CN111986919A - 一种绕线装置 - Google Patents
一种绕线装置 Download PDFInfo
- Publication number
- CN111986919A CN111986919A CN202010233596.5A CN202010233596A CN111986919A CN 111986919 A CN111986919 A CN 111986919A CN 202010233596 A CN202010233596 A CN 202010233596A CN 111986919 A CN111986919 A CN 111986919A
- Authority
- CN
- China
- Prior art keywords
- rubber coating
- wire
- plate
- winding
- rotary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004804 winding Methods 0.000 title claims abstract description 84
- 238000010073 coating (rubber) Methods 0.000 claims abstract description 186
- 238000005520 cutting process Methods 0.000 claims abstract description 44
- 239000002390 adhesive tape Substances 0.000 claims description 87
- 238000005538 encapsulation Methods 0.000 claims description 69
- 230000007246 mechanism Effects 0.000 claims description 63
- 230000005540 biological transmission Effects 0.000 claims description 10
- 238000009966 trimming Methods 0.000 claims description 6
- 238000006073 displacement reaction Methods 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 abstract description 15
- 230000002349 favourable effect Effects 0.000 abstract description 2
- 238000003825 pressing Methods 0.000 description 40
- 238000000034 method Methods 0.000 description 5
- 230000009471 action Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000007726 management method Methods 0.000 description 3
- 238000010008 shearing Methods 0.000 description 3
- 210000000078 claw Anatomy 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 230000004075 alteration Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/064—Winding non-flat conductive wires, e.g. rods, cables or cords
- H01F41/066—Winding non-flat conductive wires, e.g. rods, cables or cords with insulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/096—Dispensing or feeding devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/12—Insulating of windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings, prior to mounting into machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/10—Applying solid insulation to windings, stators or rotors
Abstract
本发明公开了一种绕线装置,包括支架,还包括:移动送线装置、剪线装置、转极驱动装置、转盘装置和包胶装置,移动送线装置可移动的设置在支架上方,用于往转盘装置输送带绕设的线圈;剪线装置与移动送线装置相连接,用于裁剪绕设完成后的线圈;转极驱动装置设置在剪线装置的下方,用于驱动线架转动;转盘装置设置在转极驱动装置的右边,用于输送线架;包胶装置设置在转盘装置的前边,用于对绕线后的线架进行包胶;各个装置结构设置合理,占用空间小,有利于提高生产质量和提高绕线、包胶质量。
Description
技术领域
本发明涉及线圈绕线技术领域,具体为一种绕线装置。
背景技术
线圈是电子行业中普遍应用的一种元器件。绝缘胶带则是电子工业中变压器、马达、线圈等缠绕用之绝缘材料。现有生产过程是利用绕线机在线圈骨架上形成线圈,再通过人工进行包胶或者利用设备进行包胶操作,这样的生产工艺过程中每个工序中都需要人工搬运,效率极低,人工成本过高,不能满足产能的要求。
发明内容
本发明的目的在于提供一种绕线装置,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种绕线装置,包括支架,还包括:移动送线装置、剪线装置、转极驱动装置、转盘装置和包胶装置,移动送线装置可移动的设置在支架上方,用于往转盘装置输送带绕设的线圈;剪线装置与移动送线装置相连接,用于裁剪绕设完成后的线圈;转极驱动装置设置在剪线装置的下方,用于驱动线架转动;转盘装置设置在转极驱动装置的右边,用于输送线架;包胶装置设置在转盘装置的前边,用于对绕线后的线架进行包胶。
进一步的,所述移动送线装置包括:移动支撑座、左右移动机构、前后移动机构、上下移动机构和排线支撑架,移动支撑座与支架相连接,左右移动机构与移动支撑座相连接,前后移动机构与左右移动机构相连接,上下移动机构与前后移动机构相连接,排线支撑架与上下移动机构相连接;所述排线支撑架包括:线嘴横板、光杆、排线侧板、线嘴板、导针固定块和导线嘴,线嘴横板与上下移动机构相连接,光杆的一端与线嘴横板相连接,光杆的另一端与排线侧板相连接,线嘴板与排线侧板相连接,导针固定块与线嘴板相连接,导线嘴与导针固定块相连接;导线嘴是中空的回转体。
进一步的,所述剪线装置包括:切线支撑架、剪线连接板、第一防跳线器、推动气缸、导线环、气剪安装板、第二防跳线器和气剪刀,切线支撑架与移动送线装置相连接,剪线连接板与切线支撑架相连接,剪线连接板上方设有第一防跳线器,推动气缸与剪线连接板相连接,推动气缸的旁侧设有导线环,推动气缸的输出端与气剪安装板相连接,第二防跳线器和气剪刀均与气剪安装板相连接;绕设用的线依次穿过第一防跳线器、导线环、第二防跳线器。
进一步的,所述转极驱动装置包括:转极驱动底板、转极前后移动装置、转极驱动电机、转极驱动连接板、转极支撑板、转极驱动杆、转极脱模顶杆、转极转动电机和线夹组件,转极驱动底板与支架相连接,转极前后移动装置与转极驱动底板相连接,转极驱动电机与转极驱动底板相连接,转极驱动电机的输出端与转极前后移动装置相连接,转极驱动连接板与转极前后移动装置相连接,转极支撑板与转极驱动连接板相连接,转极驱动杆可转动的设置在转极支撑板上方,转极脱模顶杆与转极支撑板相连接,转极转动电机与转极支撑板相连接,转极转动电机的输出端与转极驱动杆相连接;线夹组件与转极支撑板相连接。
进一步的,所述线夹组件包括:线夹移动气缸、夹线支撑杆、线夹安装板、夹线气缸和夹线手指,线夹移动气缸与转极支撑板相连接,线夹移动气缸的输出端与线夹安装板相连接,夹线支撑杆一端与线夹安装板固定连接,另一端可沿着转极支撑板移动,夹线气缸对称设置在线夹安装板上方两侧,夹线气缸的输出端与夹线手指相连接。
进一步的,所述转盘装置包括:转盘电机、转动盘和工装治具,转盘电机与支架相连接,转盘电机的输出端与转动盘相连接,转动盘上方阵列设有工装治具;所述工装治具包括:工装滑块固定板、卷线头、工装座和限位止转机构,工装滑块固定板与转动盘相连接,卷线头对称设置在工装滑块固定板的两侧,卷线头一端与工装滑块固定板转动连接,另一端与工装座固定连接,限位止转机构与工装滑块固定板相连接;工装座用于套设待绕线的线架。
进一步的,所述限位止转机构包括:定位弹压支撑板、定位脱模压杆、导向定位柱和拉簧,定位脱模压杆可滑动的套设在工装滑块固定板中间,定位脱模压杆的左右两侧对称设有导向定位柱,导向定位柱一端与定位弹压支撑板固定连接,定位脱模压杆的一端与定位弹压支撑板固定连接,拉簧一端与与定位弹压支撑板固定连接,另一端与工装滑块固定板固定连接。
进一步的,所述包胶装置包括:包胶输送机构和包胶驱动机构,包胶驱动机构与支架相连接,包胶输送机构设置在包胶驱动机构上方;所述包胶输送机构包括:包胶支撑板、包胶上下移动气缸、包胶上下移动装置、包胶左右底板、包胶左右移动装置、包胶组件底板、包胶左右移动气缸和胶带导出装置,包胶支撑板与支架相连接,包胶上下移动气缸与包胶支撑板相连接,包胶上下移动装置与包胶支撑板相连接,包胶上下移动气缸的输出端与包胶上下移动装置相连接;包胶左右底板一端与包胶上下移动装置相连接,另一端与包胶左右移动装置相连接,包胶组件底板与包胶左右移动装置相连接,包胶左右移动气缸与包胶组件底板相连接,包胶左右移动气缸的输出端与包胶左右底板相连接;胶带导出装置与包胶组件底板相连接。
进一步的,所述胶带导出装置包括:胶带支架、拉胶带组件、胶带滚轴组件、压胶带组件和切胶带组件,胶带支架设置在包胶组件底板上方,拉胶带组件可移动的设置在包胶组件底板的右下方,胶带滚轴组件设置在包胶组件底板的左侧,切胶带组件设置在胶带滚轴组件的右侧,压胶带组件设置在切胶带组件的右侧。
进一步的,所述包胶驱动机构包括:包胶底座、包胶移动装置、包胶移动电机、包胶连接座、包胶固定板、包胶转极驱动杆、包胶脱模顶杆和包胶传动电机,包胶底座与支架固定连接,包胶移动装置设置在包胶底座上方,包胶移动电机与包胶底座相连接,包胶移动电机的输出端与包胶移动装置相连接,包胶连接座与包胶移动装置相连接,包胶固定板与包胶连接座相连接,包胶转极驱动杆可转动的设置在包胶固定板上,包胶转极驱动杆与包胶固定板固定连接,包胶传动电机与包胶固定板相连接,包胶传动电机的输出端与包胶转极驱动杆相连接。
与现有技术相比,本发明的技术方案具有以下优点:
1、本发明绕线生产包括移动送线装置、剪线装置、转极驱动装置、转盘装置和包胶装置,以上各装置之间的配合协同工作,同时在配合外接机械手实现了线架绕线包胶生产的整个过程自动化上料、自动卸料、完成最终完成绕线、包胶总成后一起成品,全流程实现机械化,具有自动化程度高,降低了人工成本,成品质量稳定,显著提高了生产效率,生产效率提升到大于1800PCS/ 小时;再者,机械化操作实行程序控制,实现绕线、包胶的量化管理,保证了试纸产品质量的稳定性和可控性,操作更加简单,进一步减少了工人数量,使管理更加高效,有效降低了人力和管理成本,而且显著降低了工人的劳动强度,改善了生产线的布局,保障了工人健康。
2、本发明的绕线装置均可以适用于对细的漆包线(标称直径为0.1mm)进行绕线,也可以用于对粗漆包线进行绕制,整个设备实用范围广,而且绕出的产品美观。
3、人工将待绕设的线架套入转盘装置内,移动送线装置将线圈输送到转盘装置处,转极驱动装置带动线架转动,实现自动绕线,转盘装置带动绕设线圈后的线架移动到包胶装置处进行自动包胶操作;各个装置结构设置合理,占用空间小,有利于提高生产质量和提高绕线、包胶质量。
4、工装座的右侧设有工装连接块,工装座的左侧设有用于套设线架的凸台,凸台的外侧边沿设有旋转缺口,从而使得线架的组装方便快捷;工装座的上方设有绕线杆,根据待绕线圈产品的特性,选用是否需要将线圈绕设到该绕线杆上,防止线圈在绕线时发生脱落;该工装座可实现线架快速便捷装卸,同时可适用于不同款式的线圈绕设,提高产品使用的多样性。
5、限位止转机构用于辅助生产,可提高定位的精准性,便于转极驱动装置、包胶驱动机构进行加工动作,提高生产质量,提高生产安全性。
附图说明
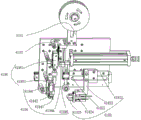
图1为本发明的整体结构示意图;
图2为本发明移动送线装置结构示意图;
图3为本发明转极驱动装置结构示意图;
图4为本发明转盘装置结构示意图;
图5为本发明包胶输送机构结构示意图;
图6为本发明胶带导出装置结构示意图;
图7为本发明包胶驱动机构结构示意图。
标注说明:支架1;移动送线装置2;剪线装置3;转极驱动装置4;转盘装置5;包胶装置6;移动支撑座21;左右移动机构22;前后移动机构23;上下移动机构24;排线支撑架25;线嘴横板251;光杆252;排线侧板253;线嘴板254;导针固定块255;导线嘴256;切线支撑架31;剪线连接板32;第一防跳线器33;推动气缸34;导线环35;气剪安装板36;第二防跳线器37;气剪刀38;张力器39;转极驱动底板41;转极前后移动装置42;转极驱动电机43;转极驱动连接板44;转极支撑板45;转极驱动杆46;转极脱模顶杆47;转极转动电机48;线夹组件49;线夹移动气缸491;夹线支撑杆492;线夹安装板493;夹线气缸494;夹线手指495;转盘电机51;转动盘52;工装治具53;工装滑块固定板531;卷线头532;工装座533;限位止转机构534;止转块5321;凸台5332;旋转缺口5333;绕线杆5334;定位弹压支撑板5341;定位脱模压杆5342;导向定位柱5343;拉簧5344;止转口53411;包胶输送机构61;包胶驱动机构62;包胶支撑板611;包胶上下移动气缸612;包胶上下移动装置613;包胶左右底板614;包胶左右移动装置615;包胶组件底板616;包胶左右移动气缸617;胶带导出装置618;胶带支架6181;拉胶带组件6182;胶带滚轴组件6183;压胶带组件6184;切胶带组件6185;拉胶带气缸61821;拉胶移动组件缸61822;抽胶带固定板61823;抽胶带气缸61824;抽胶带夹爪61825;压胶带气缸61841;胶带压块61842;胶带接座61843;第二压带气缸61844;压轮61845;切胶带气缸61851;切刀61852;包胶底座621;包胶移动装置622;包胶移动电机623;包胶连接座624;包胶固定板625;包胶转极驱动杆626;包胶脱模顶杆627;包胶传动电机628;包胶连接凸块6261;弧形6262。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施的限制。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
请参阅图1,一种绕线装置,包括支架1,还包括:移动送线装置2、剪线装置3、转极驱动装置4、转盘装置5和包胶装置6,移动送线装置2可移动的设置在支架上方,用于往转盘装置5输送带绕设的线圈;剪线装置3与移动送线装置2相连接,用于裁剪绕设完成后的线圈;转极驱动装置4设置在剪线装置3的下方,用于驱动线架转动;转盘装置5设置在转极驱动装置4的右边,用于输送线架;包胶装置6设置在转盘装置5的前边,用于对绕线后的线架进行包胶;还包括用于控制整个设备运行的控制器,控制器的控制电路通过本领域的技术人员简单编程即可实现,属于本领域的公知常识;以下对移动送线装置2、剪线装置3、转极驱动装置4、转盘装置5和包胶装置6进行详细介绍。
请参阅图2,所述移动送线装置2包括:移动支撑座21、左右移动机构22、前后移动机构23、上下移动机构24和排线支撑架25,移动支撑座21与支架1相连接,左右移动机构22与移动支撑座21相连接,前后移动机构23与左右移动机构22相连接,上下移动机构24与前后移动机构23相连接,排线支撑架25与上下移动机构24相连接;所述排线支撑架25包括:线嘴横板251、光杆252、排线侧板253、线嘴板254、导针固定块255和导线嘴256,线嘴横板251与上下移动机构24相连接,光杆252的一端与线嘴横板251相连接,光杆252的另一端与排线侧板253相连接,线嘴板254与排线侧板253相连接,导针固定块255与线嘴板254相连接,导线嘴256与导针固定块255相连接;导线嘴256是中空的回转体。
移动送线装置2用于带动排线支撑架25移动,将线圈均匀的绕设到线架上,前后移动机构23带动导线嘴256进行前后移动,从而将线圈均匀的绕设到转动的线架上,线架的外表面布满一圈线圈后,左右移动机构22和上下移动机构24同时动作,带动导线嘴256往上移动,移动的距离为线圈的直径大小,带动导线嘴256往左移动,移动的距离为线圈的直径大小。
绕线过程:线夹组件49夹住导线嘴256输送的线头,移动送线装置2动作,带动导线嘴256移动到线架处,在线圈边沿绕设一个缠绕头,接着转极驱动装置4动作,带动工装座533转动,进而带动线架转动,线夹组件49松开线头,进行绕线动作,前后移动机构23带动导线嘴256进行前后移动,从而将线圈均匀的绕设到转动的线架上,线架的外表面绕设一圈线圈后,左右移动机构22和上下移动机构24同时动作,带动导线嘴256往上和往左移动,接着前后移动机构23带动导线嘴256反向移动,再往线架表面绕设一圈线圈,以此往复循环往线架上绕线;线圈绕设完成后,线夹移动气缸491带动夹线气缸494往外推出,移动送线装置2动作,带动导线嘴256往夹线气缸494方向移动,夹线气缸494带动夹线手指495夹紧导线嘴256输送的线段,移动送线装置2带动导线嘴256退回,接着剪线装置3动作,推动气缸34动作,带动气剪刀38向下移动,使得气剪刀38作用在线圈上,完成剪线动作;线夹移动气缸491带动夹线气缸494往外退回,为下一次的绕线做准备。
请参阅图2,所述剪线装置3包括:切线支撑架31、剪线连接板32、第一防跳线器33、推动气缸34、导线环35、气剪安装板36、第二防跳线器37和气剪刀38,切线支撑架31与移动送线装置2相连接,剪线连接板32与切线支撑架31相连接,剪线连接板32上方设有第一防跳线器33,推动气缸34与剪线连接板32相连接,推动气缸34的旁侧设有导线环35,推动气缸34的输出端与气剪安装板36相连接,第二防跳线器37和气剪刀38均与气剪安装板36相连接;绕设用的线穿过张力器39后,依次穿过第一防跳线器33、导线环35、第二防跳线器37,再导入导线嘴256内;推动气缸34推动气剪刀38向下移动,带动气剪刀38进行裁切加工。
请参阅图3,所述转极驱动装置4包括:转极驱动底板41、转极前后移动装置42、转极驱动电机43、转极驱动连接板44、转极支撑板45、转极驱动杆46、转极脱模顶杆47、转极转动电机48和线夹组件49,转极驱动底板41与支架1相连接,转极前后移动装置42与转极驱动底板41相连接,转极驱动电机43与转极驱动底板41相连接,转极驱动电机43的输出端与转极前后移动装置42相连接,转极驱动连接板44与转极前后移动装置42相连接,转极支撑板45与转极驱动连接板44相连接,转极驱动杆46可转动的设置在转极支撑板45上方,转极脱模顶杆47与转极支撑板45相连接,转极转动电机48与转极支撑板45相连接,转极转动电机48的输出端与转极驱动杆46相连接;线夹组件49与转极支撑板45相连接;转极驱动杆46的结构设置与包胶转极驱动杆626相同。
转极驱动装置4驱动线架进行绕线过程:转极驱动电机43动作,带动转极前后移动装置42动作,进而带动转极驱动杆46插入旋转缺口5333内,转极脱模顶杆47将定位脱模压杆5342往外推出;转极转动电机48动作,带动转极驱动杆46转动,带动套设在工装座533外部的线架转动,进行绕线加工,转极转动电机48转动设定圈数后,完成线架绕线后,转极转动电机48停止动作,转极驱动电机43反向动作,带动转极前后移动装置42动作,进而带动转极驱动杆46脱离工装治具53,转盘装置5带动工装治具53转向包胶装置6进行包胶加工。
所述线夹组件49包括:线夹移动气缸491、夹线支撑杆492、线夹安装板493、夹线气缸494和夹线手指495,线夹移动气缸491与转极支撑板45相连接,线夹移动气缸491的输出端与线夹安装板493相连接,夹线支撑杆492一端与线夹安装板493固定连接,另一端可沿着转极支撑板45移动,夹线气缸494对称设置在线夹安装板493上方两侧,夹线气缸494的输出端与夹线手指495相连接。线夹移动气缸491动作,推动线夹安装板493进行前后移动,夹线气缸494动作,用于控制夹线手指495张开或者闭合。
请参阅图4,所述转盘装置5包括:转盘电机51、转动盘52和工装治具53,转盘电机51与支架1相连接,转盘电机51的输出端与转动盘52相连接,转动盘52上方阵列设有工装治具53;所述工装治具53包括:工装滑块固定板531、卷线头532、工装座533和限位止转机构534,工装滑块固定板531与转动盘52相连接,卷线头532对称设置在工装滑块固定板531的两侧,卷线头532一端与工装滑块固定板531转动连接,另一端与工装座533固定连接,限位止转机构534与工装滑块固定板531相连接;工装座533用于套设待绕线的线架;卷线头532的端部设有止转块5321。
工装座533的右侧设有工装连接块,工装座533的左侧设有用于套设线架的凸台5332,凸台5332的外侧边沿设有旋转缺口5333,从而使得线架的组装方便快捷;进行绕线时,将线架插入凸台5332内,转极驱动装置4将转极驱动杆46的边沿推入旋转缺口5333内,对线架进行限位,同时带动工装座533进行转动,进行绕线工作;或进行包胶时,包覆有线圈的线架移动到包胶装置6处,包胶驱动机构62动作,将包胶转极驱动杆626推入旋转缺口5333内,对线架进行限位,同时带动工装座533进行转动,进行包胶工作;进行卸料时,有人工将包胶后的线架从工装座533处取下,换上其他待绕线的线架;工装座533的上方设有绕线杆5334,根据待绕线圈产品的特性,选用是否需要将线圈绕设到该绕线杆5334上,防止线圈在绕线时发生脱落;该工装座533可实现线架快速便捷装卸,同时可适用于不同款式的线圈绕设,提高产品使用的多样性。
转盘电机51动作,驱动转动盘52转动,进而带动工装治具53转向移动送线装置2、包胶装置6进行绕线和包胶操作;转动盘52上方阵列设有四组工装治具53,有个操作工位,是用于将工装治具53上绕线、包胶后的线架取下,并重新放置其他待绕线的线架到工装治具53上;限位止转机构534用于自动对卷线头532进行限位,使得卷线头532停止转动,便于下一操作工位的加工操作。
进一步的,所述限位止转机构534包括:定位弹压支撑板5341、定位脱模压杆5342、导向定位柱5343和拉簧5344,定位脱模压杆5342可滑动的套设在工装滑块固定板531中间,定位脱模压杆5342的左右两侧对称设有导向定位柱5343,导向定位柱5343一端与定位弹压支撑板5341固定连接,定位脱模压杆5342的一端与定位弹压支撑板5341固定连接,拉簧5344一端与与定位弹压支撑板5341固定连接,另一端与工装滑块固定板531固定连接;定位弹压支撑板5341的左右两侧对称设有止转口53411。
原始状态:在拉簧5344的拉力作用下,拉动定位弹压支撑板5341靠向工装滑块固定板531,使得定位脱模压杆5342、导向定位柱5343都向工装滑块固定板531的外侧壁延伸,止转块5321自动套入止转口53411内进行定位,从而使旋转缺口5333转向合适的位置,便于转极驱动装置4、包胶驱动机构62带动工装座533转动,进行绕线或包胶加工,同时也便于人工卸料。进行绕线加工时,转极驱动装置4动作,将转极驱动杆46推入旋转缺口5333内,同时转极脱模顶杆47顶住定位脱模压杆5342往外推出,进而再由转极驱动杆46带动工装座533进行转动,进行绕线工作;进行包胶时,包覆有线圈的线架移动到包胶装置6处,包胶驱动机构62动作,将包胶转极驱动杆626推入旋转缺口5333内,同时包胶脱模顶杆627顶住定位脱模压杆5342往外推出,包胶转极驱动杆626带动工装座533转动,进行包胶工作;限位止转机构534用于辅助生产,可提高定位的精准性,便于转极驱动装置4、包胶驱动机构62进行加工动作,提高生产质量,提高生产安全性。
请参阅图5,所述包胶装置6包括:包胶输送机构61和包胶驱动机构62,包胶驱动机构62与支架1相连接,包胶输送机构61设置在包胶驱动机构62上方;所述包胶输送机构61包括:包胶支撑板611、包胶上下移动气缸612、包胶上下移动装置613、包胶左右底板614、包胶左右移动装置615、包胶组件底板616、包胶左右移动气缸617和胶带导出装置618,包胶支撑板611与支架1相连接,包胶上下移动气缸612与包胶支撑板611相连接,包胶上下移动装置613与包胶支撑板611相连接,包胶上下移动气缸612的输出端与包胶上下移动装置613相连接;包胶左右底板614一端与包胶上下移动装置613相连接,另一端与包胶左右移动装置615相连接,包胶组件底板616与包胶左右移动装置615相连接,包胶左右移动气缸617与包胶组件底板616相连接,包胶左右移动气缸617的输出端与包胶左右底板614相连接;胶带导出装置618与包胶组件底板616相连接。
包胶驱动机构62用于带动绕设好线圈的线架转动,包胶输送机构61用于带动胶带导出装置618在工装滑块固定板531两侧的卷线头532间往复移动,进行包胶加工;胶上下移动气缸带动包胶左右底板614上下移动,包胶左右移动气缸617带动包胶组件底板616进行左右移动,使得胶带导出装置618、包胶上下移动装置613、包胶左右底板614、包胶左右移动装置615在两卷线头532间往复移动。
请参阅图6,所述胶带导出装置618包括:胶带支架6181、拉胶带组件6182、胶带滚轴组件6183、压胶带组件6184和切胶带组件6185,胶带支架6181设置在包胶组件底板616上方,拉胶带组件6182可移动的设置在包胶组件底板616的右下方,胶带滚轴组件6183设置在包胶组件底板616的左侧,切胶带组件6185设置在胶带滚轴组件6183的右侧,压胶带组件6184设置在切胶带组件6185的右侧。胶带从胶带支架6181引出,导入到胶带滚轴组件6183,拉胶带组件6182用于将胶带从胶带滚轴组件6183拉出,压胶带组件6184将胶带下压贴附到线圈表面,切胶带组件6185用于裁切胶带。
拉胶带组件6182包括:拉胶带气缸61821、拉胶移动组件缸61822、抽胶带固定板61823、抽胶带气缸61824和抽胶带夹爪61825,拉胶带气缸61821与包胶组件底板616相连接,拉胶带气缸61821的输出端与拉胶移动组件缸61822相连接,抽胶带固定板61823与拉胶移动组件缸61822相连接,抽胶带气缸61824与抽胶带固定板61823相连接,抽胶带气缸61824的输出端与抽胶带夹爪61825相连接。
压胶带组件6184包括:压胶带气缸61841、胶带压块61842、胶带接座61843、第二压带气缸61844和压轮61845,压胶带气缸61841与包胶组件底板616相连接,压胶带气缸61841的输出端与胶带压块61842相连接,胶带压块61842的下方设有胶带接座61843,第二压带气缸61844与包胶组件底板616相连接,第二压带气缸61844的输出端与压轮61845相连接;压胶带气缸61841动作,带动胶带压块61842上下移动,使得胶带被下压固定在胶带接座61843上方,或者胶带穿过胶带接座61843往外输送;第二压带气缸61844动作,带动压轮61845上下移动,进行包胶时,第二压带气缸61844带动压轮61845向下移动,压轮61845作用在胶带表面,使得胶带贴附在线圈表面。
切胶带组件6185包括:切胶带气缸61851和切刀61852,切胶带气缸61851与包胶组件底板616相连接,切胶带气缸61851的输出端与切刀61852相连接;切刀61852设置在胶带接座61843的侧边,切刀61852与胶带接座61843之间至少存在5mm的间隙,使得裁切后的胶带有部分边沿是沿着胶带接座61843的外部延伸的,以便于拉胶带组件6182拉取胶带。
包胶过程:胶带沿着胶带滚轴组件6183输送到胶带接座61843处,进行包胶时,拉胶带组件6182先动作,拉胶带气缸61821动作,带动拉胶移动组件缸61822移动,带动抽胶带气缸61824往胶带接座61843方向移动,抽胶带气缸61824移动到位后,抽胶带气缸61824动作带动抽胶带夹爪61825闭合,夹取往胶带接座61843外部延伸的胶带,接着拉胶带气缸61821反向动作,带动抽胶带气缸61824远离胶带接座61843,实现将胶带往外拉出,接着压胶带组件6184动作;第二压带气缸61844先动作,带动压轮61845下压,将拉胶带组件6182拉出的胶带下压贴附到线圈表面,抽胶带气缸61824动作带动抽胶带夹爪61825张开,第二压带气缸61844反向动作,带动压轮61845上升,包胶驱动机构62带动工装座533转动,进行包胶,绕设设定圈数后,包胶驱动机构62停止动作,接着压胶带气缸61841动作,推动胶带压块61842向下移动,将胶带下压固定在胶带接座61843上方,切胶带气缸61851再动作,带动切刀61852向下移动,对胶带进行裁切;包胶上下移动气缸612动作,带动包胶上下移动装置613向上移动,带动包胶左右底板614上移,包胶左右移动气缸617动作,带动包胶左右移动装置615向左移动,带动包胶组件底板616移动到另一待包胶的线圈处,拉胶带组件6182再动作,以此往复循环进行包胶操作,实现自动包胶加工。
请参阅图7,所述包胶驱动机构62包括:包胶底座621、包胶移动装置622、包胶移动电机623、包胶连接座624、包胶固定板625、包胶转极驱动杆626、包胶脱模顶杆627和包胶传动电机628,包胶底座621与支架1固定连接,包胶移动装置622设置在包胶底座621上方,包胶移动电机623与包胶底座621相连接,包胶移动电机623的输出端与包胶移动装置622相连接,包胶连接座624与包胶移动装置622相连接,包胶固定板625与包胶连接座624相连接,包胶转极驱动杆626可转动的设置在包胶固定板625上,包胶转极驱动杆626与包胶固定板625固定连接,包胶传动电机628与包胶固定板625相连接,包胶传动电机628的输出端与包胶转极驱动杆626相连接;包胶转极驱动杆626设有两组,包胶传动电机628的输出端套设有传动轮,传动轮与包胶转极驱动杆626通过皮带相连接,包胶传动电机628动作,进而会带动包胶转极驱动杆626转动,从而带动工装座533转动,进行对应的加工操作;具体的,包胶转极驱动杆626的侧壁设有包胶连接凸块6261,包胶连接凸块6261的上表面和下表面均设有凸起的弧形6262,使得包胶连接凸块6261在插入旋转缺口5333时,凸起的弧形6262可引导包胶转极驱动杆626快速插入旋转缺口5333内部,同时包胶转极驱动杆626在带动工装座533进行旋转的时候,凸起的弧形6262可限制工装座533在其他方向的移动,防止转动时工装座533在离心力的作用下往外甩出,以提高转动质量,进而提高整体的加工质量。
包胶驱动机构62带动工装座533转动的过程:包胶移动电机623动作,带动包胶移动装置622动作,带动包胶转极驱动杆626往工装治具53方向移动,使得包胶转极驱动杆626插入旋转缺口5333内,同时包胶脱模顶杆627顶住定位脱模压杆5342往外推出,包胶传动电机628再动作,带动包胶转极驱动杆626转动,带动绕设有线圈的线架进行包胶转动;包胶完成后,包胶传动电机628停止动作,包胶移动电机623反向动作,包胶移动装置622反向动作,带动包胶转极驱动杆626远离工装治具53,转盘装置5带动工装治具53转向下一操作工位。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (10)
1.一种绕线装置,包括支架,其特征在于,还包括:移动送线装置、剪线装置、转极驱动装置、转盘装置和包胶装置,移动送线装置可移动的设置在支架上方,用于往转盘装置输送带绕设的线圈;剪线装置与移动送线装置相连接,用于裁剪绕设完成后的线圈;转极驱动装置设置在剪线装置的下方,用于驱动线架转动;转盘装置设置在转极驱动装置的右边,用于输送线架;包胶装置设置在转盘装置的前边,用于对绕线后的线架进行包胶。
2.根据权利要求1所述的一种绕线装置,其特征在于,所述移动送线装置包括:移动支撑座、左右移动机构、前后移动机构、上下移动机构和排线支撑架,移动支撑座与支架相连接,左右移动机构与移动支撑座相连接,前后移动机构与左右移动机构相连接,上下移动机构与前后移动机构相连接,排线支撑架与上下移动机构相连接;所述排线支撑架包括:线嘴横板、光杆、排线侧板、线嘴板、导针固定块和导线嘴,线嘴横板与上下移动机构相连接,光杆的一端与线嘴横板相连接,光杆的另一端与排线侧板相连接,线嘴板与排线侧板相连接,导针固定块与线嘴板相连接,导线嘴与导针固定块相连接;导线嘴是中空的回转体。
3.根据权利要求1所述的一种绕线装置,其特征在于,所述剪线装置包括:切线支撑架、剪线连接板、第一防跳线器、推动气缸、导线环、气剪安装板、第二防跳线器和气剪刀,切线支撑架与移动送线装置相连接,剪线连接板与切线支撑架相连接,剪线连接板上方设有第一防跳线器,推动气缸与剪线连接板相连接,推动气缸的旁侧设有导线环,推动气缸的输出端与气剪安装板相连接,第二防跳线器和气剪刀均与气剪安装板相连接;绕设用的线依次穿过第一防跳线器、导线环、第二防跳线器。
4.根据权利要求1所述的一种绕线装置,其特征在于,所述转极驱动装置包括:转极驱动底板、转极前后移动装置、转极驱动电机、转极驱动连接板、转极支撑板、转极驱动杆、转极脱模顶杆、转极转动电机和线夹组件,转极驱动底板与支架相连接,转极前后移动装置与转极驱动底板相连接,转极驱动电机与转极驱动底板相连接,转极驱动电机的输出端与转极前后移动装置相连接,转极驱动连接板与转极前后移动装置相连接,转极支撑板与转极驱动连接板相连接,转极驱动杆可转动的设置在转极支撑板上方,转极脱模顶杆与转极支撑板相连接,转极转动电机与转极支撑板相连接,转极转动电机的输出端与转极驱动杆相连接;线夹组件与转极支撑板相连接。
5.根据权利要求4所述的一种绕线装置,其特征在于,所述线夹组件包括:线夹移动气缸、夹线支撑杆、线夹安装板、夹线气缸和夹线手指,线夹移动气缸与转极支撑板相连接,线夹移动气缸的输出端与线夹安装板相连接,夹线支撑杆一端与线夹安装板固定连接,另一端可沿着转极支撑板移动,夹线气缸对称设置在线夹安装板上方两侧,夹线气缸的输出端与夹线手指相连接。
6.根据权利要求1所述的一种绕线装置,其特征在于,所述转盘装置包括:转盘电机、转动盘和工装治具,转盘电机与支架相连接,转盘电机的输出端与转动盘相连接,转动盘上方阵列设有工装治具;所述工装治具包括:工装滑块固定板、卷线头、工装座和限位止转机构,工装滑块固定板与转动盘相连接,卷线头对称设置在工装滑块固定板的两侧,卷线头一端与工装滑块固定板转动连接,另一端与工装座固定连接,限位止转机构与工装滑块固定板相连接;工装座用于套设待绕线的线架。
7.根据权利要求6所述的一种绕线装置,其特征在于,所述限位止转机构包括:定位弹压支撑板、定位脱模压杆、导向定位柱和拉簧,定位脱模压杆可滑动的套设在工装滑块固定板中间,定位脱模压杆的左右两侧对称设有导向定位柱,导向定位柱一端与定位弹压支撑板固定连接,定位脱模压杆的一端与定位弹压支撑板固定连接,拉簧一端与与定位弹压支撑板固定连接,另一端与工装滑块固定板固定连接。
8.根据权利要求1所述的一种绕线装置,其特征在于,所述包胶装置包括:包胶输送机构和包胶驱动机构,包胶驱动机构与支架相连接,包胶输送机构设置在包胶驱动机构上方;所述包胶输送机构包括:包胶支撑板、包胶上下移动气缸、包胶上下移动装置、包胶左右底板、包胶左右移动装置、包胶组件底板、包胶左右移动气缸和胶带导出装置,包胶支撑板与支架相连接,包胶上下移动气缸与包胶支撑板相连接,包胶上下移动装置与包胶支撑板相连接,包胶上下移动气缸的输出端与包胶上下移动装置相连接;包胶左右底板一端与包胶上下移动装置相连接,另一端与包胶左右移动装置相连接,包胶组件底板与包胶左右移动装置相连接,包胶左右移动气缸与包胶组件底板相连接,包胶左右移动气缸的输出端与包胶左右底板相连接;胶带导出装置与包胶组件底板相连接。
9.根据权利要求8所述的一种绕线装置,其特征在于,所述胶带导出装置包括:胶带支架、拉胶带组件、胶带滚轴组件、压胶带组件和切胶带组件,胶带支架设置在包胶组件底板上方,拉胶带组件可移动的设置在包胶组件底板的右下方,胶带滚轴组件设置在包胶组件底板的左侧,切胶带组件设置在胶带滚轴组件的右侧,压胶带组件设置在切胶带组件的右侧。
10.根据权利要求8所述的一种绕线装置,其特征在于,所述包胶驱动机构包括:包胶底座、包胶移动装置、包胶移动电机、包胶连接座、包胶固定板、包胶转极驱动杆、包胶脱模顶杆和包胶传动电机,包胶底座与支架固定连接,包胶移动装置设置在包胶底座上方,包胶移动电机与包胶底座相连接,包胶移动电机的输出端与包胶移动装置相连接,包胶连接座与包胶移动装置相连接,包胶固定板与包胶连接座相连接,包胶转极驱动杆可转动的设置在包胶固定板上,包胶转极驱动杆与包胶固定板固定连接,包胶传动电机与包胶固定板相连接,包胶传动电机的输出端与包胶转极驱动杆相连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010233596.5A CN111986919A (zh) | 2020-10-28 | 2020-10-28 | 一种绕线装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010233596.5A CN111986919A (zh) | 2020-10-28 | 2020-10-28 | 一种绕线装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111986919A true CN111986919A (zh) | 2020-11-24 |
Family
ID=73441740
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010233596.5A Pending CN111986919A (zh) | 2020-10-28 | 2020-10-28 | 一种绕线装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111986919A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113096957A (zh) * | 2021-03-31 | 2021-07-09 | 广东昭信智能装备有限公司 | 一种变压器包胶机 |
| CN114421725A (zh) * | 2021-12-22 | 2022-04-29 | 日本电产增成机器装置(浙江)有限公司 | 多线圈的绕线设备 |
-
2020
- 2020-10-28 CN CN202010233596.5A patent/CN111986919A/zh active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113096957A (zh) * | 2021-03-31 | 2021-07-09 | 广东昭信智能装备有限公司 | 一种变压器包胶机 |
| CN113096957B (zh) * | 2021-03-31 | 2022-08-19 | 广东昭信智能装备有限公司 | 一种变压器包胶机 |
| CN114421725A (zh) * | 2021-12-22 | 2022-04-29 | 日本电产增成机器装置(浙江)有限公司 | 多线圈的绕线设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203048300U (zh) | 贴片式元器件专用三合一自动卷带机 | |
| CN111986919A (zh) | 一种绕线装置 | |
| CN107863861B (zh) | 全自动转子绕线机 | |
| CN206322796U (zh) | 动力电池贴u型胶装置 | |
| CN105632755A (zh) | 自动绕线装置 | |
| CN114334434B (zh) | 一种全自动T core电感绕线机 | |
| CN103552183A (zh) | 树脂镜片全自动制模机 | |
| CN212257175U (zh) | 一种绕线装置 | |
| CN113744998A (zh) | 一种自动缠脚机 | |
| CN108336876B (zh) | 一种电机转子绕线设备 | |
| CN210723250U (zh) | 电池胶布缠绕机 | |
| CN209980975U (zh) | 自动化贴片电感绕线机 | |
| CN113035542A (zh) | 一种贴片电感生产线 | |
| CN203527717U (zh) | 树脂镜片全自动制模机 | |
| CN213691757U (zh) | 一种电抗器及微波炉变压器空心线圈包胶设备 | |
| CN212161557U (zh) | 一种电感产品的全自动绕线弯折裁切一体设备 | |
| CN111193372B (zh) | 一种多工位的自动绕线装置 | |
| CN203767200U (zh) | 一种贴磁机 | |
| CN108832440B (zh) | 全自动线束加工组装设备的线束自动套圈系统 | |
| CN210139359U (zh) | 一种电话面壳挂机键海绵条自动组装机 | |
| CN210193048U (zh) | 一种电器电源线绕线装置 | |
| CN219040252U (zh) | 一种多轴自动绕线包胶带机 | |
| JP2842708B2 (ja) | テーピング機付き巻線装置 | |
| CN220382908U (zh) | 一种定子分块绕线机构 | |
| CN216597281U (zh) | 一种高频变压器单线自动绕线机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20201124 |
|
| WD01 | Invention patent application deemed withdrawn after publication |