CN112060310A - Two-position double-pressure three-die full-automatic roof tile pressing machine and tile processing method - Google Patents
Two-position double-pressure three-die full-automatic roof tile pressing machine and tile processing method Download PDFInfo
- Publication number
- CN112060310A CN112060310A CN202011272327.6A CN202011272327A CN112060310A CN 112060310 A CN112060310 A CN 112060310A CN 202011272327 A CN202011272327 A CN 202011272327A CN 112060310 A CN112060310 A CN 112060310A
- Authority
- CN
- China
- Prior art keywords
- tile
- blank
- forming
- press
- transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003825 pressing Methods 0.000 title claims abstract description 37
- 238000003672 processing method Methods 0.000 title abstract description 8
- 238000012546 transfer Methods 0.000 claims abstract description 77
- 238000012545 processing Methods 0.000 claims abstract description 25
- 238000000034 method Methods 0.000 claims abstract description 18
- 230000008569 process Effects 0.000 claims abstract description 14
- 230000009471 action Effects 0.000 claims description 8
- 238000007493 shaping process Methods 0.000 claims description 7
- 238000000465 moulding Methods 0.000 claims description 5
- 230000007246 mechanism Effects 0.000 claims description 4
- 230000005540 biological transmission Effects 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 description 7
- 101100441413 Caenorhabditis elegans cup-15 gene Proteins 0.000 description 4
- 230000005611 electricity Effects 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 230000004075 alteration Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B15/00—General arrangement or layout of plant ; Industrial outlines or plant installations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B17/00—Details of, or accessories for, apparatus for shaping the material; Auxiliary measures taken in connection with such shaping
- B28B17/0063—Control arrangements
- B28B17/0081—Process control
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Automation & Control Theory (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
Abstract
The invention discloses a two-position double-pressure three-die full-automatic roof tile pressing machine and a tile processing method, which comprises a processing table, wherein a tile blank conveyor, a tile blank feeding mechanical hand, a one-time forming tile pressing machine, a transfer blank taking mechanical hand, a transfer platform, a two-time forming tile pressing machine, a forming blank taking mechanical hand and a wet blank tile conveyor are sequentially connected on the processing table, a controller electrically connected with the tile blank conveyor, the tile blank feeding mechanical hand, the one-time forming tile pressing machine, the transfer blank taking mechanical hand, the two-time forming tile pressing machine and the forming blank taking mechanical hand is arranged on the side edge of the processing table, a tile-shaped rough blank is extruded at high pressure by an external vacuum extruder in the earlier stage, is synchronously cut into three tile blanks, automatically enters the tile blank conveyor through the tile dividing machine, and is pressed and formed twice by utilizing two forming tile pressing machines which are positioned at different positions and can press 3 pieces once, and the whole process is automatically controlled and pressed and formed by an electric control device during operation, so as to improve the product quality and the working efficiency and reduce the labor cost.
Description
Technical Field
The invention relates to the technical field of tile presses, in particular to a two-position double-pressure three-die full-automatic roof tile press and a tile processing method.
Background
The tile press is a machine which is produced by material discharging, vacuum extrusion molding and post-molding cutting, the tile blank of the tile press is flat and beautiful in appearance, clear in lines, high in waterproof wall, high in strength and durable in use, is widely applied to house roofs of cities, private residences and garden buildings, and is also rain-proof and sun-proof at the top of a surrounding wall, so that various styles of buildings are provided.
The existing common tile press is generally formed in one step, so that the forming processing of tiles with large sizes and complex shapes is difficult to realize, meanwhile, workers are needed to monitor in real time in the existing processing process, the work is heavy, the work efficiency is low and the relative error rate is high due to the fact that the workers operate, and in addition, one worker needs to be arranged at each station, so that the processing cost of the workers is further improved. Therefore, how to release workers from heavy work is important, the labor cost of enterprises is reduced, and the working efficiency is improved.
Disclosure of Invention
The invention aims to provide a two-position two-pressure three-die full-automatic roof tile press and a tile processing method, which solve the problems that the forming processing of some tiles with large size and complex shape is difficult to realize in the background technology, the tile press is full-automatic, the quality of produced products is high, the efficiency is higher, the product quality is improved for enterprises, the production cost is reduced, the work efficiency is improved, and the labor intensity and the number of workers are greatly reduced.
In order to achieve the purpose, the invention provides the following technical scheme: the utility model provides a two-position two full-automatic roofing tile press of pressing three moulds, includes the processing lines, the following equipment that connects gradually on the processing lines:
a tile blank conveyor for conveying tile blanks;
a tile blank feeding mechanical hand for clamping the tile blank conveyed from the tile blank conveyor and feeding the tile blank into the next process;
a one-time forming tile press for forming a primary blank by performing a first forming on the tile blank conveyed by the tile blank taking manipulator;
conveying the primary blank to a blank transferring manipulator of the next station;
the transfer platform is used for placing the primary blanks conveyed by the transfer blank taking manipulator and is convenient for placing the primary blanks in the transfer process;
a secondary forming and tile-feeding machine for carrying out secondary forming on the primary blank conveyed by the transfer platform;
the forming and blank taking manipulator is used for grabbing and conveying the tiles on the secondary forming tile press to the next station;
wherein the tile base conveyer be located the right side, the tile base advances the top that the base manipulator is located the tile base conveyer, the one shot forming tile pressing machine is located the left side of tile base conveyer, the transfer is got the left side that the base manipulator is located the one shot forming tile pressing machine, the below that the base manipulator was got in the transfer is located to the transfer platform, the secondary molding tile pressing machine is located the left side that the base manipulator was got in the transfer, and the base manipulator is got in the shaping is located the transfer and gets the left side of base manipulator and be connected with the transfer platform, the below that the base manipulator was got in the shaping is equipped with wet base tile conveyer, is equipped with the switch board of getting the base manipulator electricity with tile base conveyer, tile base and advancing base manipulator, one shot forming tile pressing machine, transfer and getting base manipulator, secondary molding and getting the base manipulator electricity and being connected.
Preferably, in order to facilitate operation, the one-step forming tile press comprises an upper one-step forming die and a lower one-step forming die which are matched with each other, a link mechanism for driving the upper one-step forming die to move downwards and then to move downwards and the lower one-step forming die is arranged above the upper one-step forming die, a first suction cup positioned on the side of the lower one-step forming die is arranged on the right side of the transfer blank taking manipulator, the first suction cup is used for sucking up a tile blank subjected to one-step forming in the lower die and conveying the tile blank to the transfer platform, a second suction cup positioned on the side of the two-step forming tile press is arranged on the left side of the transfer blank taking manipulator, and the second suction cup is used for sucking up the tile blank positioned.
Preferably, in order to move conveniently, a guide slide way convenient for the second sucker to move is arranged between the secondary forming tile press and the transfer platform.
Preferably, in order to conveniently convey the tile blanks, the tile blank conveyor comprises more than one mutually connected conveying track, the lower part of the rightmost conveying track is hinged to one end of an L-shaped first connecting rod, the other end of the first connecting rod is hinged to the processing table, a second air cylinder for driving the first connecting rod to incline is hinged to the lower part of the first connecting rod, the lower end of the second air cylinder is connected to the processing table, the first connecting rod can drive the leftmost conveying track to incline towards the direction of the one-time forming lower die, and a third suction disc capable of grabbing the tile blanks of the leftmost conveying track and conveying the captured tile blanks to the one-time forming lower die is arranged on the tile blank feeding manipulator.
Preferably, in order to further realize automatic sensing and improve automation capacity, a sensor for stopping conveying when sensing that the tile blank exists is arranged on the left side of the rightmost conveying rail, and the sensor is electrically connected with the controller.
The invention also discloses a processing method of the tile by the two-position double-pressure three-die full-automatic roof tile press, which specifically comprises the following steps:
s1, sucking the tile blank conveyed by the tile blank conveyor by the tile blank feeding mechanical arm and feeding the tile blank into a lower die cavity of a forming die on the one-step forming tile press, withdrawing the tile blank feeding mechanical arm from the working range of the one-step forming tile press after the tile blank is put down, driving the one-step forming upper die by the one-step forming tile press to complete die assembly with the one-step forming lower die, and completing initial tile shape forming of the tile blank in the closed die cavity under the action of pressure;
s2, after the one-time forming tile press lifts the one-time forming upper die and opens the die, the first sucking disc of the tile transferring and taking manipulator on one side of the one-time forming tile press can suck the tile blank which is once formed in the one-time forming lower die, and meanwhile, the second sucking disc of the tile transferring and taking manipulator on one side of the two-time forming tile press can suck the tile blank which is once formed on the transferring platform below the tile transferring and taking manipulator;
s3, when the tile blank which is formed in one step on the transfer platform of the transfer blank taking mechanical hand is fed into the lower die cavity of the forming die on the secondary forming tile press, the transfer blank taking mechanical hand also places the tile blank which is formed in one step and is just sucked from the primary forming tile press on the transfer platform, and then waits for the next cycle action of the transfer blank taking mechanical hand;
s4, secondary forming tile pressing machine presses the tile blank transferred by the tile transfer mechanical hand for secondary forming, so as to achieve the final wet blank forming size and shape, then the forming blank taking mechanical hand sucks the finally formed tile wet blank from the lower die cavity of the secondary forming tile pressing machine and transfers the tile wet blank to the wet blank tile conveyor below the tile wet blank tile pressing machine for putting down, thus completing the tile forming process flow.
The invention obtains a two-position double-pressure three-die full-automatic roof tile press and a tile processing method, and the invention has the following advantages:
1. the secondary forming tile pressing line has the advantages of compact flow and reasonable layout; the method is different from the common one-step forming process, and can realize rapid forming processing on the tiles with large size and complex shape due to secondary forming, thereby well solving the problem of the existing one-step forming, ensuring the product quality while producing high efficiency, and avoiding hindering the modeling innovation of the tiles due to forming and manufacturing difficulties;
2. meanwhile, the secondary forming tile pressing line can release workers from heavy work, the production of tiles can be realized only by easily engaging in mechanical flow monitoring and simple mechanical maintenance and operation, the working efficiency is greatly improved, and the production quality of products can be greatly guaranteed; in addition, the secondary forming tile pressing line can be operated by only 1 to 2 people, and the labor cost of enterprises is greatly reduced.
Drawings
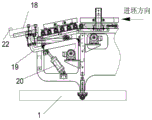
Fig. 1 is a schematic structural diagram of a two-position, two-pressure and three-mold fully-automatic roof tile press in the embodiment 1;
FIG. 2 is a schematic structural view of the one-shot forming tile press of FIG. 1;
FIG. 3 is a schematic structural view of a tile blank feeding robot of FIG. 1;
fig. 4 is a schematic view of the tile blank conveyor of fig. 1.
In the figure: the tile blank forming and feeding device comprises a processing table 1, a tile blank conveyor 2, a tile blank feeding manipulator 3, a once-forming tile press 4, a transferring and taking manipulator 5, a transferring platform 6, a twice-forming tile press 7, a forming and taking manipulator 8, a wet tile conveyor 11, a controller 10, a once-forming upper die 12, a once-forming lower die 13, a connecting rod transmission mechanism 14, a first suction disc 15, a second suction disc 16, a guide slideway 17, a conveying rail 18, a first connecting rod 19, a second air cylinder 20, a third suction disc 21 and a sensor 22.
Detailed Description
The technical solutions in the embodiments of the present invention will be clearly and completely described below with reference to the drawings in the embodiments of the present invention, and it is obvious that the described embodiments are only a part of the embodiments of the present invention, and not all of the embodiments. All other embodiments, which can be derived by a person skilled in the art from the embodiments given herein without making any creative effort, shall fall within the protection scope of the present invention.
Example 1:
referring to fig. 1 to 4, the present embodiment provides a two-position, two-pressure and three-mold fully automatic roof tile pressing machine, which includes a processing table 1, and the following devices are connected to the processing table 1 in sequence:
a tile blank conveyor 2 for conveying tile blanks;
a tile blank feeding manipulator 3 for picking up the tile blank conveyed from the tile blank conveyor 2 and feeding the picked tile blank into the next process;
a one-time forming tile press 4 for forming a primary blank by performing a first forming on the tile blank conveyed by the tile blank feeding manipulator 3;
conveying the primary blank to a transferring tile taking manipulator 5 of the next station;
a transfer platform 6 for placing the primary blank conveyed by the transfer tile taking manipulator 5 and facilitating the placement of the primary blank in the transfer process;
a secondary forming tile press 7 for secondary forming of the primary blank conveyed by the transfer platform 6;
a forming and blank-taking manipulator 8 for grabbing and conveying the tiles on the secondary forming tile press 7 to the next station;
wherein tile base conveyer 2 be located the right side, tile base advances the top that tile base manipulator 3 is located tile base conveyer 2, one shot forming tile pressing machine 4 is located tile base conveyer 2's left side, tile manipulator 5 is located the left side of one shot forming tile pressing machine 4 in the transfer, transfer platform 6 is located the below of transfer tile feeding manipulator 5, the left side that secondary forming tile pressing machine 7 is located transfer and gets blank manipulator 5, and the shaping is got blank manipulator 8 and is located the left side of transfer and gets blank manipulator 5 and is connected with transfer platform 6, the below that the shaping was got blank manipulator 8 is equipped with wet blank tile conveyer 11, be equipped with at processing platform 1 side with tile base conveyer 2, tile base advance blank manipulator 3, one shot forming tile pressing machine 4, transfer and get blank manipulator 5, secondary forming tile pressing machine 7 and the shaping and get the controller 10 that blank manipulator 8 electricity is connected.
Preferably, for convenience of operation, the one-step forming tile press 4 comprises an upper one-step forming die 12 and a lower one-step forming die 13, a link transmission mechanism 14 for driving the upper one-step forming die 12 to move downwards and then to move downwards along with the lower one-step forming die 13 is arranged above the upper one-step forming die 12, a first suction cup 15 located on the side of the lower one-step forming die 13 is arranged on the right side of the blank transferring robot 5, the first suction cup 15 is used for sucking up the tile blanks subjected to one-step forming in the lower die and conveying the tile blanks to the transfer platform 6, a second suction cup 16 located on the side of the second-step forming tile press 7 is arranged on the left side of the blank transferring robot 5, and the second suction cup 16 is used for sucking up the tile blanks located in the transfer platform 6 and conveying the tile blanks to the second.
Preferably, a guide slideway 17 for facilitating the movement of the second suction cup 16 is arranged between the secondary forming tile press 7 and the transfer platform 6 for facilitating the movement.
Preferably, in order to facilitate tile blank conveying, the tile blank conveyor 2 includes more than one mutually connected conveying rails 18, the lower part of the rightmost conveying rail 18 is hinged to one end of an L-shaped first connecting rod 19, the other end of the first connecting rod 19 is hinged to the processing table 1, the lower part of the first connecting rod 19 is hinged to a second air cylinder 20 for driving the first connecting rod 19 to incline, the lower end of the second air cylinder 20 is connected to the processing table 1, the first connecting rod 19 can drive the leftmost conveying rail 18 to incline towards the direction of the once-forming lower die 13, and the tile blank feeding manipulator 3 is provided with a third suction cup 21 capable of grabbing the tile blank of the leftmost conveying rail 18 and conveying the tile blank to the once-forming lower die 13.
Preferably, in order to further realize the automatic sensing and improve the automation capability, a sensor 22 for stopping the conveyance when the tile blank is sensed is provided at the left side of the rightmost conveying rail 18, and the sensor 22 is electrically connected to the controller 10.
The embodiment also discloses a processing method of the tile by the two-position double-pressure three-die full-automatic roof tile press, which specifically comprises the following steps:
s1, sucking the tile blank conveyed from the tile blank conveyor 2 by the tile blank feeding mechanical arm 3 and feeding the tile blank into a lower die cavity of a forming die on the one-time forming tile press 4, withdrawing the tile blank feeding mechanical arm 3 from the working range of the one-time forming tile press 4 after the tile blank is put down, driving the one-time forming upper die 12 by the one-time forming tile press 4 to complete die assembly with the one-time forming lower die 13, and completing initial tile shape forming of the tile blank in the closed die cavity under the action of pressure;
s2, after the one-step forming tile press 4 lifts the one-step forming upper die 12 and opens the die, the first suction cup 15 of the transfer blank taking manipulator 5, which is positioned at one side of the one-step forming tile press 4, will suck the tile blank, which is positioned at one-step forming lower die 13, and at the same time, the second suction cup 16 of the transfer blank taking manipulator 5, which is positioned at one side of the two-step forming tile press 7, will suck the tile blank, which is positioned at one-step forming on the transfer platform 6 below the transfer blank taking manipulator 5;
s3, when the transfer blank taking manipulator 5 feeds the tile blank which is formed in one step on the transfer platform 6 into the lower die cavity of the forming die on the secondary forming tile press 7, the transfer blank taking manipulator 5 also places the tile blank which is formed in one step and is just sucked from the primary forming tile press 4 on the transfer platform 6, and then waits for the next cycle action of the transfer blank taking manipulator 5;
s4, the secondary forming tile press 7 presses the tile blank conveyed by the blank transfer manipulator 5 for secondary forming, so as to achieve the final wet blank forming size and shape, and then the forming blank transfer manipulator 8 sucks the tile wet blank which is finally formed from the lower die cavity of the secondary forming tile press 7, transfers the tile wet blank to the wet blank tile conveyor 11 below the tile wet blank tile conveyor and puts down, thus completing the tile forming process flow.
When in work, the tile blank is put on the tile blank conveyor 2 at the right side, the controller 10 works at the moment to drive the tile blank feeding mechanical arm 3 to work, the tile blank conveyed from the tile blank conveyor 2 is sucked by the tile blank feeding mechanical arm 3 and is fed into a lower die cavity of a forming die on the one-time forming tile press 4, the tile blank feeding mechanical arm 3 withdraws from the working range of the one-time forming tile press 4 after the tile blank is put down,
at the moment, the controller 10 acquires a signal that a tile blank exists in the once-forming tile press 4, drives the once-forming tile press 4 to work, drives the once-forming upper die 12 to complete die assembly with the once-forming lower die 13, and completes initial tile-shaped forming of the tile blank in a closed die cavity under the action of pressure; after the once-forming tile press 4 lifts the once-forming upper die 12 and opens the die, the controller 10 acquires a signal and sends the signal to the transferring blank-taking mechanical arm 5, the first suction cup 15 of the transferring blank-taking mechanical arm 5, which is positioned at one side of the once-forming tile press 4, sucks the once-formed tile blank in the once-forming lower die 13, and meanwhile, the second suction cup 16 of the transferring blank-taking mechanical arm 5, which is positioned at one side of the twice-forming tile press 7, sucks the once-formed tile blank on the transferring platform 6, which is positioned below the transferring blank-taking mechanical arm 5; at the moment, when the transfer blank taking manipulator 5 feeds the tile blank subjected to the primary forming on the transfer platform 6 into the lower die cavity of the forming die on the secondary forming tile press 7, the transfer blank taking manipulator 5 also places the tile blank subjected to the primary forming, which is just sucked from the primary forming tile press 4, on the transfer platform 6, and then waits for the next period action of the transfer blank taking manipulator 5; the secondary forming tile press 7 carries out secondary forming pressing on the tile blank sent by the middle blank taking mechanical arm 5, so as to achieve the final wet blank forming size and shape, then the forming blank taking mechanical arm 8 sucks the finally formed tile wet blank from a lower die cavity on the secondary forming tile press 7, transfers the tile wet blank to a wet blank tile conveyor 11 positioned below the tile wet blank tile press and puts down, and accordingly the tile forming process flow is completed, and the control is realized by acquiring signals by a controller and sending the signals to various devices, so that the invention has the following advantages:
1. the secondary forming tile pressing line has the advantages of compact flow and reasonable layout; the method is different from the common one-step forming process, and can realize rapid forming processing on the tiles with large size and complex shape due to secondary forming, thereby well solving the problem of the existing one-step forming, ensuring the product quality while producing high efficiency, and avoiding hindering the modeling innovation of the tiles due to forming and manufacturing difficulties;
2. meanwhile, the secondary forming tile pressing line can release workers from heavy work, the production of tiles can be realized only by easily engaging in mechanical flow monitoring and simple mechanical maintenance and operation, the working efficiency is greatly improved, and the production quality of products can be greatly guaranteed; in addition, the secondary forming tile pressing line can be operated by only 2 to 3 people, and the labor cost of enterprises is greatly reduced.
The tile pressing machine can produce tiles with the size of 310-430 mm in length, 310-320 mm in width and 10-16 mm in thickness, and meanwhile the pressing speed of the tile pressing machine is 10 times/min.
Although embodiments of the present invention have been shown and described, it will be appreciated by those skilled in the art that changes, modifications, substitutions and alterations can be made in these embodiments without departing from the principles and spirit of the invention, the scope of which is defined in the appended claims and their equivalents.
Claims (6)
1. The utility model provides a two-position two full-automatic roofing tile press of pressing three moulds which characterized in that, including processing platform (1), the following equipment that connects gradually on processing platform (1):
a tile blank conveyor (2) for conveying tile blanks;
a tile blank feeding mechanical arm (3) for clamping the tile blank conveyed from the tile blank conveyor (2) and feeding the tile blank into the next process;
a one-time forming tile press (4) for forming a primary blank by performing a first forming on the tile blank conveyed by the tile blank feeding mechanical arm (3);
conveying the primary blank to a blank transferring manipulator (5) of the next station;
a transfer platform (6) for placing the primary blanks conveyed by the blank transferring manipulator (5) and facilitating the placement of the primary blanks in the transfer process;
a secondary forming tile press (7) for carrying out secondary forming on the primary blank conveyed by the transfer platform (6);
a molding and blank-taking manipulator (8) which is used for grabbing and conveying the tiles on the secondary molding tile press (7) to the next station;
tile blank conveyer (2) be located the right side, tile blank advances base manipulator (3) and is located the top of tile blank conveyer (2), one shot forming tile press (4) are located the left side of tile blank conveyer (2), the transfer is got base manipulator (5) and is located the left side of one shot forming tile press (4), transfer platform (6) are located the below of transfer and get base manipulator (5), secondary forming tile press (7) are located the left side of transfer and get base manipulator (5), and the shaping is got base manipulator (8) and is located the left side of transfer and get base manipulator (5) and be connected with transfer platform (6), the below of shaping is got base manipulator (8) is equipped with wet base tile conveyer (11), is equipped with at processing platform (1) side and advances base manipulator (3), one shot forming tile press (4) with tile blank conveyer (2), tile blank, And the controller (10) is electrically connected with the blank transferring manipulator (5), the secondary forming tile press (7) and the blank forming and taking manipulator (8).
2. The full-automatic roof tile pressing machine with two positions, two pressures and three molds according to claim 1, wherein the one-step tile pressing machine (4) comprises an upper one-step forming mold (12) and a lower one-step forming mold (13) which are matched with each other, a connecting rod transmission mechanism (14) for driving the upper one-step forming mold (12) to move downwards and then to move downwards and the lower one-step forming mold (13) is arranged above the upper one-step forming mold (12), a first suction cup (15) located on the side of the lower one-step forming mold (13) is arranged on the right side of the blank transferring manipulator (5), the first suction cup (15) is used for sucking the tile blanks located in the lower mold and conveying the tile blanks subjected to one-step forming to the transferring platform (6), a second suction cup (16) located on the side of the tile pressing machine (7) is arranged on the left side of the blank transferring manipulator (5), and the second suction cup (16) is used for sucking the tile blanks located in the transferring platform (6) and conveying the tile blanks to the tile pressing.
3. The fully automatic roof tile press with two positions, two pressures and three molds according to claim 2 is characterized in that a guide slideway (17) convenient for the second sucker (16) to move is arranged between the post forming tile press (7) and the transfer platform (6).
4. The fully automatic roof tile press according to claim 3, characterized in that the tile blank conveyor (2) comprises more than one mutually connected conveying track (18), is hinged on one end of an L-shaped first connecting rod (19) below the rightmost conveying track (18), the other end of the first connecting rod (19) is hinged on the processing table (1), a second cylinder (20) for driving the first connecting rod (19) to incline is hinged below the first connecting rod (19), the lower end of the second air cylinder (20) is connected to the processing table (1), the first connecting rod (19) can drive the leftmost conveying track (18) to incline towards the direction of the once-forming lower die (13), and a third sucking disc (21) capable of grabbing the tile blank of the leftmost conveying rail (18) and conveying the grabbed tile blank to the lower one-step forming die (13) is arranged on the tile blank feeding manipulator (3).
5. The fully automatic roof tile press according to claim 4, wherein a sensor (22) for stopping the conveying when the tile blank is sensed is arranged at the left side of the rightmost conveying track (18), and the sensor (22) is electrically connected with the controller (10).
6. A method for processing tiles, wherein the two-position two-pressure three-die fully-automatic roof tile press is used, and the method comprises the following steps:
s1, sucking the tile blanks conveyed by the tile blank conveyor (2) by the tile blank feeding mechanical arm (3) and feeding the tile blanks into a lower die cavity of a forming die on the one-step forming tile press (4), withdrawing the tile blank feeding mechanical arm (3) from the working range of the one-step forming tile press (4) after the tile blanks are put down, driving the one-step forming upper die (12) by the one-step forming tile press (4) to complete die assembly with the one-step forming lower die (13), and completing initial tile shape forming of the tile blanks in the closed die cavity under the action of pressure;
s2, after the one-step forming tile press (4) lifts the one-step forming upper die (12) and opens the die, the first suction disc (15) of the transfer blank taking mechanical arm (5) positioned at one side of the one-step forming tile press (4) can suck the tile blank which is positioned at one-step forming lower die (13) and is subjected to one-step forming, and meanwhile, the second suction disc (16) of the transfer blank taking mechanical arm (5) positioned at one side of the two-step forming tile press (7) can suck the tile blank which is positioned at one-step forming on the transfer platform (6) below the transfer blank taking mechanical arm (5);
s3, when the transfer blank taking mechanical arm (5) sends the tile blank which is formed in one step on the transfer platform (6) into the lower die cavity of the forming die on the secondary forming tile press (7), the transfer blank taking mechanical arm (5) also places the once formed tile blank which is just sucked from the primary forming tile press (4) on the transfer platform (6), and then waits for the next cycle action of the transfer blank taking mechanical arm (5);
s4, the secondary forming tile press (7) presses the tile blank fed by the blank transferring mechanical arm (5) for secondary forming, so as to achieve the final wet blank forming size and shape, and then the forming blank taking mechanical arm (8) sucks the tile wet blank which is formed finally from the lower die cavity of the secondary forming tile press (7) and transfers the tile wet blank to the wet blank tile conveyor (11) below the tile wet blank tile conveyor to put down, thereby completing the tile forming process flow.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011272327.6A CN112060310A (en) | 2020-11-13 | 2020-11-13 | Two-position double-pressure three-die full-automatic roof tile pressing machine and tile processing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011272327.6A CN112060310A (en) | 2020-11-13 | 2020-11-13 | Two-position double-pressure three-die full-automatic roof tile pressing machine and tile processing method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112060310A true CN112060310A (en) | 2020-12-11 |
Family
ID=73655127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011272327.6A Pending CN112060310A (en) | 2020-11-13 | 2020-11-13 | Two-position double-pressure three-die full-automatic roof tile pressing machine and tile processing method |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112060310A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113650151A (en) * | 2021-09-17 | 2021-11-16 | 徐红大 | Full-automatic forming integrated machine for roof tiles |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5445787A (en) * | 1993-11-02 | 1995-08-29 | Friedman; Ira | Method of extruding refractory metals and alloys and an extruded product made thereby |
| CN1727145A (en) * | 2005-07-26 | 2006-02-01 | 陈特夫 | Technique for molding adobe of ceramic brick |
| CN202180520U (en) * | 2011-08-02 | 2012-04-04 | 广东摩德娜科技股份有限公司 | Production equipment used for production of ultra-thin vitrified ceramic tile |
| CN103158197A (en) * | 2011-12-27 | 2013-06-19 | 北京仁创科技集团有限公司 | Molding system of composite structural brick |
| CN204622293U (en) * | 2015-05-14 | 2015-09-09 | 王旭广 | Full-automatic light wall board product line |
| CN204772899U (en) * | 2015-06-02 | 2015-11-18 | 刘佩玲 | Suppression forming device of large -scale concrete fragment of brick |
| CN205112080U (en) * | 2015-07-21 | 2016-03-30 | 蒋学凯 | Automatic tile machinery |
| CN105458718A (en) * | 2015-12-18 | 2016-04-06 | 江苏扬力数控机床有限公司 | Automatic processing production line for metal sheets |
| CN206899447U (en) * | 2017-05-31 | 2018-01-19 | 宾川县康氏灰陶建材有限公司 | A kind of brick and tile molding machine |
| CN109895225A (en) * | 2019-04-20 | 2019-06-18 | 陈锐 | A kind of tile mould and its manufactured ceramic tile of the secondary pressure of secondary material distributing |
| CN110757619A (en) * | 2018-07-26 | 2020-02-07 | 昌邑市宝路达机械制造有限公司 | Multi-station automatic tile making equipment |
| CN110856957A (en) * | 2018-08-24 | 2020-03-03 | 刘建新 | Molding production process of green ceramic whole-body brick |
| CN210614913U (en) * | 2019-08-12 | 2020-05-26 | 日照兴业汽车配件股份有限公司 | Double-station loading and unloading device of press machine |
| CN111252517A (en) * | 2020-01-20 | 2020-06-09 | 厉风燕 | Automatic high-efficient letter sorting mechanism of material loading |
-
2020
- 2020-11-13 CN CN202011272327.6A patent/CN112060310A/en active Pending
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5445787A (en) * | 1993-11-02 | 1995-08-29 | Friedman; Ira | Method of extruding refractory metals and alloys and an extruded product made thereby |
| CN1727145A (en) * | 2005-07-26 | 2006-02-01 | 陈特夫 | Technique for molding adobe of ceramic brick |
| CN202180520U (en) * | 2011-08-02 | 2012-04-04 | 广东摩德娜科技股份有限公司 | Production equipment used for production of ultra-thin vitrified ceramic tile |
| CN103158197A (en) * | 2011-12-27 | 2013-06-19 | 北京仁创科技集团有限公司 | Molding system of composite structural brick |
| CN204622293U (en) * | 2015-05-14 | 2015-09-09 | 王旭广 | Full-automatic light wall board product line |
| CN204772899U (en) * | 2015-06-02 | 2015-11-18 | 刘佩玲 | Suppression forming device of large -scale concrete fragment of brick |
| CN205112080U (en) * | 2015-07-21 | 2016-03-30 | 蒋学凯 | Automatic tile machinery |
| CN105458718A (en) * | 2015-12-18 | 2016-04-06 | 江苏扬力数控机床有限公司 | Automatic processing production line for metal sheets |
| CN206899447U (en) * | 2017-05-31 | 2018-01-19 | 宾川县康氏灰陶建材有限公司 | A kind of brick and tile molding machine |
| CN110757619A (en) * | 2018-07-26 | 2020-02-07 | 昌邑市宝路达机械制造有限公司 | Multi-station automatic tile making equipment |
| CN110856957A (en) * | 2018-08-24 | 2020-03-03 | 刘建新 | Molding production process of green ceramic whole-body brick |
| CN109895225A (en) * | 2019-04-20 | 2019-06-18 | 陈锐 | A kind of tile mould and its manufactured ceramic tile of the secondary pressure of secondary material distributing |
| CN210614913U (en) * | 2019-08-12 | 2020-05-26 | 日照兴业汽车配件股份有限公司 | Double-station loading and unloading device of press machine |
| CN111252517A (en) * | 2020-01-20 | 2020-06-09 | 厉风燕 | Automatic high-efficient letter sorting mechanism of material loading |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113650151A (en) * | 2021-09-17 | 2021-11-16 | 徐红大 | Full-automatic forming integrated machine for roof tiles |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109736139B (en) | Forming equipment and method for pulp molding | |
| CN206351226U (en) | The continuous tool hand of forging press multi-station machine | |
| CN203991881U (en) | A kind of full-automatic punch | |
| CN104878663B (en) | Automated pulp molding production line | |
| CN107285612A (en) | A kind of automatic feed/discharge system of 3D hot-bending machines | |
| CN113290121B (en) | Preparation device and preparation method of exhaust gas purifier case shell | |
| CN104060502B (en) | The full-automatic manufacture method of moulding of plant fibres bowl cover goods and equipment | |
| CN108454075A (en) | Double courages press suction molding machine parallel | |
| CN112060310A (en) | Two-position double-pressure three-die full-automatic roof tile pressing machine and tile processing method | |
| CN110340674A (en) | A kind of integrated production line of plate shears punching | |
| CN104525783B (en) | A kind of automatic press bottoming system | |
| CN115230187A (en) | Preparation device and preparation method of battery insulating cover | |
| CN109823891B (en) | Automatic material receiving device of bonding machine | |
| CN106626179A (en) | Automatic edge cutting machine | |
| CN206286497U (en) | For the grading device of multi-station machine of gearbox gear forging and stamping | |
| CN218053800U (en) | A die-cut integrative equipment of laser marking for injection molding | |
| CN203046059U (en) | Automatic edge trimmer for plant fiber molded products | |
| CN212190961U (en) | Multi-station automatic conveying system of stamping equipment | |
| CN210308687U (en) | Mould pressing production line body | |
| CN207590165U (en) | A kind of button cloth-wrapping machine | |
| CN204353382U (en) | A kind of automatic press bottoming system | |
| CN211807347U (en) | Full-automatic glue dripping system | |
| CN210759431U (en) | Die changing device applied to extruder | |
| CN210792644U (en) | Mosaic assembling line | |
| CN216801566U (en) | Automatic feeding device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20201211 |