CN112605161A - 垫板自动放置装置及基于此装置的宽厚板压力矫平方法 - Google Patents
垫板自动放置装置及基于此装置的宽厚板压力矫平方法 Download PDFInfo
- Publication number
- CN112605161A CN112605161A CN202110006241.7A CN202110006241A CN112605161A CN 112605161 A CN112605161 A CN 112605161A CN 202110006241 A CN202110006241 A CN 202110006241A CN 112605161 A CN112605161 A CN 112605161A
- Authority
- CN
- China
- Prior art keywords
- plate
- steel plate
- leveled
- automatic
- ball screw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D1/00—Straightening, restoring form or removing local distortions of sheet metal or specific articles made therefrom; Stretching sheet metal combined with rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C51/00—Measuring, gauging, indicating, counting, or marking devices specially adapted for use in the production or manipulation of material in accordance with subclasses B21B - B21F
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/027—Combined feeding and ejecting devices
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
本发明公开了一种压平机垫板自动放置装置以及基于此装置的宽厚板压力矫平方法,压平机垫板自动放置装置的结构组成包括承载机构、横移机构、升降机构、回转机构以及抓取机构。所述承载机构包括槽形底座、导轨和压板。所述横移机构包括滚珠丝杠电机、支撑座、联轴器、滚珠丝杠、滑块、丝杠螺母和安装板等。所述升降机构为伸缩气缸。所述回转机构为旋转气缸。所述抓取机构包括气动滑台和气动滑台手指。此发明结构简单紧凑,反应速度快,自动化程度高,能够解决人工放置垫板所带来的繁琐操作的问题,同时工作稳定可靠,便于检修更换。使用此装置可以提高生产效率,避免了人工放置垫板时所存在的安全隐患,同时提升厂房的空间利用率,减少厂家资金投入。
Description
技术领域
本发明属于冶金设备技术领域,具体涉及一种压平机垫板自动放置装置以及基于此装置的宽厚板压力矫平方法。
背景技术
钢铁作为制造业所需的重要原材料,其质量对于制造业的发展具有不可忽视的影响,钢铁工业的发展水平在很大程度上也代表一个国家工业实力发展水平。其中,板材特别是中厚板的生产水平更是作为衡量一个国家钢铁工业生产水平的重要标志。目前,随着改革的深入发展我国制造业转型升级迅速,市场对高质量宽厚板需求旺盛,同时考虑到“2025中国制造”的总体目标,如何实现宽厚板压平过程自动化、高效化成为了当前亟需解决的重要问题。
目前,宽厚板压力矫平的整个过程为手动操作,效率极低。在宽厚板压平生产中垫板放置问题主要还是依靠人工解决,但受操作人员水平及经验等原因的影响,垫板放置难以实现准确化、快速化、标准化,以致难以控制宽厚板压平质量,同时降低生产效率增大劳动强度,增高能耗,存在安全隐患。而制约压力矫平生产有三个关键点:①原始钢板弯曲曲率无法自动获取,②垫板无法自动放置,③缺少精准的压力矫平模型。为了实现压力矫平的自动化生产,需要突破以上三个瓶颈难题。因而,实现压力矫平过程的改进及自动化生产迫在眉睫。
发明内容
本发明的目的是为了提供一种压平机垫板自动放置装置和基于此垫板自动放置装置的宽厚板压力矫平方法,以此来代替以往人工放置垫块这一重复繁琐的工作,从而实现宽厚板压平生产的自动化、高效化。
本发明的技术方案为:
一种垫板自动放置装置,用于压平机上,由承载机构、横移机构、升降机构、回转机构和抓取机构组成。
所述承载机构置于垫板自动放置装置的底部,其主体是一个槽形底座,槽形底座两侧的槽帮顶部通过螺栓组分别固定有承载导轨。
所述横移机构包括一根滚珠丝杠、一个丝杠螺母和两个相同的支撑座;两个支撑座分别设置在滚珠丝杠的首端和末端,滚珠丝杠两端支撑在支撑座上,支撑座通过螺栓固定在槽形底座的两端,用于支撑滚珠丝杠;丝杠螺母安在滚珠丝杠上位于两个支撑座之间;在丝杠螺母上安装有一安装板,安装板下方的两端各固定安装一滑块,左、右滑块坐落在所述的承载机构的左、右导轨之上;安装板固定连接在丝杠螺母上。
横移机构的滚珠丝杠的首端和末端分别通过螺纹安装一个轴套,两个轴套分别安装在两个支撑座孔内,轴套中设有轴承,轴套与轴承间采用过渡配合,实现滚珠丝杠的轴向定位;滚珠丝杠分别由两端的轴承来支撑在支撑座上;两个支撑座外侧分别安装端盖,端盖用于固定轴承;在滚珠丝杠和两端的端盖之间分别安装一个密封圈;在首端的支撑座前端,有一滚珠丝杠电机通过联轴器与滚珠丝杠连接,带动滚珠丝杠旋转。
所述的升降机构底部有一安装底板,安装底板通过一组螺栓和所述横移机构的安装板固定连接;在安装底板上通过一组螺栓垂直固定安装一升降气缸。
所述的回转机构设置在升降机构的顶部,回转机构的主体为回转气缸,回转气缸通过一组螺栓与其下方的回转气缸安装板连接在一起,回转气缸安装板与所述的升降机构的升降气缸活塞杆末端通过螺纹配合相连接。
所述的抓取机构设置在回转机构的顶端。抓取机构包括手指滑台气缸缸体、手指滑块导轨和手指滑块,手指滑台气缸缸体的底部有一块手指滑台气缸安装板,手指滑台气缸缸体通过一组螺栓固定在手指滑台气缸安装板上,手指滑块导轨通过螺栓固定在手指滑台气缸缸体两侧槽帮顶部上,手指滑块导轨上安装两个手指滑块,两个手指滑块上通过螺栓分别安装一个气动滑台手指。
在所述的承载机构中,位于承载导轨下方,在槽形底座的左右两侧面上通过螺栓组各固定一压板。
一种宽厚板压力矫平方法,其工作步骤为:
步骤1、将需要矫平的钢板通过机前推送装置推送到压平机的机前激光和视觉检测装置处,通过激光和视觉装置测出待矫平钢板的弯曲变形的位置和弯曲变形程度;
步骤2、当待矫平钢板弯曲变形区域中心与压平机工作平台中心重合时,机前推送装置停止动作,待矫平钢板放置在工作平台上;钢板下方共放置三个垫板自动放置装置,钢板上方只需要在压头槽内安装一个垫板自动放置装置;
步骤3、工作平台下方的托辊伸出,将待矫平钢板托起;压平机控制系统通过机前激光和视觉检测装置所测得的待矫平钢板弯曲变形数据控制压平机工作平台下方的垫板自动放置装置动作;
步骤4、工作平台下方的托辊缩回,将待矫平钢板放回到压平机工作平台上的垫板上;至此,完成了钢板下方垫板的放置工作;
步骤5、压平机控制系统通过机前激光和视觉检测装置所测得的待矫平钢板弯曲变形数据控制压平机压头上的垫板自动放置装置动作,完成钢板上方垫板的放置;
步骤6、根据控制系统中得到的数据对待矫平钢板进行矫平;
步骤7、矫平完一个弯曲区域后,重复以上3~6步骤,对待矫平钢板各个弯曲区域完成矫平;
步骤8、待矫平钢板完成矫平后,机前推送装置继续动作,将矫平过的钢板推送到压平机后输送辊道上;矫平过的钢板在经过机后激光和视觉检测装置时可测得矫平后的弯曲变形数据;通过得到的数据判断矫平后的钢板是否满足要求。如果满足要求,前推送装置将满足要求的钢板推送至后输送辊道末端,通过行车将满足要求的钢板取下,完成了第一块钢板的矫平。如果不满足要求,机前推送装置退回;机后推送装置动作,将不满足要求的钢板重新移回到压平机工作平台上,重复上述步骤3~6,对不满足要求的钢板进行二次矫平,直到满足要求;
步骤9、第一块钢板矫平完成后,压平机机前推送装置将第二块钢板推送至压平机工作平台上,托辊将钢板举起后,垫板自动放置装置的升降机构将垫板举起,横移机构和旋转机构动作,根据激光和视觉装置测得的数据,将垫板放置到合适的位置。当压平机停止工作时,通过升降机构将垫板收回到压平机工作平台下方。
所述的宽厚板压力矫平方法,在于步骤2中所述的垫板自动放置装置在压平机上的放置方式为:将压平机工作平台上开一个宽度稍大于垫板宽度的槽,在距离压平机工作平台下方适当的高度处焊接一块宽度略宽于此垫板自动放置装置宽度的钢板用来安装放置此装置,将槽形底座固定在压平机工作平台下方的平板上;为了避免和压平机钢板推送装置的链条发生干涉,要在两条链条的两边和中间各布置一个垫板自动放置装置,共放置三个,可实现钢板下面垫板的放置;在压平机压头上开有槽,将垫板自动放置装置放于槽内,可实现钢板上面垫板的放置。
总体的工作过程为:滚珠丝杠电机转动,带动滚珠丝杠转动,进而带动丝杠螺母进行横向移动,带动与丝杠螺母固连的安装座和安装板进行横向移动,进而带动安装在安装板上的升降气缸以及旋转气缸以及抓取机构进行横向移动,垫板由夹取机构夹持,这样垫板便可以实现横向移动。而旋转气缸的旋转可以实现垫板以各个不同角度进行放置。
本发明的优点和先进性体现在:本发明以实现垫板自动放置为核心,以实现垫板放置动作的自动化、放置机构响应的快速化为目标,解决压平过程自动化程度低、效率低等问题,其结构简单容易实现、自动化程度高、装置工作稳定可靠,便于更换检修。使用此装置能大大提高生产效率,避免了人工放置垫板时所存在的安全隐患。
附图说明
图1:本发明垫板自动放置装置整体结构示意图;
图2:承载机构的结构示意图;
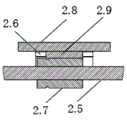
图3-1:横移机构的整体结构示意图;图3-2:图3.1中的标注Ⅰ部位的剖视放大示意图;图3-3:图3-1中的标注Ⅱ部位的剖视放大示意图;
图4:升降、旋转、抓取机构的组合结构示意图;
图5:本发明安装于工作平台下方处于工作状态时的俯视图;
图6:压平机设备布置图。
图中:
1-承载机构
1.1-槽形底座,1.2-承载导轨,1.3-压板,
2-横移机构
2.1-滚珠丝杠电机,2.2-支撑座,2.3-联轴器,2.4-螺母,2.5-滚珠丝杠,2.6-滑块, 2.7-丝杠螺母,2.8-安装板,2.9-安装座,2.10-端盖,2.11-轴承,2.12-密封圈,2.13-轴套,
3-升降机构
3.1-安装底板,3.2-升降气缸,3.3-升降气缸活塞杆,
4-回转机构
4.1-回转气缸,4.2-回转气缸安装板,
5-抓取机构
5.1-手指滑台气缸安装板,5.2-手指滑台气缸缸体,5.3-手指滑块导轨,5.4-手指滑块,5.5-气动滑台手指,










具体实施方式
下面结合附图对本发明进行详细说明:
本发明是一种压平机垫板自动放置装置以及基于此垫板自动放置装置的宽厚板压力矫平方法。参见图1-图4所示,所述的压平机垫板自动放置装置由承载机构1、横移机构2、升降机构3、回转机构4和抓取机构5组成。
承载机构1置于垫板自动放置装置的底部,所述承载机构1的结构如图2所示,其主体是一个槽形底座1.1,槽形底座1.1两侧的槽帮顶部通过螺栓组分别固定有承载导轨1.2。为保证槽形底座1.1两侧槽帮的平行度,位于承载导轨1.2下方,在槽形底座1.1的左右两侧面上通过螺栓组各固定一压板1.3。
所述横移机构2的结构如图3.1所示,横移机构2包括一根滚珠丝杠2.5、一个丝杠螺母2.7和两个相同的支撑座2.2。两个支撑座2.2分别设置在滚珠丝杠2.5的首端和末端,通过螺栓固定在槽形底座1.1的两端,用于支撑滚珠丝杠2.5。丝杠螺母2.7安在滚珠丝杠2.5上位于两个支撑座2.2之间。在丝杠螺母2.7上安装有一安装板2.8,安装板2.8下方的两端各固定安装一滑块2.6,左、右滑块2.6采用间隙滑动配合的方式坐落在所述的承载机构1的左、右导轨1.2之上。横移机构2的具体结构见图3-2、图3-3所示,在图3-3中,左、右滑块2.6通过螺栓组固定在安装板2.8下方,在安装板2.8下方中间还固定有一个安装座2.9,安装板2.8通过安装座2.9固定连接在丝杠螺母2.7上。图3-2中,滚珠丝杠2.5的首端和末端分别通过螺纹安装一个轴套2.13,两个轴套2.13分别安装在两个支撑座2.2孔内,轴套2.13中设有轴承2.11,轴套2.13与轴承2.11间采用过渡配合,实现滚珠丝杠2.5的轴向定位。滚珠丝杠2.5分别由两端的轴承2.11来支撑在支撑座2.2上。两个支撑座2.2外侧分别安装端盖2.10,端盖2.10用于固定轴承2.11。在滚珠丝杠2.5和两端的端盖2.10之间分别安装一个密封圈2.4。在首端的支撑座2.2前端,有一滚珠丝杠电机2.1通过联轴器2.3与滚珠丝杠2.5连接,带动滚珠丝杠2.5旋转。
所述升降机构3的结构如图4所示,升降机构3底部有一安装底板3.1,安装底板3.1通过一组螺栓和所述横移机构2的安装板2.8固定连接。在安装底板3.1上通过一组螺栓垂直固定安装一升降气缸3.2,当气缸下通气孔气压大于上通气孔气压时,气压会推动上端的升降气缸活塞杆3.3向上移动。反之,上通气孔气压大于下通气孔气压时,气压使得升降气缸活塞杆3.3缩回。
所述回转机构4的结构如图4所示,回转机构4设置在升降机构3的顶部,回转机构4的主体为回转气缸4.1,回转气缸4.1通过一组螺栓与其下方的回转气缸安装板4.2连接在一起,回转气缸安装板4.2与所述的升降气缸活塞杆3.3末端通过螺纹配合相连接。
所述抓取机构5的结构也见图4所示,抓取机构5设置在回转机构4的顶端。抓取机构5包括手指滑台气缸缸体5.2、手指滑块导轨5.3和手指滑块5.4,手指滑台气缸缸体5.2的底部有一块手指滑台气缸安装板5.1,手指滑台气缸缸体5.2通过一组螺栓固定在手指滑台气缸安装板5.1上,手指滑块导轨5.3通过螺栓固定在手指滑台气缸缸体5.2两侧槽帮顶部上,手指滑块导轨5.3上安装两个手指滑块5.4,两个手指滑块5.4上通过螺栓分别安装一个气动滑台手指5.5。
而回转气缸4.1的活塞杆上的安装面与手指滑台气缸安装板5.1通过一组螺栓连接。当回转气缸4.1左通气孔气压大于右通气孔气压时,回转气缸4.1向右旋转,反之当右通气孔气压大于左通气孔气压时,回转气缸4.1向左旋转。而手指滑台气缸缸体5.2的左通气孔气压大于右通气孔气压时气动滑台手指5.5夹紧,右通气孔气压大于左通气孔气压时气动滑台手指5.5松开。
如图5所示,本发明以垫板自动放置装置对宽厚板压力矫平时,由于压平机对钢板进行矫平时,需要在钢板的上面和下面放置垫板 ,为了避免和压平机钢板推送装置的链条发生干涉,故需要在钢板下方两条链条的两边和中间各布置一个垫板自动放置装置
,为了避免和压平机钢板推送装置的链条发生干涉,故需要在钢板下方两条链条的两边和中间各布置一个垫板自动放置装置 ,共放置三个垫板自动放置装置
,共放置三个垫板自动放置装置 才能满足钢板下方垫板
才能满足钢板下方垫板 的放置。钢板上方垫板
的放置。钢板上方垫板 的放置则只需要在压头槽内安装一个垫板自动放置装置
的放置则只需要在压头槽内安装一个垫板自动放置装置 就能满足要求。
就能满足要求。
压平机设备布置如图6所示,在前输送辊道 和后输送辊道
和后输送辊道 上方通过龙门架分别安装机前激光和视觉检测装置
上方通过龙门架分别安装机前激光和视觉检测装置 和机后激光和视觉检测装置
和机后激光和视觉检测装置 ,其中机前激光和视觉检测装置
,其中机前激光和视觉检测装置 和机后激光和视觉检测装置
和机后激光和视觉检测装置 关于工作平台
关于工作平台 的中心线对称,距离中心线大约3米。机前推送装置
的中心线对称,距离中心线大约3米。机前推送装置 和机后推送装置
和机后推送装置 分别布置于前输送辊道
分别布置于前输送辊道 和后输送辊道
和后输送辊道 上,用链传动的方式实现移动。机前推送装置
上,用链传动的方式实现移动。机前推送装置 的作用是推送待矫平钢板进入到工作平台
的作用是推送待矫平钢板进入到工作平台 上以及将矫平后满足要求的钢板推送至后输送辊道
上以及将矫平后满足要求的钢板推送至后输送辊道 末端,机后推送装置
末端,机后推送装置 的作用是将矫平后不满足要求的钢板重新推送回工作平台
的作用是将矫平后不满足要求的钢板重新推送回工作平台 处再次矫平。在压头
处再次矫平。在压头 中心线处所开的槽内安装一个垫板自动放置装置
中心线处所开的槽内安装一个垫板自动放置装置 ,用于放置待矫平钢板上方的垫板
,用于放置待矫平钢板上方的垫板 ;将工作平台
;将工作平台 开槽,为了避免和压平机钢板推送装置的链条发生干涉,在工作平台
开槽,为了避免和压平机钢板推送装置的链条发生干涉,在工作平台 下方放置三个垫板自动放置装置
下方放置三个垫板自动放置装置 ,用于放置待矫平钢板下方的垫板
,用于放置待矫平钢板下方的垫板 。在工作平台
。在工作平台 下方布置有八个托辊
下方布置有八个托辊 ,用于托起待矫平的钢板,使垫板自动放置装置
,用于托起待矫平的钢板,使垫板自动放置装置 动作,把垫板
动作,把垫板 放置到待矫平的钢板下方合适的位置。
放置到待矫平的钢板下方合适的位置。
对于钢板下方垫板 的放置,压平机要矫直钢板时,开启滚珠丝杠电机2.1,滚珠丝杠电机2.1转动,带动滚珠丝杠2.5转动,滚珠丝杠2.5带动丝杠螺母2.7进行横向移动,丝杠螺母2.7带动安装座2.9和安装板2.8进行横向移动,安装板2.8带动升降机构3、回转机构4以及抓取机构5进行横向移动;垫板
的放置,压平机要矫直钢板时,开启滚珠丝杠电机2.1,滚珠丝杠电机2.1转动,带动滚珠丝杠2.5转动,滚珠丝杠2.5带动丝杠螺母2.7进行横向移动,丝杠螺母2.7带动安装座2.9和安装板2.8进行横向移动,安装板2.8带动升降机构3、回转机构4以及抓取机构5进行横向移动;垫板 由抓取机构5夹持实现横向移动。当把垫板
由抓取机构5夹持实现横向移动。当把垫板 横移到了所需的位置时,滚珠丝杠电机2.1停止转动,升降气缸3.2下通气孔通气将垫板
横移到了所需的位置时,滚珠丝杠电机2.1停止转动,升降气缸3.2下通气孔通气将垫板 顶起到工作平台
顶起到工作平台 上,通过回转气缸4.1的旋转将垫板
上,通过回转气缸4.1的旋转将垫板 旋转到合适的角度;升降气缸3.2缓慢下降将垫板
旋转到合适的角度;升降气缸3.2缓慢下降将垫板 以需要的工作位置放置在工作平台
以需要的工作位置放置在工作平台 上。压平机停止工作时,升降气缸3.2将垫板
上。压平机停止工作时,升降气缸3.2将垫板 顶起来后,回转气缸4.1带动垫板
顶起来后,回转气缸4.1带动垫板 旋转至和工作平台上的槽平行后停止转动,升降气缸3.2上通气孔通气将垫板
旋转至和工作平台上的槽平行后停止转动,升降气缸3.2上通气孔通气将垫板 收回到工作平台下方。
收回到工作平台下方。
垫板自动放置装置动作过程:升降机构将垫板从工作平台下方举升到工作平台上方,然后通过横移机构和回转机构完成垫板的放置。垫块放置装置可以精确地将垫块以任意角度放置到工作平台的任意位置。
对于钢板上方垫板 的放置,压平机要矫直钢板时,开启滚珠丝杠电机2.1,滚珠丝杠电机2.1转动,带动滚珠丝杠2.5转动,滚珠丝杠2.5带动丝杠螺母2.7进行横向移动,丝杠螺母2.7带动安装座2.9和安装板2.8进行横向移动,安装板2.8带动升降机构3、旋转机构4以及抓取机构5进行横向移动;垫板
的放置,压平机要矫直钢板时,开启滚珠丝杠电机2.1,滚珠丝杠电机2.1转动,带动滚珠丝杠2.5转动,滚珠丝杠2.5带动丝杠螺母2.7进行横向移动,丝杠螺母2.7带动安装座2.9和安装板2.8进行横向移动,安装板2.8带动升降机构3、旋转机构4以及抓取机构5进行横向移动;垫板 由抓取机构5夹持实现横向移动。当把垫板
由抓取机构5夹持实现横向移动。当把垫板 横移到了所需的位置时,滚珠丝杠电机2.1停止转动,升降气缸3.2下通气孔通气将垫板
横移到了所需的位置时,滚珠丝杠电机2.1停止转动,升降气缸3.2下通气孔通气将垫板 顶起到压头的工作表面上,然后通过回转气缸4.1的旋转将垫板
顶起到压头的工作表面上,然后通过回转气缸4.1的旋转将垫板 旋转到合适的角度,然后升降气缸3.2缓慢缩回将垫板
旋转到合适的角度,然后升降气缸3.2缓慢缩回将垫板 以需要的工作位置紧贴到压头的工作表面上。当压平机停止工作时,升降气缸3.2将垫板
以需要的工作位置紧贴到压头的工作表面上。当压平机停止工作时,升降气缸3.2将垫板 顶起来后,回转气缸4.1带动垫板
顶起来后,回转气缸4.1带动垫板 旋转至和压头上的槽平行后停止转动,升降气缸3.2上通气孔通气将垫板收回到压头槽的内部。
旋转至和压头上的槽平行后停止转动,升降气缸3.2上通气孔通气将垫板收回到压头槽的内部。
垫板自动放置装置布置情况:
将压平机工作平台上开一个宽度稍大于垫板宽度的槽,在距离压平机工作平台下方适当的高度处焊接一块宽度略宽于此垫板自动放置装置宽度的钢板用来安装放置此装置,将槽形底座1.1固定在压平机工作平台下方的平板上和压头的槽底平面上。为了避免和压平机钢板推送装置的链条发生干涉,故需要在两条链条的两边和中间各布置一个垫板自动放置装置,共放置三个,可实现钢板下面垫板的放置。在压平机压头上开适当宽度的槽,将垫板自动放置装置放于槽内,可实现钢板上面垫板的放置。
基于垫板自动放置装置的宽厚板压力矫平方法,其实现过程如下:
1、将需要矫平的钢板通过机前推送装置 推送到压平机的机前激光和视觉检测装置
推送到压平机的机前激光和视觉检测装置 处,通过机前激光和视觉装置
处,通过机前激光和视觉装置 测出待矫平钢板的弯曲变形的位置和弯曲变形程度;
测出待矫平钢板的弯曲变形的位置和弯曲变形程度;
2、当待矫平钢板弯曲变形区域中心与压平机工作平台 中心重合时,机前推送装置
中心重合时,机前推送装置 停止动作,待矫平钢板放置在工作平台
停止动作,待矫平钢板放置在工作平台 上;钢板下方共放置三个垫板自动放置装置
上;钢板下方共放置三个垫板自动放置装置 ,钢板上方只需要在压头
,钢板上方只需要在压头 槽内安装一个垫板自动放置装置
槽内安装一个垫板自动放置装置 ;
;
3、工作平台 下方的托辊
下方的托辊 伸出,将待矫平钢板托起;压平机控制系统通过机前激光和视觉检测装置
伸出,将待矫平钢板托起;压平机控制系统通过机前激光和视觉检测装置 所测得的待矫平钢板弯曲变形数据控制压平机工作平台
所测得的待矫平钢板弯曲变形数据控制压平机工作平台 下方的垫板自动放置装置
下方的垫板自动放置装置 动作;
动作;
4、工作平台 下方的托辊
下方的托辊 缩回,将待矫平钢板放回到压平机工作平台
缩回,将待矫平钢板放回到压平机工作平台 上的垫板
上的垫板 上;至此,完成了钢板下方垫板的放置工作;
上;至此,完成了钢板下方垫板的放置工作;
5、压平机控制系统通过机前激光和视觉检测装置 所测得的待矫平钢板弯曲变形数据控制压平机压头
所测得的待矫平钢板弯曲变形数据控制压平机压头 上的垫板自动放置装置
上的垫板自动放置装置 动作,完成钢板上方垫板的放置;
动作,完成钢板上方垫板的放置;
6、根据控制系统中得到的数据对待矫平钢板进行矫平;
7、矫平完一个弯曲区域后,重复以上3~6步骤,对待矫平钢板各个弯曲区域完成矫平;
8、待矫平钢板完成矫平后,机前推送装置 继续动作,将矫平过的钢板推送到压平机后输送辊道
继续动作,将矫平过的钢板推送到压平机后输送辊道 上;矫平过的钢板在经过机后激光和视觉检测装置
上;矫平过的钢板在经过机后激光和视觉检测装置 时可测得矫平后的弯曲变形数据;通过得到的数据判断矫平后的钢板是否满足要求。如果满足要求,前推送装置
时可测得矫平后的弯曲变形数据;通过得到的数据判断矫平后的钢板是否满足要求。如果满足要求,前推送装置 将满足要求的钢板推送至后输送辊道
将满足要求的钢板推送至后输送辊道 末端,通过行车将满足要求的钢板取下,完成了第一块钢板的矫平。如果不满足要求,机前推送装置
末端,通过行车将满足要求的钢板取下,完成了第一块钢板的矫平。如果不满足要求,机前推送装置 退回;机后推送装置
退回;机后推送装置 动作,将不满足要求的钢板重新移回到压平机工作平台
动作,将不满足要求的钢板重新移回到压平机工作平台 上,重复上述步骤3~6,对不满足要求的钢板进行二次矫平,直到满足要求;
上,重复上述步骤3~6,对不满足要求的钢板进行二次矫平,直到满足要求;
9、第一块钢板矫平完成后,压平机机前推送装置 将第二块钢板推送至压平机工作平台
将第二块钢板推送至压平机工作平台 上,托辊
上,托辊 将钢板举起后,垫板放置机升降机构将垫板
将钢板举起后,垫板放置机升降机构将垫板 举起,横移机构和旋转机构动作,根据机前激光和视觉装置
举起,横移机构和旋转机构动作,根据机前激光和视觉装置 测得的数据,将垫板
测得的数据,将垫板 放置到合适的位置。当压平机停止工作时,通过升降机构将垫板收回到压平机工作平台
放置到合适的位置。当压平机停止工作时,通过升降机构将垫板收回到压平机工作平台 下方。
下方。
Claims (10)
1.一种垫板自动放置装置,用于压平机上,其特征在于:由承载机构、横移机构、升降机构、回转机构和抓取机构组成。
2.根据权利要求1所述的垫板自动放置装置,其特征在于:所述承载机构置于垫板自动放置装置的底部,其主体是一个槽形底座,槽形底座两侧的槽帮顶部通过螺栓组分别固定有承载导轨。
3.根据权利要求1所述的垫板自动放置装置,其特征在于:所述横移机构包括一根滚珠丝杠、一个丝杠螺母和两个相同的支撑座;两个支撑座分别设置在滚珠丝杠的首端和末端,滚珠丝杠两端支撑在支撑座上,支撑座通过螺栓固定在槽形底座的两端,用于支撑滚珠丝杠;丝杠螺母安在滚珠丝杠上位于两个支撑座之间;在丝杠螺母上安装有一安装板,安装板下方的两端各固定安装一滑块,左、右滑块坐落在所述的承载机构的左、右导轨之上;安装板固定连接在丝杠螺母上。
4.根据权利要求3所述的垫板自动放置装置,其特征在于:横移机构的滚珠丝杠的首端和末端分别通过螺纹安装一个轴套,两个轴套分别安装在两个支撑座孔内,轴套中设有轴承,轴套与轴承间采用过渡配合,实现滚珠丝杠的轴向定位;滚珠丝杠分别由两端的轴承来支撑在支撑座上;两个支撑座外侧分别安装端盖,端盖用于固定轴承;在滚珠丝杠和两端的端盖之间分别安装一个密封圈;在首端的支撑座前端,有一滚珠丝杠电机通过联轴器与滚珠丝杠连接,带动滚珠丝杠旋转。
5.根据权利要求1所述的垫板自动放置装置,其特征在于:所述的升降机构底部有一安装底板,安装底板通过一组螺栓和所述横移机构的安装板固定连接;在安装底板上通过一组螺栓垂直固定安装一升降气缸。
6.根据权利要求1或5所述的垫板自动放置装置,其特征在于:所述的回转机构设置在升降机构的顶部,回转机构的主体为回转气缸,回转气缸通过一组螺栓与其下方的回转气缸安装板连接在一起,回转气缸安装板与所述的升降机构的升降气缸活塞杆末端通过螺纹配合相连接。
7.根据权利要求1所述的垫板自动放置装置,其特征在于:所述的抓取机构设置在回转机构的顶端;抓取机构包括手指滑台气缸缸体、手指滑块导轨和手指滑块,手指滑台气缸缸体的底部有一块手指滑台气缸安装板,手指滑台气缸缸体通过一组螺栓固定在手指滑台气缸安装板上,手指滑块导轨通过螺栓固定在手指滑台气缸缸体两侧槽帮顶部上,手指滑块导轨上安装两个手指滑块,两个手指滑块上通过螺栓分别安装一个气动滑台手指。
8.根据权利要求2所述的垫板自动放置装置,其特征在于:在所述的承载机构中,位于承载导轨下方,在槽形底座的左右两侧面上通过螺栓组各固定一压板。
9.一种宽厚板压力矫平方法,其工作步骤为:
步骤1、将需要矫平的钢板通过机前推送装置推送到压平机的机前激光和视觉检测装置处,通过激光和视觉装置测出待矫平钢板的弯曲变形的位置和弯曲变形程度;
步骤2、当待矫平钢板弯曲变形区域中心与压平机工作平台中心重合时,机前推送装置停止动作,待矫平钢板放置在工作平台上;钢板下方共放置三个垫板自动放置装置,钢板上方只需要在压头槽内安装一个垫板自动放置装置;
步骤3、工作平台下方的托辊伸出,将待矫平钢板托起;压平机控制系统通过机前激光和视觉检测装置所测得的待矫平钢板弯曲变形数据控制压平机工作平台下方的垫板自动放置装置动作;
步骤4、工作平台下方的托辊缩回,将待矫平钢板放回到压平机工作平台上的垫板上;至此,完成了钢板下方垫板的放置工作;
步骤5、压平机控制系统通过机前激光和视觉检测装置所测得的待矫平钢板弯曲变形数据控制压平机压头上的垫板自动放置装置动作,完成钢板上方垫板的放置;
步骤6、根据控制系统中得到的数据对待矫平钢板进行矫平;
步骤7、矫平完一个弯曲区域后,重复以上3~6步骤,对待矫平钢板各个弯曲区域完成矫平;
步骤8、待矫平钢板完成矫平后,机前推送装置继续动作,将矫平过的钢板推送到压平机后输送辊道上;矫平过的钢板在经过机后激光和视觉检测装置时可测得矫平后的弯曲变形数据;通过得到的数据判断矫平后的钢板是否满足要求;
如果满足要求,前推送装置将满足要求的钢板推送至后输送辊道末端,通过行车将满足要求的钢板取下,完成了第一块钢板的矫平;
如果不满足要求,机前推送装置退回;机后推送装置动作,将不满足要求的钢板重新移回到压平机工作平台上,重复上述步骤3~6,对不满足要求的钢板进行二次矫平,直到满足要求;
步骤9、第一块钢板矫平完成后,压平机机前推送装置将第二块钢板推送至压平机工作平台上,托辊将钢板举起后,垫板自动放置装置的升降机构将垫板举起,横移机构和旋转机构动作,根据激光和视觉装置测得的数据,将垫板放置到合适的位置;当压平机停止工作时,通过升降机构将垫板收回到压平机工作平台下方。
10.根据权利要求9所述的宽厚板压力矫平方法,其特征在于,步骤2中所述的垫板自动放置装置在压平机上的放置方式为:将压平机工作平台上开一个宽度稍大于垫板宽度的槽,在距离压平机工作平台下方适当的高度处焊接一块宽度略宽于此垫板自动放置装置宽度的钢板用来安装放置此装置,将槽形底座固定在压平机工作平台下方的平板上;为了避免和压平机钢板推送装置的链条发生干涉,要在两条链条的两边和中间各布置一个垫板自动放置装置,共放置三个,可实现钢板下面垫板的放置;在压平机压头上开有槽,将垫板自动放置装置放于槽内,可实现钢板上面垫板的放置;
总体的工作过程为:滚珠丝杠电机转动,带动滚珠丝杠转动,进而带动丝杠螺母进行横向移动,带动与丝杠螺母固连的安装座和安装板进行横向移动,进而带动安装在安装板上的升降气缸以及旋转气缸以及抓取机构进行横向移动,垫板由夹取机构夹持,这样垫板便可以实现横向移动;而旋转气缸的旋转可以实现垫板以各个不同角度进行放置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110006241.7A CN112605161B (zh) | 2021-01-05 | 2021-01-05 | 垫板自动放置装置及基于此装置的宽厚板压力矫平方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110006241.7A CN112605161B (zh) | 2021-01-05 | 2021-01-05 | 垫板自动放置装置及基于此装置的宽厚板压力矫平方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112605161A true CN112605161A (zh) | 2021-04-06 |
| CN112605161B CN112605161B (zh) | 2023-01-06 |
Family
ID=75253385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110006241.7A Active CN112605161B (zh) | 2021-01-05 | 2021-01-05 | 垫板自动放置装置及基于此装置的宽厚板压力矫平方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112605161B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113579007A (zh) * | 2021-06-30 | 2021-11-02 | 上海外高桥造船有限公司 | 薄板矫平装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011029485A1 (fr) * | 2009-09-09 | 2011-03-17 | Siemens Vai Metals Technologies Sas | Machine de planage a rouleaux multiples |
| CN202779276U (zh) * | 2012-07-15 | 2013-03-13 | 鞍钢股份有限公司 | 一种厚钢板压力矫直垫铁 |
| CN105643610A (zh) * | 2014-11-14 | 2016-06-08 | 褚秀清 | 一种生产线组装单元气动搬运机械手 |
| CN207226445U (zh) * | 2017-07-28 | 2018-04-13 | 江门市新会区恒隆塑料制品有限公司 | 一种胶条抓取摆放装置 |
| CN208853472U (zh) * | 2018-08-22 | 2019-05-14 | 连云港步升机械有限公司 | 一种钢板自动矫正装置 |
| CN111229865A (zh) * | 2020-01-21 | 2020-06-05 | 太原科技大学 | 一种智能化压平系统 |
-
2021
- 2021-01-05 CN CN202110006241.7A patent/CN112605161B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011029485A1 (fr) * | 2009-09-09 | 2011-03-17 | Siemens Vai Metals Technologies Sas | Machine de planage a rouleaux multiples |
| CN202779276U (zh) * | 2012-07-15 | 2013-03-13 | 鞍钢股份有限公司 | 一种厚钢板压力矫直垫铁 |
| CN105643610A (zh) * | 2014-11-14 | 2016-06-08 | 褚秀清 | 一种生产线组装单元气动搬运机械手 |
| CN207226445U (zh) * | 2017-07-28 | 2018-04-13 | 江门市新会区恒隆塑料制品有限公司 | 一种胶条抓取摆放装置 |
| CN208853472U (zh) * | 2018-08-22 | 2019-05-14 | 连云港步升机械有限公司 | 一种钢板自动矫正装置 |
| CN111229865A (zh) * | 2020-01-21 | 2020-06-05 | 太原科技大学 | 一种智能化压平系统 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113579007A (zh) * | 2021-06-30 | 2021-11-02 | 上海外高桥造船有限公司 | 薄板矫平装置 |
| CN113579007B (zh) * | 2021-06-30 | 2023-03-10 | 上海外高桥造船有限公司 | 薄板矫平装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112605161B (zh) | 2023-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN209881225U (zh) | 一种电缆槽盒安装用小车 | |
| CN112605161B (zh) | 垫板自动放置装置及基于此装置的宽厚板压力矫平方法 | |
| CN110976720B (zh) | 预穿筋机、钢筋笼的前段生产线及生产方法 | |
| CN108910761B (zh) | 进出料小车夹钳移动操作台以及夹钳更换方法 | |
| CN208527761U (zh) | 电梯导轨自动调扭机 | |
| CN108622806B (zh) | 吊运工装以及使用该吊运工装的厚度控制装置更换方法 | |
| CN217191628U (zh) | 一种铜带加工生产用轧机设备 | |
| CN219073960U (zh) | 一种靶材修整机 | |
| CN104440020B (zh) | 一种用于分离挤压模具的开模装置 | |
| CN217555133U (zh) | 一种自动上下铝棒装置 | |
| CN212264593U (zh) | 一种起重机梁板钻孔夹紧装置 | |
| CN212475892U (zh) | 一种更换冷轧连轧机出口测张辊吊运装置 | |
| CN212333192U (zh) | 钢板横向移动装置 | |
| CN204248348U (zh) | 用于分离挤压模具的开模装置 | |
| CN107282655B (zh) | 易维修升降挡钢装置 | |
| CN210060080U (zh) | 一种维修操作平台 | |
| CN216659930U (zh) | 一种机械鼓装卸运输专用车 | |
| CN112010197A (zh) | 一种更换冷轧连轧机出口测张辊吊运装置及施工方法 | |
| CN207288465U (zh) | 一种捣固锤修整装置 | |
| CN208577364U (zh) | 一种石油钻头用便于固定的钻头起吊夹具 | |
| CN111889348A (zh) | 自动化砂石筛选设备 | |
| CN218340657U (zh) | 一种支撑辊轴承箱拆装装置 | |
| CN213559857U (zh) | 一种模具的模板拆装维护设备 | |
| CN218555197U (zh) | 壳体矫直系统的辊盒更换装置 | |
| CN212150816U (zh) | 一种用于砖块的编组装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |