CN112234243A - 锂电池用组装设备 - Google Patents
锂电池用组装设备 Download PDFInfo
- Publication number
- CN112234243A CN112234243A CN202011307886.6A CN202011307886A CN112234243A CN 112234243 A CN112234243 A CN 112234243A CN 202011307886 A CN202011307886 A CN 202011307886A CN 112234243 A CN112234243 A CN 112234243A
- Authority
- CN
- China
- Prior art keywords
- lithium battery
- frame
- cylinder
- lithium
- guide block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0404—Machines for assembling batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0481—Compression means other than compression means for stacks of electrodes and separators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Secondary Cells (AREA)
Abstract
本发明涉及锂电池生产技术领域,尤其是一种锂电池用组装设备。一种锂电池用组装设备,包括机架,机架的两侧焊接有侧板,侧板的上端焊接有顶板,顶板的下方通过螺栓安装有压合气缸,在压合气缸的正下方有料架,料架上焊接有限位环,限位块之间形成卡槽。这种锂电池用组装设备在使用的时候,通过该装置能够对纽扣电池进行位置限制,同时完成压合操作,并且能够快速的将锂电池取出,满足使用需求。
Description
技术领域
本发明涉及锂电池生产技术领域,尤其是一种锂电池用组装设备。
背景技术
“锂电池”,是一类由锂金属或锂合金为正/负极材料、使用非水电解质溶液的电池。锂电池包括扣式锂电池,在该锂电池生产的过程中需要使用到按压的方式将行压合,目前的组装设备存在对锂电池的定位效果差,取出不便的情况。
发明内容
为了克服现有的锂电池生产过程中存在的不足,本发明提供了一种锂电池用组装设备。
本发明解决其技术问题所采用的技术方案是:一种锂电池用组装设备,包括机架,机架的两侧焊接有侧板,侧板的上端焊接有顶板,顶板的下方通过螺栓安装有压合气缸,在压合气缸的正下方有料架,料架上焊接有限位环,限位块之间形成卡槽。
根据本发明的另一个实施例,进一步包括,料架有顶出机构。
根据本发明的另一个实施例,进一步包括,顶出机构包括料架上的“T”型槽,“T”型槽内插入导向块,导向块的上方为顶块。
根据本发明的另一个实施例,进一步包括,顶块的端部为倾斜状,顶块的最高处与导向块的高度之和大于“T”型槽的深度。
根据本发明的另一个实施例,进一步包括,导向块的尾端焊接有连杆,连杆的尾端有把手。
根据本发明的另一个实施例,进一步包括,顶出机构包括安放在料架下方有顶出气缸,料架的中心位置有通孔,顶出气缸伸入到通孔内。
根据本发明的另一个实施例,进一步包括,顶出气缸的顶端黏贴有橡胶垫。
本发明的有益效果是,这种锂电池用组装设备在使用的时候,通过该装置能够对纽扣电池进行位置限制,同时完成压合操作,并且能够快速的将锂电池取出,满足使用需求。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的结构示意图;
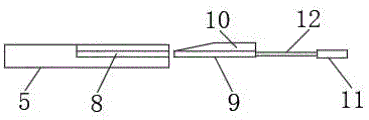
图2是本发明的料架和导向块的结构示意图;
图3是本发明的实施例结构示意图;
图中1、机架,2、侧板,3、顶板,4、压合气缸,5、料架,6、限位环,7、卡槽,8、“T”型槽,9、导向块,10、顶块,11、把手,12、连杆,13、通孔,14、顶出气缸,15、橡胶垫。
具体实施方式
如图1-3是本发明的结构示意图,一种锂电池用组装设备,包括机架1,机架1的两侧焊接有侧板2,侧板2的上端焊接有顶板3,顶板3的下方通过螺栓安装有压合气缸4,在压合气缸4的正下方有料架5,料架5上焊接有限位环6,限位块6之间形成卡槽7。
这种锂电池用组装设备在使用的时候,将扣式锂电池放置在料架5上,利用料架5上的限位块6形成的卡槽7对锂电池进行位置限定,由于扣式电池的尺寸有对应的标准,因此可以采用不同型号的扣式电池针对一台组装设备,将需要压合的锂电池放置在限位环6内的,随后通过车间内的气源驱动压合气缸4,对安放后的锂电池进行压合操作,避免了锂电池出现移动的情况。
根据本发明的另一个实施例,进一步包括,料架5有顶出机构。
通过顶出机构能够快速的将料架5上的压合后的锂电池顶出,方便取料。
根据本发明的另一个实施例,进一步包括,顶出机构包括料架5上的“T”型槽8,“T”型槽8内插入导向块9,导向块9的上方为顶块10。
将导向块9插入到“T”型槽8内,导向块9上的顶块10卡在“T”型槽8上方的开口内,最终利用顶块10将锂电池顶出,方便取出。
根据本发明的另一个实施例,进一步包括,顶块10的端部为倾斜状,顶块10的最高处与导向块9的高度之和大于“T”型槽8的深度。
顶块10的最高处超出“T”型槽8上沿的,确保能够就将锂电池顶出。
根据本发明的另一个实施例,进一步包括,导向块9的尾端焊接有连杆12,连杆12的尾端有把手11。
连杆12和把手11延长了导向块9的长度,便于操作。
根据本发明的另一个实施例,进一步包括,顶出机构包括安放在料架5下方有顶出气缸14,料架5的中心位置有通孔13,顶出气缸14伸入到通孔13内。
顶出气缸14也由车间内的气源进行驱动,顶出气缸14的顶出杆穿入到通孔13内,最后将通孔13上方的锂电池顶出。
根据本发明的另一个实施例,进一步包括,顶出气缸14的顶端黏贴有橡胶垫15。
橡胶垫15起到缓冲的作用,避免损伤锂电池。
以上说明对本发明而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离所附权利要求所限定的精神和范围的情况下,可做出许多修改、变化或等效,但都将落入本发明的保护范围内。
Claims (7)
1.一种锂电池用组装设备,包括机架(1),其特征是,机架(1)的两侧焊接有侧板(2),侧板(2)的上端焊接有顶板(3),顶板(3)的下方通过螺栓安装有压合气缸(4),在压合气缸(4)的正下方有料架(5),料架(5)上焊接有限位环(6),限位块(6)之间形成卡槽(7)。
2.根据权利要求1所述的锂电池用组装设备,其特征是,料架(5)有顶出机构。
3.根据权利要求1所述的锂电池用组装设备,其特征是,顶出机构包括料架(5)上的“T”型槽(8),“T”型槽(8)内插入导向块(9),导向块(9)的上方为顶块(10)。
4.根据权利要求3所述的锂电池用组装设备,其特征是,顶块(10)的端部为倾斜状,顶块(10)的最高处与导向块(9)的高度之和大于“T”型槽(8)的深度。
5.根据权利要求3所述的锂电池用组装设备,其特征是,导向块(9)的尾端焊接有连杆(12),连杆(12)的尾端有把手(11)。
6.根据权利要求3所述的锂电池用组装设备,其特征是,顶出机构包括安放在料架(5)下方有顶出气缸(14),料架(5)的中心位置有通孔(13),顶出气缸(14)伸入到通孔(13)内。
7.根据权利要求6所述的锂电池用组装设备,其特征是,顶出气缸(14)的顶端黏贴有橡胶垫(15)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011307886.6A CN112234243A (zh) | 2020-11-19 | 2020-11-19 | 锂电池用组装设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011307886.6A CN112234243A (zh) | 2020-11-19 | 2020-11-19 | 锂电池用组装设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112234243A true CN112234243A (zh) | 2021-01-15 |
Family
ID=74123909
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011307886.6A Withdrawn CN112234243A (zh) | 2020-11-19 | 2020-11-19 | 锂电池用组装设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112234243A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115407091A (zh) * | 2022-09-16 | 2022-11-29 | 武汉市汉泰斯特科技有限公司 | 一种用于纽扣电池检测的随行模 |
-
2020
- 2020-11-19 CN CN202011307886.6A patent/CN112234243A/zh not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115407091A (zh) * | 2022-09-16 | 2022-11-29 | 武汉市汉泰斯特科技有限公司 | 一种用于纽扣电池检测的随行模 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110212231B (zh) | 一种电池盖板自动装配机构 | |
| CN101609907B (zh) | 一种锂离子二次电池的封口方法及真空压封装置 | |
| CN210224194U (zh) | 一种扣式电池的组装和封口装置 | |
| CN208672455U (zh) | 一种锂离子电池挤压检测装置 | |
| CN210778856U (zh) | 一种锂电池极片压实设备 | |
| CN214378539U (zh) | 隔膜自动起头装置 | |
| CN207013548U (zh) | 一种电池外壳生产线 | |
| CN112234243A (zh) | 锂电池用组装设备 | |
| CN214043737U (zh) | 锂电池用组装设备 | |
| CN210325987U (zh) | 一种锂电池卷芯压扁设备 | |
| CN212599251U (zh) | 一种用于锂电池生产的切极耳机 | |
| CN110682038A (zh) | 锂电池焊接设备 | |
| CN207516428U (zh) | 一种用于锂离子电池的电压测试装置 | |
| CN106312287A (zh) | 一种铝壳电池盖板铝镍带自动焊接设备 | |
| CN211062784U (zh) | 打胶球装置 | |
| CN210272533U (zh) | 电池钢珠直线封口机 | |
| CN215905390U (zh) | 一种全自动锂电池新型制片机的收料机构 | |
| CN216505214U (zh) | 一种三位入弹夹手指机构 | |
| CN211588890U (zh) | 用于电池组焊接治具 | |
| CN212461965U (zh) | 一种带旋转升降模式的切刷预下槽机 | |
| CN218310106U (zh) | 一种起停电池电极校正装置 | |
| CN206685470U (zh) | 动力锂电池自动平压机 | |
| CN216563264U (zh) | 蓄电池指示器抓取装置 | |
| CN221739378U (zh) | 一种锂电池胶带加工用卷曲装置 | |
| CN210084322U (zh) | 一种传送设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20210115 |