种中间接头装脱模设备,包括:拆装主机台,包括机架,机架上设有主推杆、定位托架和拆装模台,主推杆用于将中间接头模具从定位托架推至拆装模台,以完成外套和外部型腔的分离;拆装模台用于分离外部型腔和型芯组件;吊装门架,包括位于机架上方的第一吊具和第二吊具,第一吊具用于吊装定位托架上的中间接头模具,第二吊具用于吊装拆装模台上的中间接头模具;组件脱模系统,包括转运机构和拆卸机构,转运机构用于抓取型芯组件并将其送至拆卸机构,拆卸机构用于拆卸型芯组件。根据本发明实施例的一种中间接头装脱模设备,全部自动化进行,极大的降低了工人的劳动强度,且提高了生产的安全性。
Description
技术领域
本发明涉及电缆中间接头脱模机,特别是涉及一种中间接头装脱模设备。
背景技术
随着我国电力建设的发展,电力需求的不断攀升,电力电缆的需求日趋增多。交联聚乙烯绝缘电力电缆的广泛应用,促进了电缆附件的迅猛发展。交联电缆广泛使用于城网中,由于电缆的制造长度受到生产设备和运输条件的限制,高压电缆的制造长度一般在400~800米之间,电缆线路的长度一般在2kM左右,因此,发展城市电网将需要大量的电缆中间接头。目前,高电压等级的交联电缆中间接头橡胶件由于模具体积大、重量大,在制造橡胶件的装、脱模过程中采用人力脱模时需要多人协同作业,这样不仅劳动强度大、生产效率低,并且安全性很难保障,在操作过程中很容易发生意外事故。
发明内容
本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种中间接头装脱模设备,能够实现自动化的进行装脱模操作,减少了人工使用,提高了工作效率。
根据本发明的第一方面实施例的中间接头装脱模设备,包括:拆装主机台,包括机架,机架上设有主推杆、定位托架和拆装模台,主推杆活动安装于机架并连接有驱动其移动的驱动装置,主推杆用于将中间接头模具从定位托架推至拆装模台,以完成所述外套和所述外部型腔的分离;所述拆装模台用于分离所述外部型腔和所述型芯组件;吊装门架,包括位于所述机架上方的第一吊具和第二吊具,所述第一吊具用于吊装所述定位托架上的中间接头模具,所述第二吊具用于吊装所述拆装模台上的中间接头模具;组件脱模系统,包括转运机构和拆卸机构,所述转运机构用于抓取所述型芯组件并将其送至所述拆卸机构,所述拆卸机构用于拆卸所述型芯组件。
根据本发明实施例的一种中间接头装脱模设备,至少具有如下技术效果:拆装主机台设有主推杆用于推动外部型腔与外套分离,相比目前普遍使用的人工操作,机器的工作效率更高且分离效果更佳稳定;吊装门架能够自动定位将中间接头模具吊装至定位托架,且能自动抓取拆装模台上的型芯组件和外部型腔并将两者分开放置,减少了人工的参与,降低了人工成本同时提高了生产效率;组件脱模系统用于完成对型芯组件的进一步拆分;从完整的中间接头模具到最终的中间接头脱模,全部自动化进行,极大的降低了工人的劳动强度,且提高了生产的安全性。
根据本发明的一些实施例,所述机架设有间隔设置的尾端板、第一竖直板、第二竖直板和前端板,所述前端板和所述尾端板分别设于所述机架前后两端,所述第一竖直板和所述第二竖直板设于所述机架中间;所述定位托架设于所述第一竖直板和所述第二竖直板之间,所述拆装模台设于所述第二竖直板与所述前端板之间,所述主推杆滑动穿设于所述第一竖直板;所述尾端板设有主推油缸,所述主推油缸用于推动所述主推杆移动。
根据本发明的一些实施例,所述拆装模台包括模台滑轨,所述模台滑轨上滑动安装有升降台,所述升降台连接有能驱动其沿所述模台滑轨滑动的动力装置;所述模台滑轨的滑动方向与所述主推杆的滑动方向一致,所述升降台用于承接所述外部型腔和包覆于其内的所述型芯组件。
根据本发明的一些实施例,所述外部型腔包括上型腔和下型腔;所述滑轨两侧设有锥块油缸,所述锥块油缸输出端连接有锥块,所述锥块油缸用于驱动所述锥块移动至上型腔与下型腔的连接处,以分开所述上型腔和所述下型腔。
根据本发明的一些实施例,所述吊装门架包括架体,所述第一吊具和所述第二吊具均滑动安装于所述架体;所述定位托架一侧设有上料台,所述第一吊具设于所述定位托架上方,所述第一吊具用于抓取所述上料台上的中间接头模具并将其移动至所述定位托架;所述拆装模台两侧分别设有型腔清洗台和型芯托架,所述第二吊具设于所述拆装模台上方,所述第二吊具用于抓取所述拆装模台上的所述外部型腔和所述型芯组件,并将所述外部型腔移动至所述型腔清洗台,将所述型芯组件移动至所述型芯托架。
根据本发明的一些实施例,所述第一吊具包括第一滑移横梁、吊具升降电机和第一机械手,所述第一滑移横梁滑动安装于所述架体;所述第一滑移横梁下部设有导轨箱,所述导轨箱设有竖直设置的第一导轨,所述第一机械手滑动安装于所述第一导轨;所述吊具升降电机安装于所述第一滑移横梁上表面,所述吊具升降电机的输出端连接有朝下延伸的丝杆,所述丝杆穿设于所述导轨箱,所述第一机械手与所述丝杆传动连接。
根据本发明的一些实施例,所述第二吊具包括第二滑移横梁、U型架和第二机械手,所述第二滑移横梁滑动安装于所述架体,所述第二滑移横梁设有导轨架,所述U型架部分穿设于所述第二滑移横梁,且所述U型架两侧设有竖直的第二导轨,所述第二导轨上部与所述导轨架滑动连接,所述第二机械手与所述第二导轨下部滑动连接。
根据本发明的一些实施例,所述第二吊具还包括一级气缸和二级气缸,所述二级气缸固定端安装于所述U型架,伸缩端向下穿过所述U型架与所述第二机械手连接,所述二级气缸用于驱动所述第二机械手升降;所述一级气缸固定端安装于所述第二滑移横梁,伸缩端向下穿过所述第二滑移横梁与所述二级气缸的固定端连接,所述一级气缸用于驱动所述U型架升降。
根据本发明的一些实施例,所述组件脱模系统还包括底座,所述转运机构和所述拆卸机构均安装于所述底座;所述拆卸机构包括型腔拆卸机构和型芯拆卸机构;所述转运机构用于抓取所述型芯组件并将其转运至所述型腔拆卸机构或所述型芯拆卸机构。
根据本发明的一些实施例,所述底座设有第一滑轨,所述转运机构包括立柱和爪夹,所述爪夹与所述立柱活动连接,所述爪夹用于抓取所述型芯组件,所述立柱滑动安装于所述第一滑轨上,并连接有驱动装置能驱动其沿所述第一滑轨滑动;所述立柱滑动时能带动所述爪夹移动。
本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
下面结合附图和实施例对本发明进一步说明。
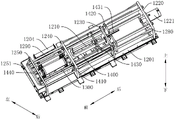
图1是本发明实施例的结构示意图;
图2是本发明实施例另一角度的轴侧结构示意图;
图3是本发明实施例脱模之前的安装结构示意图;
图4是本发明实施例脱离外套之后的安装结构示意图;
图5是本发明拆装主机台的结构分解图;
图6是本发明拆装模台的结构分解图;
图7是本发明前端部锁紧装置的结构分解图;
图8是本发明第一吊具的结构分解图;
图9是本发明第二吊具的结构示意图;
图10是本发明型腔拆卸机构的结构分解图;
图11是本发明型芯拆卸机构的结构分解图;
图12是本发明型芯底板和支撑座的结构分解图;
图13是本发明底座的结构分解图;
图14是本发明转运机构的结构示意图;
图15是本发明爪夹的结构分解图;
图16是本发明中间接头模具的结构分解图。
附图标记:
拆装主机台1000、中间接头模具1100、外套1110、阀座1111、吊装块1112、吊装孔1113、外部型腔1120、上型腔1121、下型腔1122、定位柱1123、凹陷部1124、型芯组件1130、端部型腔1131、中间型芯1132、外屏蔽管1133、内屏蔽管1134、应力锥1135、卡盘1136、机架1200、基台1201、上料台1202、型腔清洗台1203、型芯托架1204、定位托架1210、限位板1211、承重块1212、尾端板1220、主推油缸1221、第一竖直板1230、第二竖直板1240、前端板1250、止位架1251、第一伸缩油缸1260、第二伸缩油缸1270、第一支撑杆1280、第二支撑杆1290、拆装模台1300、模台滑轨1310、升降台1320、第五滑台1321、锥块油缸1330、锥块1331、限位槽1332、第二螺栓1333、托举架1340、托举气缸1341、保护罩1350、第一螺栓1351、条形孔1352、主推杆1400、尾端部锁紧装置1410、主推板1420、托架1430、伸缩气缸1431、前端部锁紧装置1440、筒体1441、开口槽1442、穿行槽1443、弹簧底座1444、弹簧套筒1445、缓冲弹簧1446、顶柱1447、锁紧滑板1450、连接孔1451;
吊装门架2000、架体2110、第一吊具2120、第一减速电机2121、第一滑移横梁2130、导轨箱2131、第一导轨2132、吊具升降电机2133、第一机械手2140、吊装箱体2141、短吊板2142、长吊板2143、活动板2144、承力杆2145、第一吊装气缸2146、第二吊具2150、U型架2151、第二导轨2152、一级气缸2153、二级气缸2154、第二减速电机2155、第二滑移横梁2160、导轨架2161、第二机械手2170、吊装架2171、第二吊板2172、型腔吊件2173、型芯吊件2174、第二吊装气缸2175、第三吊装气缸2176;
组件脱模系统3000、底座3100、第一滑轨3110、第一滑台3111、第二滑轨3120、第二滑台3121、第一油缸3130、第二油缸3140、型腔拆卸机构3200、型腔底板3210、下卡套3211、型腔滑杆3220、型腔顶板3230、上卡套3231、上部套筒3232、连接环3233、卡销3234、销孔3235、套座3236、卡板3237、第一滑杆3240、安装板3250、卡套升降气缸3251、上顶针3260、第一顶针气缸3261、下顶针3270、第二顶针气缸3271、安装套筒3280、条形槽3281、第一滑板3290、型芯拆卸机构3300、型芯底板3310、第四滑轨3311、第四滑台3312、前止块3313、后止块3314、插销3315、型芯滑杆3320、型芯顶板3330、挡圈3331、支撑座3340、型芯拉杆3350、拉杆升降油缸3351、连接头3352、连接杆3353、复位弹簧3354、第二滑杆3360、第二滑板3370、转运机构3400、第一转盘3410、第一伺服电机3411、立柱3420、第三滑轨3421、第三滑台3422、旋臂升降电机3423、转运旋臂3430、箱体3431、第二转盘3432、第二伺服电机3433、臂杆3434、爪臂3440、爪夹3450、夹指3451、中间杆3452、凸块3453、盖板3454、夹取气缸3455、下料起重机3500。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
参照图1至图16,本发明实施例的一种中间接头装脱模设备,包括:拆装主机台1000,包括机架1200,机架1200上设有主推杆1400、定位托架1210和拆装模台1300,主推杆1400活动安装于机架1200并连接有驱动其移动的驱动装置,主推杆1400用于将中间接头模具1100从定位托架1210推至拆装模台1300,以完成外套1110和外部型腔1120的分离;拆装模台1300用于分离外部型腔1120和型芯组件1130和被包覆于型芯组件1130内的中间接头产品;具体的,定位托架1210用于对放置于上方的中间接头模具1100进行定位;拆装模台1300,设于定位托架1210一端,包括升降托举装置,用于分离外部型腔1120和型芯组件1130;主推杆1400一端设有与外部型腔1120的端部相匹配的尾端部锁紧装置1410,尾端部锁紧装置1410与外部型腔1120背离拆装模台1300的一端相抵并朝拆装模台1300的方向滑动时,能将外部型腔1120和型芯组件1130从外套1110中推出至拆装模台1300。
吊装门架2000,包括位于机架1200上方的第一吊具2120和第二吊具2150,第一吊具2120用于吊装定位托架1210上的中间接头模具1100,第二吊具2150用于吊装拆装模台1300上的中间接头模具1100;组件脱模系统3000,包括转运机构3400和拆卸机构,转运机构3400用于抓取型芯组件1130并将其送至拆卸机构,拆卸机构用于拆卸型芯组件1130。拆装主机台1000设有主推杆1400用于推动外部型腔1120与外套1110分离,相比目前普遍使用的人工操作,机器的工作效率更高且分离效果更佳稳定;吊装门架2000能够自动定位将中间接头模具1100吊装至定位托架1210,且能自动抓取拆装模台1300上的型芯组件1130和外部型腔1120并将两者分开放置,减少了人工的参与,降低了人工成本同时提高了生产效率;组件脱模系统3000用于完成对型芯组件1130的进一步拆分;从完整的中间接头模具1100到最终的中间接头产品脱模,全部自动化进行,极大的降低了工人的劳动强度,且提高了生产的安全性。
在本发明的一些实施例中,机架1200设有间隔设置的尾端板1220、第一竖直板1230、第二竖直板1240和前端板1250,前端板1250和尾端板1220分别设于机架1200前后两端,第一竖直板1230和第二竖直板1240设于机架1200中间;定位托架1210设于第一竖直板1230和第二竖直板1240之间,拆装模台1300设于第二竖直板1240与前端板1250之间,主推杆1400滑动穿设于第一竖直板1230;尾端板1220设有主推油缸1221,主推油缸1221用于推动主推杆1400移动。具体的,如图3至图5所示,机架1200包括基台1201,基台1201上间隔设置有尾端板1220、第一竖直板1230、第二竖直板1240和前端板1250,尾端板1220和前端板1250分别设于基台1201的长度方向两端,即前后两端;第一竖直板1230和第二竖直板1240均设于尾端板1220和前端板1250之间,将基台1201分隔为三段,中间段、靠近尾端板1220的首段和靠近前端板1250的尾段,定位托架1210设置于中间段,拆装模台1300设置于尾段,第一竖直板1230中部设有供主推杆1400穿过的通孔,主推杆1400穿设于第一竖直板1230的通孔内。在未动作之前,主推杆1400的杆身部分位于首段内,尾端部锁紧装置1410位于中间段靠近首段的地方,主推杆1400用于将外部型腔1120和被包覆于其内的型芯组件1130从外套1110中推出至拆装模台1300内。
在本发明的一些实施例中,尾端板1220设有主推油缸1221,主推油缸1221用于推动主推杆1400移动,进而驱动主推杆1400推动外部型腔1120和型芯组件1130从外套1110中脱离。
在本发明的一些实施例中,尾端板1220和第一竖直板1230之间设有主推板1420,主推杆1400远离尾端部锁紧装置1410的一端穿设于主推板1420;第一竖直板1230和第二竖直板1240之间设有第一伸缩油缸1260,第一伸缩油缸1260的伸缩端伸入尾端板1220与第一竖直板1230之间,与主推板1420连接,第一伸缩油缸1260用于驱动主推板1420滑动进而带动主推杆1400滑动。具体的,如图5所示,主推杆1400将外部型腔1120和型芯组件1130从定位托架1210推至拆装模台1300分为两个步骤,第一个步骤是通过主推油缸1221推动外部型腔1120和型芯组件1130动作,主推油缸1221推力大,能推动外部型腔1120的外周壁和外套1110脱离,但主推油缸1221的行程有限,并不能推动外部型腔1120和型芯组件1130移动至拆装模台1300,其作用只是使得外部型腔1120从外套1110脱离;第二个步骤是通过主推板1420推动主推杆1400滑动,通过第一伸缩油缸1260驱动主推板1420水平滑动,进而主推板1420带动主推杆1400水平滑动,主推杆1400再推动外部型腔1120和型芯组件1130和从定位托架1210移动至拆装模台1300内。
在本发明的一些具体实施例中,第一伸缩油缸1260的固定端的两端分别设于第一竖直板1230和第二竖直板1240上,伸缩端设于朝向尾端板1220的方向,伸缩端的端部与主推板1420连接。第一伸缩油缸1260的伸缩端在中间接头模具1100放入定位托架1210之前是处于伸出状态,主推杆1400远离尾端部锁紧装置1410的一端穿过主推板1420与主推油缸1221相抵;主推油缸1221动作之后,第一伸缩油缸1260动作,第一伸缩油缸1260的伸缩端缩回。第一伸缩油缸1260与主推油缸1221均是通过液压驱动。
需要注意的是,第一伸缩油缸1260设有两个,两个第一伸缩油缸1260左右间隔设置。
在本发明进一步的实施例中,尾端板1220和第二竖直板1240之间还设有第一支撑杆1280,第一支撑杆1280穿设于第一竖直板1230,第一支撑杆1280两端分别与尾端板1220和第二竖直板1240连接。第一竖直板1230为矩形板,第一支撑杆1280设有四根,四根第一支撑杆1280分别穿设于第一竖直板1230的四个角位置。第一支撑杆1280用于对主推杆1400进行限位,主推板1420同样为矩形板,第一支撑杆1280同样穿过主推板1420的四个角位置,通过对主推板1420的四个角位置进行限位,确保了主推板1420在滑动时能始终保持水平滑动,避免了由于主推板1420的扭曲或倾斜导致第一伸缩油缸1260变形弯曲,进而影响主推板1420的滑动。
在本发明的一些实施例中,第一竖直板1230和第二竖直板1240之间还设有托架1430,主推杆1400穿设于托架1430,托架1430用于承托主推杆1400。由于主推杆1400的重量比较大,为了确保主推杆1400不会由于自重而发生弯曲变形,因此设置有托架1430对主推杆1400进行支撑。托架1430为倒三角形,一个角竖直朝下,且设有圆孔,上方的两个第一支撑杆1280穿过托架1430上方的两个角,主推杆1400穿过托架1430朝下的圆孔,通过托架1430将主推杆1400的重量施加至第一支撑杆1280上,降低主推杆1400由于重力弯曲的可能性。
在本发明进一步的实施例中,第一竖直板1230上方设有伸缩气缸1431,伸缩气缸1431的固定端与第一竖直板1230连接,伸缩端与托架1430连接,用于驱动推板滑动。需要注意的是,伸缩气缸1431的伸缩端并不长,因此托架1430的行程也并不长。由于主推杆1400是滑动穿设于托架1430,因此托架1430并不是始终托住主推杆1400的同一位置。
需要注意的是,在主推油缸1221动作完成之后,伸缩气缸1431开始动作,伸缩气缸1431与第一伸缩油缸1260的动作基本是同时进行。
在本发明的一些实施例中,第一竖直板1230和第二竖直板1240之间还设有第二伸缩油缸1270,第二竖直板1240和前端板1250之间设有与外部型腔1120朝向拆装模台1300的一端相匹配的前端部锁紧装置1440,第二伸缩油缸1270的伸缩端与前端部锁紧装置1440连接,用于驱动前端部锁紧装置1440水平滑动。具体的,如图5、图7所示,第二竖直板1240与前端板1250之间设有第二支撑杆1290,第二支撑杆1290与第一支撑杆1280类似,但第二支撑杆1290的杆身直径小于第一支撑杆1280的杆身直径。前端部锁紧装置1440连接有锁紧滑板1450,前端部锁紧装置1440安装于锁紧滑板1450朝向第二竖直板1240的一侧。锁紧滑板1450的形状与托架1430的形状类似,第二支撑杆1290同样设有四根,锁紧滑板1450的左右两侧分别穿设有两根第二支撑杆1290;锁紧滑板1450的中部设有向下凸出的连接孔1451,前端部锁紧装置1440通过螺栓连接于连接孔1451的孔壁上。第二支撑杆1290的两端分别与前端板1250和第二竖直板1240连接;第二伸缩油缸1270的固定端两端分别安装于第一竖直板1230和第二竖直板1240,第二伸缩油缸1270的伸缩端连接于锁紧滑板1450,第二伸缩油缸1270用于驱动锁紧滑板1450沿第二支撑杆1290滑动。
在本发明进一步的实施例中,前端部锁紧装置1440包括筒体1441,筒体1441一端与连接孔1451连接,另一端设有朝轴向开口的开口槽1442,开口槽1442与外部型腔1120的端部相匹配,用于对外部型腔1120的端部进行限位。外部型腔1120的端部设有四根轴向延伸出外部型腔1120端部的定位柱1123,筒体1441设有四个与定位柱1123相匹配的开口槽1442。筒体1441为一端开口的中空的圆柱,开口端朝向第二竖直板1240方向;筒体1441内安装有弹簧套筒1445,弹簧套筒1445内安装有弹簧基台1201、缓冲弹簧1446和顶柱1447,缓冲弹簧1446两端分别与弹簧基台1201和顶柱1447相抵,缓冲弹簧1446和顶柱1447穿设于弹簧套筒1445;顶柱1447用于与型芯组件1130的端部相抵,顶柱1447远离第二竖直板1240的一端穿设于弹簧套筒1445内,并与弹簧套筒1445朝向第二竖直板1240的端部相抵,弹簧套筒1445用于对顶柱1447进行限位,防止顶柱1447滑动。
需要了解的是,主推杆1400端部的尾端部锁紧装置1410与后端部锁件装置的结构一致。在中间接头模具1100放置于定位托架1210上之后,第二伸缩油缸1270将驱动前端部锁紧装置1440朝第二竖直板1240的方向滑动,使得前端部锁紧装置1440的筒体1441穿过第二竖直板1240,将外部型腔1120端部的定位柱1123穿入开口槽1442内,实现预定位,同时在中间接头模具1100移动过程中起到缓冲和承接中间接头模具1100重量的作用。如图3、图4所示,图3是主推杆1400动作之前各部件的位置示意图,图4是主推杆1400动作之后个部件的位置示意图。
在本发明的一些具体实施例中,前端板1250设有止位架1251,止位架1251朝远离第二竖直板1240的方向凸出,用于提供前端部锁紧装置1440的容纳空间,并对前端部锁紧装置1440进行行程限位。第二支撑杆1290两端分别连接于第二竖直板1240和止位架1251上。
在本发明的一些实施例中,拆装模台1300包括模台滑轨1310,模台滑轨1310的滑动方向与主推杆1400的滑动方向一致;模台滑轨1310上设有升降台1320,升降台1320用于承接外部型腔1120和型芯组件1130,升降台1320连接有能驱动其沿模台滑轨1310滑动的动力装置。具体的,如图6所示,模台滑轨1310上设有第五滑台1321,升降台1320与第五滑台1321连接,第五滑台1321连接有气缸用于驱动其沿模台滑轨1310滑动;升降台1320同样连接有气缸用于驱动其升降。由于外部型腔1120和型芯组件1130的重量较大,为了防止主推杆1400在将外部型腔1120和型芯组件1130推至拆装模台1300的过程中,主推杆1400会因为端部受力过大发生弯曲,因此在外部型腔1120和型芯组件1130被推至拆装模台1300之前,第五滑台1321将滑动至靠近第二竖直板1240的位置,当外部型腔1120和型芯组件1130的端部推至模台滑轨1310上方后,升降台1320上升,支撑起外部型腔1120和型芯组件1130,并随着外部型腔1120和型芯组件1130的滑动而移动。
可以理解的是,升降台1320设置为升降结构是为了不会对前端部锁紧装置1440的水平滑动造成阻碍。
在本发明的一些实施例中,外部型腔1120包括上型腔1121和下型腔1122;模台滑轨1310两侧设有锥块油缸1330,锥块油缸1330的输出端连接有锥块1331,锥块油缸1330用于驱动锥块1331移动至上下型腔1122的连接处,以分开上型腔1121和下型腔1122。具体的,如图12所示,上型腔1121和下型腔1122均设有两根定位柱1123,筒体1441上的开口槽1442同样设有四个。为了实现对型芯组件1130较好的密封,上型腔1121和下型腔1122的连接比较紧密,因此需要借助工具将两者从连接处分开。锥块油缸1330的同样为伸缩油缸,用于驱动锥块1331左右移动,锥块油缸1330设有四个,四个锥块油缸1330左右对称设置于外部型腔1120的两端侧;分开上型腔1121和下型腔1122时,四个锥块油缸1330同时动作,驱动锥块1331伸入上型腔1121和下型腔1122的连接处内。
在本发明进一步的实施例中,上型腔1121和下型腔1122均为半圆柱体形状,上型腔1121和下型腔1122的端部均设有凹陷部1124,凹陷部1124设于上型腔1121和下型腔1122的连接面,因此上型腔1121和下型腔1122的连接后,两者的凹陷部1124会形成一供锥块1331伸入的凹槽,锥块油缸1330动作驱动锥块1331伸入上型腔1121和下型腔1122的凹陷部1124形成的凹槽内,便于更快捷的分开上型腔1121和下型腔1122。锥块1331伸入凹槽内的端部成楔状,便于伸入。
在本发明进一步的实施例中,锥块1331的外周设有保护罩1350,锥块油缸1330未动作时,锥块1331完全被保护罩1350包覆;保护罩1350用于对锥块1331进行保护和行程限位。具体的,如图6所示,锥块1331的外周壁前后两侧均设有限位槽1332,两个限位槽1332对称设置;对应的,保护罩1350的前后方向均设有螺纹孔,螺纹孔内旋设有第一螺栓1351,第一螺栓1351穿过保护罩1350的壳体进入限位槽1332内,用于对锥块1331进行周向限位和轴向限位,使得锥块1331只能沿限位槽1332的长度方向,即左右方向移动。保护罩1350的上表面还设有条形孔1352,锥块1331的外周面设有一螺纹孔,螺纹孔的孔口朝上,螺纹孔内旋设有第二螺栓1333,第二螺栓1333被限制于条形孔1352内,锥块1331左右移动时,第二螺栓1333随之移动。第一螺栓1351和第二螺栓1333用于对锥块1331的移动路径长度进行限制,保护罩1350与锥块油缸1330为固定连接,第一螺栓1351设置于保护罩1350远离锥块油缸1330的一端,第二螺栓1333设置于锥块1331上靠近锥块油缸1330的一端;锥块1331朝远离锥块油缸1330的方向伸出至第二螺栓1333与条形孔1352右端的内壁相抵时,为锥块1331的最大伸出长度;锥块1331朝锥块油缸1330的方向缩回至第一螺栓1351与限位槽1332的右端槽壁相抵时,为锥块1331完全缩回的止点;综上,第一螺栓1351配合限位槽1332和第二螺栓1333配合条形孔1352实现对锥块1331的行程限位。
可以理解的是,限位槽1332也可以只设置一个。
在本发明的一些实施例中,模台滑轨1310的滑动方向两端均设有托举架1340,托举架1340底部连接有托举气缸1341,托举气缸1341用于驱动托举架1340升降以支撑外部型腔1120和型芯组件1130。具体的,如图6所示,托举架1340能够在托举气缸1341的驱动下向上伸出,且托举架1340设有供定位柱1123嵌入的凹槽,托举架1340向上伸出至与下型腔1122两端的定位柱1123接触,来实现对外部型腔1120和型芯组件1130的支撑和限位。由于升降台1320的顶部与下型腔1122表面接触的面为弧形,无法实现对下型腔1122的左右限位,因此通过托举架1340来对下型腔1122进行限位。
在本发明的一些具体实施例中,第二吊具2150用于将已经分离的上型腔1121、型芯组件1130和下型腔1122吊出拆装模台1300;因此外部型腔1120和型芯组件1130被推至拆装模台1300后,尾端部锁紧装置1410和前端部锁紧装置1440需要缩回以便于起吊装置起吊外部型腔1120和型芯组件1130,而升降台1320并不具备对下型腔1122进行左右方向定位的功能,因此托举架1340需要在尾端部锁紧装置1410和前端部锁紧装置1440还没有缩回之前,穿入尾端部锁紧装置1410或前端部锁紧装置1440内对定位柱1123进行支撑,因此,尾端部锁紧装置1410和前端部锁紧装置1440均设有供托举架1340穿过的穿行槽1443。
在本发明的一些实施例中,定位托架1210包括限位板1211和承重块1212,承重块1212设有多个且间隔设置,用于承接中间接头模具1100;限位板1211设有两个且沿主推杆1400的滑动方向分别设于外套1110的两端,限位板1211用于对外套1110进行轴向限位。具体的,如图5所示,承重块1212的上表面设有弧形槽,且弧形槽的弧度直径与中间接头模具1100的外套1110的直径大小一致,外套1110的外周面接触弧形槽的底部接触,对中间接头模具1100进行支撑和限位。限位板1211同样设有弧形槽,且弧形槽的直径大于外部型腔1120的直径,小于外套1110的直径,同时限位板1211的弧形槽要能够供尾端部锁紧装置1410穿过。
进一步的,限位板1211包括靠近第二竖直板1240的前限位板1211和靠近第一竖直板1230的后限位板1211,后限位板1211与基台1201连接,前限位板1211与第二竖直板1240连接,由于在主推杆1400推动外部型腔1120和型芯组件1130移动时,前限位板1211主要用于对外套1110进行限位,以完成外套1110和外部型腔1120的分离,因此前限位板1211受到较大的推力,需要对其进行强化;如果将前限位板1211底部与基台1201连接,前限位板1211远离第一竖直板1230的一端没有支撑,容易使得前限位板1211断裂或变形,因此,将前限位板1211与第二竖直板1240连接,可将前限位板1211收到的推力传递至第二竖直板1240,从而使得前限位板1211不易断裂或变形;再通过侧板将第二竖直板1240与尾端板1220连接,以使得第二竖直板1240、尾端板1220和侧板之间成为一个框型的整体,在增加第二竖直板1240的稳定性的同时,也能够使得第一支撑杆1280更加稳固。后限位板1211的作用是为了将外部型腔1120和型芯组件1130装入外套1110内时,对外套1110进行限位。
以上描述的是本发明的拆装主机台1000分离中间接头模具1100的外套1110与外部型腔1120、外部型腔1120与型芯组件1130的过程,需要了解的是,本发明的拆装主机台1000同样可以用来装配中间接头模具1100,即将外套1110、外部型腔1120和型芯组件1130按照与拆模相反的程序对三者进行拼装。首先是通过第二吊具2150分别将下型腔1122、型芯组件1130和上型腔1121吊入,先吊入下型腔1122,然后将型芯组件1130吊入下型腔1122内,最后将上型腔1121压盖于型芯组件1130上;然后尾端部锁紧装置1410和前端部锁紧装置1440均动作,分别与外部型腔1120的前后两端连接,然后第二伸缩油缸1270与第一伸缩油缸1260同步动作;此时,第二伸缩油缸1270用于提供推动外部型腔1120和型芯组件1130移动的动力,而第一伸缩油缸1260作为缓冲;第二伸缩油缸1270驱动外部型腔1120和型芯组件1130装入外套1110内。
需要了解的是,型芯组件1130不是一个等直径的圆柱体形状,而是呈圆台状,型芯组件1130一端的直径大于另外一端,同样的,外部型腔1120、外套1110均呈圆台状,装模或拆模过程中,型芯组件1130直径较小的一端朝后,即朝向尾端板1220的方向,型芯组件1130直径较大的一端朝向前端板1250方向,便于进行拆装。此外,在第二伸缩油缸1270动作之前,托举架1340与升降台1320均需要提前缩回,以免在前端部锁紧装置1440的移动路径上对其造成阻碍。
在本发明的一些实施例中,吊装门架2000包括架体2110,第一吊具2120和第二吊具2150均滑动安装于架体2110;如图1、图2所示,架体2110设有两个,两个架体2110沿前后方向连接在一起,两个架体2110分别用于安装第一吊具2120和第二吊具2150,每个架体2110包括四根支撑柱,四根支撑柱分别支撑于拆装主机台1000的左右两侧。架体2110的顶部设有左右方向延伸的滑轨,第一吊具2120和第二吊具2150均滑动安装于滑轨上,因此第一吊具2120和第二吊具2150的滑动方向均为左右滑动。定位托架1210一侧设有上料台1202,第一吊具2120设于定位托架1210上方,第一吊具2120用于抓取上料台1202上的中间接头模具1100并将其移动至定位托架1210;拆装模台1300两侧分别设有型腔清洗台1203和型芯托架1204,第二吊具2150设于拆装模台1300上方,第二吊具2150用于抓取拆装模台1300上的外部型腔1120和型芯组件1130,并将外部型腔1120移动至型腔清洗台1203,将型芯组件1130移动至型芯托架1204。具体的,上料台1202和型腔清洗台1203设于拆装主机台1000的同一侧,型芯托架1204设于靠近组件脱模系统3000的一侧,便于转运机构3400抓取型芯组件1130。拆模时,第一吊具2120是将上料台1202上的中间接头模具1100吊至定位托架1210上,第二吊具2150是将外部型腔1120和型芯组件1130分别吊至型腔清洗台1203和型芯托架1204上;装模时动作相反,第二吊具2150是将型腔清洗台1203上的外部型腔1120和型芯托架1204上的型芯组件1130吊至拆装模台1300上进行组装,第一吊具2120是将定位托架1210上已组装好外套1110的中间接头模具1100吊至上料台1202。
在本发明进一步的实施例中,两个架体2110上均设有齿条,第一吊具2120设有与齿条匹配的第一减速电机2121,第二吊具2150设有与齿条匹配的第二减速电机2155。两个减速电机的工作方式与原理一致,本文只对其中一个做出描述。第一减速电机2121的输出端设有与齿条相匹配的齿轮,第一减速电机2121通过驱动齿轮正转或反转来驱动第一吊具2120向左或向右移动。
在本发明的一些实施例中,第一吊具2120包括第一滑移横梁2130、吊具升降电机2133和第一机械手2140,第一滑移横梁2130滑动安装于架体2110;第一滑移横梁2130下部设有导轨箱2131,导轨箱2131设有竖直设置的第一导轨2132,第一机械手2140滑动安装于第一导轨2132;吊具升降电机2133安装于第一滑移横梁2130上表面,吊具升降电机2133的输出端连接有朝下延伸的丝杆,丝杆穿设于导轨箱2131,第一机械手2140与丝杆传动连接。具体的,如图8、图16所示,第一滑移横梁2130滑动安装于架体2110顶部的水平滑轨上,方向为左右滑动;第一导轨2132的延伸方向为竖直方向,第一机械手2140连接有吊装箱体2141,吊装箱体2141一侧滑动安装于第一导轨2132来实现与导轨箱2131体的连接,且吊装箱体2141与吊具升降电机2133的丝杆传动连接。第一机械手2140设有两个,两个第一机械手2140分别设于吊装箱体2141的下部前后两端,第一机械手2140包括短吊板2142和长吊板2143,短吊板2142和长吊板2143沿前后方向间隔设置,短吊板2142与长吊板2143之间设有活动板2144;长吊板2143和短吊板2142之间穿设有多根滑杆,多根滑杆从长吊板2143一侧穿入,穿过活动板2144,从短吊板2142穿出,活动板2144与滑杆通过螺栓固定连接。
在本发明进一步的实施例中,短吊板2142上设有第一吊装气缸2146,第一吊装气缸2146的固定端安装于短吊板2142上,伸缩端与活动板2144连接,用于驱动活动板2144在长吊板2143和短吊板2142之间水平滑动。活动板2144底部还设有承力杆2145,承力杆2145与滑杆为水平设置,活动板2144水平滑动时能带动承力杆2145前后移动;外套1110的轴向两端设有凸出其外周面的吊装块1112,吊装块1112上设有轴向设置的吊装孔1113,第一夹紧气缸驱动活动板2144移动时,活动板2144带动承力杆2145插入吊装孔1113内,然后吊具升降电机2133动作,将外套1110及其内的外部型腔1120和型芯组件1130吊起;第一减速电机2121安装于第一滑移横梁2130,第一减速电机2121动作,带动第一机械手2140将中间接头模具1100在定位托架1210和上料台1202之间移动。
在本发明的一些实施例中,第二吊具2150包括第二滑移横梁2160、U型架2151和第二机械手2170,第二滑移横梁2160滑动安装于架体2110,第二滑移横梁2160设有导轨架2161,U型架2151部分穿设于第二滑移横梁2160,且U型架2151两侧设有竖直的第二导轨2152,第二导轨2152上部与导轨架2161滑动连接,第二机械手2170与第二导轨2152下部滑动连接。具体的,如图9所示,导轨架2161固设于第二滑移横梁2160的上表面,导轨架2161设有两个且沿前后方向间隔设置;U型架2151的前后两侧的侧面均设有第二导轨2152,第二导轨2152的上部与导轨架2161滑动连接。第二机械手2170连接有吊装架2171,吊装架2171包括两块竖直板和一块水平板,两块竖直板前后方向间隔设置且底部与水平板固定连接,两块竖直板相对的两面与第二导轨2152的下部滑动连接,第二机械手2170设有两个,两个第二机械手2170分别设于水平板的前后两端。
第二减速电机2155安装于第二滑移横梁2160。
在本发明的进一步实施例中,第二吊具2150还包括一级气缸2153和二级气缸2154,二级气缸2154固定端安装于U型架2151,伸缩端向下穿过U型架2151与第二机械手2170连接,二级气缸2154用于驱动第二机械手2170升降;一级气缸2153固定端安装于第二滑移横梁2160,伸缩端向下穿过第二滑移横梁2160与二级气缸2154的固定端连接,一级气缸2153用于驱动U型架2151升降。具体的,如图9、图16所示,由上文可知,外部型腔1120包括上型腔1121和下型腔1122,型芯组件1130被包覆于上型腔1121和下型腔1122之间,拆模时吊装顺序为上型腔1121、型芯组件1130、下型腔1122,上型腔1121和型芯组件1130的起吊均通过二级气缸2154驱动机械手下降至同一高度,起吊下型腔1122时需要一级气缸2153和二级气缸2154同时动作,使第二机械手2170下降的更多。
在本发明的一些具体实施例中,第二机械手2170包括第二吊板2172,两块第二吊板2172沿前后方向间隔设置,两块第二吊板2172之间设有型腔吊件2173和型芯吊件2174。两块第二吊板2172之间穿设有多根滑杆,多根滑杆从一侧的第二吊板2172穿入,穿过型腔吊件2173或型芯吊件2174,从另一侧的第二吊板2172穿出,型腔吊件2173和型芯吊件2174均与滑杆通过螺栓固定连接。两组第二机械手2170前后相对的两侧均设有第二吊装气缸2175和第三吊装气缸2176,第二吊装气杆的固定端安装于第二吊板2172,伸缩端与型腔吊件2173连接,用于驱动型腔吊件2173在两块第二吊板2172之间水平移动;第三吊装气缸2176的固定端安装于第二吊板2172,伸缩端与型芯吊件2174连接,用于驱动型芯吊件2174在两块第二吊板2172之间水平移动。由上文可知,上型腔1121和下型腔1122的前后两端均设有两根定位柱1123,因此型腔吊件2173同样设有两个,两个型腔吊件2173的位置与两根定位柱1123的位置对应,型芯吊件2174设于两个型腔吊件2173之间。型腔吊件2173底部设有供定位柱1123穿过的孔,型芯吊件2174底部设有供型芯组件1130端部穿过的孔。
拆模吊装步骤:起吊上型腔1121时,二级气缸2154驱动第二机械手2170下降至上型腔1121两端的高度,第二吊装气缸2175收缩,驱动型腔吊件2173朝定位柱1123的方向移动,定位柱1123穿入型腔吊件2173后,二级气缸2154动作,驱动第二机械手2170上升,最后,第二减速电机2155驱动第二滑移横梁2160移动,带动第二机械手2170将上型腔1121放置于型腔清洗台1203上。起吊型芯组件1130时,二级气缸2154动作,驱动第二机械手2170下降至与起吊上型腔1121相同的高度,然后第三吊装气缸2176动作,驱动型芯吊件2174朝型芯组件1130的方向移动,型芯组件1130的端部穿入型芯吊件2174后,二级气缸2154动作,驱动第二机械手2170上升,最后,第二减速电机2155驱动第二滑移横梁2160移动,带动第二机械手2170将型芯组件1130放置于型芯托架1204上。起吊下型腔1122时,一级气缸2153和二级气缸2154同步动作,一级气缸2153驱动U型架2151连同二级气缸2154同时下降,二级气缸2154驱动第二机械手2170下降至下型腔1122两端定位柱1123的高度,第二吊装气缸2175收缩,驱动型腔吊件2173朝定位柱1123的方向移动,定位柱1123穿入型腔吊件2173后,一级气缸2153和二级气缸2154同时动作,驱动第二机械手2170上升,最后,第二减速电机2155驱动第二滑移横梁2160移动,带动第二机械手2170将上型腔1121放置于型腔清洗台1203上。
需要注意的是,型腔清洗台1203设有两个支架分别用于放置上型腔1121和下型腔1122,因此在放置上型腔1121和下型腔1122时不需要对其进行翻转。
在本发明的一些实施例中,组件脱模系统3000还包括底座3100,转运机构3400和拆卸机构均安装于底座3100;拆卸机构包括型腔拆卸机构3200和型芯拆卸机构3300;转运机构3400用于抓取型芯组件1130并将其转运至型腔拆卸机构3200或型芯拆卸机构3300。
在本发明的一些实施例中,底座3100设有第一滑轨3110,转运机构3400包括立柱3420和爪夹3450,爪夹3450与立柱3420活动连接,爪夹3450用于抓取型芯组件1130,立柱3420滑动安装于第一滑轨3110上,并连接有驱动装置能驱动其沿第一滑轨3110滑动;立柱3420滑动时能带动爪夹3450移动。
需要了解的是,如图16所示,型芯组件1130包括端部型腔1131、中间型芯1132、外屏蔽管1133、内屏蔽管1134、应力锥1135,内屏蔽管1134套设于中间型芯1132的中部,应力锥1135装入端部型腔1131,两个端部型腔1131分别设于中间型芯1132的两端,外屏蔽管1133包覆中间型芯1132在两端部型腔1131之间的位置;外部型腔1120包覆于外屏蔽管1133上。外套1110的外周面设有凸出的阀座1111,阀座1111与外屏蔽管1133内部连通,制造材料从阀座1111进入外屏蔽管1133与中间型芯1132外周面的间隙内,生成中间接头产品。
在本发明的一些实施例中,型腔拆卸机构3200包括型腔顶板3230、型腔底板3210和型腔滑杆3220,型腔顶板3230和型腔底板3210分别连接于型腔滑杆3220两端,型腔底板3210与底座3100连接;型腔顶板3230连接有上卡套3231,型腔底板3210安装有下卡套3211,上卡套3231和下卡套3211相对设置,分别用于对型芯组件1130两端的端部型腔1131进行限位。具体的,如图2、图10所示,型腔底板3210与型腔顶板3230的形状大小均一致,为矩形,型腔滑杆3220设有四根,四根型腔滑杆3220排列设置,分别设于型腔底板3210的四个角位置。上卡套3231和下卡套3211的结构也大致相同,上卡套3231包括套座3236和卡板3237,套座3236设有一卡位槽,卡板3237滑动安装于卡位槽内。下卡套3211同样包括套座3236和卡板3237,且安装方式与上卡套3231一致。如图16为中间接头模具1100的结构分解图,端部型腔1131设于型芯组件1130的两端,且端部型腔1131设有朝轴向延伸出的卡盘1136,拆卸端部型腔1131时,卡盘1136嵌入卡板3237内,卡板3237对卡盘1136进行径向限位。
在本发明的一些实施例中,上卡套3231连接有卡套升降气缸3251;型腔顶板3230上设有安装板3250和第一滑杆3240,第一滑杆3240一端与型腔顶板3230连接,另一端与安装板3250连接;卡套升降气缸3251安装于安装板3250上,卡套升降气缸3251的伸缩端与上卡套3231连接,用于驱动上卡套3231升降。具体的,第一滑杆3240同样设有四根,四根第一滑杆3240排列设置于型腔顶板3230上;安装板3250设于第一滑杆3240远离型腔顶板3230的一端,且安装板3250与型腔顶板3230平行设置。
在本发明的一些实施例中,型腔拆卸机构3200还包括第一滑板3290和上部套筒3232,第一滑板3290设于安装板3250与型腔顶板3230之间,多根第一滑杆3240穿过第一滑板3290与安装板3250连接,卡套升降气缸3251的伸缩端与第一滑板3290连接;上部套筒3232上下两端分别与第一滑板3290和上卡套3231连接,卡套升降气缸3251通过驱动第一滑板3290升降并最终带动上卡套3231升降。具体的,如图10所示,套座3236远离下卡套3211的一端连接有上部套筒3232,上部套筒3232一端与套座3236连接,另一端与第一滑板3290一侧面连接,卡套升降气缸3251的伸缩端与第一滑板3290另一侧面连接;卡套升降气缸3251通过伸缩端的伸出和缩回,驱动第一滑板3290升降,进而第一滑板3290带动上部套筒3232升降,从而带动了上卡套3231的升降。
在本发明的一些具体实施例中,上部套筒3232远离上卡套3231的一端与第一滑板3290活动连接。第一滑板3290底面设有一连接环3233,连接环3233与上部套筒3232同轴心设置,连接环3233与第一滑板3290通过螺栓固定连接。连接环3233中部设有一与上部套筒3232同轴心的通孔,且连接环3233径向设有与其中部通孔相通的销孔3235,销孔3235内穿设有卡销3234;上部套筒3232的端部穿入连接环3233中心的通孔内,卡销3234穿过销孔3235插入上部套筒3232内,实现上部套筒3232与第一滑板3290的连接。
在本发明进一步的实施例中,型腔顶板3230上表面还设有安装套筒3280,安装套筒3280为一中空的圆柱,安装套筒3280套设于上部套筒3232上,连接环3233套设于安装套筒3280外周侧。为了不影响上部套筒3232的升降,安装套筒3280外周侧设有与卡销3234位置对应的条形槽3281,卡销3234穿过条形槽3281与连接环3233连接。条形槽3281的长度方向为上下方向,不影响上部套筒3232与连接环3233的连接和上部套筒3232的升降。
在本发明的一些具体实施例中,如图10所示,上部套筒3232中心穿设有上顶针3260,上顶针3260连接有第一顶针气缸3261,第一顶针气缸3261固定端安装于安装套筒3280远离下卡套3211的一端,第一顶针气缸3261伸缩端与上顶针3260连接用于驱动上顶针3260升降。上顶针3260用于与中间型芯1132相抵,在卡套升降气缸3251驱动上卡套3231上升时,第一顶针气缸3261驱动上顶针3260下降,上顶针3260向下穿过上卡套3231并与中间型芯1132相抵,从而确保卡套升降气缸3251拉动端部型腔1131移动时不会带动型芯组件1130整体移动。
可以想见的是,下卡套3211内同样设有下顶针3270,下顶针3270连接有第二顶针气缸3271,第二顶针气缸3271固定端与型腔底板3210的底面连接,伸缩端与下顶针3270连接;但是下卡套3211不能进行升降,因此通过第二顶针气缸3271推动中间型芯1132上升来实现下部的端部型腔1131的拆卸。由于下部的端部型腔1131被下卡套3211限位,因此下顶针3270推动中间型芯1132上移时将使得下方的端部型腔1131与中间型芯1132脱离,完成下方的端部型腔1131的拆卸。然后转运机构3400抓取拆卸完上下端部型腔1131的型芯组件1130,并移送至型芯拆卸机构3300。
综上,端部型腔1131的拆卸步骤为:卡套升降气缸3251下降至设定位置,确保上卡套3231和下卡套3211之间的间距与型芯组件1130的长度一致,即转运机构3400抓取型芯组件1130水平推送入型腔拆卸机构3200内时,使得两端的端部型腔1131刚好能够分别卡入上卡套3231和下卡套3211内。然后第一顶针气缸3261驱动上顶针3260与中间型芯1132相抵,接着卡套升降气缸3251上升,将上方的端部型腔1131拆出。上方的端部型腔1131拆出之后,第二顶针气缸3271驱动下顶针3270上升,从而将下方的端部型腔1131拆出,然后转运机构3400抓取拆卸完上下端部型腔1131的型芯组件1130,并移送至型芯拆卸机构3300进行型芯的拆除。
在本发明的一些实施例中,型芯拆卸机构3300包括型芯顶板3330、型芯底板3310和型芯滑杆3320,型芯底板3310安装有支撑座3340,支撑座3340用于支撑拆卸完端部型腔1131后的型芯组件1130;型芯顶板3330连接有型芯拉杆3350,型芯拉杆3350用于与中间型芯1132连接以拔出中间型芯1132。具体的,如图2、图11所示型芯滑杆3320同样设有四根,四根型芯滑杆3320排列设置于型芯底板3310上,型芯顶板3330与型芯底板3310的大小形状一致且两者平行设置。转运机构3400抓取拆卸完上下端部型腔1131的型芯组件1130,并将其一端放置于支撑座3340上,支撑座3340对其进行支撑和径向限位,使其不会倾倒。然后型芯拉杆3350与中间型芯1132连接,将中间型芯1132拔出。支撑座3340内设有缓冲装置,将型芯组件1130放置于支撑座3340上时用于对型芯组件1130进行缓冲。
在本发明的一些具体实施例中,型芯顶板3330上表面设有第二滑杆3360,第二滑杆3360设有四根,四根第二滑杆3360排列设置,四根第二滑杆3360一端与型芯顶板3330连接,另一端通过一固定板将四根第二滑杆3360进行固定。第二滑杆3360上设有第二滑板3370,四根第二滑杆3360均穿设于第二滑板3370,第二滑板3370设于固定板与型芯顶板3330之间,并能相对第二滑杆3360升降,型芯拉杆3350一端与第二滑板3370连接,另一端穿过型芯顶板3330与中间型芯1132连接。如图2、图11所示,型芯顶板3330底面还连接有拉杆升降油缸3351,拉杆升降油缸3351的固定端与型芯顶板3330连接,伸缩端穿过型芯顶板3330与第二滑板3370连接,用于驱动第二滑杆3360升降,进而带动型芯拉杆3350升降。
需要了解的是,型芯拉杆3350远离第二滑板3370的一端与中间型芯1132通过孔销连接。如图11所示,型芯拉杆3350远离第二滑板3370的一端连接有连接杆3353,连接杆3353两端均设有供销穿过的孔,连接杆3353一端与型芯拉杆3350孔销连接,另一端与中间型芯1132孔销连接。如图16所示,中间型芯1132端部设有供销穿过的孔;如图11所示,连接杆3353外周套设有复位弹簧3354,复位弹簧3354外周套设有连接头3352,连接杆3353外周设有轴肩,复位弹簧3354一端与连接杆3353的轴肩相抵,另一端与连接头3352的内底壁相抵。型芯顶板3330下表面还设有挡圈3331用于拆卸中间型芯1132时与型芯组件1130相抵。拆卸中间型芯1132时,拉杆升降油缸3351先驱动型芯拉杆3350上升,然后转运机构3400抓取型芯组件1130将其一端放置于支撑座3340上,然后转运机构3400将型芯组件1130竖直放置于支撑座3340,然后拉杆升降油缸3351收缩,带动型芯拉杆3350下降,并通过人工将销插入中间型芯1132和型芯拉杆3350以将两者连接,然后拉杆升降油缸3351伸出,驱动型芯拉杆3350上升,由于设有挡圈3331与应力锥1135相抵,因此型芯拉杆3350上升将中间型芯1132拔出。
需要注意的是,挡圈3331与支撑座3340之间的间距大于型芯组件1130的长度,以便于将型芯组件1130放入。
在本发明的一些实施例中,型芯底板3310上设有第四滑轨3311,第四滑轨3311上安装有能沿其水平滑动的第四滑台3312,支撑座3340安装于第四滑台3312;型芯底板3310还设有用于对第四滑台3312进行行程限位的限位结构。具体的,第四滑轨3311从四根第二滑杆3360围成的矩形范围向外延伸,延伸方向为前后方向;拔出中间型芯1132之后,操作人员通过滑动第四滑台3312将型芯组件1130向后滑出四根第二滑杆3360围成的矩形范围,移动至便于操作的位置以将型芯组件1130中的中间接头产品取出。如图12所示,限位结构包括前止块3313和后止块3314,前止块3313和后止块3314分别设于靠近型芯底板3310前后两端的位置,前止块3313和后止块3314安装于型芯底板3310并向上凸出,以对第四滑台3312进行阻挡来实现对第四滑台3312的行程限位。
在本发明进一步的实施例中,第四滑台3312还设有插销3315,插销3315用于对第四滑台3312进行位置固定。插销3315设于第四滑台3312的一端,型芯底板3310设有供插销3315插入的孔或槽,插销3315与第四滑台3312连接,插销3315插入型芯底板3310后,第四滑台3312将无法再继续滑动。但是,插销3315只能对第四滑台3312的两个位置进行固定,第一位置是第四滑台3312与前止块3313相抵的位置,用于供型芯组件1130放入支撑座3340以拔出中间型芯1132;第二位置是第四滑台3312与后止块3314相抵的位置,便于工作人员对拔出中间型芯1132后的型芯组件1130进行操作。
在本发明的一些实施例中,第一滑轨3110上滑动安装有第一滑台3111,第一滑台3111上设有第二滑轨3120,第二滑轨3120上滑动安装有第二滑台3121,立柱3420安装于第二滑台3121;驱动装置为第一油缸3130和第二油缸3140,第一油缸3130固定端与底座3100连接,伸缩端与第一滑台3111连接;第二油缸3140的固定端与第一滑台3111连接,伸缩端与第二滑台3121连接。具体的,如图13所示,第一滑轨3110的延伸方向为左右方向,第二滑轨3120的延伸方向为前后方向,通过第一油缸3130和第二油缸3140的配合,使立柱3420能水平滑动至任意位置。
在本发明的一些实施例中,立柱3420底部设有第一转盘3410,第一转盘3410安装于第二滑台3121;第一转盘3410连接有动力装置用于驱动其水平转动,第一转盘3410转动时能带动立柱3420旋转。具体的,动力装置为第一伺服电机3411,第一转盘3410内设有齿轮,第一伺服电机3411的输出端设有齿杆与齿轮啮合,通过第一伺服电机3411旋转带动齿杆转动,进而带动齿轮转动来实现立柱3420的旋转。进一步的,第一转盘3410内还设置有电磁离合器作为刹车系统,以防止立柱3420在旋转过程中由于惯性摆动。使用电磁离合器作为刹车系统为本技术领域的常规技术,不做赘述。
在本发明的一些实施例中,转运机构3400还包括转运旋臂3430,立柱3420设有竖直的第三滑轨3421,第三滑轨3421上滑动连接有第三滑台3422,转运旋臂3430与第三滑台3422连接;立柱3420顶部设有旋臂升降电机3423,旋臂升降电机3423输出轴与转运旋臂3430传动连接,旋臂升降电机3423用于驱动转运旋臂3430升降。
在本发明的一些具体实施例中,转运旋臂3430包括箱体3431、第二转盘3432和臂杆3434,箱体3431安装于第三滑台3422并与旋臂升降电机3423传动连接,第二转盘3432安装于箱体3431背离立柱3420的一侧,臂杆3434与第二转盘3432连接;第二转盘3432连接有动力机构用于驱动其转动,第二转盘3432转动能带动臂杆3434转动;臂杆3434远离立柱3420第二转盘3432的一端连接有爪臂3440;爪夹3450设有多个,多个爪夹3450间隔设置于爪臂3440。具体的,如图14所示,箱体3431一侧与第三滑台3422固定连接,箱体3431与旋臂升降电机3423的输出轴通过丝杆传动连接。旋臂升降电机3423的输出轴连接有朝下延伸的丝杆,丝杆穿设于箱体3431,与箱体3431传动连接,通过旋臂升降电机3423的正转和反转,来带动箱体3431上升或下降,进而带动转运旋臂3430的上升或下降。驱动第二转盘3432转动的动力机构为第二伺服电机3433,第二转盘3432内同样设有齿轮,第二伺服电机3433通过传动齿轮旋转来实现臂杆3434的旋转,臂杆3434旋转能带动爪臂3440同步转动。
在本发明进一步的施例中,爪夹3450设有两种,一种是指抓式夹取型,另一种是环抱式夹取型,指抓式夹取型爪夹3450设有两个且分别设于爪臂3440的上下两端,怀抱式夹取型爪夹3450设有三个,间隔设于爪臂3440中部。爪夹3450包括用于夹紧的两根夹指3451,指抓式夹取型爪夹3450的两根夹指3451为直杆,用于夹取的夹指3451相对的两侧设有凹槽以供端部型腔1131的卡盘1136嵌入,怀抱式夹取型爪夹3450用于夹取型芯组件1130的外周面,其用于夹取的两根夹指3451为弧形杆。但是指抓式夹取型和环抱式夹取型的开合驱动结构一致。如图15所示,爪夹3450还包括中间杆3452、凸块3453和盖板3454,中间杆3452设有两个,分别与两根夹指3451连接;中间杆3452两端分别与夹指3451和凸块3453铰接,两个中间杆3452分别铰接于凸块3453两端,凸块3453中间连接有夹取气缸3455,夹取气缸3455驱动凸块3453伸缩移动,进而带动两个中间杆3452分开或合拢,更进一步的带动两根夹指3451夹紧或松开型芯组件1130。盖板3454包括上盖板和下盖板,上盖板和下盖板分别压盖于凸块3453上下两侧,且上盖板和下盖板均与爪臂3440连接,以对凸块3453和中间杆3452进行限位。
转运机构3400的运动路径为:如图2所示,由于一开始型芯组件1130为水平放置于转运机构3400右侧的型芯托架1204上,因此转运机构3400先是通过第一油缸3130和第二油缸3140驱动立柱3420和爪臂3440移动至型芯组件1130附近,旋臂升降电机3423驱动转运旋臂3430调整高度,然后第一伺服电机3411和第二伺服电机3433分别驱动立柱3420和爪臂3440旋转,夹取气缸3455驱动爪夹3450打开,第一油缸3130驱动立柱3420移动,进而带动爪夹3450朝型芯组件1130的方向移动;爪夹3450移动至型芯组件1130位于爪夹3450的两根夹指3451内后,夹取气缸3455驱动爪夹3450夹紧型芯组件1130,然后第一油缸3130动作缩回,接着第二伺服电机3433驱动爪臂3440旋转,将型芯组件1130从水平状态旋转至竖直状态;第一油缸3130驱动立柱3420移动至与型腔拆卸机构3200相对应的位置后,旋臂升降电机3423驱动转运旋臂3430调整高度,第一伺服电机3411驱动立柱3420旋转,使爪臂3440朝向型腔拆卸机构3200方向,然后第二油缸3140动作,将型芯组件1130送入型腔拆卸机构3200内,然后夹取气缸3455驱动爪夹3450松开、第二油缸3140驱动立柱3420缩回。端部型腔1131拆除之后,转运机构3400将型芯组件1130从型腔拆卸机构3200中取出并送至型芯拆卸机构3300内,以完成中间型芯1132的拆除。
在本发明的一些实施例中,组件脱模系统3000还包括下料起重机3500。如图1、图2所示,下料起重机3500设于型芯拆卸机构3300的后端,用于起吊拆卸完中间型芯1132后的型芯组件1130,通过人工将型芯组件1130内的中间接头产品取出。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
Claims (10)
1.一种中间接头装脱模设备,用于对中间接头模具(1100)进行脱模,中间接头模具(1100)包括型芯组件(1130)、外部型腔(1120)和外套(1110),中间接头产品成型于型芯组件(1130)内,外部型腔(1120)包覆于型芯组件(1130)外周面,外套(1110)包覆于外部型腔(1120);其特征在于,包括:
拆装主机台(1000),包括机架(1200),机架(1200)上设有主推杆(1400)、定位托架(1210)和拆装模台(1300),主推杆(1400)活动安装于机架(1200)并连接有驱动其移动的驱动装置,主推杆(1400)用于将中间接头模具(1100)从定位托架(1210)推至拆装模台(1300),以完成所述外套(1110)和所述外部型腔(1120)的分离;所述拆装模台(1300)用于分离所述外部型腔(1120)和所述型芯组件(1130);
吊装门架(2000),包括位于所述机架(1200)上方的第一吊具(2120)和第二吊具(2150),所述第一吊具(2120)用于吊装所述定位托架(1210)上的中间接头模具(1100),所述第二吊具(2150)用于吊装所述拆装模台(1300)上的所述外部型腔(1120)和所述型芯组件(1130);
组件脱模系统(3000),包括转运机构(3400)和拆卸机构,所述转运机构(3400)用于抓取所述型芯组件(1130)并将其送至所述拆卸机构,所述拆卸机构用于拆卸所述型芯组件(1130)。
2.根据权利要求1所述的一种中间接头装脱模设备,其特征在于:所述机架(1200)设有间隔设置的尾端板(1220)、第一竖直板(1230)、第二竖直板(1240)和前端板(1250),所述前端板(1250)和所述尾端板(1220)分别设于所述机架(1200)前后两端,所述第一竖直板(1230)和所述第二竖直板(1240)设于所述机架(1200)中间;所述定位托架(1210)设于所述第一竖直板(1230)和所述第二竖直板(1240)之间,所述拆装模台(1300)设于所述第二竖直板(1240)与所述前端板(1250)之间,所述主推杆(1400)滑动穿设于所述第一竖直板(1230);所述尾端板(1220)设有主推油缸(1221),所述主推油缸(1221)用于推动所述主推杆(1400)移动。
3.根据权利要求2所述的一种中间接头装脱模设备,其特征在于:所述拆装模台(1300)包括模台滑轨(1310),所述模台滑轨(1310)上滑动安装有升降台(1320),所述升降台(1320)连接有能驱动其沿所述模台滑轨(1310)滑动的动力装置;所述模台滑轨(1310)的滑动方向与所述主推杆(1400)的滑动方向一致,所述升降台(1320)用于承接所述外部型腔(1120)和包覆于其内的所述型芯组件(1130)。
4.根据权利要求3所述的一种中间接头装脱模设备,其特征在于:所述外部型腔(1120)包括上型腔(1121)和下型腔(1122);所述滑轨两侧设有锥块油缸(1330),所述锥块油缸(1330)输出端连接有锥块(1331),所述锥块油缸(1330)用于驱动所述锥块(1331)移动至上型腔(1121)与下型腔(1122)的连接处,以分开所述上型腔(1121)和所述下型腔(1122)。
5.根据权利要求1所述的一种中间接头装脱模设备,其特征在于:所述吊装门架(2000)包括架体(2110),所述第一吊具(2120)和所述第二吊具(2150)均滑动安装于所述架体(2110);所述定位托架(1210)一侧设有上料台(1202),所述第一吊具(2120)设于所述定位托架(1210)上方,所述第一吊具(2120)用于抓取所述上料台(1202)上的中间接头模具(1100)并将其移动至所述定位托架(1210);所述拆装模台(1300)两侧分别设有型腔清洗台(1203)和型芯托架(1204),所述第二吊具(2150)设于所述拆装模台(1300)上方,所述第二吊具(2150)用于抓取所述拆装模台(1300)上的所述外部型腔(1120)和所述型芯组件(1130),并将所述外部型腔(1120)移动至所述型腔清洗台(1203),将所述型芯组件(1130)移动至所述型芯托架(1204)。
6.根据权利要求5所述的一种中间接头装脱模设备,其特征在于:所述第一吊具(2120)包括第一滑移横梁(2130)、吊具升降电机(2133)和第一机械手(2140),所述第一滑移横梁(2130)滑动安装于所述架体(2110);所述第一滑移横梁(2130)下部设有导轨箱(2131),所述导轨箱(2131)设有竖直设置的第一导轨(2132),所述第一机械手(2140)滑动安装于所述第一导轨(2132);所述吊具升降电机(2133)安装于所述第一滑移横梁(2130)上表面,所述吊具升降电机(2133)的输出端连接有朝下延伸的丝杆,所述丝杆穿设于所述导轨箱(2131),所述第一机械手(2140)与所述丝杆传动连接。
7.根据权利要求6所述的一种中间接头装脱模设备,其特征在于:所述第二吊具(2150)包括第二滑移横梁(2160)、U型架(2151)和第二机械手(2170),所述第二滑移横梁(2160)滑动安装于所述架体(2110),所述第二滑移横梁(2160)设有导轨架(2161),所述U型架(2151)部分穿设于所述第二滑移横梁(2160),且所述U型架(2151)两侧设有竖直的第二导轨(2152),所述第二导轨(2152)上部与所述导轨架(2161)滑动连接,所述第二机械手(2170)与所述第二导轨(2152)下部滑动连接。
8.根据权利要求7所述的一种中间接头装脱模设备,其特征在于:所述第二吊具(2150)还包括一级气缸(2153)和二级气缸(2154),所述二级气缸(2154)固定端安装于所述U型架(2151),伸缩端向下穿过所述U型架(2151)与所述第二机械手(2170)连接,所述二级气缸(2154)用于驱动所述第二机械手(2170)升降;所述一级气缸(2153)固定端安装于所述第二滑移横梁(2160),伸缩端向下穿过所述第二滑移横梁(2160)与所述二级气缸(2154)的固定端连接,所述一级气缸(2153)用于驱动所述U型架(2151)升降。
9.根据权利要求1所述的一种中间接头装脱模设备,其特征在于:所述组件脱模系统(3000)还包括底座(3100),所述转运机构(3400)和所述拆卸机构均安装于所述底座(3100);所述拆卸机构包括型腔拆卸机构(3200)和型芯拆卸机构(3300);所述转运机构(3400)用于抓取所述型芯组件(1130)并将其转运至所述型腔拆卸机构(3200)或所述型芯拆卸机构(3300)。
10.根据权利要求9所述的一种中间接头装脱模设备,其特征在于:所述底座(3100)设有第一滑轨(3110),所述转运机构(3400)包括立柱(3420)和爪夹(3450),所述爪夹(3450)与所述立柱(3420)活动连接,所述爪夹(3450)用于抓取所述型芯组件(1130),所述立柱(3420)滑动安装于所述第一滑轨(3110)上,并连接有驱动装置能驱动其沿所述第一滑轨(3110)滑动;所述立柱(3420)滑动时能带动所述爪夹(3450)移动。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110370456.7A CN113510882B (zh) | 2021-04-07 | 2021-04-07 | 一种中间接头装脱模设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110370456.7A CN113510882B (zh) | 2021-04-07 | 2021-04-07 | 一种中间接头装脱模设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113510882A true CN113510882A (zh) | 2021-10-19 |
| CN113510882B CN113510882B (zh) | 2023-04-11 |
Family
ID=78062316
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110370456.7A Active CN113510882B (zh) | 2021-04-07 | 2021-04-07 | 一种中间接头装脱模设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113510882B (zh) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0295617U (zh) * | 1989-01-14 | 1990-07-30 | ||
| US5470221A (en) * | 1994-03-23 | 1995-11-28 | Broadway Companies, Inc. | Compact core and ejector assembly |
| CN102328366A (zh) * | 2011-08-30 | 2012-01-25 | 台州市黄岩炜大塑料机械有限公司 | 四通扩口管接头模具脱模机构 |
| CN204278339U (zh) * | 2014-12-11 | 2015-04-22 | 廖伟城 | 空心砌块成型机的分段式模芯 |
| CN204525941U (zh) * | 2015-03-31 | 2015-08-05 | 科耐特电缆附件股份有限公司 | 一种液态硅橡胶电缆附件的注射成型硫化系统 |
| CN107263822A (zh) * | 2017-08-02 | 2017-10-20 | 威海恒科精工有限公司 | 注塑模具延长顶出行程装置 |
| WO2018036948A1 (de) * | 2016-08-25 | 2018-03-01 | Gkn Driveline International Gmbh | Verfahren zu einer zumindest teilweisen extraktion eines formkernes aus einem spritzgusswerkzeug und spritzgusswerkzeug |
| CN109940795A (zh) * | 2019-03-21 | 2019-06-28 | 上海三原电缆附件有限公司 | 电缆中间接头橡胶件的内模自动装脱模装置 |
| CN109940796A (zh) * | 2019-03-21 | 2019-06-28 | 上海三原电缆附件有限公司 | 电缆中间接头橡胶件的外模自动装脱模装置 |
-
2021
- 2021-04-07 CN CN202110370456.7A patent/CN113510882B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0295617U (zh) * | 1989-01-14 | 1990-07-30 | ||
| US5470221A (en) * | 1994-03-23 | 1995-11-28 | Broadway Companies, Inc. | Compact core and ejector assembly |
| CN102328366A (zh) * | 2011-08-30 | 2012-01-25 | 台州市黄岩炜大塑料机械有限公司 | 四通扩口管接头模具脱模机构 |
| CN204278339U (zh) * | 2014-12-11 | 2015-04-22 | 廖伟城 | 空心砌块成型机的分段式模芯 |
| CN204525941U (zh) * | 2015-03-31 | 2015-08-05 | 科耐特电缆附件股份有限公司 | 一种液态硅橡胶电缆附件的注射成型硫化系统 |
| WO2018036948A1 (de) * | 2016-08-25 | 2018-03-01 | Gkn Driveline International Gmbh | Verfahren zu einer zumindest teilweisen extraktion eines formkernes aus einem spritzgusswerkzeug und spritzgusswerkzeug |
| CN107263822A (zh) * | 2017-08-02 | 2017-10-20 | 威海恒科精工有限公司 | 注塑模具延长顶出行程装置 |
| CN109940795A (zh) * | 2019-03-21 | 2019-06-28 | 上海三原电缆附件有限公司 | 电缆中间接头橡胶件的内模自动装脱模装置 |
| CN109940796A (zh) * | 2019-03-21 | 2019-06-28 | 上海三原电缆附件有限公司 | 电缆中间接头橡胶件的外模自动装脱模装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113510882B (zh) | 2023-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2007132198A1 (en) | Pressure casting apparatus, system and methods | |
| CN110586729A (zh) | 一种长轴类复杂冲压件自动冲压装置 | |
| CN110788259A (zh) | 一种吊弦线自动化加工系统 | |
| CN114572676B (zh) | 一种铜管的夹持上料装置 | |
| CN113510882B (zh) | 一种中间接头装脱模设备 | |
| CN115582807A (zh) | 一种永磁电机定子与转子装配装置及装配方法 | |
| CN113001136A (zh) | 一种塔式起重机标准节销轴自动装卸系统 | |
| CN114654560B (zh) | 一种板材模具用隔板及隔板自动调节装置 | |
| CN215619438U (zh) | 一种中间接头模具的端部型腔和型芯脱模系统 | |
| CN218504988U (zh) | 一种方便与模具分离和安装的模架 | |
| CN201161450Y (zh) | 玻璃钢电缆保护管脱模机 | |
| CN113459388B (zh) | 注胶件的上下料装置及橡胶注射设备 | |
| CN113085067A (zh) | 一种中间接头模具的端部型腔和型芯脱模系统 | |
| CN112743047B (zh) | 一种用于夹持轻量化车桥砂芯的砂芯夹具以及自动下芯机器人 | |
| CN212712443U (zh) | 预脱模设备 | |
| CN213944386U (zh) | 一种金属桶自动塑型装置 | |
| CN114850837A (zh) | 一种管材脱套设备及管材的脱模方法、管材的套模方法 | |
| CN210126172U (zh) | 一种200公斤以上重型酒坛陶产品揭模系统 | |
| CN109940795B (zh) | 电缆中间接头橡胶件的内模自动装脱模装置 | |
| CN210756304U (zh) | 轴承用内圈、外圈分离结构 | |
| CN208513515U (zh) | 自动上料的插脚冲压装置 | |
| CN113042707A (zh) | 一种镁合金棒材自动化成型装置 | |
| CN211362830U (zh) | 一种脱模上架设备 | |
| CN221641289U (zh) | 一种混凝土试块自动脱模装置 | |
| CN219637091U (zh) | 一种用于模压玻璃非球面镜片的外径环取出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |