CN112533843B - 包装体、内带片剂包装体、包装体的收纳部件的制造方法、以及包装体的收纳部件的制造装置 - Google Patents
包装体、内带片剂包装体、包装体的收纳部件的制造方法、以及包装体的收纳部件的制造装置 Download PDFInfo
- Publication number
- CN112533843B CN112533843B CN201980053690.8A CN201980053690A CN112533843B CN 112533843 B CN112533843 B CN 112533843B CN 201980053690 A CN201980053690 A CN 201980053690A CN 112533843 B CN112533843 B CN 112533843B
- Authority
- CN
- China
- Prior art keywords
- package
- inlet
- tablet
- thin tablet
- thin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/28—Articles or materials wholly enclosed in composite wrappers, i.e. wrappers formed by associating or interconnecting two or more sheets or blanks
- B65D75/30—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
- B65D75/32—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents
- B65D75/36—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents one sheet or blank being recessed and the other formed of relatively stiff flat sheet material, e.g. blister packages, the recess or recesses being preformed
- B65D75/366—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents one sheet or blank being recessed and the other formed of relatively stiff flat sheet material, e.g. blister packages, the recess or recesses being preformed and forming one compartment
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/03—Containers specially adapted for medical or pharmaceutical purposes for pills or tablets
- A61J1/035—Blister-type containers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/03—Containers specially adapted for medical or pharmaceutical purposes for pills or tablets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/50—Enclosing articles, or quantities of material, by disposing contents between two sheets, e.g. pocketed sheets, and securing their opposed free margins
- B65B11/52—Enclosing articles, or quantities of material, by disposing contents between two sheets, e.g. pocketed sheets, and securing their opposed free margins one sheet being rendered plastic, e.g. by heating, and forced by fluid pressure, e.g. vacuum, into engagement with the other sheet and contents, e.g. skin-, blister-, or bubble- packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/003—Filling medical containers such as ampoules, vials, syringes or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
- B65B3/022—Making containers by moulding of a thermoplastic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5855—Peelable seals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2575/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D2575/28—Articles or materials wholly enclosed in composite wrappers, i.e. wrappers formed by association or interconnecting two or more sheets or blanks
- B65D2575/30—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
- B65D2575/32—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Pharmacology & Pharmacy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Veterinary Medicine (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Fluid Mechanics (AREA)
- Physics & Mathematics (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Packages (AREA)
Abstract
提供一种不易损伤薄型片剂的包装体、不易损伤薄型片剂的内带片剂包装体、不易损伤薄型片剂的包装体的收纳部件的制造方法、不易难以损伤薄型片剂的包装体的收纳部件的制造装置。为一种用于装入薄型片剂(100)的包装体(141),具备收纳部件(142),收纳部件(142)包含入口(147)、从入口(147)凹陷的收纳部(146),收纳部件(142)具有下述构造:在被从入口(147)插入的物体所产生的力施加于被收纳于收纳部(146)的薄型片剂(100)的一部分的施力时,被收纳于收纳部(146)的薄型片剂(100)的至少一部分朝向入口(147)移动。
Description
技术领域
本发明涉及一种包装体、装有片剂的包装体、包装体的收纳部件的制造方法、以及包装体的收纳部件的制造装置。
背景技术
迄今为止,作为吞咽药物困难的患者、老人、儿童等能够安全地服用且能够不用水而容易地服用的便利性较高的剂型,开发有口腔内崩解片剂(例如专利文献1所公开的)以及易服用性固体制剂(例如专利文献2所公开的)。例如,在不能认识到服药的必要性而吐出片剂的特定患者的情况下,需要如专利文献1中公开的那样的例如在10秒以内在口腔内崩解的片剂(超速崩解片剂)。
超速崩解片剂例如形成为薄型片剂。作为薄型片剂的例子,列举了具有薄圆柱状的、直径为约14mm以上、厚度为0.5mm以上、1.5mm以下的纯平片。薄型片剂作为一例而被用作超速崩解片剂,但也存在用于其他用途的情况。
以往的较厚片剂例如被装在被称为泡形包装体的容器中而提供。泡形包装体例如将塑料制的收纳片和铝制的罩组合而形成。在收纳片作为与片剂匹配的柱状的较深凹陷而形成有收纳部。在收纳部内装有片剂的状态下,收纳部的入口被罩覆盖。罩在收纳部的周边与收纳片密接。在取出时,例如通过从收纳部外部将片剂朝向罩推压而借助片剂将罩推破。
此外,在一例中,收纳部的入口被沿收纳部的开口平行地滑动的罩覆盖。
专利文献1:国际公开第2017/038455号。
专利文献2:国际公开第2017/002803号。
在以往的较厚片剂中,容易推压片剂而破坏罩。但是,在薄型片剂的情况下,朝向罩而承受较强力的薄型片剂会破裂。此外,若倾斜收纳部而取出,则存在薄型片剂容易掉落的问题。此外,需要将手指放入收纳部内而跨较长宽度捏取薄型片剂,存在薄型片剂容易破裂的问题。
发明内容
本发明的一个目的在于提供一种与以往相比不易损伤薄型片剂的包装体、不易损伤薄型片剂的内带片剂包装体、不易损伤薄型片剂的包装体的收纳部件的制造方法、以及不易损伤薄型片剂的包装体的收纳部件的制造装置。
本发明更具体地提供以下的技术方案。
[技术方案1]
一种包装体,用于装入薄型片剂,
具备收纳部件,
收纳部件包含:
入口、
从入口凹陷的收纳部,
收纳部件具有下述构造:在从入口插入的物体所产生的力施加于被收纳于收纳部的薄型片剂的一部分的施力时,被收纳于收纳部的薄型片剂的至少一部分朝向入口移动。
[技术方案2]
如技术方案1所述的包装体,在施力时被收纳于收纳部的薄型片剂的至少一部分朝向入口移动的构造包含在施力时被收纳于收纳部的薄型片剂的其他一部分从入口突出的构造。
[技术方案3]
如技术方案1或2所述的包装体,
入口与虚拟的平面平行地扩展,
收纳部将用于使薄型片剂滑动的滑动面包含于收纳部的内部,
滑动面在与虚拟的平面正交的方向上不与收纳部其他部分重合,
滑动面相对于虚拟的平面倾斜。
[技术方案4]
如技术方案3所述的包装体,
滑动面相对于虚拟的平面的倾斜角度为0度以上、70度以下,
滑动面中的离入口最近的区域中的倾斜角度比0度大。
[技术方案5]
如技术方案4所述的包装体,
滑动面的相对于虚拟的平面的倾斜角度随着从入口离开而变小。
[技术方案6]
如技术方案1至5中任意一项所述的包装体,
包含至少部分地覆盖入口的罩。
[技术方案7]
如技术方案6所述的包装体,
收纳部件包含在收纳部的外部从入口扩展的余量部,
包装体包含将罩能够剥离地粘接于余量部的粘接层。
[技术方案8]
一种内带片剂包装体,具备:
如技术方案1至技术方案7中任意一项所述的包装体、
被收纳于包装体的收纳部内的薄型片剂。
[技术方案9]
一种内带片剂包装体,具备:
技术方案6或者技术方案7所述的包装体、
被收纳于包装体的收纳部内的薄型片剂,
薄型片剂具备:
本体,包含作为平面的两个表面;
突起,被设置于至少一个表面,
两个表面包含第一表面和第二表面,
突起被设置于第一表面,
在第二表面的外缘接触于滑动面上的状态下薄型片剂位于收纳部内时,设置于第一表面的突起朝向罩。
[技术方案10]
如技术方案8或技术方案9所述的内带片剂包装体,
入口是与虚拟的平面平行的圆,
滑动面绕与虚拟的平面正交的虚拟的中心轴旋转对称,
虚拟的中心轴通过入口的中心,
滑动面从入口在收纳部内部连续地扩展至与虚拟的中心轴相交的位置。
[技术方案11]
如技术方案2所述的包装体,
收纳部在收纳部的内部包含:
载置台,适于载置薄型片剂;
槽,朝向从入口远离的方向而凹陷,
载置台包含朝向入口的对置面,
槽从对置面的外缘的至少一部分凹陷。
[技术方案12]
如技术方案11所述的包装体,
槽从对置面的外缘的整体凹陷。
[技术方案13]
如权利要求11或12所述的包装体,
包含至少部分地覆盖入口的罩。
[技术方案14]
如技术方案13所述的包装体,
收纳部件包含在收纳部的外部从入口扩展的余量部,
包装体包含将罩能够剥离地粘接于余量部的粘接层。
[技术方案15]
一种内带片剂包装体,具备:
从技术方案11至技术方案14中任意一项所述的包装体、
被收纳于包装体的收纳部内的薄型片剂,
薄型片剂的一部分位于入口和槽之间。
[技术方案16]
一种内带片剂包装体,具备:
如技术方案13或者技术方案14所述的包装体、
被收纳于包装体的收纳部内的薄型片剂,
薄型片剂具备:
本体,包含作为平面的两个表面;
至少一个突起,被设置于至少一个表面,
两个表面包含第一表面和第二表面,
至少一个突起中的一个突起被设置于第一表面,
在薄型片剂被载置于载置台的载置状态下,第一表面朝向罩,
在载置状态下,第二表面朝向载置台,
在载置状态下,薄型片剂的一部分位于入口和槽之间,
在载置状态下,被设置于第一表面的突起朝向罩。
[技术方案17]
如技术方案16所述的内带片剂包装体,
至少一个突起中的另一个突起被设置于第二表面,
载置台包含从对置面凹陷的容纳孔,
容纳孔朝向从入口远离的方向而凹陷,
在载置状态下,被设置于第二表面的突起的至少一部分被容纳于容纳孔。
[技术方案18]
一种用于装入薄型片剂的包装体的收纳部件的制造方法,
收纳部件包含:
入口、
从入口凹陷的收纳部,
收纳部件具有下述构造:在被从入口插入的物体所产生的力施加于被收纳于收纳部的薄型片剂的一部分的施力时,被收纳于收纳部的薄型片剂的至少一部分朝向入口移动,
制造方法包含:
准备沿收纳部的形状的模具的工序、
通过将片材沿模具成形从而成形包含收纳部的收纳部件的工序。
[技术方案19]
一种用于装入薄型片剂的包装体的收纳部件的制造装置,
收纳部件包含:
入口、
从入口凹陷的收纳部,
收纳部件具有下述构造:在被从入口插入的物体所产生的力施加于被收纳于收纳部的薄型片剂的一部分的施力时,被收纳于收纳部的薄型片剂的至少一部分朝向入口移动,
制造装置具备:
沿收纳部的形状的模具,
将片材沿模具成形的成形装置。
根据本发明,能够提供一种与以往相比不易损伤薄型片剂的包装体、不易损伤薄型片剂的内带片剂包装体、不易损伤薄型片剂的包装体的收纳部件的制造方法、以及不易损伤薄型片剂的包装体的收纳部件的制造装置。
附图说明
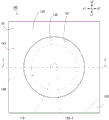
图1是第一实施方式的内带片剂包装体的仰视图。
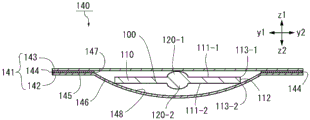
图2是图1的2-2线处的内带片剂包装体的剖视图。
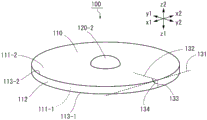
图3是图1的薄型片剂的立体图。
图4是图3的薄型片剂的仰视图。
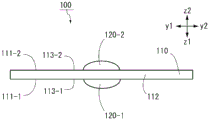
图5是图3的薄型片剂的主视图。
图6是将图3的薄型片剂配置于外部平面上的状态下的主视图。
图7是图2的滑动面的剖视图。
图8是图2的收纳部件和被移动的薄型片剂的剖视图。
图9是示出图1的内带片剂包装体的制造方法的流程图。
图10是图1的收纳部件的制造装置以及整形前的片材的剖视图。
图11是图1的收纳部件的制造装置以及成形后的收纳部件的剖视图。
图12是第二实施方式的内带片剂包装体的剖视图。
图13是第三实施方式的内带片剂包装体的仰视图。
图14是图13的14-14线处的内带片剂包装体的剖视图。
图15是第四实施方式的内带片剂包装体的剖视图。
图16是第五实施方式的内带片剂包装体的仰视图。
图17是图16的17-17线处的内带片剂包装体的剖视图。
图18是图16所示的收纳部件的俯视图。
图19是图16的收纳部件和被移动的薄型片剂的剖视图。
图20是图16的收纳部件的制造装置以及成形后的收纳部件的剖视图。
图21是第六实施方式的内带片剂包装体的剖视图。
具体实施方式
以下,对第一至第六实施方式的薄型片剂进行说明。第一至第六实施方式的各构成要素分别用1至6表示百位数。只要没有特别地相反说明,在不同的实施方式中仅百位数不同的构成要素分别表示相同的构成要素。
在本说明书中,使用相互正交的x方向、y方向、以及z方向而进行说明。x方向表示相互相反的x1方向和x2方向。y方向表示相互相反的y1方向和y2方向。z方向表示相互相反的z1方向和z2方向。只要没有特别的相反说明,这些方向就表示相对的位置关系,不限制实际使用时的方向。只要能够实现本说明书中公开的实施方式的技术构思,构成要素的形状就不被限于基于所述的表现的严格的几何学的形状。基于所谓第一以及第二的序数的表述的目的在于相互区别要素,只要能够实现相同的技术构思,能够互换序数而表述。
(第一实施方式)
图1是第一实施方式的内带片剂包装体140的仰视图(即,从z2侧观察z1侧的图)。图2是图1所示的2-2线处的内带片剂包装体140的剖视图(截面以外省略)。内带片剂包装体140包含薄型片剂100、包装薄型片剂100的包装体141。本实施方式的包装体也被称为剥离罩式的泡形包装体。
(薄型片剂)
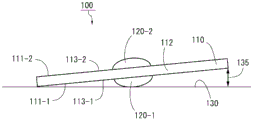
图3是第一实施方式的薄型片剂100的立体图。图4是薄型片剂100的仰视图。图5是薄型片剂100的主视图。如图5所示,薄型药片100包含较薄的圆柱形的本体110,进而,还包含从本体110突出的第一突起120-1和第二突起120-2(以下,有时不加以区别地称为突起120)。
(本体)
如图3所示,本体110是具有与z方向平行的中心轴的较薄圆柱。如图5所示,本体110包含第一表面111-1、第二表面111-2和侧面112。第一表面111-1和第二表面111-2(以下,有时不加以区别地称为表面111)是相同形状,具有沿z方向相互平行移动的形状。第一表面111-1是朝向z1方向,与xy平面平行的圆(图4)、被第一外缘113-1包围(图4)。第二表面111-2是朝向z2方向,与xy平面平行的圆,被第二外缘113-2包围。以下,有时不加以区别地将第一外缘113-1和第二外缘113-2称为外缘113。
如图3所示,侧面112是在两个表面111的法线方向(z方向)上将第一外缘113-1和第二外缘113-2连接的圆筒形。表面111和侧面112之间的角度134为90度。表面111和侧面112之间的角度134是在薄型片剂100内第一虚拟线132与第二虚拟线133所成的角度134,所述第一虚拟线132是与外缘113的虚拟切线131正交而沿表面111的线,第二虚拟线133是与外缘113的虚拟切线131正交而沿侧面112的线。换言之,在旋转对称的本体110中,相对于表面111的侧面112的角度134为,在由通过旋转的中心的平面进行切断时,表现为表面111与侧面112所成的角度134。
本实施方式的本体110的厚度为0.8mm。在其他的例子中,本体110的厚度为例如0.5mm以上,1.5mm以下。在其他的例子中,本体110的厚度为例如0.5mm以上,1.2mm以下。本体110的厚度被规定为与正交于表面111的z方向平行。在一个例子中,薄型片剂100的重量为200mg,厚度为大约1.1mm。在一个例子中,薄型片剂100的重量为250mg,厚度为大约1.3mm。
本实施方式的本体110的最大宽度即直径为14mm。在其他的例子中,表面111的最大宽度超过14mm。表面111的宽度被规定为与本体110的厚度正交的方向。
本体110能够使用例如被称为纯平片、圆角平片、尖角平片等的片剂的形式。
(突起)
如图5所示,突起120设置于两个表面111的各自。第一突起120-1从第一表面111-1沿z1方向突出。第二突起120-2从第二表面111-2沿z2方向突出。第二突起120-2相对于第二表面111-2的位置以及形状与第一突起120-1相对于第一表面111-1的位置以及形状相互地相对于与xy平面平行的虚拟中心面为镜面对称。
如图3所示,突起120具有凸状的平滑的表面。如图4所示,突起120是以与本体110相同的虚拟轴作为中心的旋转体。作为结果,薄型片剂100也是以与本体110以及突起120相同的虚拟轴作为中心的旋转体。突起120和本体110被一体地形成。突起120与本体110的边界是圆形。在从z方向观察时,突起120的整体不从突起120与本体110的边界的外形向外突出。与xy平面平行的突起120的截面随着从表面111沿z方向离开而变小。
如图4所示,突起120在表面111的面积中所占的比例为5%。即,表面111中,作为平面的部分必然露出至外部。优选突起120在表面111的面积中所占的比例为90%以下。优选突起120自表面111的高度为本体110的厚度的100%以下。在本实施方式中,突起120自表面111的高度为本体110的厚度的100%。本实施方式的突起120是大致切出球体的一部分的形状,是以与直径正交的平面将球以6:1的比例切断而获得的较小的部分。
突起120在表面111的法线方向即z方向上形成于与本体110的重心重合的位置。即,规定突起120和表面111的边界的圆的中心与规定表面111的圆的中心一致。
(间隙)
图6是将薄型片剂100配置于无限地扩展的虚拟的外部平面130上的示例的状态下的主视图。第一表面111-1朝向外部平面130。在第一突起120-1与外部平面130接触的状态下,在包围设置有第一突起120-1的第一表面111-1的第一外缘113-1的至少一部分与外部平面130之间,形成0.1mm以上的间隙135。优选以间隙135成为0.1mm以上的方式形成突起120。优选以在重力下将薄型片剂100配置于虚拟的外部平面130上时,即使不施加外力也形成有0.1mm以上的间隙135的方式形成突起120。
在图6中,示出第一外缘113-1的左侧与外部平面130接触的状态。第一外缘113-1是圆形,进而,突起120在图5的z方向上与本体110的重心重合,因此在重力下在第一外缘113-1中哪个部分与外部平面130接触不被限定。另外,薄型片剂100实际被配置的地点并不限于完全的平面。
(口腔内崩解片剂)
薄型片剂100的一例是口腔内崩解片剂。薄型片剂100的水中崩解时间的一例是大约7秒以下,优选的是5秒以下。薄型片剂100的口腔内崩解时间的一例是6秒以下,优选的是5秒以下。
薄型片剂100中包含的药效成分是医药用成分或食品/健康食品中的营养成分。药效成分能够添加单独药效成分或者添加在将药效成分缓释或者掩盖苦味等的目的下进行了包衣或造粒等的成分。薄型片剂100中包含的药效成分的用途/种类等没有特别限制。
除了药效成分外,薄型片剂100能够根据需要包含赋形剂、界面活性剂、润滑剂、酸味剂、甜味剂、调味剂、香料、着色剂、稳定剂等医药上允许的其他的任意成分。作为这些任意成分,例如,能够使用在医药品添加物辞典(药事日报社)、日本药房中记载的相应成分。此外,只要能够获得本发明期望的效果,对各成分的配比没有特别限制,能够由从业者适当决定。
上述的薄型片剂100的材料170(图6)是在崩解性颗粒组成物中混合药效成分(或者包含该药效成分的医药组成物)以及其他上述的任意成分而获得的混合物。薄型片剂100的制造装置除了模具的形状之外,是从业者公知的适合的压片机。薄型片剂100例如以压片压缩力大约2~20kN,优选的是大约5~20kN进行压片。也能够使用将如硬脂酸镁那样的润滑剂事先喷雾或者涂布于压片机的模具(也被称为臼/杵)而润滑的、被称为“外部润滑压片法”的方法。
在崩解性颗粒组成物中,作为崩解剂成分,含有例如酸型羧甲基纤维素。在崩解性颗粒组成物中,例如在调整崩解力、结合力以及片剂的服用感等的各特性的目的下,可以适当添加混合从业者公知的各种任意成分。作为这样的成分的例子,能够列举流动化剂、甜味剂、香料以及着色剂等。
崩解性颗粒组成物的各成分的配合量与各成分的种类、作为崩解性颗粒组成物的使用对象的药效成分的种类以及用途、作为最终产品的口腔内崩解片剂的用途等对应,从业者能够适当决定。
(易服用性固体制剂)
薄型片剂100除了是口腔内崩解片剂之外,还可以代替口腔内崩解片剂而为易服用性固体制剂。所谓“易服用性”的含义在于通常为固体制剂等的性质/特性,容易服下(容易吞咽)。在一个例子中,薄型片剂100包含若与水接触则显示出光滑性的凝胶剂。
(薄型片剂的变形例)
在其他的例子中,表面和侧面之间的角度不到90度。在像这样的其他的例子中,例如第二表面与第一表面同心,进而,第二表面是半径比第一表面小的圆。即,为圆锥台形。
(包装体)
如图2所示,包装体141包含收纳部件142、罩143和粘接层144。
将较薄的片材进行加工而形成收纳部件142。收纳部件142包含与xy平面平行地扩展的余量部145、从余量部145向z2方向凹陷的收纳部146。收纳部146将用于使薄型片剂100滑动的滑动面148包含于收纳部146的内部。
收纳部件142包含在外缘规定余量部145和收纳部146的边界的入口147。入口147被向z1方向开放。收纳部146从入口147向z2方向凹陷。如图1所示,入口147为圆形。余量部145在收纳部146的外部从入口147扩展。
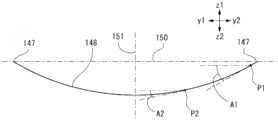
图7是和图2相同的截面处的滑动面148的剖视图(截面以外省略)。入口147与虚拟的平面150平行地扩展,所述虚拟的平面150与xy平面平行。滑动面148在与虚拟的平面150正交的z方向上不与收纳部146的其他部分重合。即,在没有罩143(图2)的状态下,在从z1方向观察z2方向时,从入口147能够看见滑动面148的整体。滑动面148相对于虚拟的平面150倾斜。
滑动面148绕与虚拟的平面150正交的虚拟的中心轴151旋转对称。虚拟的中心轴151通过入口147的中心。滑动面148从入口147在收纳部146的内部连续地扩展至与虚拟的中心轴151相交的位置。在一例中,滑动面148是由虚拟的平面150将一个球面切断而获得的形状。
滑动面148相对于虚拟的平面150的倾斜角度在任意的位置都为0度以上、70度以下。滑动面148中离入口147最近的区域处的倾斜角度比0度大。出于容易对薄型片剂100施加与z方向正交方向的力而使其滑动的理由,优选倾斜角度是0度以上、45度以下,更优选的是0度以上、30度以下。滑动面148相对于虚拟的平面150的倾斜角度随着从入口147离开而变小。倾斜角度随着从入口147离开而缓慢地变化。例如,在图7的截面内,点P2比点P1离入口147更远。点P2处的倾斜角度A2比点P1处的倾斜角度A1更小。
图2的罩143由与xy平面平行的连续的一张片材形成,位于收纳部件142的z1侧。罩143大致无松弛地覆盖入口147的整体,并且覆盖余量部145。在z方向中的余量部145和罩143之间,夹持有与xy平面平行地扩展的粘接层144。粘接层144将罩143能够剥离地粘接于余量部145。罩143在外缘的一部分包含捏手部149。在捏手部149和余量部145之间不存在粘接层144。
如图2所示,在收纳部146内,薄型片剂100的第二表面111-2朝向滑动面148,第一表面111-1朝向罩143。薄型片剂100在一个状态下,表面111与xy平面平行。另外,薄型片剂100在收纳部146内,可以从图2所示的状态稍微活动。在图2所示的状态下,第二外缘113-2接触于滑动面148上。被设置于第一表面111-1的第一突起120-1朝向罩143。第一突起120-1的z1侧端部与罩143接触。
(使用方法)
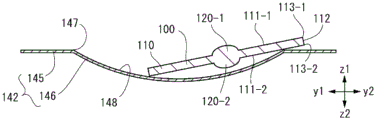
图8是与图2相同的截面处的收纳部件142和被移动的薄型片剂100的剖视图。在图8中,在薄型片剂100部分地从入口147取出至外部这一点与图2不同。
如图2所示,首先,使用者在将收纳部件142大致向下而将罩143向上的状态下拿住内带片剂包装体140。接着,使用者利用捏手部149(图1)将罩143从收纳部件142剥离,将薄型片剂100露出至外部。接着,使用者通过入口147而将手指伸入而与薄型片剂100的第一表面111-1和第一突起120-1的至少一方接触。接着,使用者用手指对薄型片剂100施加z2方向的力,并且对薄型片剂100施加y2方向的力。
其结果是,如图8所示,薄型片剂100部分地从入口147取出至外部。接着,使用者捏住第一表面111-1和第二表面111-2,将薄型片剂100完全取出。像这样,收纳部件142具有下述构造:当作为被从入口147插入的物体的手指所产生的力被施加于被容纳于收纳部146的薄型片剂100的一部分时(即在施力时),被收纳于收纳部146的薄型片剂100的至少一部分朝向入口147移动。更具体而言,在施力时,被收纳于收纳部146的薄型片剂100的另一部分从入口147突出。
(制造方法)
图9是示出内带片剂包装体140的制造方法的流程图。首先,在图9的步骤161中,将如图2所示的收纳部件142通过例如真空成形而制作。接着,在图9的步骤162中,在如图2所示的状态下在收纳部146收纳薄型片剂100。在图9的步骤163中,如图2所示,通过粘接层144将收纳部件142和罩143能够剥离地粘接。
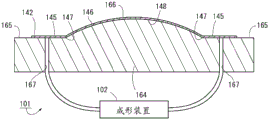
图10以及图11是说明基于真空成形的收纳部件142的制作方法的制造装置101以及片材168的剖视图(截面以外省略)。图10示出整形前,图11示出成形后的状态。制造装置101包含模具164和成形装置102。在制造时,准备如图10所示的模具164。另外,也可以使用与模具164凹凸相反的模具。
模具164包含:平面状的第一成形面165,用于成形余量部145(图2);曲面状的第二成形面166,用于成形收纳部146(图2)。第二成形面166被第一成形面165包围。除了凹凸是相反这一点之外,第一成形面165以及第二成形面166的形状与余量部145(图2)的表面以及滑动面148(图2)的形状大致一致。在模具164,在第一成形面165或者第二成形面166设置有多个吸引孔167。吸引孔167也可以被设置于其他位置。
首先,将成为收纳部件142(图2)的材料的片材168加热。接着,将片材168接近第一成形面165以及第二成形面166。接着,由作为吸引装置的成形装置102经由多个吸引孔167而进行吸引,从而在第一成形面165以及第二成形面166和片材168之间成为真空状态。其结果是,如图11所示,片材168沿第一成形面165以及第二成形面166被成形。
(材料)
作为用于形成收纳部件142的片材168(图10)的材料,例如列举有热塑性树脂、铝。作为被用于片材168的热塑性树脂,例如列举有聚氯乙烯、聚偏二氯乙烯、聚三氟氯乙烯、聚苯乙烯、聚酰胺、聚酰亚胺、聚氨酯、尼龙、石油树脂;聚对苯二甲酸乙二酯(PET)、聚对苯二甲酸丁二酯(PBT)等的聚酯;聚四氟乙烯、聚氯乙烯、聚偏二氟乙烯、乙烯/四氟乙烯共聚物等的氟树脂共聚物;ABS树脂(丙烯腈-丁二烯-苯乙烯)、AS树脂(丙烯腈-苯乙烯)、PMMA树脂等的丙烯酸树脂;聚乙烯、聚丙烯、环烯烃聚合物和环烯烃共聚物(COP)等的聚烯烃。片材168可以由上述的热塑性树脂中的一种形成,也可以将从上述的热塑性树脂选择的两种以上的热塑性树脂进行叠层而形成。片材168也可以在上述的热塑性树脂上蒸镀无机氧化物(氧化硅、氧化钛、氧化铝)、以及金属中的一种以上而形成。在片材168使用铝的情况下,可以在铝上叠层上述的热塑性树脂,也可以由上述的热塑性树脂涂覆铝。作为被用于片材168的形成的叠层方法,列举有例如干式层压法、挤出层压法、热熔层压法、湿式层压法、热式(热)层压法。
作为罩143,例如列举有用于形成收纳部件142的上述的材料。
作为粘接层144的材料,例如列举有树脂。形成粘接层144的树脂根据需要含有抗氧化剂。作为用于形成粘接层144的树脂,列举有例如聚烯烃、乙烯-甲基丙烯酸酯-丙烯酸缩水甘油酯三元共聚物;在各种聚烯烃使一元不饱和脂肪酸、二元不饱和脂肪酸或令这些酐接枝的(马来酸接枝化乙烯-乙酸乙烯酯共聚物、马来酸接枝化乙烯-α-烯烃共聚物等)树脂。作为一元不饱和脂肪酸,列举有丙烯酸,甲基丙烯酸等。作为二元不饱和脂肪酸,列举有马来酸,富马酸,衣康酸等。作为抗氧化剂,列举有公知的抗氧化剂,例如,受阻酚类抗氧化剂,磷类抗氧化剂,硫醚类抗氧化剂等。粘接层144的厚度没有被特别地限定,优选的是3μm以上、50μm以下,优选的是5μm以上、30μm以下。
在一例中,由在铝上涂覆聚丙烯的材料形成收纳部件142,作为罩143使用聚烯烃,收纳部件142和罩143经由粘接层144而被热固(热密封)。在本说明书中记载的其他的实施方式中,除了模具的形状,使用同样的材料和同样的制造装置,通过同样的制造方法制造内带片剂包装体。
(包装部件的变形例)
在其他的例子中,在滑动面148和入口147之间包含不是滑动面148的区域。另外,为了使薄型片剂100从滑动面148通过入口147顺滑地移动至外部,优选滑动面148和入口147是连续的。在其他的例子中,滑动面148相对于虚拟的平面150的倾斜角度也可以是一定的。在其他的例子中,罩143至少部分地覆盖入口147。即,罩143は、覆盖入口147的整体或者覆盖入口147的一部分。
(薄型片剂的变形例)
薄型片剂100可以是图5所示的不包含突起120的片剂,突起120可以是一个,也可以是三个以上。突起120的位置可以是与图5所示的位置不同的位置。例如在突起120不与本体110的重心重合的情况下,本体110不以突起120作为中心而旋转,本体110容易稳定。突起120可以是圆柱形、多边形的棱柱或其他的柱体。离本体110较远的突起120的顶端可以是平面。突起120可以形成为在从z方向观察时绘出文字。突起120可以是圆锥、角锥或其他的锥体。多边形的柱体以及锥体可以带有圆角。从z方向观察的突起120的外形可以是花形、鱼形等复杂的形状。
从z方向观察时本体110的外缘113和突起120的外形可以不同。从z方向观察时外缘113可以是多边形。多边形的外缘113的角可以是圆角。外缘113可以是其他的形状。外缘113的形状可以是花形、鱼形等复杂的形状。本体110可以是圆锥台形、角锥台形或其他的锥台形。
(总结1)
根据本实施方式,通过用手指等的物体对薄型片剂100的一部分施力,薄型片剂100的至少一部分朝向入口147移动,因此容易将薄型片剂100从包装体141取出。
根据本实施方式,通过用手指等的物体对薄型片剂100的一部分施力,薄型片剂100的其他一部分从入口147突出,因此容易将薄型片剂100从包装体141取出。
根据本实施方式,滑动面148在与虚拟的平面150正交的方向上不与收纳部146的其他部分重合,进而,滑动面148相对于虚拟的平面150倾斜,因此通过使薄型片剂100沿滑动面148移动,能够简单地使薄型片剂100的其他一部分从入口147突出。
根据本实施方式,滑动面148相对于虚拟的平面150的倾斜角度为0度以上、70度以下,滑动面148中离入口147最近的区域中的倾斜角度比0度大,因此容易沿与虚拟的平面150平行的方向对薄型片剂100施力,能够简单地使薄型片剂100的其他一部分从入口147突出。
根据本实施方式,滑动面148相对于虚拟的平面150的倾斜角度随着从入口147离开而变小,因此能够在减少与虚拟的平面150正交的方向的移动的同时增加与虚拟的平面150平行的方向的移动,从而使薄型片剂100顺滑地移动。
根据本实施方式,包含至少部分地覆盖入口147的罩143,因此能够稳定地将薄型片剂100收纳于收纳部146内。
根据本实施方式,包装体141包含将罩143能够剥离地粘接于余量部145的粘接层144,因此能够无需将罩143撕破而将罩143打开,能够使得不易破坏薄型片剂100。
根据本实施方式,在第二表面111-2的外缘113接触于滑动面148上的状态下薄型片剂100位于收纳部146内时,被设置于第一表面111-1的突起120朝向罩143,因此与没有突起120的情况相比,薄型片剂100变得难以在收纳部146内移动,薄型片剂100不易损伤。进而,突起120朝向罩143,因此即使不增厚本体110也能够限制薄型片剂100的晃动,能够使得不易损伤薄型片剂100。
根据本实施方式,入口147是与虚拟的平面150平行的圆,滑动面148绕与虚拟的平面150正交的虚拟的中心轴151旋转对称,因此无论将薄型片剂100向哪个方向移动也不易损伤薄型片剂100。进而,虚拟的中心轴151通过入口147的中心,滑动面148在收纳部146的内部从入口147连续地扩展至与虚拟的中心轴151相交的位置,因此容易将薄型片剂100顺滑地滑动至滑动面148与虚拟的中心轴151相交的位置。
(总结2)
根据本实施方式,在表面111上设有突起120,因此,在薄型药片100被载置于外部平面130(例如地板)上时,能够在表面111的外缘113和外部平面130之间产生间隙135,容易拿起薄型药片100。
根据本实施方式,在表面111和侧面112所成的角度为90度以下的情况下,若没有突起120则特别难以拿起,但借助突起120,在表面111的外缘113和外部平面130之间能够产生间隙135,容易拿起薄型药片100。
根据本实施方式,在本体110的厚度为0.5mm以上、1.5mm以下或者0.5mm以上、1.2mm以下因而难以捏起的薄型药片100中,在表面111和外部平面130之间形成间隙135,能够容易拿起薄型药片100。
根据本实施方式,在表面111的最大宽度为14mm以上因而难以捏起的薄型药片100中,表面111和外部平面130之间形成间隙135,因此容易拿起薄型药片100。
根据本实施方式,在表面111的面积中突起120所占的比例为90%以下,因此能够在借助突起120防止薄型药片100不必要地增厚的同时容易拿起薄型药片100。
根据本实施方式,突起120自表面111的高度为本体110的厚度的100%以下,因此能够在借助突起120防止薄型药片100不必要地增厚的同时,容易拿起薄型药片100。
根据本实施方式,外缘113的至少一部分和外部平面130之间形成有0.1mm以上的间隙135,因此用人的手指容易拿起薄型药片100。
根据本实施方式,突起120与本体110的重心重合,因此容易以突起120作为中心将本体110向各个方向倾斜。
根据本实施方式,在两个表面111的各自上存在突起120,因此任意的表面111面对外部平面130时,都能够在表面111和外部平面130之间形成间隙135,容易拿起薄型药片100。
根据本实施方式,在薄型药片100是口腔内崩解药片和易服用性固体制剂至少一方的情况下,借助间隙135的存在能够迅速地取出以及捡起,因此易于防止在捡拾时药片崩解以及凝胶化。
根据本实施方式,通过突起120,实现薄型片剂100不易在包装体141内移动和容易捡拾薄型片剂100这两方面的效果,因此与设置分别的机构的情况相比结构变得简单。
(第二实施方式)
图12是第二实施方式的内带片剂包装体240的剖视图。图12的截面和第一实施方式的图2的截面是相同位置。本实施方式的内带片剂包装体240不包含图2所示的粘接层144。即,在本实施方式中,收纳部件242和罩243在z方向上不被粘接。
收纳部件242包含第一折返部252-1和第二折返部252-2(以下,有时不加以区別地称为折返部252)。第一折返部252-1从余量部245的y1侧端缘沿z1方向延伸后,沿y2方向延伸。罩243被余量部245和第一折返部252-1夹持,因此实质上不沿z方向(至少薄型片剂200不会从入口247出来的程度)移动。此外,罩243被第一折返部252-1阻挡,因此实质上不沿y1方向移动。第二折返部252-2从余量部245的y2侧端缘沿z1方向延伸后,沿y1方向延伸。罩243被余量部245和第二折返部252-2夹持,因此实质上不沿z方向移动。此外,罩243被第二折返部252-2阻挡,因此实质上不沿y2方向移动。
罩243仅沿折返部252沿x方向移动。在开封时,使用者将罩243沿x方向挪动,从而罩243和收纳部件242分离。其结果是,薄型片剂200露出至外部。在其他的例子中,罩243也可以借助其他的结构而能够相对于收纳部件242滑动以便能够开闭入口247。
根据本实施方式,仅使罩243滑动而薄型片剂200就能够露出至外部,因此与利用薄型片剂200将罩243破坏的情况相比,薄型片剂200不易被破坏。
(第三实施方式)
图13是第三实施方式的内带片剂包装体340的仰视图(即,从z2侧观察z1侧的图)。图14是图13的14-14线处的内带片剂包装体340的剖视图。图14的截面与第一实施方式的图2的截面是相同位置。包装体341包含收纳部件342、罩343和粘接层344。
将较薄的片材进行加工而形成收纳部件342。如图14所示,收纳部件342包含与xy平面平行地扩展的余量部345、从余量部345向z2方向凹陷的收纳部346。收纳部346将用于使薄型片剂300滑动的滑动面348包含于收纳部346的内部。
收纳部件342包含在外缘规定余量部345和收纳部346的边界的入口347。入口347被向z1方向开放。收纳部346从入口347向z2方向凹陷。如图13所示,入口347是长方形。余量部345在收纳部346的外部从入口347扩展。
收纳部346包含从入口347的外缘至滑动面348的外缘沿z2方向延伸的筒状的壁部353。入口347与xy平面平行地(即,与和图7同样的虚拟的平面平行地)扩展。滑动面348在与xy平面正交的z方向上不与收纳部346的其他部分重合。即,在没有罩343的状态下,从z1侧观察z2侧时,从入口347能够看见滑动面348的整体。
滑动面348是相对于xy平面而倾斜的平面。即,滑动面348相对于xy平面的倾斜角度是一定的。倾斜角度比0度大、30度以下。在z方向上,滑动面348的y1侧端缘与入口347的距离比滑动面348的y2侧端缘与入口347的距离大。滑动面348在与图14相同的截面沿x方向平行地延伸。
罩343由与xy平面平行的连续的一张片材形成,位于收纳部件342的z2侧。罩343大致无松弛地覆盖入口347的整体,并且覆盖余量部345。在z方向中的余量部345和罩343之间,夹持有与xy平面平行地扩展的粘接层344。粘接层344将罩343能够剥离地粘接于余量部345。罩343在外缘的一部分包含捏手部349。在捏手部349和余量部345之间不存在粘接层344。
如图14所示,在收纳部346内,薄型片剂300的第二表面311-2朝向滑动面348,第一表面311-1朝向罩343。薄型片剂300在一个状态下,表面311与xy平面平行。另外,薄型片剂300在收纳部346内,可以从图14所示的状态稍微移动。在图14所示的状态下,第二突起320-2的z2侧端部附近和第二外缘313-2的y2侧端部接触于滑动面348上。被设置于第一表面311-1的第一突起320-1朝向罩343。第一突起320-1的z1侧端部与罩343接触。在薄型片剂300的y1侧端部,侧面312与壁部353接触。
(使用方法)
在图14中,使用者将罩343从收纳部件342剥离之后,通过入口347而将手指伸入而与薄型片剂300的第一表面311-1和第一突起320-1的至少一方接触。接着,使用者将位于第一突起320-1的y1侧(即,位于入口347和滑动面348在z方向上相对分离的空间的部分)的第一表面311-1向z2侧推压,从而以第二突起320-2作为支点,薄型片剂300的y2侧(即,位于入口347和滑动面348在z方向上相对接近的空间的部分)向z1方向移动。通过该移动,薄型片剂300部分地接近入口347,或者从入口347取出至外部。接着,若使用者对于薄型片剂300施加y2方向的力,则薄型片剂300在滑动面348上滑动,薄型片剂300从入口347取出至外部,或者进而从入口347取出至外部。
根据本实施方式,滑动面348的倾斜角度是一定的,因此能够用一定的力将薄型片剂100顺滑地移动。
(第四实施方式)
图15是第四实施方式的内带片剂包装体440的剖视图。图15的截面与第三实施方式的图14的截面是相同位置。第四实施方式的内带片剂包装体440具有与第三实施方式的内带片剂包装体340同样的形状,但滑动面448的y2侧端缘与入口447重合这一点上是不同的。即,滑动面448在y2侧端缘从入口447没有阶梯地平滑地连续。
根据本实施方式,在薄型片剂400沿滑动面448沿y2方向移动时,薄型片剂400顺滑地从入口447取出而不与壁部453碰撞。因而,薄型片剂400在取出时不易被破坏。此外,在没有第二突起420-2的其他的例子中,也能够容易地将薄型片剂400从入口447取出。
(第五实施方式)
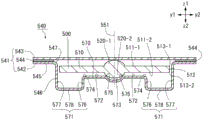
图16是第五实施方式的内带片剂包装体540的仰视图。图17是图16示出的17-17线处的内带片剂包装体540的剖视图(截面以外省略)。内带片剂包装体540包含薄型片剂500、包装薄型片剂500的包装体541。本实施方式的薄型片剂500具有第一实施方式的薄型片剂100同样的形状。
(包装体)
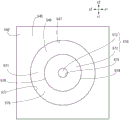
如图17所示,包装体541包含收纳部件542、罩543和粘接层544。图18是收纳部件542的俯视图(即,从z1侧观察z2侧的图)。
如图17所示,将较薄的片材进行加工而形成收纳部件542。收纳部件542包含与xy平面平行地扩展的余量部545、从余量部545向z2方向凹陷的收纳部546。收纳部件542包含在外缘规定余量部545和收纳部546的边界的入口547。入口547被向z1方向开放。收纳部546从入口547向z2方向凹陷。如图18所示,入口547是圆形。余量部545在收纳部546的外部从入口547扩展。
如图17所示,收纳部546在收纳部546的内部包含适合载置薄型片剂500的载置台570、朝向从入口547远离的方向而凹陷的槽571。
载置台570包含朝向入口547的对置面572、从对置面572凹陷的容纳孔573。对置面572与xy平面平行,朝向z1方向(图17),在圆形的外缘574和圆形的内缘575之间扩展(图18)。如图17所示,对置面572从入口547向z2方向离开。容纳孔573从对置面572的内缘575向z2方向,即向从入口147远离的方向而凹陷。
与xy平面平行的对置面572的内缘575的直径比与xy平面平行的第二突起520-2的最大直径(即,与第二表面511-2的边界的直径)小。在第二突起520-2的一部分进入容纳孔573内的状态下,对置面572的内缘575与第二突起520-2相接,容纳孔573的内表面从第二突起520-2分离。
如图17所示,槽571包含内壁576、外壁577和底壁578。内壁576是从对置面572的外缘574向z2方向延伸的圆筒状。外壁577是从入口147的外缘向z2方向延伸的圆筒状。底壁578在内壁576的z2侧端部和外壁577的z2侧端部之间与xy平面平行地扩展。如图18所示,槽571从对置面572的外缘574的整体凹陷。
如图17所示,入口547与虚拟的平面(即,与xy平面平行的平面)平行地扩展。对置面572以及底壁578的内表面在与xy平面正交的z方向上不与收纳部546的其他部分重合。即,在没有罩543的状态下,从z1方向观察z2方向时,从入口547能够看见对置面572以及底壁578的内表面的整体。载置台570以及槽571绕与xy平面正交的虚拟的中心轴551旋转对称。虚拟的中心轴551通过入口547、对置面572的内缘575、以及对置面572的外缘574的中心。
罩543由与xy平面平行的连续的一张片材形成,位于收纳部件542的z1侧。罩543大致无松弛地覆盖入口547的整体,并且覆盖余量部545。在z方向中的余量部545和罩543之间,夹持有与xy平面平行地扩展的粘接层544。粘接层544将罩543能够剥离地粘接于余量部545。罩543在外缘的一部分包含捏手部549。在捏手部549和余量部545之间不存在粘接层544。
(载置状态)
说明图17所示的薄型片剂500被载置于载置台570的载置状态。第一表面511-1朝向罩543。第二表面511-2朝向载置台570。薄型片剂500在一个状态下,表面511与xy平面平行。第二突起520-2的一部分被容纳于容纳孔573,x方向以及y方向的移动被限制。
第二表面511-2从对置面572沿z方向分离。薄型片剂500的一部分位于入口547和槽571之间。即,薄型片剂500的本体510中靠近外缘513的一定的范围在z方向上位于入口547和槽571之间。被设置于第一表面511-1的突起520朝向罩543,进而与罩543接触。另外,薄型片剂500可以在收纳部546内从图17所示的状态稍微移动。
(使用方法)
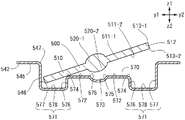
图19是与图17相同截面中的收纳部件542和被移动的薄型片剂500的剖视图。在图19中,薄型片剂500部分地从入口547取出到外部这一点与图17不同。
如图17所示,首先,使用者在将收纳部件542大致向下而将罩543向上的状态下拿住内带片剂包装体540。接着,使用者利用捏手部549(图16)将罩543从收纳部件542剥离,将薄型片剂500露出至外部。接着,使用者通过入口547而将手指伸入,将薄型片剂500的第一表面511-1中的外缘513或者靠近外缘513的部分向z2方向推压。
其结果是,如图19所示,对置面572的外缘574附近,即,对置面572和槽571的内壁576的边界成为支点,薄型片剂500部分地从入口547取出至外部。接着,使用者捏住第一表面511-1和第二表面511-2,完全地取出薄型片剂500。像这样,收纳部件542具有下述构造:当作为被从入口547插入的物体的手指所产生的力被施加于被容纳于收纳部546的薄型片剂500的一部分时(即在施力时),被收纳于收纳部546的薄型片剂500的至少一部分朝向入口547移动。更具体而言,在施力时,被收纳于收纳部546的薄型片剂500的其他一部分从入口547突出。
(制造方法)
图20是用于制作本实施方式的内带片剂包装体540的收纳部件542的模具580以及成形后的收纳部件542的剖视图(截面以外省略)。本实施方式的内带片剂包装体540是由与第一实施方式同样的制造装置以及制造方法制造的,但使用的模具580不同。
模具580包含用于成形余量部545的与xy平面平行的平面状的第一成形面581。模具580包含类似于从第一成形面581沿正交的z方向延伸的圆柱状的侧面的第二成形面582。第二成形面582成形槽571的外壁577。模具580包含从第二成形面582的z2侧端部向内侧扩展的圆环形的第三成形面583。第三成形面583是与xy平面平行的平面,朝向z2方向。第三成形面583成形槽571的底壁578。
模具580包含类似于从第三成形面583的内缘沿z1方向延伸的圆筒的内壁的第四成形面584。第四成形面584成形槽571的内壁576。模具580包含从第四成形面584的z1侧端部向内侧扩展的圆环形的第五成形面585。第五成形面585是与xy平面平行的平面,朝向z2方向。第五成形面585成形载置台570的对置面572。模具580包含从第五成形面585的内缘沿z2方向突出的第六成形面586。第六成形面586成形载置台570的容纳孔573。
除了凹凸是相反的这一点之外,第一成形面581至第六成形面586的形状与余量部145、槽571、以及载置台570的表面的形状大致一致。另外,也可以使用与模具580凹凸相反的模具。模具580在第一成形面581至第六成形面586的一个以上处设置有多个吸引孔587。吸引孔587也可以被设置于其他位置。
(变形例)
在其他的例子中,槽571从对置面572的外缘574的至少一部分凹陷。
(总结1)
根据本实施方式,通过用手指等的物体对薄型片剂500的一部分施力,薄型片剂500的至少一部分朝向入口547移动,因此容易将薄型片剂500从包装体541取出。
根据本实施方式,通过用手指等的物体对薄型片剂500的一部分施力,薄型片剂500的其他一部分从入口547突出,因此容易将薄型片剂500从包装体541取出。
根据本实施方式,收纳部546在收纳部546的内部包含适合载置薄型片剂500的载置台570、朝向从入口547远离的方向而凹陷的槽571,载置台570包含朝向入口547的对置面572,槽571从对置面572的外缘513的至少一部分凹陷,因此通过在载置台570的对置面572和槽571的边界将薄型片剂500倾斜,能够简单地使薄型片剂500的其他一部分从入口547突出。
根据本实施方式,槽571从对置面572的外缘513的整体凹陷,因此在对置面572和槽571的边界上的各种位置都能够将薄型片剂500倾斜。
根据本实施方式,包含至少部分地覆盖入口547的罩543,因此能够稳定地将薄型片剂500收纳于收纳部546内。
根据本实施方式,包装体541包含将罩543能够剥离地粘接于余量部545的粘接层544,因此能够无需撕破罩543而将罩543打开,不易破坏薄型片剂500。
根据本实施方式,薄型片剂500的一部分位于入口547和槽571之间,因此容易在载置台570的对置面572和槽571的边界将薄型片剂500倾斜,能够简单地使薄型片剂500的其他一部分从入口547突出。进而,在载置状态下突起520朝向罩543,因此即使不增厚本体510,也能够限制薄型片剂500的晃动,不易损伤薄型片剂500。
根据本实施方式,突起520被容纳于容纳孔573,因此能够限制薄型片剂500的晃动。
(第六实施方式)
图21是第六实施方式的内带片剂包装体640的剖视图。图21的截面是与第五实施方式的图17的截面的相同位置。第六实施方式的内带片剂包装体640具有第五实施方式的内带片剂包装体540同样的形状,但薄型片剂600的第二表面611-2与载置台670的对置面672接触这一点上不同。
与xy平面平行的对置面672的内缘675的直径比与xy平面平行的第二突起620-2的最大直径(即,与第二表面611-2的边界的直径)大。在第二突起620-2的整体进入容纳孔673内的状态下,对置面672与第二表面611-2相接,容纳孔673的内表面的整体从第二突起620-2分离。容纳孔673的内表面也可以与第二突起620-2相接。
根据该实施方式,作为平面的对置面672和作为平面的第二表面611-2接触,从而薄型片剂600稳定。
以上的实施方式以及变形例只要实现在本说明书中公开的技术构思,就能够进行组合。
附图标记
100…薄型片剂、101…制造装置、102…成形装置、110…本体、
111…表面、112…侧面、113…外缘、120…突起、130…外部平面、
135…间隙、140…内带片剂包装体、141…包装体、142…收纳部件、
143…罩、144…粘接层、145…余量部、146…收纳部、147…入口、
148…滑动面、149…捏手部、164…模具、167…吸引孔、168…片材、
170…材料、252…折返部、353…壁部、570…载置台、571…槽、
572…对置面、573…容纳孔、574…外缘、575…内缘、576…内壁、
577…外壁、578…底壁、580…模具。
Claims (18)
1.一种包装体,是用于装入薄型片剂的包装体,
具备收纳部件,
前述收纳部件包含:
入口、
从前述入口凹陷的收纳部,
前述收纳部件具有下述构造:在从前述入口插入的物体所产生的力施加于被收纳于前述收纳部的前述薄型片剂的一部分的施力时,被收纳于前述收纳部的前述薄型片剂的至少一部分朝向前述入口移动,
前述入口与虚拟的平面平行地扩展,
前述收纳部将用于使前述薄型片剂滑动的滑动面包含于前述收纳部的内部,
前述滑动面在与前述虚拟的平面正交的方向上不与前述收纳部的其他部分重合,
前述滑动面相对于前述虚拟的平面倾斜。
2.如权利要求1所述的包装体,其特征在于,
在前述施力时被收纳于前述收纳部的前述薄型片剂的前述至少一部分朝向前述入口移动的前述构造包含在前述施力时被收纳于前述收纳部的前述薄型片剂的其他一部分从前述入口突出的构造。
3.如权利要求1或2所述的包装体,其特征在于,
前述滑动面相对于前述虚拟的平面的倾斜角度为0度以上、70度以下,
前述滑动面中的最接近前述入口的区域中的前述倾斜角度比0度大。
4.如权利要求3所述的包装体,其特征在于,
前述滑动面相对于前述虚拟的平面的前述倾斜角度随着从前述入口离开而变小。
5.如权利要求1或2所述的包装体,其特征在于,
包含至少部分地覆盖前述入口的罩。
6.如权利要求5所述的包装体,其特征在于,
前述收纳部件包含在前述收纳部的外部从前述入口扩展的余量部,
前述包装体包含将前述罩能够剥离地粘接于前述余量部的粘接层。
7.一种内带片剂包装体,具备:
如权利要求1至权利要求6中任意一项所述的包装体;
被收纳于前述包装体的前述收纳部内的前述薄型片剂。
8.一种内带片剂包装体,具备:
如权利要求1至权利要求4中任意一项所述的包装体;
被收纳于前述包装体的前述收纳部内的前述薄型片剂,
前述包装体包含至少部分地覆盖前述入口的罩,
前述薄型片剂具备:
本体,包含作为平面的两个表面;
突起,被设置于至少一个的前述表面,
前述两个表面包含第一表面和第二表面,
前述突起被设置于前述第一表面,
以前述第二表面的外缘接触于前述滑动面上的状态而前述薄型片剂位于前述收纳部内时,设置于前述第一表面的前述突起朝向前述罩。
9.一种内带片剂包装体,具备:
如权利要求1至权利要求4中任意一项所述的包装体;
被收纳于前述包装体的前述收纳部内的前述薄型片剂,
前述入口是与前述虚拟的平面平行的圆,
前述滑动面绕与前述虚拟的平面正交的虚拟的中心轴旋转对称,
前述虚拟的中心轴通过前述入口的中心,
前述滑动面从前述入口在前述收纳部内部连续地扩展至与前述虚拟的中心轴相交的位置。
10.如权利要求2所述的包装体,其特征在于,
前述收纳部在前述收纳部的内部包含:
载置台,适于载置前述薄型片剂;
槽,朝向从前述入口远离的方向凹陷,
前述载置台包含朝向前述入口的对置面,
前述槽从前述对置面的外缘的至少一部分凹陷。
11.如权利要求10所述的包装体,其特征在于,
前述槽从前述对置面的前述外缘的整体凹陷。
12.如权利要求10或权利要求11所述的包装体,其特征在于,
包含至少部分地覆盖前述入口的罩。
13.如权利要求12所述的包装体,其特征在于,
前述收纳部件包含在前述收纳部的外部从前述入口扩展的余量部,
前述包装体包含将前述罩能够剥离地粘接于前述余量部的粘接层。
14.一种内带片剂包装体,具备:
如权利要求10至权利要求13中任意一项所述的包装体;
被收纳于前述包装体的前述收纳部内的前述薄型片剂,
前述薄型片剂的一部分位于前述入口和前述槽之间。
15.一种内带片剂包装体,具备:
如权利要求12或权利要求13所述的包装体;
被收纳于前述包装体的前述收纳部内的前述薄型片剂,
前述薄型片剂具备:
本体,包含作为平面的两个表面;
至少一个的突起,被设置于至少一个的前述表面,
前述两个表面包含第一表面和第二表面,
前述至少一个的突起中的一个前述突起被设置于前述第一表面,
在前述薄型片剂被载置于前述载置台的载置状态下,前述第一表面朝向前述罩,
在前述载置状态下,前述第二表面朝向前述载置台,
在前述载置状态下,前述薄型片剂的一部分位于前述入口和前述槽之间,
在前述载置状态下,被设置于前述第一表面的前述突起朝向前述罩。
16.如权利要求15所述的内带片剂包装体,
前述至少一个突起中的另一个前述突起被设置于前述第二表面,
前述载置台包含从前述对置面凹陷的容纳孔,
前述容纳孔朝向从前述入口远离的方向凹陷,
在前述载置状态下,被设置于前述第二表面的前述突起的至少一部分被容纳于前述容纳孔。
17.一种包装体的收纳部件的制造方法,所述包装体用于装入薄型片剂,其特征在于,
前述收纳部件包含:
入口、
从前述入口凹陷的收纳部,
前述收纳部件具有如下的构造:在从前述入口插入的物体所产生的力施加于被收纳于前述收纳部的前述薄型片剂的一部分的施力时,被收纳于前述收纳部的前述薄型片剂的至少一部分朝向前述入口移动,
前述入口与虚拟的平面平行地扩展,
前述收纳部将用于使前述薄型片剂滑动的滑动面包含于前述收纳部的内部,
前述滑动面在与前述虚拟的平面正交的方向上不与前述收纳部的其他部分重合,
前述滑动面相对于前述虚拟的平面倾斜,
前述制造方法包含:
准备沿前述收纳部的形状的模具的工序、
通过将片材沿前述模具成形从而成形包含前述收纳部的前述收纳部件的工序。
18.一种包装体的收纳部件的制造装置,所述包装体用于装入薄型片剂,
前述收纳部件包含:
入口、
从前述入口凹陷的收纳部,
前述收纳部件具有如下的构造:在从前述入口插入的物体所产生的力施加于被收纳于前述收纳部的前述薄型片剂的一部分的施力时,被收纳于前述收纳部的前述薄型片剂的至少一部分朝向前述入口移动,
前述入口与虚拟的平面平行地扩展,
前述收纳部将用于使前述薄型片剂滑动的滑动面包含于前述收纳部的内部,
前述滑动面在与前述虚拟的平面正交的方向上不与前述收纳部的其他部分重合,
前述滑动面相对于前述虚拟的平面倾斜,
前述制造装置具备:
沿前述收纳部的形状的模具,
将片材沿前述模具成形的成形装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018153416A JP7277087B2 (ja) | 2018-08-17 | 2018-08-17 | 包装体、錠剤入り包装体、包装体の収容部材の製造方法、及び包装体の収容部材の製造装置 |
| JP2018-153416 | 2018-08-17 | ||
| PCT/JP2019/031048 WO2020036105A1 (ja) | 2018-08-17 | 2019-08-07 | 包装体、錠剤入り包装体、包装体の収容部材の製造方法、及び包装体の収容部材の製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112533843A CN112533843A (zh) | 2021-03-19 |
| CN112533843B true CN112533843B (zh) | 2023-04-04 |
Family
ID=69524802
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201980053690.8A Active CN112533843B (zh) | 2018-08-17 | 2019-08-07 | 包装体、内带片剂包装体、包装体的收纳部件的制造方法、以及包装体的收纳部件的制造装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20210220220A1 (zh) |
| EP (1) | EP3838794A4 (zh) |
| JP (1) | JP7277087B2 (zh) |
| KR (1) | KR20210044842A (zh) |
| CN (1) | CN112533843B (zh) |
| TW (1) | TW202015646A (zh) |
| WO (1) | WO2020036105A1 (zh) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57501847A (zh) * | 1980-12-05 | 1982-10-14 | ||
| CN101633423A (zh) * | 2008-06-26 | 2010-01-27 | 盛冈精工电子有限公司 | 收纳托盘及收纳体 |
| CN103974682A (zh) * | 2011-12-07 | 2014-08-06 | 住友电木株式会社 | 片剂包装体 |
| WO2016204291A1 (ja) * | 2015-06-18 | 2016-12-22 | 共同印刷株式会社 | ブリスターパック用積層体、及びそれを用いたブリスターパック |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5562012A (en) * | 1978-11-06 | 1980-05-10 | Teijin Ltd | Slow-releasing preparation |
| US5711416A (en) * | 1994-06-15 | 1998-01-27 | Bauman; Robert C. | Disposable contact lens storage container with concave storage recess |
| US5673793A (en) * | 1995-10-27 | 1997-10-07 | Seidler; David | Blister pack with built-in product ejection system |
| US5816404A (en) * | 1996-02-20 | 1998-10-06 | Seidler; David | Blister pack with built-in openers |
| JP3569077B2 (ja) * | 1996-07-04 | 2004-09-22 | 帝人株式会社 | 大型成形転写箔用ポリエステルフィルム |
| US5800832A (en) * | 1996-10-18 | 1998-09-01 | Virotex Corporation | Bioerodable film for delivery of pharmaceutical compounds to mucosal surfaces |
| GB9623634D0 (en) * | 1996-11-13 | 1997-01-08 | Bpsi Holdings Inc | Method and apparatus for the coating of substrates for pharmaceutical use |
| US7828147B2 (en) * | 2004-04-24 | 2010-11-09 | Inrange Systems, Inc. | Multi-layer medication carrier |
| US7434691B2 (en) * | 2006-09-08 | 2008-10-14 | The Smartpill Corporation | Ingestible capsule packaging |
| DE102008016033B4 (de) * | 2008-03-28 | 2010-05-20 | Kempf, Jörg W. A. | Kindersichere Medikamentenverpackung |
| US20090283437A1 (en) | 2008-05-14 | 2009-11-19 | Astrazeneca Ab | Item dispenser with multi-section wells |
| TWM446530U (zh) * | 2012-06-28 | 2013-02-11 | Yi-Fan Hsieh | 隱形眼鏡包裝盒 |
| US10369076B2 (en) * | 2013-04-10 | 2019-08-06 | Ecolopharm Inc. | Blister sheet holder for the verification of the contents thereof |
| TWI695722B (zh) | 2015-06-29 | 2020-06-11 | 日商大賽璐股份有限公司 | 固態製劑之外層用組成物及含有該外層用組成物之易服用性固態製劑 |
| WO2017038455A1 (ja) | 2015-09-04 | 2017-03-09 | 株式会社ダイセル | 超速崩壊錠剤及びその製造方法 |
-
2018
- 2018-08-17 JP JP2018153416A patent/JP7277087B2/ja active Active
-
2019
- 2019-08-07 KR KR1020217007757A patent/KR20210044842A/ko unknown
- 2019-08-07 US US17/250,639 patent/US20210220220A1/en active Pending
- 2019-08-07 CN CN201980053690.8A patent/CN112533843B/zh active Active
- 2019-08-07 EP EP19849154.0A patent/EP3838794A4/en active Pending
- 2019-08-07 WO PCT/JP2019/031048 patent/WO2020036105A1/ja unknown
- 2019-08-12 TW TW108128523A patent/TW202015646A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57501847A (zh) * | 1980-12-05 | 1982-10-14 | ||
| CN101633423A (zh) * | 2008-06-26 | 2010-01-27 | 盛冈精工电子有限公司 | 收纳托盘及收纳体 |
| CN103974682A (zh) * | 2011-12-07 | 2014-08-06 | 住友电木株式会社 | 片剂包装体 |
| WO2016204291A1 (ja) * | 2015-06-18 | 2016-12-22 | 共同印刷株式会社 | ブリスターパック用積層体、及びそれを用いたブリスターパック |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3838794A4 (en) | 2022-05-04 |
| CN112533843A (zh) | 2021-03-19 |
| TW202015646A (zh) | 2020-05-01 |
| JP7277087B2 (ja) | 2023-05-18 |
| EP3838794A1 (en) | 2021-06-23 |
| US20210220220A1 (en) | 2021-07-22 |
| WO2020036105A1 (ja) | 2020-02-20 |
| JP2020026307A (ja) | 2020-02-20 |
| KR20210044842A (ko) | 2021-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6601746B2 (en) | Tablet splitting device | |
| JP5219092B2 (ja) | 分割容易な錠剤および分割容易な錠剤の製造方法 | |
| US6941948B2 (en) | Medicament storage and delivery devices | |
| TWI544917B (zh) | 醫藥劑量傳送系統 | |
| US6527155B2 (en) | Tablet splitting apparatus | |
| JP5830039B2 (ja) | 医薬組成物用の使い捨て可能な剛性容器 | |
| US20140117060A1 (en) | Wearable medical storage device | |
| JP2009514606A (ja) | 吸入器収容形状を有する容器包装 | |
| CA2366327A1 (en) | Personal medication dispensing card | |
| US7622137B2 (en) | Dosage forms contained within a capsule or sachet | |
| CN112533843B (zh) | 包装体、内带片剂包装体、包装体的收纳部件的制造方法、以及包装体的收纳部件的制造装置 | |
| JP2019505332A (ja) | カプセルをカットするための携帯装置 | |
| WO2004087110A1 (ja) | 分割錠 | |
| US20160250103A1 (en) | Rotary die system | |
| CN112512512A (zh) | 薄型片剂、薄型片剂制造方法、以及薄型片剂制造装置 | |
| DK2852423T3 (en) | System of inhaler and capsule | |
| JP5367212B2 (ja) | 錠剤の分割方法、分割容易化方法および分割容易な錠剤の製造方法 | |
| US11576879B2 (en) | Multidrug pain management package | |
| JP5049517B2 (ja) | 分割錠剤 | |
| JP2006052230A (ja) | 分割錠剤及びプレススルーパック | |
| WO2017161203A1 (en) | Devices for delivering an agent into breast milk and associated systems and methods | |
| JP2020026307A5 (zh) | ||
| JPH0520303B2 (zh) | ||
| CN2516476Y (zh) | 抗结核组合药包装板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |