CN113426868A - 一种手机屏蔽信号的屏蔽罩制作折弯装置 - Google Patents
一种手机屏蔽信号的屏蔽罩制作折弯装置 Download PDFInfo
- Publication number
- CN113426868A CN113426868A CN202110809703.9A CN202110809703A CN113426868A CN 113426868 A CN113426868 A CN 113426868A CN 202110809703 A CN202110809703 A CN 202110809703A CN 113426868 A CN113426868 A CN 113426868A
- Authority
- CN
- China
- Prior art keywords
- die
- shielding
- shielding case
- sliding
- fixedly connected
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/12—Edge-curling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/003—Positioning devices
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Telephone Set Structure (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
本发明涉及机械冲压技术领域,且公开了一种手机屏蔽信号的屏蔽罩制作折弯装置,包括下模,所述下模的两侧中部开设有矩形槽,所述矩形槽内卡接有突出块,所述突出块的一端固定连接有滑动模,所述下模的底部活动套接有均布的导柱,所述下模的两侧活动套接有定位模,所述下模的上方设有上模,所述上模的内部中心固定连接有液压缸。本发明通过设计的定位模、滑动模和刀块,使待折弯屏蔽罩能直接放置在定位模与下模形成的空腔内,并在刀块的挤压下完成屏蔽罩外周的第一次折边,同时通过下模同步挤压滑动模,使滑动模能在屏蔽罩进行一次折边后继续进行二次折边,使屏蔽罩完全摆脱人工两次折边的操作。
Description
技术领域
本发明涉及机械冲压技术领域,具体为一种手机屏蔽信号的屏蔽罩制作折弯装置。
背景技术
用于手机信号的屏蔽罩主要是起到将屏蔽外界电磁波对内部电路的影响和内部产生的电磁波向外辐射的作用,一般采用0.2MM厚的不锈钢和洋白铜为材料,进行冲压加工获得。
现有手机屏蔽罩依然采用半自动加工获得,其加工方法为,工人将待折弯屏蔽罩的一侧通过校准板放置在下模上,启动机械使上模刀块下压,使屏蔽罩的一侧完成折弯,由于手机用屏蔽罩的尺寸较小,工人在进行折弯操作时容易误伤手指,且其外周具有折边,折边还具有向内的凸包,这就需要工人在进行屏蔽罩外周折边折弯时需要进行两次折弯操作,费时费力,且二次折弯后的屏蔽罩会因为形成的凹形折边挂在上模的刀块上,需要工人将其进行滑动后从刀块的侧边取下,这不仅导致生产效率的降低,也将导致屏蔽罩的表面划伤,影响产品质量,同时手动折弯时,并没有对材料回弹做出处理,使得屏蔽罩的折边存在倾斜的状况,使屏蔽罩在安装时对齐困难。
发明内容
针对背景技术中提出的现有手机屏蔽罩在使用过程中存在的不足,本发明提供了一种手机屏蔽信号的屏蔽罩制作折弯装置,具备自动二次折弯、刀块自动伸缩、刀块自动脱离屏蔽罩、消除屏蔽罩的材料回弹的优点,解决了上述背景技术中提出人工进行二次折弯、屏蔽罩挂在刀块上、材料回弹导致屏蔽罩尺寸不达标的问题。
本发明提供如下技术方案:一种手机屏蔽信号的屏蔽罩制作折弯装置,包括下模,所述下模的两侧中部开设有矩形槽,所述矩形槽内卡接有突出块,所述突出块的一端固定连接有滑动模,所述下模的底部活动套接有均布的导柱,所述下模的两侧活动套接有定位模,所述下模的上方设有上模,所述上模的内部中心固定连接有液压缸,所述液压缸内活动套接有液压杆,所述液压杆的底端固定连接有挤压块,所述上模的底端开设有均布的活动槽,所述活动槽靠近上模中心的一端固定连接有二号弹簧,所述上模的下方设有两个对称的刀块,所述刀块的顶端设有均布的往复凸起。
优选的,所述导柱上缠绕有回复弹簧,所述导柱的底端固定连接有导向模座,所述导向模座的两端固定连接有对称的限位模,所述限位模的一端固定连接有固定模。
优选的,所述固定模的内侧顶部为倾斜状,所述固定模的内侧顶部固定连接有滑动模座块,所述滑动模与滑动模座块滑动连接,所述滑动模的一侧为倾斜状,所述其倾斜角度与固定模的内侧倾斜角度相同。
优选的,所述突出块上开设有半圆槽,半圆槽的一侧中部固定连接有撞击杆,撞击杆的顶端呈半圆形,所述滑动模的底端与限位模的顶端平行。
优选的,所述定位模的中部通过扭簧铰接有铰接杆,所述定位模的顶部内侧与下模的外侧贴合。
优选的,所述挤压块到达最大行程时,所述其底端与刀块的底端位于同一平面上。
优选的,所述刀块的顶端设有均布的往复凸起,所述往复凸起卡接在活动槽内,所述往复凸起的一端与二号弹簧固定连接,所述刀块靠近上模中心的一端为倾斜状,所述刀块的另一端的上下两侧均为圆弧状,所述刀块同一端的顶端设有回弹槽,所述回弹槽倾斜角的值B为一至三度。
本发明具备以下有益效果:
1、本发明通过设计的定位模、滑动模和刀块,使待折弯屏蔽罩能直接放置在定位模与下模形成的空腔内,并在刀块的挤压下完成屏蔽罩外周的第一次折边,同时通过下模同步挤压滑动模,使滑动模能在屏蔽罩进行一次折边后继续进行二次折边,使屏蔽罩完全摆脱人工两次折边的操作;
2、本发明通过设计的挤压块,使刀块在还未接触屏蔽罩时就能在挤压块的挤动下完成张开动作,使刀块能在第一次折弯操作中完成对屏蔽罩的折边,同时使屏蔽罩在完成折边、上模上抬复位时,挤压块能解放对刀块的限制,使刀块回复并收缩到上模的下方位置,使刀块从形成凹形折边的屏蔽罩中自动同步脱离,避免了屏蔽罩挂在刀块上的问题;
3、本发明通过设计的撞击杆、定位模和回弹槽,使滑动模在进行位移时能顶开定位模,使定位模解放对经过一次折弯屏蔽罩的限位压力,使屏蔽罩此时的竖直折边释放应力,完成弹性回弹,接着使滑动模撞击竖直折边使其完成二次折边,并通过回弹槽的角度设计,使其折边过弯,使屏蔽罩二次折边处在失去挤压力后的材料回弹处于允许范围。
附图说明
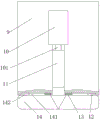
图1为本发明屏蔽罩二次折弯结构状态示意图;
图2为本发明屏蔽罩一次折弯结构状态示意图;
图3为本发明刀块结构示意图;
图4为本发明图2中A处局部放大结构示意图;
图5为本发明回弹槽结构示意图。
图中:1、固定模;2、限位模;3、滑动模座块;4、滑动模;401、突出块;402、半圆槽;403、撞击杆;5、导向模座;6、导柱;7、回复弹簧;8、下模;801、矩形槽;9、上模;10、液压缸;101、液压杆;11、挤压块;12、活动槽;13、二号弹簧;14、刀块;141、往复凸起;142、回弹槽;15、屏蔽罩;16、定位模;160、铰接杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-3,一种手机屏蔽信号的屏蔽罩制作折弯装置,包括固定模1,固定模1的中部内侧固定连接有两个对称的限位模2,固定模1的内侧顶部为倾斜状,固定模1的内侧顶部固定连接有滑动模座块3,滑动模座块3内滑动连接有滑动模4,滑动模4的一侧为倾斜状,其倾斜角度与固定模1的内侧倾斜角度相同,使滑动模4在受到下模8的挤压时,能受到滑动模座块3的限制,进行向模块中心的倾斜滑动运动,使滑动模4的顶端能同步挤压屏蔽罩二次待折弯处,滑动模4的底部一侧设有突出块401,突出块401上开设有半圆槽402,使下模8在下压的过程中,能通过矩形槽801挤压突出块401,使滑动模4进行同步滑动运动,同时使滑动模4在进行滑动的过程中,通过半圆槽402,不会与定位模16发生接触,避免了滑动模4受到定位模16的限制而导致整体移动失效的情况,半圆槽402的一侧中部固定连接有撞击杆403,撞击杆403的顶端呈半圆形,使滑动模4在移动过程中能通过撞击杆403撞击定位模16的底端,使定位模16绕铰接杆160旋转,使定位模16的顶部解放对屏蔽罩15竖直折边的压力,使折边释放应力完成回弹。
两个限位模2的底部固定连接有导向模座5,导向模座5上固定连接有均布的导柱6,导柱6上缠绕有回复弹簧7,导柱6的顶部活动连接有下模8,下模8的两侧中部开设有矩形槽801,突出块401卡接在矩形槽801内,滑动模4的底端与限位模2的顶端平行,使矩形槽801能挤压突出块401,使滑动模4能完成同步滑动运动,同时使滑动模4在滑动过程中与限位模2接触后,能反向限制下模8的运动,下模8的两侧活动套接有定位模16,定位模16的中部通过扭簧铰接有铰接杆160,使定位模16能绕铰接杆160进行旋转,定位模16的顶部内侧与下模8的外侧贴合,使下模8和定位模16之间形成放置屏蔽罩15的空间,使刀块14在挤压屏蔽罩15时,屏蔽罩15能从定位模16和下模8的贴合处形成一次折边,并使屏蔽罩15在继续下移过程中,一次折边能受到定位模16和刀块14之间的挤压形成竖直状态,使滑动模4能在后续运动中挤压屏蔽罩15的竖直折边形成二次折边,下模8的上方设有上模9。
上模9的内部中心固定连接有液压缸10,液压缸10内活动套接有液压杆101,液压杆101的底端固定连接有挤压块11,挤压块11到达最大行程时,其底端与刀块14的底端位于同一平面上,使挤压块11与刀块14在挤压屏蔽罩15时,不会因为挤压处出现落差而形成凹凸不平的状况,上模9的底端开设有均布的活动槽12,活动槽12靠近上模9中心的一端固定连接有二号弹簧13,上模9的下方设有两个对称的刀块14,刀块14的顶端设有均布的往复凸起141,往复凸起141卡接在活动槽12内,往复凸起141的一端与二号弹簧13固定连接,使活动槽12对刀块14做出限制,使刀块14只能进行一条直线的运动,避免了刀块14在多次运动中出现位置偏移,导致屏蔽罩15折弯尺寸出错的情况,刀块14靠近上模9中心的一端为倾斜状,使挤压块11在对刀块14进行挤压时,不会出现卡顿的情况,刀块14的另一端的上下两侧均为圆弧状,刀块14同一端的顶端设有回弹槽142,回弹槽142倾斜角的值B为一至三度,使屏蔽罩15的折弯处顺滑,使屏蔽罩二次折弯的折边存在过弯现象,从而使折边在失去外部压力进行材料回弹时,其回弹后的折边角度依然保持在设定范围内。
本发明的使用方法(工作原理)如下:
首先,将待折边的屏蔽罩15放置在定位模16和下模8形成的空间内,此时屏蔽罩15待折边外周与定位模16的内表面贴合,接着,开启电机,使液压缸10获取液压油,使液压杆101推动挤压块11下压,使挤压块11挤动刀块14,使刀块14向两侧滑动,直至液压杆101运行到最大行程,此时上模9同步下压,使完全展开的刀块14的底端开始挤压位于下模8上的屏蔽罩15,使下模8开始下压,使屏蔽罩15从下模8与定位模16的连接处开始出现折弯;
然后,矩形槽801开始同步挤压突出块401,使滑动模4顺着滑动模座块3向前滑动,当撞击杆403的圆形顶端接触定位模16的底部时,定位模16受力绕铰接杆160旋转,此时定位模16的顶部松开对屏蔽罩15的限制力,屏蔽罩15的竖直折边回弹倾斜,接着滑动模4继续移动,使滑动模4的顶端向前接触并挤压直立的屏蔽罩15折边,使屏蔽罩15折边在滑动模4的挤压下完成二次折弯,此时撞击杆403的顶端限制定位模16的转动,使定位模16保持倾斜,接着屏蔽罩15的二次折边将被挤入回弹槽142内,当滑动模4的底端接触到限位模2时,上模9停止下压动作;
最后,上模9开始进行回复运动,此时液压缸10反向获取液压油,使液压杆101带动挤压块11上抬完成回复,使刀块14失去挤压块11的限制力后在二号弹簧13的作用下完成回复,使刀块14卡接在屏蔽罩15外周形成的凹槽内的一端自动脱离凹槽,同时,下模8失去上模9的挤压力,使下模8在回复弹簧7的作用下同步上抬,使矩形槽801反向挤压突出块401,使滑动模4回复,使撞击杆403与定位模16分离,使定位模16在扭簧作用下回复,待各部件回复完成后,从下模8和定位模16形成的空间中取出成品即可。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (7)
1.一种手机屏蔽信号的屏蔽罩制作折弯装置,包括下模(8),其特征在于:所述下模(8)的两侧中部开设有矩形槽(801),所述矩形槽(801)内卡接有突出块(401),所述突出块(401)的一端固定连接有滑动模(4),所述下模(8)的底部活动套接有均布的导柱(6),所述下模(8)的两侧活动套接有定位模(16),所述下模(8)的上方设有上模(9),所述上模(9)的内部中心固定连接有液压缸(10),所述液压缸(10)内活动套接有液压杆(101),所述液压杆(101)的底端固定连接有挤压块(11),所述上模(9)的底端开设有均布的活动槽(12),所述活动槽(12)靠近上模(9)中心的一端固定连接有二号弹簧(13),所述上模(9)的下方设有两个对称的刀块(14),所述刀块(14)的顶端设有均布的往复凸起(141)。
2.根据权利要求1所述的一种手机屏蔽信号的屏蔽罩制作折弯装置,其特征在于:所述导柱(6)上缠绕有回复弹簧(7),所述导柱(6)的底端固定连接有导向模座(5),所述导向模座(5)的两端固定连接有对称的限位模(2),所述限位模(2)的一端固定连接有固定模(1)。
3.根据权利要求2所述的一种手机屏蔽信号的屏蔽罩制作折弯装置,其特征在于:所述固定模(1)的内侧顶部为倾斜状,所述固定模(1)的内侧顶部固定连接有滑动模座块(3),所述滑动模(4)与滑动模座块(3)滑动连接,所述滑动模(4)的一侧为倾斜状,所述其倾斜角度与固定模(1)的内侧倾斜角度相同。
4.根据权利要求1所述的一种手机屏蔽信号的屏蔽罩制作折弯装置,其特征在于:所述突出块(401)上开设有半圆槽(402),所述半圆槽(402)的一侧中部固定连接有撞击杆(403),所述撞击杆(403)的顶端呈半圆形,所述滑动模(4)的底端与限位模(2)的顶端平行。
5.根据权利要求1所述的一种手机屏蔽信号的屏蔽罩制作折弯装置,其特征在于:所述定位模(16)的中部通过扭簧铰接有铰接杆(160),所述定位模(16)的顶部内侧与下模(8)的外侧贴合。
6.根据权利要求1所述的一种手机屏蔽信号的屏蔽罩制作折弯装置,其特征在于:所述挤压块(11)到达最大行程时,所述其底端与刀块(14)的底端位于同一平面上。
7.根据权利要求1所述的一种手机屏蔽信号的屏蔽罩制作折弯装置,其特征在于:所述刀块(14)的顶端设有均布的往复凸起(141),所述往复凸起(141)卡接在活动槽(12)内,所述往复凸起(141)的一端与二号弹簧(13)固定连接,所述刀块(14)靠近上模(9)中心的一端为倾斜状,所述刀块(14)的另一端的上下两侧均为圆弧状,所述刀块(14)同一端的顶端设有回弹槽(142),所述回弹槽(142)倾斜角的值B为一至三度。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110809703.9A CN113426868B (zh) | 2021-07-17 | 2021-07-17 | 一种手机屏蔽信号的屏蔽罩制作折弯装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110809703.9A CN113426868B (zh) | 2021-07-17 | 2021-07-17 | 一种手机屏蔽信号的屏蔽罩制作折弯装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113426868A true CN113426868A (zh) | 2021-09-24 |
| CN113426868B CN113426868B (zh) | 2022-11-18 |
Family
ID=77760798
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110809703.9A Active CN113426868B (zh) | 2021-07-17 | 2021-07-17 | 一种手机屏蔽信号的屏蔽罩制作折弯装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113426868B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115446203A (zh) * | 2022-08-16 | 2022-12-09 | 瑞鹄汽车模具股份有限公司 | 汽车模具压合包边机构 |
| CN117900339A (zh) * | 2024-03-20 | 2024-04-19 | 成都长之琳航空制造有限公司 | 一种固定槽零件加工模具及工艺 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102284620A (zh) * | 2011-07-27 | 2011-12-21 | 东莞市大忠电子有限公司 | 双孔屏蔽罩级进模具的双侧孔翻边结构 |
| CN203076440U (zh) * | 2012-12-17 | 2013-07-24 | 安徽吉峰技研有限公司 | 一种对称s形卷边模具 |
| CN204747269U (zh) * | 2015-06-29 | 2015-11-11 | 湖北三江航天万山特种车辆有限公司 | 一种盒形件的成型装置 |
| CN211360192U (zh) * | 2019-12-06 | 2020-08-28 | 昆山嘉丰盛精密电子有限公司 | 电磁屏蔽罩四周封闭折边折弯机构 |
| CN112570561A (zh) * | 2020-11-25 | 2021-03-30 | 常熟维可诚精密机械科技有限公司 | 一种5g通信基站的屏蔽罩生产用冲压装置 |
-
2021
- 2021-07-17 CN CN202110809703.9A patent/CN113426868B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102284620A (zh) * | 2011-07-27 | 2011-12-21 | 东莞市大忠电子有限公司 | 双孔屏蔽罩级进模具的双侧孔翻边结构 |
| CN203076440U (zh) * | 2012-12-17 | 2013-07-24 | 安徽吉峰技研有限公司 | 一种对称s形卷边模具 |
| CN204747269U (zh) * | 2015-06-29 | 2015-11-11 | 湖北三江航天万山特种车辆有限公司 | 一种盒形件的成型装置 |
| CN211360192U (zh) * | 2019-12-06 | 2020-08-28 | 昆山嘉丰盛精密电子有限公司 | 电磁屏蔽罩四周封闭折边折弯机构 |
| CN112570561A (zh) * | 2020-11-25 | 2021-03-30 | 常熟维可诚精密机械科技有限公司 | 一种5g通信基站的屏蔽罩生产用冲压装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115446203A (zh) * | 2022-08-16 | 2022-12-09 | 瑞鹄汽车模具股份有限公司 | 汽车模具压合包边机构 |
| CN117900339A (zh) * | 2024-03-20 | 2024-04-19 | 成都长之琳航空制造有限公司 | 一种固定槽零件加工模具及工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113426868B (zh) | 2022-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113426868A (zh) | 一种手机屏蔽信号的屏蔽罩制作折弯装置 | |
| CN203470674U (zh) | 内扣折弯零件的冲压模具 | |
| JP2015066584A (ja) | プレス成形方法及びプレス成形金型 | |
| CN210305361U (zh) | 一种能完成汽车冲压零部件高要求的全周包边的模具结构 | |
| CN102632141B (zh) | 后备箱铰链座卷圆成型模具 | |
| JPS58184024A (ja) | 絞り型 | |
| CN110756667B (zh) | 一种小空间摇摆打凸结构及其摇摆打凸方法 | |
| KR20130085099A (ko) | 벤딩과 컬링 동시 성형 프레스 금형 | |
| CN210188240U (zh) | 一种具有回弹补偿功能的折弯模具 | |
| CN210552712U (zh) | 一种双色注塑模具脱模装置 | |
| CN111215529A (zh) | 一种折弯机用模具 | |
| CN109513821B (zh) | 燃油箱固定带成型模具 | |
| CN218532520U (zh) | 太阳能底座支架拉伸凸包模具 | |
| CN217647290U (zh) | 一种分步成型工艺代替整体拉延成型装置 | |
| CN215431366U (zh) | 一种反冲墩压结构 | |
| CN215396417U (zh) | 一种具有滑块结构的冲压模具 | |
| CN213060640U (zh) | 一种制备具有褶皱钢化玻璃盆的成型装置 | |
| CN205253960U (zh) | 适于侧整形模具的往复驱动推件机构 | |
| CN215965861U (zh) | 一种汽车板件折弯定型模具 | |
| CN216540379U (zh) | 一种自动上料成型模具 | |
| CN217798409U (zh) | 一种小罩拉伸冲切装置 | |
| CN112072264B (zh) | 单层射频微波电容器芯成成型系统 | |
| CN212976449U (zh) | 一种汽车内板件支撑架翻边模具 | |
| CN216373116U (zh) | 一种方便取料的注塑模具 | |
| CN217647289U (zh) | 一种前照灯用散热器的冲压模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |