CN113458166B - 一种带螺旋肋包壳管的冷拔成形装置及成形方法 - Google Patents
一种带螺旋肋包壳管的冷拔成形装置及成形方法 Download PDFInfo
- Publication number
- CN113458166B CN113458166B CN202110741764.6A CN202110741764A CN113458166B CN 113458166 B CN113458166 B CN 113458166B CN 202110741764 A CN202110741764 A CN 202110741764A CN 113458166 B CN113458166 B CN 113458166B
- Authority
- CN
- China
- Prior art keywords
- section
- cold drawing
- tube
- forming
- tube blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C1/00—Manufacture of metal sheets, metal wire, metal rods, metal tubes by drawing
- B21C1/16—Metal drawing by machines or apparatus in which the drawing action is effected by other means than drums, e.g. by a longitudinally-moved carriage pulling or pushing the work or stock for making metal sheets, bars, or tubes
- B21C1/22—Metal drawing by machines or apparatus in which the drawing action is effected by other means than drums, e.g. by a longitudinally-moved carriage pulling or pushing the work or stock for making metal sheets, bars, or tubes specially adapted for making tubular articles
- B21C1/24—Metal drawing by machines or apparatus in which the drawing action is effected by other means than drums, e.g. by a longitudinally-moved carriage pulling or pushing the work or stock for making metal sheets, bars, or tubes specially adapted for making tubular articles by means of mandrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C3/00—Profiling tools for metal drawing; Combinations of dies and mandrels
- B21C3/02—Dies; Selection of material therefor; Cleaning thereof
- B21C3/04—Dies; Selection of material therefor; Cleaning thereof with non-adjustable section
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E30/00—Energy generation of nuclear origin
- Y02E30/30—Nuclear fission reactors
Abstract
本发明涉及金属塑性成形工艺与装备技术领域,提供了一种带螺旋肋包壳管的冷拔成形装置及成形方法,所述成形装置包括芯杆单元、模具、冷拔单元和机架;芯杆单元包括芯棒和丝杠;芯棒用于带螺旋肋包壳管内径的精确成形;芯棒安装在丝杠上,丝杠固定在所述机架上;模具整体为中空结构,包括依次邻接的咬入段、减径段和成形段;咬入段引导管坯进入模具,减径段用于管坯外径的逐渐减小,成形段用于螺旋肋包壳管的截面成形;冷拔单元用于对管坯进行冷拔,管坯在冷拔过程中能沿径向自由旋转。所述成形方法包括管坯准备、润滑处理、冷拔成形和成品管处理。本发明装置整体结构简单,生产成本低,所用工艺生产效率高,成品质量好、精度高、综合性能优异。
Description
技术领域
本发明涉及金属塑性成形工艺与装备技术领域,特别涉及一种带螺旋肋包壳管的冷拔成形装置及成形方法。
背景技术
燃料元件包壳材料是堆芯的重要结构材料,其主要作用是保护燃料芯块不受冷却剂的腐蚀;避免包壳中裂变物质的外泄,使冷却剂免受污染;保持燃料元件的几何形状并使之有足够的强度和刚性。包壳在服役过程中,在包壳管的外壁存在大量冷却剂,使之受到较大的压力和腐蚀的影响。在包壳服役期间要保证燃料元件没有破损及包壳的完整性,是保证反应堆正常经济和高效运行的重要前提和主要限制因素。
授权公告号为CN 203055470 U的中国实用新型专利公开了一种燃料棒径向定位的带肋包壳管,包括包壳管本体,包壳管本体整体呈圆筒状,其内部为空腔结构,在所述包壳管本体的外部侧壁上至少设置一条凸出于其外表面的肋条,所述肋条和包壳管本体为一体结构。上述实用新型专利指出的带螺旋肋包壳管能够增强结构稳定性、节省结构材料、提高燃料体积所占份额、促进流体搅混、增强冷却剂的传热性能。但未提及如何设计制造满足该性能要求的带螺旋肋包壳管。
目前,现有的核燃料用包壳管的成形方式是通过点焊将不锈钢丝螺旋缠于管坯外侧,而该方式缠绕的不锈钢丝,首先无法做到一体成型、生产效率低、表面尺寸差,其次无法满足在高温高压下正常工作的条件,使用寿命低,隔离失效后重新更换成本较高,产生的污染严重。
发明内容
本发明的目的就是至少克服现有技术的不足之一,提供了一种带螺旋肋包壳管的冷拔成形装置及成形方法,该成形装置结构简单,提高加工制造过程中的材料利用率,降低加工成本,提高生产效率,提高使用寿命。
本发明采用如下技术方案:
一种带螺旋肋包壳管的冷拔成形装置,包括芯杆单元、模具、冷拔单元和机架;
所述芯杆单元,包括芯棒和丝杠;所述芯棒用于带螺旋肋包壳管内径的精确成形;所述芯棒安装在所述丝杠上,所述丝杠固定在所述机架上;
所述模具,整体为中空结构,包括依次邻接的咬入段、减径段和成形段;所述咬入段引导管坯进入所述模具,所述减径段用于管坯外径的逐渐减小,所述成形段用于螺旋肋包壳管的截面成形;
所述冷拔单元,用于对管坯进行冷拔;管坯在冷拔过程中能沿径向自由旋转;
所述芯杆单元、模具、冷拔单元均由机架承载。
如上所述的任一可能的实现方式,进一步提供一种实现方式,所述模具安装在法兰内,采用平键限制模具的径向转动,用于对带螺旋肋包壳管进行减径与异形截面成形;法兰安装在机架上,通过端盖限制模具与法兰的轴向位移。
如上所述的任一可能的实现方式,进一步提供一种实现方式,所述咬入段和减径段均设置有用于引导管坯沿其轴线方向移动的斜槽,所述成形段设置带有设定螺距的导程。咬入段和减径段带有斜槽,可引导管坯外径逐渐减小,直至与成形段入口处的轮廓吻合;成形段带有一定螺距的导程,控制管坯外径处金属向螺旋导程处流动,促使管坯外侧出现螺旋肋。
如上所述的任一可能的实现方式,进一步提供一种实现方式,所述芯棒为实心结构,所述芯棒的一端设置依次邻接的入口段、定径段和出口段;所述入口段和出口段均具有一定的锥度,由于前后两端具有一定锥度,可以增加带入芯棒定径段与管坯内壁接触的润滑油,减小摩擦力;所述定径段为水平段,所述定径段的直径与成品管的内径相同;所述芯棒的另一端与所述丝杠固定连接。
如上所述的任一可能的实现方式,进一步提供一种实现方式,所述定径段的长度在1mm-3mm之间,可以减小拉拔力。
如上所述的任一可能的实现方式,进一步提供一种实现方式,所述丝杠的一端设置有内螺纹,所述芯棒与丝杠连接的一端设置有外螺纹,所述丝杠和芯棒通过螺纹连接;所述丝杠的另一端通过螺母(例如M16螺母)固定于机架,螺母(例如M16螺母)能调整所述丝杠的前进与后退,进而调整所述芯棒的定位。
如上所述的任一可能的实现方式,进一步提供一种实现方式,所述冷拔单元包括夹头,所述夹头用于夹持管坯端部,所述夹头依次通过连接头、连接件、套筒安装在电动推杆上,冷拔时带动穿过所述模具的管坯做水平运动;连接件通过推力球轴承与套筒连接,保证拉拔时管坯在径向的自由转动。设定电动推杆冷拔速度和行程后,通过安装在机架上的电动推杆,控制夹头使管坯在模具与芯棒的共同作用下实现带螺旋肋包壳管的冷拔成形。
如上所述的任一可能的实现方式,进一步提供一种实现方式,所述连接件一端通过内螺纹与电动推杆相连,另一端通过内螺纹与带有外螺纹的套筒相连;连接头一端穿过推力球轴承被固定在套筒内,另一端与夹头通过销连接,以实现夹头在径向方向的自由旋转,进而匹配通过带有导程模具后的管坯在径向方向的位移。
另一方面,本发明提供了一种带螺旋肋包壳管的冷拔成形方法,使用上述的带螺旋肋包壳管的冷拔成形装置,所述方法包括:
S1、管坯准备:对固溶处理后的管坯进行打头处理;
S2、润滑处理:对经过步骤S1处理的管坯、模具、芯棒进行冷拔前润滑处理;
S3、冷拔成形:将润滑处理后的管坯的打头端穿过模具,与冷拔单元连接,芯棒插入管坯的未打头端,设定冷拔单元的冷拔速度和行程,对管坯进行冷拔成形,得到成品管;
S4、成品管处理:将成品管的头部切除,对成品管内外表面进行清洗,去除成形过程中的润滑油,然后对成品管进行热处理后即得到所述带螺旋肋包壳管。
如上所述的任一可能的实现方式,进一步提供一种实现方式,所述管坯的材质为不锈钢或锆合金。
如上所述的任一可能的实现方式,进一步提供一种实现方式,步骤S1中,管坯打头处的外径小于模具内径0.5mm~1mm,打头后管坯能穿过所述模具。
如上所述的任一可能的实现方式,进一步提供一种实现方式,步骤S3中,冷拔速度设定为10mm/s~25mm/s。
如上所述的任一可能的实现方式,进一步提供一种实现方式,步骤S4中,对成品管进行光亮热处理软化后得到所述带螺旋肋包壳管。
本发明的有益效果为:
1、本发明所采用的工艺及装置能够完成对带螺旋肋包壳管进行一体成型,同时具有良好的性能及精度。
2、本发明所涉及设备操作简单,调节方便,制造成本低,稳定性好。
3、本发明模具结构简单,成本低,具有较长寿命。
附图说明
图1所示为本发明实施例一种带螺旋肋包壳管的冷拔成形装置的俯视示意图。
图2所示为图1中A-A截面示意图。
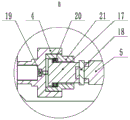
图3所示为图2中B处的冷拔单元局部放大图。
图4所示为图2中C处的模具局部放大图。
图5所示为实施例中模具结构示意图。
图6所示为实施例中模具孔型示意图。
图7所示为实施例中模具、管坯及芯棒装配结构示意图。
图8所示为实施例中芯杆单元结构示意图。
图中:1-机架;2-电动推杆;3-M12内六角螺栓;4-连接件;5-夹头;6-法兰;7-平键;8-模具;9-端盖;10-芯棒;11-槽钢;12-丝杠;13-M10内六角螺栓;14-M8内六角螺栓;15-M16螺母;16-M8内六角螺栓;17-连接头;18-销;19-M8内六角圆头螺钉;20-推力球轴承;21-套筒;g-管坯;8.1-咬入段;8.2-减径段;8.3-成形段;10.1-入口段;10.2-定径段;10.3-出口段。
具体实施方式
下文将结合具体附图详细描述本发明具体实施例。应当注意的是,下述实施例中描述的技术特征或者技术特征的组合不应当被认为是孤立的,它们可以被相互组合从而达到更好的技术效果。在下述实施例的附图中,各附图所出现的相同标号代表相同的特征或者部件,可应用于不同实施例中。
如图1-7所示,本发明实施例一种带螺旋肋包壳管的冷拔成形装置,包括芯杆单元、模具8、冷拔单元和机架1;
所述芯杆单元,包括芯棒10和丝杠12;所述芯棒10用于带螺旋肋包壳管内径的精确成形;所述芯棒10安装在所述丝杠12上,所述丝杠12固定在所述机架1上;
所述模具8,整体为中空结构,包括依次邻接的咬入段8.1、减径段8.2和成形段8.3(参见图5、图6);所述咬入段8.1引导管坯g进入所述模具8,所述减径段8.2用于管坯g外径的逐渐减小,所述成形段8.3用于螺旋肋包壳管的截面成形,成形段8.3为具有一定螺旋升角λ(螺旋肋与圆柱体端面之间的夹角)的导程,如图6所示,AB段为模具8成形段8.3内圆的周长,BC段为螺旋肋绕以成形段8.3内圆柱上转一圈,沿圆柱体轴线方向移动的距离,定义成形段8.3内圆直径为D,导程为S,则其计算公式为S=πD·tanλ;
所述冷拔单元,用于对管坯g进行冷拔;管坯g在冷拔过程中能沿径向自由旋转;
所述芯杆单元、模具8、冷拔单元均由机架1承载。
在一个具体实施例中,如图3所示,所述冷拔单元为:夹头5通过连接头17、连接件4和套筒21安装在电动推杆2上,用于夹住管坯g的打头端,带动穿过模具8的管坯g做水平运动;与夹头5相连的连接件4由于通过推力球轴承20与套筒21相连,使得夹头5与连接头17可以在推力球轴承20的作用下实现径向方向的自由旋转;设定电动推杆2冷拔速度和行程后,通过安装在机架1上的电动推杆2,控制夹头5使管坯g在模具8与芯棒10的共同作用下实现带螺旋肋包壳管的冷拔成形。
在一个具体实施例中,如图4所示,所述模具8安装在法兰6内,采用平键7限制模具8的径向转动,用于对带螺旋肋包壳管进行减径与异形截面成形;法兰6安装在机架1上,通过端盖9限制模具8与法兰6的轴向位移。优选的,法兰6通过M10内六角螺栓13安装在机架1上,冷拔过程中始终保持芯棒10定径段X2与模具8成形段L3重合,以保证管坯截面的精确成形。
如图5、图6、图7所示,所述模具8内部开有与管坯g外径相同的圆柱空心区域,该区域包括咬入段L1 8.1、减径段L2 8.2和成形段L3 8.3,其中,咬入段L1 8.1和减径段L2 8.2带有斜槽,引导管坯g外径逐渐减小,直至与成形段L3 8.3入口处的轮廓吻合;成形段L38.3带有一定螺距的导程,控制管坯g外径处金属向螺旋导程处流动,促使管坯g外侧出现螺旋肋。所述芯棒10为实心结构,包括入口段X1 10.1、定径段X2 10.2和出口段X3 10.3,入口段X1 10.1和出口段X3 10.3具有一定锥度,由于前后两端具有一定锥度,可以增加带入芯棒10定径段10.2与管坯g内壁接触的润滑油,减小摩擦力;定径段X2 10.2直径与成品管内径相同,定径段X2 10.2长度在1mm-3mm之间,以减小拉拔力。
在一个具体实施例中,如图8所示,所述芯杆单元为:丝杠12一端有内螺纹与芯棒10处的外螺纹相连接,另一端有外螺纹,通过M16螺母15与槽钢11相连并可以通过M16螺母15调整丝杠12的前后位置,进而达到调整芯棒10前后位置的目的,槽钢11通过M8内六角螺栓14固定在机架1上。
本发明装置的工作原理如下:
模具8固定在机架1上,管坯g打头的一端穿过模具8,芯棒10穿过管坯g未打头的一端。将夹头5夹住穿过模具8的管坯g,使其可以在电动推杆2的作用下做直线运动。设定电动推杆2运行速度和行程后,启动电动推杆2,带动被夹头5夹住的管坯g进行直线运动,管坯g在模具8的作用下进行减径与异形截面成形,在芯棒10的作用下实现减壁,到达电动推杆2设定行程后,最终得到带螺旋肋包壳管。
本发明实施例一种带螺旋肋包壳管的冷拔成形方法,使用上述的带螺旋肋包壳管的冷拔成形装置,所述方法包括:
S1、管坯g准备:对固溶处理后的管坯g进行打头处理;
S2、润滑处理:对经过步骤S1处理的管坯g、模具8、芯棒10进行冷拔前润滑处理;
S3、冷拔成形:将润滑处理后的管坯g的打头端穿过模具8,与冷拔单元连接,芯棒10插入管坯g的未打头端,设定冷拔单元的冷拔速度和行程,对管坯g进行冷拔成形,得到成品管;
S4、成品管处理:将成品管的头部切除,对成品管内外表面进行清洗,去除成形过程中的润滑油,然后对成品管进行热处理后即得到所述带螺旋肋包壳管。
本发明装置整体结构简单,生产成本低,所用工艺生产效率高,成品质量好、精度高、综合性能优异。
本文虽然已经给出了本发明的几个实施例,但是本领域的技术人员应当理解,在不脱离本发明精神的情况下,可以对本文的实施例进行改变。上述实施例只是示例性的,不应以本文的实施例作为本发明权利范围的限定。
Claims (4)
1.一种带螺旋肋包壳管的冷拔成形装置,其特征在于,所述装置包括芯杆单元、模具、冷拔单元和机架;
所述芯杆单元,包括芯棒和丝杠;所述芯棒用于带螺旋肋包壳管内径的精确成形;所述芯棒安装在所述丝杠上;所述芯棒为实心结构,所述芯棒的一端设置依次邻接的入口段、定径段和出口段;所述入口段和出口段均具有一定的锥度;所述定径段为水平段,所述定径段的直径与成品管的内径相同;所述芯棒的另一端与所述丝杠固定连接;所述定径段的长度在1mm-3mm之间;所述丝杠的一端设置有内螺纹,所述芯棒与丝杠连接的一端设置有外螺纹,所述丝杠和芯棒通过螺纹连接;所述丝杠的另一端通过螺母固定于机架,螺母能调整所述丝杠的前进与后退,进而调整所述芯棒的定位;
所述模具,整体为中空结构,包括依次邻接的咬入段、减径段和成形段;所述咬入段引导管坯进入所述模具,所述减径段用于管坯外径的逐渐减小,所述成形段用于螺旋肋包壳管的截面成形;所述咬入段和减径段均设置有用于引导管坯沿其轴线方向移动的斜槽,所述成形段设置带有设定螺距的导程;成形段导程S的计算公式为:S=πD·tanλ;D为成形段内圆直径,λ为成形段的螺旋升角;咬入段斜槽和减径段斜槽的中线与模具中线处于同一平面内;咬入段斜槽和减径段斜槽的宽度均沿管坯运动方向线性变窄,直至与成形段入口处的轮廓吻合;
所述冷拔单元,用于对管坯进行冷拔;管坯在冷拔过程中能沿径向自由旋转;所述冷拔单元包括夹头,所述夹头用于夹持管坯端部,所述夹头依次通过连接头、连接件、套筒安装在电动推杆上,冷拔时带动穿过所述模具的管坯做水平运动;连接件通过推力球轴承与套筒连接,保证拉拔时管坯在径向的自由转动;冷拔速度设定为10mm/s~25mm/s;
所述芯杆单元、模具、冷拔单元均由机架承载。
2.一种带螺旋肋包壳管的冷拔成形方法,其特征在于,使用如权利要求1所述的带螺旋肋包壳管的冷拔成形装置,所述方法包括:
S1、管坯准备:对固溶处理后的管坯进行打头处理;
S2、润滑处理:对经过步骤S1处理的管坯、模具、芯棒进行冷拔前润滑处理;
S3、冷拔成形:将润滑处理后的管坯的打头端穿过模具,与冷拔单元连接,芯棒插入管坯的未打头端,设定冷拔单元的冷拔速度和行程,对管坯进行冷拔成形,得到成品管;
S4、成品管处理:将成品管的头部切除,对成品管内外表面进行清洗,去除成形过程中的润滑油,然后对成品管进行热处理后即得到所述带螺旋肋包壳管。
3.如权利要求2所述的带螺旋肋包壳管的冷拔成形方法,其特征在于,所述管坯的材质为不锈钢或锆合金。
4.如权利要求2所述的带螺旋肋包壳管的冷拔成形方法,其特征在于,步骤S1中,管坯打头处的外径小于模具内径0.5mm~1mm,打头后管坯能穿过所述模具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110741764.6A CN113458166B (zh) | 2021-06-30 | 2021-06-30 | 一种带螺旋肋包壳管的冷拔成形装置及成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110741764.6A CN113458166B (zh) | 2021-06-30 | 2021-06-30 | 一种带螺旋肋包壳管的冷拔成形装置及成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113458166A CN113458166A (zh) | 2021-10-01 |
| CN113458166B true CN113458166B (zh) | 2023-04-21 |
Family
ID=77877128
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110741764.6A Active CN113458166B (zh) | 2021-06-30 | 2021-06-30 | 一种带螺旋肋包壳管的冷拔成形装置及成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113458166B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115069801B (zh) * | 2022-06-14 | 2023-10-24 | 北京科技大学 | 一种带直肋包壳管多道次拉拔成形工艺及包壳管 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB333111A (en) * | 1929-10-28 | 1930-08-07 | Max Olm | Method and apparatus for the production of screw-like twisted tubes |
| US4373366A (en) * | 1980-02-19 | 1983-02-15 | Hitachi Cable, Ltd. | Machine for forming spiral grooves in metal pipe inner surface |
| CN111842517A (zh) * | 2020-07-24 | 2020-10-30 | 浙江久立特材科技股份有限公司 | 一种带肋包壳管的冷拔模具、生产工艺及其成品管 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB808047A (en) * | 1955-03-14 | 1959-01-28 | Toro Mfg Corp | A method of and apparatus for producing rotary cutting cylinders |
| JPS497793B1 (zh) * | 1970-12-28 | 1974-02-22 | ||
| SU473536A1 (ru) * | 1974-01-08 | 1975-06-14 | Предприятие П/Я Р-6760 | Рабоча лини волочильного стана |
| CN85203642U (zh) * | 1985-08-23 | 1986-12-31 | 上海第一铜管厂 | 圆盘拉管用单头带尾锥游动芯头 |
| CN1055034C (zh) * | 1996-10-04 | 2000-08-02 | 西北有色金属研究院 | 一种外螺旋筋金属管的加工方法及装置 |
| KR100924359B1 (ko) * | 2008-02-28 | 2009-10-30 | 주식회사 파워팩 | 토션파이프 제조장치 |
| JP5280971B2 (ja) * | 2009-08-18 | 2013-09-04 | 昭和電工株式会社 | 金属管の引抜装置および引抜方法 |
| CN201702191U (zh) * | 2010-05-10 | 2011-01-12 | 山东梦金园珠宝首饰有限公司 | 薄壁金管冷拔机 |
| RU2551432C1 (ru) * | 2013-11-19 | 2015-05-27 | Открытое Акционерное Общество "Акмэ-Инжиниринг" | Оболочка для тепловыделяющего элемента, тепловыделяющий элемент и тепловыделяющая сборка |
| US9475109B2 (en) * | 2013-12-31 | 2016-10-25 | Simpson Strong-Tie Company, Inc. | Method of manufacturing a hollow externally threaded fastener |
| CN112958642A (zh) * | 2021-02-06 | 2021-06-15 | 重庆龙煜精密铜管有限公司 | 双耳异型管连续拉拔成型工艺 |
-
2021
- 2021-06-30 CN CN202110741764.6A patent/CN113458166B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB333111A (en) * | 1929-10-28 | 1930-08-07 | Max Olm | Method and apparatus for the production of screw-like twisted tubes |
| US4373366A (en) * | 1980-02-19 | 1983-02-15 | Hitachi Cable, Ltd. | Machine for forming spiral grooves in metal pipe inner surface |
| CN111842517A (zh) * | 2020-07-24 | 2020-10-30 | 浙江久立特材科技股份有限公司 | 一种带肋包壳管的冷拔模具、生产工艺及其成品管 |
Non-Patent Citations (1)
| Title |
|---|
| 于全文.螺旋肋钢丝"缩径"现象分析.金属制品.2000,第26卷(第01期),第22-24页. * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113458166A (zh) | 2021-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113458166B (zh) | 一种带螺旋肋包壳管的冷拔成形装置及成形方法 | |
| CN102626734B (zh) | 换热设备用螺旋扁管辊轧成型机 | |
| KR20030028848A (ko) | 금속관의 냉간축경 롤 성형방법 및 이것에 의하여 성형된금속관 | |
| CN109047424B (zh) | 一种波纹管成形机 | |
| CN114082798A (zh) | 一种外壁螺旋肋包壳管的生产工艺及生产装置 | |
| CN114082803A (zh) | 一种带肋薄壁包壳管的生产工艺及冷拔模具 | |
| CN113500112B (zh) | 一种螺旋肋包壳管扭转成形装置及成形方法 | |
| CN107891068A (zh) | 改善钢管内孔螺旋缺陷的冷拔模具 | |
| CN1201878C (zh) | 一种制造薄壁铜管的冷加工工艺及其所制造的薄壁铜管 | |
| CN110081763B (zh) | 内微肋丁胞复合强化换热管及其制造方法 | |
| CN203459454U (zh) | 一种异型截面螺旋管的成型设备 | |
| Shuyong et al. | Analysis of mechanics in ball spinning of thin-walled tube | |
| CN217492561U (zh) | 一种大导程六螺纹定子管的成形装置 | |
| CN106312096B (zh) | 一种基于成型刀具加工螺杆马达定子的方法 | |
| CN201136074Y (zh) | 内螺纹铜管成型用的芯杆装置 | |
| CN209866997U (zh) | 一种铝管螺纹挤出模具 | |
| CN115338266B (zh) | 一种金属管冷轧方法 | |
| CN219402126U (zh) | 一种薄壁管加工模具结构 | |
| CN1052804A (zh) | 摩擦-挤压方法及挤压机 | |
| CN115069949A (zh) | 一种大导程六螺纹定子管的成形装置及成形方法 | |
| CN115069801B (zh) | 一种带直肋包壳管多道次拉拔成形工艺及包壳管 | |
| CN220970400U (zh) | 一种内变径异型钢管生产线和装置 | |
| CN214022667U (zh) | 一种冷拉t型钢生产用模具 | |
| CN116551383B (zh) | 一种高强厚壁焊管的制备设备及制造方法 | |
| CN219233636U (zh) | 一种吐丝机管夹折弯装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |