CN112292337B - 用于磨损识别的方法和具有磨损识别的传送系统 - Google Patents
用于磨损识别的方法和具有磨损识别的传送系统 Download PDFInfo
- Publication number
- CN112292337B CN112292337B CN201980041729.4A CN201980041729A CN112292337B CN 112292337 B CN112292337 B CN 112292337B CN 201980041729 A CN201980041729 A CN 201980041729A CN 112292337 B CN112292337 B CN 112292337B
- Authority
- CN
- China
- Prior art keywords
- vibration sensor
- guide rail
- wear
- vibrations
- fixed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G43/00—Control devices, e.g. for safety, warning or fault-correcting
- B65G43/02—Control devices, e.g. for safety, warning or fault-correcting detecting dangerous physical condition of load carriers, e.g. for interrupting the drive in the event of overheating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G21/00—Supporting or protective framework or housings for endless load-carriers or traction elements of belt or chain conveyors
- B65G21/20—Means incorporated in, or attached to, framework or housings for guiding load-carriers, traction elements or loads supported on moving surfaces
- B65G21/22—Rails or the like engaging sliding elements or rollers attached to load-carriers or traction elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G23/00—Driving gear for endless conveyors; Belt- or chain-tensioning arrangements
- B65G23/02—Belt- or chain-engaging elements
- B65G23/04—Drums, rollers, or wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G17/00—Conveyors having an endless traction element, e.g. a chain, transmitting movement to a continuous or substantially-continuous load-carrying surface or to a series of individual load-carriers; Endless-chain conveyors in which the chains form the load-carrying surface
- B65G17/06—Conveyors having an endless traction element, e.g. a chain, transmitting movement to a continuous or substantially-continuous load-carrying surface or to a series of individual load-carriers; Endless-chain conveyors in which the chains form the load-carrying surface having a load-carrying surface formed by a series of interconnected, e.g. longitudinal, links, plates, or platforms
- B65G17/065—Conveyors having an endless traction element, e.g. a chain, transmitting movement to a continuous or substantially-continuous load-carrying surface or to a series of individual load-carriers; Endless-chain conveyors in which the chains form the load-carrying surface having a load-carrying surface formed by a series of interconnected, e.g. longitudinal, links, plates, or platforms the load carrying surface being formed by plates or platforms attached to a single traction element
- B65G17/066—Conveyors having an endless traction element, e.g. a chain, transmitting movement to a continuous or substantially-continuous load-carrying surface or to a series of individual load-carriers; Endless-chain conveyors in which the chains form the load-carrying surface having a load-carrying surface formed by a series of interconnected, e.g. longitudinal, links, plates, or platforms the load carrying surface being formed by plates or platforms attached to a single traction element specially adapted to follow a curved path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0264—Luggage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2203/00—Indexing code relating to control or detection of the articles or the load carriers during conveying
- B65G2203/02—Control or detection
- B65G2203/0266—Control or detection relating to the load carrier(s)
- B65G2203/0275—Damage on the load carrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2203/00—Indexing code relating to control or detection of the articles or the load carriers during conveying
- B65G2203/04—Detection means
- B65G2203/042—Sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2207/00—Indexing codes relating to constructional details, configuration and additional features of a handling device, e.g. Conveyors
- B65G2207/48—Wear protection or indication features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2812/00—Indexing codes relating to the kind or type of conveyors
- B65G2812/02—Belt or chain conveyors
- B65G2812/02009—Common features for belt or chain conveyors
- B65G2812/02019—Supporting or guiding frames
- B65G2812/02069—Rails
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Conveyors (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Abstract
为了在具有封闭的环绕轨道(2)的传送系统(1)运行时识别磨损(V),在至少一个行进机构(13)上安置有拾取器(20),所述拾取器在滚轮(12)和/或导轨(20)磨损时接触所述导轨(20)的表面(19)。与拾取器(20)耦联的传感器(21)记录通过接触产生的振动。将所述振动无线地传输给后台系统并且进行评估。因此提供一种方法和系统,所述方法和系统允许尤其在封闭的传送设施中进行磨损识别并且明显减少维护耗费。
Description
技术领域
本发明涉及一种用于在传送系统运行时进行磨损识别的方法以及一种具有磨损识别的传送系统。
背景技术
本发明尤其涉及在机场内用于行李和计件货物的传送系统的技术领域。每个机场运营商的目的在于,将在行李发送时的故障减少到最小程度。在实践中这表示:行李传送系统在运行期间保持“活动”状态,并且在运行时间之外进行基于时间的维护。下文中称为SCADA系统的《监督控制和数据采集》系统借助于计算机系统监控和控制技术过程,并且通常用于监控机场行李传送系统。SCADA能够使机场运营商和其它系统运营商监控整个系统的运行状态。
SCADA系统能够显示传送系统的部段的故障,例如如果所述部段不再可用于行李发送。较小的问题,例如由行李箱卡住而引起的物流中的干扰,能够被非常迅速地消除,使得所涉及的部段能够回到正常运行状态下。然而,由于磨损引起的部件故障通常不能在不显著影响系统的可用性和容量的情况下被消除。这些故障可能会对于机场运营商和其它系统运营商引起重大问题。
这种问题至今借助所谓的《预防性维护》来解决,并且包括以预定的维护间隔对部件进行预防性维护。然而,这种基于时间的维护策略是耗费的。此外,维护活动在实际上甚至还不需要的各个部件上进行。此外,各个相同的部件的损耗是不均匀的,使得一些部件过于频繁地被维护,而其它部件过晚地被维护,进而虽然存在定期的维护间隔,但仍会发生故障。因此,基于时间的或预防性维护程序越来越多地被用于纠正性维护的程序取代,所述纠正性维护作为故障检修RTF或反应性维护已知。这种反应性维护会引起故障的部件,所述部件必须在正在进行的运行期间被维修或替换,这可能会引起系统停机时间以及引起对行李延误交付的合同罚款。所述合同罚款应由机场经营者支付给航空公司。此外,由于突然发生的故障产生用于维修或替换的高的成本,这尤其是因为维护人员,类似于消防部门必须立即准备采取行动。
机场行李提取转盘(reclaim carussel)将托运的行李退还给到达的旅客。所述行李通常经由输送带从上方或下方输送给行李提取转盘,并且然后被分配到运动地环绕运行的传送带(reclaim belt)上。常见的是,这种类型的系统具有两个输送带,由此增加了将行李运送给环绕运行的传送带进而运送给旅客的输送能力。行李提取转盘的环绕运行的传送带通常由摩擦驱动的传送带构成,所述传送带与模块化单元组装成连续环线,并且其主要部件是直线的传送路线、正常的曲线、反向曲线和驱动单元。
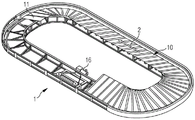
下面参考图1和2。行李提取转盘1根据尺寸和配置通常在受最大负荷的直线的传送路线部段的末端处,在直线的台架上具有一个或多个驱动单元16。
由于冗余原因,行李提取转盘1通常由两个驱动单元16驱动,所述驱动单元经由自由旋转的联轴器(自行车原理)连接。单个驱动单元16的尺寸设计为,使得其能够沿着封闭的循环轨道2驱动具有直至75m长度的传送带10。通常,传送带的橡胶薄片11是1200mm长和8mm厚的。压紧的钢制薄片支架或行进机构13以250mm的间距安置在每个链节上并且带有装有聚氨酯轮胎的支撑轮12和导向轮15用于平稳的、无摩擦运行。橡胶薄片11和支撑缓冲件19安置在每个支架上,以便能够提供连续的承载面。
行李提取转盘1位于到达大厅中,并且其磨损部件,如滚子13和导轨18隐藏在隔板后方。为了进行预防性维护,并且尤其也由于要检查的部件数量很多,进入是非常耗时且劳动密集的。行李提取转盘1如传送带一样在直至数百米长的封闭的环绕轨道2上工作。所述行李提取转盘1包含两个导轨18,并且大约每半米有一个聚氨酯辊作为运输滚子13在各一个导轨18上滚动。大型机场运营直至100个或更多的这种行李提取转盘。与用于行李发送的其它部件相比,行李提取转盘在运行时是非常可靠的。因此,出于成本效益考虑,通常完全不对它们进行维护,而是运行直至其在持续运行中出现故障为止。
当固体物体的材料与运输滚子12或导轨18的材料相比具有相同或甚至更大的硬度时,就会发生磨蚀性的磨损。由于在过渡部位的表面之间的摩擦作用而产生粘附性的磨损。如果这些过渡部位具有不同的硬质材料,那么较软的材料将会遭受剪切力,进而传递到较硬的材料上,对此参见图3。
在导轨18上的磨损由沉积物引起,所述沉积物能够归因于高负载下的磨耗。尤其当磨粒在磨损期间附加地破裂时,会发生磨蚀性的磨损。此外,被对象O阻挡的运输滚子12被磨损。被阻挡的、未能根据规定滚动的运输滚子12承受剧烈的摩擦进而承受伴随于此的高温,从而损失材料。
因此重要的是,及早识别传送系统的部件的即将发生的故障,从而能够在运行时间期间仍防止传送系统的运行故障,并且能够在运行中断开始时立即进行维修。这种维护策略对机场运营商和系统运营商而言特别重要,然而至今在市场上尚未提供。
文献[1]公开了一种用于识别滚轮的拉绳槽的磨耗状态的无线监控装置。为此使用无线传感器,所述无线传感器将识别到的磨耗作为磨损状态信息检测,并且将其传输给管理平台。因此省去由专业人员进行定期检查。所述装置不能经济地用于传送系统,因为必须放置非常大量的传感器,并且由于大的数量,经济效益总体上很低。
公开文献[2]描述了一种用于自动检测在传送设施中的位置可移动的滚轮或滚子的磨损状态的装置和方法,所述传送设施例如为行李传送设施。在[2]中描述的装置和描述的方法实现了下述目的:当要检查的滚子行进穿过所述设施时,以简单可靠的方式自动地以测量技术检测磨损状态。这通过在设施的传送路径中固定地设置的测量站进行,在所述测量站中能够无接触地检测所述滚轮或滚子的直径与预设的期望直径的偏差并且以信号的方式通知。在该解决方案中的缺点在于,所述磨损识别仅限于滚子,并且不能检测导轨的磨损状态。
发明内容
因此,本发明所基于的目的是,提出一种用于在传送系统运行时识别磨损的方法,所述方法以少的设备耗费借助磨损部位(=磨损位置)的指示来检测磨损,进而允许尽可能在系统故障之前识别磨损。同样地,应提出一种传送系统,在该传送系统中实现上述磨损识别。
所述目的通过根据本发明的一种用于在传送系统运行时进行磨损识别的方法来实现。
根据本发明的解决方案的特征在于一种用于在传送系统运行时识别磨损的方法,所述传送系统由至少一个在闭合的轨道中环绕运行的行进机构构成,其中所述行进机构包含在导轨上运动的运输滚子,并且其中在行进机构上固定有拾取器,所述拾取器与导轨表面具有预设的间距。在通过运行而在运输滚子和/或导轨上产生磨损时,所述拾取器会接触导轨表面,进而置于振动中。与拾取器耦联的振动传感器记录所述振动。所记录的振动与时间戳和振动传感器的标识一起由振动传感器无线地传输给后台系统。在后台系统中,对所传输的数据进行分析,并且在出现偏差的情况下将其识别为磨损并且借助消息以信号的方式通知。
根据本发明的解决方案还涉及一种传送系统,所述传送系统由至少一个在闭合的轨道中在导轨上环绕运行的行进机构构成,其中所述行进机构包含运输滚子,并且在所述行进机构上固定有拾取器,所述拾取器距导轨表面具有预设的间距,
其中
a)在传送系统运行中在运输滚子和/或导轨上产生磨损时,所述拾取器接触导轨表面,进而置于振动中;
b)振动传感器与拾取器耦联,所述振动传感器记录振动;
c)振动传感器所记录的振动与时间戳和振动传感器的标识一起无线地传输给后台系统;
d)在后台系统中,对无线传输的振动和时间戳进行分析,并且将偏差识别为磨损并且借助消息以信号的方式通知。
因此能够附加地产生以下优点:
i)通过根据本发明的解决方案,能够在发生系统故障之前识别到在运输滚子或导轨上的磨损,并且能够更及时地开始维护工作。
ii)根据本发明的解决方案尤其适用于下述传送系统,其中行进机构和导轨被隐藏,并且仅能够通过打开盖来检查和必要时进行维修。
优选使用振动传感器,所述振动传感器除了记录的振动数据之外也传输其状态数据,例如剩余的电池容量和温度。因此也确保对传感器本身进行监控,进而维护耗费再次明显降低。
在一个优选的实施形式中还提出,传感器安置在导轨上,以便能够及早识别出在运输滚子上的磨损,例如由于受到异物阻挡而引起的运输滚子的扁平部位。
在下文中给出本发明的其它有利的实施形式。
附图说明
下面根据附图例如详细阐述本发明。在此示出:
图1示出部分打开的行李提取转盘的立体图;
图2示出行李提取转盘的横截面视图;
图3示出在导轨上的磨损部位的视图;
图4示出在行李提取转盘中的传感器的布置;
图5示出传感器、网关和后台系统的通信路径的视图;
图6示出在传送系统处的磨损部位的被检测的位置的视图;
图7示出滚轮和导轨的不同的(磨损)状态的视图。
具体实施方式
下面详细描述的实施例涉及行李提取转盘。然而,本发明不局限于行李提取转盘,而是能够应用于具有闭合的循环并且包括至少一个行进机构的任何类型的传送系统,所述行进机构的至少两个滚子或滚轮在各一个导轨上运动。这种闭合的循环的各一个示例在图1或图6中得出。
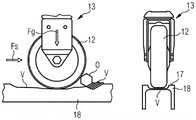
根据图4描述了检测磨损部位的具体的实施方案。图4示出具有滚轮12——也称为运输滚子12——的行进机构13,所述滚轮在导轨18的导轨表面17上滚动。因为对所述行进机构13的引导借助另一导向滚子15进行,因此导轨平坦地构成,即不以具有通过车轮的轮缘进行的引导的铁轨类型那样。
在行进机构13上固定有拾取器20,其距导轨表面的间距d是能够固定地设定的并且最大为几毫米。借助传送设施的运行,在滚轮12或导轨18的一部分上产生磨损V,如这在图3的右侧清楚地示出的那样。由于所述磨损V,拾取器20在给定的时间点接触导轨表面17。因此产生刮擦噪声或振动,所述刮擦噪声或振动被传感器21记录。该原理与留声机唱针类似,所述留声机唱针触碰唱片,并且目的在于进行自动的24/7磨损检查,从而使手动检查变得多余。24/7代表7天每天24小时。
无线的电池运行的传感器21与拾取器20机械地耦联并且记录拾取器20的振动/振荡。传感器21执行3轴线加速度测量,以记录所述振动。所记录的振动与传感器21的标识一起被传输给安置在传送系统1中的网关23。
为了确定磨损部位的位置参考图5。如上文阐述的,行进机构13执行闭合的循环,并且在每个循环中也直接在网关23附近经过。因此,通过在传感器21与网关23之间的持久的或周期性的通信24在每次经过时定义了零时间。因此,所述网关23具有信标的功能。因此,在传输这种振动时也能够提供时间戳,所述时间戳包含相对于零时间的相对时间。因为这种传送系统的循环速度是已知的并且通常是恒定的,因此能够基于拾取器21与导轨表面17的接触相对于网关23的方位来确定过度振动的部位,从而确定磨损部位V。相对于方位表示所走过的路径的长度,而不表示在网关与磨损部位V之间的点对点距离。此外,也能够在后台系统中为传感器21或22的每次记录分配时间。
参考图3和图7来阐述磨损类型。图3在右侧示出导轨18,所述导轨在导轨表面17上具有磨损V。在此,滚轮12是运转正常的。在图3的右侧没有示出拾取器20。然而可直接看到,所述拾取器20在磨损V的左侧和右侧与原始的导轨表面接触,进而置于振动中,所述振动能被传感器21记录。图7在右侧示出滚轮12和导轨18或导轨表面17的新状态。用r表示从滚轮12的转动轴线到导轨表面17的间距(=半径)。图7在中间示出在导轨18上的磨损V,在图7中的左侧示出滚轮12的磨损V。两种磨损类型的共同点是,转动轴线与原始方位相比移动了间距x。
拾取器20与导轨表面17的接触引起振动速度和/或振动幅度提高。
传感器21经由拾取器21识别到由异物O引起的振动速度的提高。这种异物能阻挡滚轮,这例如在图3中左侧示出。预期的是,在正常运行中滚轮将大约5mm/s的振动(峰到峰速度)传递到导轨上,并且产生大约85mm/s的“被阻挡的”滚轮振动。“被阻挡的”滚轮振动应理解为由滚轮产生的振动,所述滚轮由于上述阻挡具有呈平坦部位的形式的不均匀的磨损。
除了在行进机构13上的传感器21之外,各一个传感器22能够安置在各一个导轨20上,即左侧和右侧上,其与传感器21是相同的类型,并且记录上文阐述的通过具有平坦部位的滚轮引起的振动。
由网关23接收到的数据,即至少由频率/幅度、时间戳和传感器的标识,构成的三元数据被传输给后台系统,例如云,并且在该处借助于信号处理服务器通过下述方式进行分析:
-与先前接收到的三元数据进行比较;
-进行随着时间的统计学评估。
如果在该分析中确定显著的偏差,则能够将消息发送给运营商,说明设施和设施中的位置,以便能够召集维护人员。在后台系统27中存储另外的设施参数,尤其是传感器的标识与设施的关联关系,以及传感器的标识与轨迹和滚轮12或导轨18的关联关系。
作为传感器21、22提供“多合一”的“Bluetooth Low Energy(蓝牙低耗能)”BLE的传感器,所述传感器在此被称为“振动BLE传感器”。
传送系统1优选具有至少两个固定在导轨18上的固定式传感器22和两个位于行进机构13上的与拾取器20耦联的传感器21。所述传感器21、22中的每个都是上述类型的“振动BLE传感器”。所述振动BLE传感器是电池运行的,使用寿命为3至9年。所述使用寿命取决于到网关的数据传输周期。除了上述三元数据之外,所述振动传感器和温度BLE传感器能够通过网关23将其内部状态例如剩余的电池容量传输给后台系统27。同样地,温度的传输作为选项是可行的。借助这些附加的数据,在后台系统中也能够通过信号处理服务器监控传感器的状态。因此,所提出的用于在传送系统运行时识别磨损的方法和系统的可用性再次得以改进,而无需附加的设备耗费。
附图标记列表,词汇表
1 传送系统、行李转盘
2 轨道、封闭的环绕轨道
10 传送带
11 薄片、橡胶薄片
12 支撑轮、聚氨酯辊;运输滚子、滚轮
13 行进机构
14 薄片支架
15 导向轮
16 驱动单元
17 导轨表面
18 导轨
19 支撑缓冲器
20 拾取器
21 在行进机构上的传感器
22 在导轨上的传感器
23 网关、WiFi网关、信标
24 传感器21←→网关的通信
25 传感器22←→网关的通信
26 通信←→后台系统
27 后台系统、评估系统
28 用信号通知的磨损部位
BLE 蓝牙低耗能
d 在拾取器和导轨表面之间的间距
O 异物
r 在未磨损状态下滚轮的半径
V 磨损、磨损部位
x 通过磨损引起的转动轴线的移位
引用文献列表
[1]CN103458040(A)
《Equipment abrasion state wireless monitoring device based onInternet of Things(基于物联网的设备磨损状态无线监测装置)》
TIANJIN ZHONGTIANYI INFORMATION TECHNOLOGY CO LTD天津中天一信息技术有限公司
[2]EP 1 469 278 A1
《Apparatus for measuring the wear of wheels or rollers(测量滚轮或滚子的磨损的装置)》
SIEMENS AKTIENGESELLSCHAFT,DE-80333Munich西门子股份公司,德国-80333慕尼黑
Claims (12)
1.一种用于在传送系统(1)运行时进行磨损识别的方法,所述传送系统由至少一个在闭合的轨道中环绕运行的行进机构(13)构成,其中所述行进机构(13)包含在导轨(18)上运动的运输滚子(12),并且其中在所述行进机构(13)上固定有拾取器(20),所述拾取器与所述导轨表面(17)具有预设的间距(d);其特征在于下述方法步骤,
a)在通过运行而在所述运输滚子(12)和/或所述导轨(18)上产生磨损时,所述拾取器(20)接触所述导轨表面(17),进而置于振动中;
b)与所述拾取器(20)耦联的第一振动传感器(21)记录振动;
c)所记录的振动与时间戳和所述第一振动传感器(21)的标识一起由所述第一振动传感器(21)无线地传输(24、26)给后台系统(27);
d)在所述后台系统(27)中,对在方法步骤c)中传输的数据进行分析,并且在出现偏差的情况下将其识别为磨损(V)并且借助消息以信号的方式通知。
2.根据权利要求1所述的方法,其中所述轨道通过两个导轨(18)形成并且在每个导轨(18)上固定有至少一个固定的第二振动传感器(22),
其特征在于下述方法步骤:
e)通过所述固定的第二振动传感器(22)记录通过滚过的具有磨损的运输滚子(12)产生的振动,
f)将在方法步骤e)中记录的振动与时间戳和所述固定的第二振动传感器(22)的标识一起传输(25、26)给所述后台系统(27);
g)对于在方法步骤f)中传输的数据执行权利要求1中的方法步骤d)。
3.根据权利要求2所述的方法,其特征在于,所述数据从所述第一振动传感器(21)和所述第二振动传感器(22)到所述后台系统(27)的传输经由网关(23)进行,其中所述网关(23)安装在轨道的固定的位置处,并且在具有所述第一振动传感器(21)的行进机构(13)每次经过时设定零时间。
4.根据权利要求1或2所述的方法,其特征在于,通过与之前的记录的统计学比较或者通过与固定量的比较来识别所述偏差。
5.根据权利要求2所述的方法,其中除了所记录的振动之外,还传输每个第一振动传感器(21)和第二振动传感器(22)的状态数据。
6.根据权利要求5所述的方法,其特征在于,每个第一振动传感器(21)和第二振动传感器(22)的状态数据包含剩余的电池容量和其温度。
7.根据权利要求6所述的方法,其特征在于,在低于固定的电池容量或高于特定的温度时同样根据方法步骤d)发出消息。
8.一种传送系统(1),所述传送系统由至少一个在闭合的轨道(2)中在导轨(18)上环绕运行的行进机构(13)构成,其中所述行进机构(13)包含运输滚子(12),并且在所述行进机构(13)上固定有拾取器(20),所述拾取器距导轨表面(17)具有预设的间距(d),其中,
a)在所述传送系统(1)运行中在所述运输滚子(12)和/或所述导轨(18)上产生磨损时,所述拾取器(20)接触所述导轨表面(17),进而置于振动中;
b)与所述拾取器(20)耦联有第一振动传感器(21),所述第一振动传感器记录振动;
c)所记录的振动与时间戳和所述第一振动传感器(21)的标识一起由所述第一振动传感器(21)无线地传输(24、26)给后台系统(27);
d)在所述后台系统(27)中,将无线传输的振动和时间戳进行分析,并且将偏差识别为磨损(V)并且借助消息以信号的方式通知。
9.根据权利要求8所述的传送系统(1),其中所述轨道通过两个导轨(18)形成并且在每个导轨(18)上固定有至少一个第二振动传感器(22),所述第二振动传感器记录通过滚过的具有磨损的运输滚子(12)产生的振动并且将其传输(25、26)给后台系统(27);
其中
e)通过固定的所述第二振动传感器(22)记录通过滚过的具有磨损的运输滚子(12)产生的振动;
f)将由固定的所述第二振动传感器(22)记录的振动与时间戳和固定的所述第二振动传感器(22)的标识一起传输给所述后台系统(27)。
10.根据权利要求8或9所述的传送系统(1),其中通过与之前的记录的统计学比较或者通过与固定量的比较来识别所述偏差。
11.根据权利要求9所述的传送系统(1),其中除了所记录的振动之外,还传输每个第一振动传感器(21)和第二振动传感器(22)的状态数据。
12.根据权利要求11所述的传送系统(1),其中每个第一振动传感器(21)和第二振动传感器(22)由电池运行,并且每个第一振动传感器(21)和第二振动传感器(22)的所述状态数据包含其温度和剩余的电池容量。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18178668.2 | 2018-06-19 | ||
| EP18178668.2A EP3584199A1 (de) | 2018-06-19 | 2018-06-19 | Verfahren und system zur verschleisserkennung beim betreiben eines fördersystems |
| PCT/EP2019/063648 WO2019242999A1 (de) | 2018-06-19 | 2019-05-27 | Verfahren zur verschleisserkennung und fördersystem mit verschleisserkennung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112292337A CN112292337A (zh) | 2021-01-29 |
| CN112292337B true CN112292337B (zh) | 2022-04-26 |
Family
ID=62816306
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201980041729.4A Active CN112292337B (zh) | 2018-06-19 | 2019-05-27 | 用于磨损识别的方法和具有磨损识别的传送系统 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11279567B2 (zh) |
| EP (2) | EP3584199A1 (zh) |
| JP (1) | JP7034342B2 (zh) |
| CN (1) | CN112292337B (zh) |
| DK (1) | DK3810531T3 (zh) |
| NZ (1) | NZ771863A (zh) |
| SG (1) | SG11202012476RA (zh) |
| WO (1) | WO2019242999A1 (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020133719A1 (de) * | 2020-12-16 | 2022-06-23 | Homag Gmbh | Fördereinrichtung |
| EP4036678A1 (en) | 2021-01-29 | 2022-08-03 | Siemens Aktiengesellschaft | Anomaly detection during operation of a conveying system |
| US11866267B2 (en) | 2021-12-23 | 2024-01-09 | Metso Outotec USA Inc. | System and method for monitoring an apron feeder |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4359945A (en) * | 1980-12-10 | 1982-11-23 | F. Jos. Lamb Company | Gravity trolley conveyor with speed control |
| JPH0534139A (ja) * | 1991-07-30 | 1993-02-09 | Nissan Motor Co Ltd | コンベアフリーレールの磨耗測定装置 |
| JP4289897B2 (ja) * | 2003-02-06 | 2009-07-01 | 本田技研工業株式会社 | レール摩耗検出装置およびこの検出装置を用いたレールの残厚測定方法 |
| DE10317946A1 (de) * | 2003-04-17 | 2004-11-25 | Siemens Ag | Vorrichtung zum Erfassen des Verschleißzustandes von Rädern oder Rollen |
| CN2639247Y (zh) * | 2003-08-12 | 2004-09-08 | 玉溪红塔烟草(集团)有限责任公司 | 一种滚道式输送机导轨 |
| CN1918522B (zh) * | 2004-02-19 | 2010-11-24 | 西门子公司 | 煤炭研磨机器 |
| JP2007137595A (ja) * | 2005-11-18 | 2007-06-07 | Honda Motor Co Ltd | 搬送コンベアの保守検査装置および保守検査方法 |
| RU2337031C1 (ru) * | 2007-01-31 | 2008-10-27 | Закрытое акционерное общество "Транс Тех" | Способ мониторинга износа поверхности катания колеса железнодорожной колесной пары |
| US8393462B2 (en) * | 2010-05-17 | 2013-03-12 | Globe Composite Solutions, Ltd. | Slope plate carrousel carriage frame |
| US9376263B2 (en) * | 2011-03-14 | 2016-06-28 | Intium Energy Limited | Vibration detection system, apparatus and method |
| US20170027808A1 (en) * | 2011-08-16 | 2017-02-02 | Angelo Castiglione | Exercise Roller |
| AU2012367144B2 (en) * | 2012-01-23 | 2015-08-06 | Abb Technology Ag | System and method for monitoring the condition of a conveyor belt |
| CN103458040B (zh) | 2013-09-09 | 2016-05-25 | 湘潭众天一信息化科技有限公司 | 一种基于物联网的设备磨损状态无线监测装置 |
| WO2016033583A1 (en) * | 2014-08-29 | 2016-03-03 | Mantissa Corporation | Conveyor system wheel failure detection and remediation |
| US9896276B2 (en) * | 2016-01-26 | 2018-02-20 | Patco Sales and Services, Inc. | Method and apparatus for automatically and visually monitoring wear of a continuous chain |
| DK3214423T3 (en) * | 2016-03-04 | 2019-04-08 | Siemens Ag | Early identification of bearing wear |
| EP3475197A1 (en) * | 2016-06-27 | 2019-05-01 | Castrol Limited | Conveyor condition monitor for a conveyor with linked trollies |
| HUE051384T2 (hu) * | 2016-07-19 | 2021-03-01 | Medela Holding Ag | Kerékszerelvény egy sínpályán vezetett jármûhöz |
-
2018
- 2018-06-19 EP EP18178668.2A patent/EP3584199A1/de not_active Withdrawn
-
2019
- 2019-05-27 DK DK19729645.2T patent/DK3810531T3/da active
- 2019-05-27 WO PCT/EP2019/063648 patent/WO2019242999A1/de unknown
- 2019-05-27 EP EP19729645.2A patent/EP3810531B1/de active Active
- 2019-05-27 SG SG11202012476RA patent/SG11202012476RA/en unknown
- 2019-05-27 JP JP2020570712A patent/JP7034342B2/ja active Active
- 2019-05-27 US US17/254,400 patent/US11279567B2/en active Active
- 2019-05-27 CN CN201980041729.4A patent/CN112292337B/zh active Active
- 2019-05-27 NZ NZ771863A patent/NZ771863A/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| US20210188566A1 (en) | 2021-06-24 |
| NZ771863A (en) | 2022-11-25 |
| WO2019242999A1 (de) | 2019-12-26 |
| EP3810531A1 (de) | 2021-04-28 |
| SG11202012476RA (en) | 2021-02-25 |
| DK3810531T3 (da) | 2022-08-01 |
| JP7034342B2 (ja) | 2022-03-11 |
| CN112292337A (zh) | 2021-01-29 |
| US11279567B2 (en) | 2022-03-22 |
| EP3584199A1 (de) | 2019-12-25 |
| JP2021529708A (ja) | 2021-11-04 |
| EP3810531B1 (de) | 2022-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112292337B (zh) | 用于磨损识别的方法和具有磨损识别的传送系统 | |
| AU2006246083B2 (en) | Method for monitoring the orientation of a band and/or band strips of a belt conveyor device and a belt conveyor device | |
| US7525430B2 (en) | Machine components having IC tags, quality control method and abnormality detecting system | |
| WO2016075981A1 (ja) | コンベヤベルトの摩耗モニタリングシステム | |
| EA034827B1 (ru) | Система управления усовершенствованной рельсовой транспортной системой для перевозки насыпных грузов | |
| US11679793B2 (en) | Method for operating a cableway | |
| JP2023061942A (ja) | 搬送システム検査装置(ドクター物流) | |
| JP2018122988A (ja) | 仕分けコンベヤ | |
| JP2005024441A (ja) | Icタグ・センサ付き軸受の異常検査システム | |
| KR101924276B1 (ko) | 철도 차량 차륜 및 베어링의 검지 시스템 | |
| JP2005032256A (ja) | Icタグ・センサユニット | |
| WO2023281354A1 (en) | Conveyor system with system for detecting the state of wear and tear and/or defects and respective method | |
| JP2016060556A (ja) | ベルトコンベアの異常検知方法 | |
| JP2005030588A (ja) | コンベヤにおけるicタグ・センサ付き軸受の異常検査システム | |
| WO2018102159A1 (en) | Carriage assembly for a transport system | |
| US20220234837A1 (en) | Device and method for detecting wear of a transport system having sliding contacts | |
| US20240051764A1 (en) | Conveyor device with operation-monitoring system | |
| US20230219767A1 (en) | Sorting conveyor and conveying cart for a sorting conveyor | |
| US20220153324A1 (en) | Wireless onboard railroad bearing condition monitoring system | |
| CN116034080A (zh) | 用于在运行传送系统、尤其机场行李转盘时识别异常的方法和系统 | |
| EP4036678A1 (en) | Anomaly detection during operation of a conveying system | |
| DK3214423T3 (en) | Early identification of bearing wear | |
| CN116868140A (zh) | 输送系统的操作期间的异常检测 | |
| CN210418135U (zh) | 一种轮式输送机轮对状态监测装置 | |
| KR20190107338A (ko) | 컨베이어 레일 모니터링 시스템 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20230609 Address after: Nuremberg, Germany Patentee after: Siemens Logistics Co.,Ltd. Address before: Munich, Germany Patentee before: SIEMENS AG |
|
| TR01 | Transfer of patent right |