CN111969807A - 一种定转子冲槽自动化生产装置 - Google Patents
一种定转子冲槽自动化生产装置 Download PDFInfo
- Publication number
- CN111969807A CN111969807A CN202010880348.XA CN202010880348A CN111969807A CN 111969807 A CN111969807 A CN 111969807A CN 202010880348 A CN202010880348 A CN 202010880348A CN 111969807 A CN111969807 A CN 111969807A
- Authority
- CN
- China
- Prior art keywords
- swing arm
- punch press
- stator
- positioning
- frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/04—Centering the work; Positioning the tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/22—Notching the peripheries of circular blanks, e.g. laminations for dynamo-electric machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/003—Positioning devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/10—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by grippers
- B21D43/105—Manipulators, i.e. mechanical arms carrying a gripper element having several degrees of freedom
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
本发明公开了一种定转子冲槽自动化生产装置,包括依次设置的上料理料机构、第一摆臂机械手、第一冲床、第二摆臂机械手、第二冲床和第三摆臂机械手,上料理料机构用于对落料片自动上料和定位,第一摆臂机械手用于在上料理料机构和第一冲床之间搬运定位后的落料片,第一冲床用于对落料片进行定子冲槽和冲切,第二摆臂机械手用于在第一冲床和第二冲床之间搬运一次加工后的落料片,第二冲床用于对一次加工后的落料片进行转子冲槽形成产品,第三摆臂机械手用于对第二冲床加工后的产品下料。本发明自动化程度高,使生产过程无人搬运,整条生产线除上下料堆、换模调机外,不需要人工干预,节省人力,提高生产效率。
Description
技术领域
本发明属于电机冲片加工技术领域,特别是涉及一种定转子冲槽自动化生产装置。
背景技术
电机冲片生产过程中的定转子冲槽工序,现有技术为首先定子冲切,需要伺服冲床1台,操作人员1人,此工序产生定子冲片及转子圆片;再将转子圆片进行冲压,此步同样需要伺服冲1台,操作人员1人。人工作业劳动强,自动化程度低。
发明内容
为解决上述技术问题,本发明提供一种定转子冲槽自动化生产装置。
一种定转子冲槽自动化生产装置,包括依次设置的上料理料机构、第一摆臂机械手、第一冲床、第二摆臂机械手、第二冲床和第三摆臂机械手,所述上料理料机构用于对落料片自动上料和定位,所述第一摆臂机械手用于在所述上料理料机构和第一冲床之间搬运定位后的所述落料片,所述第一冲床用于对所述落料片进行定子冲槽和冲切,所述第二摆臂机械手用于在所述第一冲床和第二冲床之间搬运一次加工后的所述落料片,所述第二冲床用于对一次加工后的所述落料片进行转子冲槽形成产品,所述第三摆臂机械手用于对所述第二冲床加工后的所述产品下料。
以上技术方案优选的,所述上料理料机构包括料堆平台、片料机和理片机,所述料堆平台堆叠有落料片,所述理片机设于所述料堆平台的一侧,所述片料机包括第一机架和取料手臂,所述取料手臂通过第一机架设于所述料堆平台和理片机的上方,所述取料手臂用于将单片的所述落料片从所述料堆平台移送至所述理片机,所述取料手臂上设有电磁感应传感器,所述理片机用于对所述落料片进行定位。
以上技术方案优选的,所述料堆平台上沿所述料堆的周向均设有至少3个磁性分张器。
以上技术方案优选的,所述理片机包括第二机架、脱料板、定位气缸和中心旋转组件,所述第二机架设于所述料堆平台的后侧,多个所述定位气缸设于所述第二机架的上表面,所述定位气缸用于对所述落料片的外圆周面进行定位,所述中心旋转组件包括转盘和中心定位架,所述转盘设于所述第二机架上表面的中部,所述中心定位架安装在所述转盘上且相对于所述转盘上下移动,所述中心定位架用于对所述落料片的轴孔进行中心定位,所述脱料板设于所述第二机架上表面且位于所述转盘的周边。
以上技术方案优选的,所述中心定位架包括转轴、支撑板和安装板,所述支撑板与所述转轴的上方连接,所述安装板设于所述支撑板的上方,所述安装板在同一个水平面内四个方向上分别向外延伸出安装架,所述安装架上滑动连接有中心定位部,所述支撑板与安装板之间设有用于驱动所述中心定位部滑动的驱动部。
以上技术方案优选的,所述中心定位部包括导轨、滑块、定位柱滑动板、定位柱固定条和中心定位柱,所述导轨设于所述安装架上,所述定位柱固定条通过所述定位柱滑动板安装在所述滑块上,所述滑块与所述导轨滑动连接,所述中心定位柱设于所述定位柱固定条上。
以上技术方案优选的,所述驱动部包括上下拉块、定位调整拉杆和调整螺丝,所述上下拉块设于所述支撑板的上表面,所述定位调整拉杆的一端与所述上下拉块铰接,所述定位调整拉杆的另一端与所述定位柱滑动板铰接,所述调整螺丝穿过所述安装板与所述上下拉块螺纹连接。
以上技术方案优选的,所述脱料板上设有电磁铁,所述电磁铁用于吸合所述落料片。
以上技术方案优选的,所述中心定位架上还设有弹簧定位销,随着所述中心定位架旋转,所述弹簧定位销与所述落料片的定位孔卡接。
以上技术方案优选的,所述第一摆臂机械手、第二摆臂机械手和第三摆臂机械手均采用四轴联动机械手。
本发明具有的优点和积极效果是:本发明提供了一种定转子冲槽自动化生产装置,通过第一摆臂机械手、第二摆臂机械手和第三摆臂机械手与第一冲床和第二冲床配合完成自动化控制集成,使生产过程无人搬运,整条生产线除上下料堆、换模调机外,不需要人工干预,节省人力,提高生产效率。
附图说明
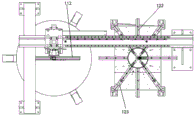
图1是本发明一实施例所提供的定转子冲槽自动化生产装置的结构示意图;
图2是本发明一实施例所提供的上料理料机构的结构示意图;
图3是本发明一实施例所提供的上料理料机构的主视图;
图4是本发明一实施例所提供的上料理料机构的俯视图;
图5是本发明一实施例所提供的上料理料机构的左视图;
图6是本发明一实施例所提供的中心定位架的结构示意图。
其中:1、上料理料机构;11、片料机;111、第一机架;112、取料手臂;12、理片机;121、第二机架;122、脱料板;123、定位气缸;124、转盘;125、中心定位架;1251、转轴;1252、导轨;1253、滑块;1254、定位柱滑动板;1255、定位柱固定条;1256、中心定位柱1257、上下拉块;1258、定位调整拉杆;1259、调整螺丝;13、磁性分张器;
2、第一摆臂机械手;3、第一冲床;4、第二摆臂机械手;5、第二冲床;6、第三摆臂机械手;7、第一收料机;8、第二收料机。
具体实施方式
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
下面将参考附图并结合实施例来详细说明本发明。
本实施例提供一种定转子冲槽自动化生产装置,如图1-6所示,包括依次设置的上料理料机构1、第一摆臂机械手2、第一冲床3、第二摆臂机械手4、第二冲床5和第三摆臂机械手6,所述上料理料机构1用于对落料片自动上料和定位,所述第一摆臂机械手2用于在所述上料理料机构1和第一冲床3之间搬运定位后的所述落料片,所述第一冲床3用于对所述落料片进行定子冲槽和冲切,所述第二摆臂机械手4用于在所述第一冲床3和第二冲床5之间搬运一次加工后的所述落料片,所述第二冲床5用于对一次加工后的所述落料片进行转子冲槽形成产品,所述第三摆臂机械手6用于对所述第二冲床5加工后的所述产品下料。此自动化生产装置可以达到生产过程不须人员干预,1名员工可同时操作2条生产线,4台冲床。
具体的,所述上料理料机构1包括料堆平台、片料机11和理片机12,所述料堆平台堆叠有落料片,所述理片机12设于所述料堆平台的一侧,所述片料机11包括第一机架111和取料手臂112,所述取料手臂112通过第一机架111设于所述料堆平台和理片机12的上方,所述取料手臂112用于将单片的所述落料片从所述料堆平台移送至所述理片机12,所述取料手臂112上设有电磁感应传感器,所述理片机12用于对所述落料片进行定位。
料堆平台所适用的材料为圆片料,材料直径800mm~1300mm,材料中心有轴孔,轴孔直径200mm-600mm,厚度0.5mm的硅钢落料片,堆垛高度840mm(含料堆下部的木托120mm)。
取料手臂112的上下动作下限距离料堆平台100mm,取料上限要大于理片机工作平台面,不可发生碰撞(使用电磁感应传感器对落料片进行检测,取料手臂112到达料堆上方时,自动下降当电磁感应传感器感应到铁质材料发出信号,取料手臂112停止向下运动,真空发生器动作将落料片吸住,取料手臂112向上运动,将落料片抓起并移送到理片机12上。取料手臂112包括前后平移结构好、上下平移结构和取料吸盘,前后平移结构的固定端与第一机架111连接,前后平移结构的移动端与上下平移结构的固定端连接,上下平移结构的移动端与取料吸盘连接,取料吸盘与真空发生器连接,前后平移结构和上下平移结构可以是现有的电动直线滑组、带传动结构或链传动结构等。
取料手臂112从料堆取料时为了避免同时取出2张,要求在料堆平台上要有磁性分张器13,磁性分张器13可以选取型号G3型,磁性分张器13数量不少于3个位置,所述料堆平台上沿所述料堆的周向均设有至少3个磁性分张器13,采用铰链连接使磁性分张器13旋转。
具体的,所述理片机12包括第二机架121、脱料板122、定位气缸123和中心旋转组件,所述第二机架121设于所述料堆平台的后侧,多个所述定位气缸123设于所述第二机架121的上表面,所述定位气缸123用于对所述落料片的外圆周面进行定位,所述中心旋转组件包括转盘124和中心定位架125,所述转盘124设于所述第二机架121上表面的中部,所述中心定位架125安装在所述转盘124上且相对于所述转盘124上下移动,所述中心定位架125用于对所述落料片的轴孔进行中心定位,所述脱料板122设于所述第二机架121上表面且位于所述转盘124的周边。
具体的,所述中心定位架125包括转轴1251、支撑板和安装板,所述支撑板与所述转轴1251的上方连接,转轴1251下端与伺服电机连接,所述安装板设于所述支撑板的上方,所述安装板在同一个水平面内四个方向上分别向外延伸出安装架,所述安装架上滑动连接有中心定位部,所述支撑板与安装板之间设有用于驱动所述中心定位部滑动的驱动部。驱动部驱动中心定位部滑动来调节中心定位部的位置,以适应不同尺寸的落料片轴孔。
具体的,所述中心定位部包括导轨1252、滑块1253、定位柱滑动板1254、定位柱固定条1255和中心定位柱1256,所述导轨1252设于所述安装架上,所述定位柱固定条1255通过所述定位柱滑动板1254安装在所述滑块1253上,所述滑块1253与所述导轨1252滑动连接,所述中心定位柱1256设于所述定位柱固定条1255上。
具体的,所述驱动部包括上下拉块1257、定位调整拉杆1258和调整螺丝1259,所述上下拉块1257设于所述支撑板的上表面,所述定位调整拉杆1258的一端与所述上下拉块1257铰接,所述定位调整拉杆1258的另一端与所述定位柱滑动板1254铰接,所述调整螺丝1259穿过所述安装板与所述上下拉块1257螺纹连接。转动调整螺丝1259,调整螺丝1259的转动方向变大或变小,通过上下拉块1257和定位调整拉杆1258拉动定位柱滑动板1254沿安装架滑动,从而调整中心定位柱1256和定位柱固定条1255的位置,可以满足轴孔直径200mm-600mm以内的产品需求。可选地,所述脱料板122上设有电磁铁,所述电磁铁用于吸合所述落料片;电磁铁形状为保证能吸住产品的任何形状。可选地,所述中心定位架125上还设有弹簧定位销,随着所述中心定位架125旋转,所述弹簧定位销与所述落料片的定位孔卡接。
理片机12处理对象为外圆直径800mm-1300mm,轴孔直径200mm-600mm的0.5mm厚的硅钢落料片,取料手臂112将落料片抓取到脱料板122上,理片机12的第二机架121的上表面上安装有电磁感应传感器,当检测到有落料片时,理片机12周边的定位气缸123动作将落料片推动进行圆周定位,同时理片机12转盘124中心的中心定位柱1256顶起与落料片的轴孔相适应,中心定位柱1256将落料片进行中心定位,落料片在理片机12上的中心定位完成后,安装在脱料板122上的电磁铁通电将落料片吸住,确保落料片不进行旋转后,伺服电机带动中心定位架125旋转,当旋转到落料片的定位孔时,安装在中心定位架125上的弹簧定位销自动弹起将落料片销住,弹簧定位销下面也设有电磁感应传感器,此时弹簧定位销下面的电磁传感器检测到弹簧定位销弹起,发出信号将电磁铁断电,中心定位架125在伺服电机的驱动下进行旋转,由于弹簧定位销与落料片的定位孔销住,中心定位架125带动落料片一同旋转,直至旋转到设定角度停止。本实施例中弹簧定位销选用直径6mm规格,弹簧定位销的具体尺寸可以根据落料片定位孔的实际尺寸进行选择使用。
具体的,所述第一摆臂机械手2、第二摆臂机械手4和第三摆臂机械手6均采用现有的比较成熟的四轴联动机械手,第一冲床3和第二冲床5均为伺服冲床,伺服冲床和四轴联动机械手属于现有成熟技术。理片机12设备高度要求与第一冲床3冲压模具下模高度相同(本实施例为950mm),调整范围900mm-1150mm。为了适应生产,第二摆臂机械手4处可以设置第一收料机7来缓冲一次加工后的落料片,第三摆臂机械手6处可以设置第二收料机8来存放加工后的产品。
本实施例的工作过程:上料理料机构1对落料片自动上料和定位,第一摆臂机械手2在上料理料机构1和第一冲床3之间搬运定位后的落料片,第一冲床3对落料片进行定子冲槽和冲切,第二摆臂机械手4在第一冲床3和第二冲床5之间搬运一次加工后的落料片,第二冲床5对一次加工后的落料片进行转子冲槽形成产品,第三摆臂机械手6对第二冲床5加工后的产品下料。
本发明具有的优点和积极效果是:本发明提供了一种定转子冲槽自动化生产装置,通过第一摆臂机械手、第二摆臂机械手和第三摆臂机械手6与第一冲床和第二冲床配合完成自动化控制集成,使生产过程无人搬运,整条生产线除上下料堆、换模调机外,不需要人工干预,节省人力,提高生产效率。
以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
Claims (10)
1.一种定转子冲槽自动化生产装置,其特征在于:包括依次设置的上料理料机构、第一摆臂机械手、第一冲床、第二摆臂机械手、第二冲床和第三摆臂机械手,所述上料理料机构用于对落料片自动上料和定位,所述第一摆臂机械手用于在所述上料理料机构和第一冲床之间搬运定位后的所述落料片,所述第一冲床用于对所述落料片进行定子冲槽和冲切,所述第二摆臂机械手用于在所述第一冲床和第二冲床之间搬运一次加工后的所述落料片,所述第二冲床用于对一次加工后的所述落料片进行转子冲槽形成产品,所述第三摆臂机械手用于对所述第二冲床加工后的所述产品下料。
2.根据权利要求1所述的定转子冲槽自动化生产装置,其特征在于:所述上料理料机构包括料堆平台、片料机和理片机,所述料堆平台堆叠有落料片,所述理片机设于所述料堆平台的一侧,所述片料机包括第一机架和取料手臂,所述取料手臂通过第一机架设于所述料堆平台和理片机的上方,所述取料手臂用于将单片的所述落料片从所述料堆平台移送至所述理片机,所述取料手臂上设有电磁感应传感器,所述理片机用于对所述落料片进行定位。
3.根据权利要求2所述的定转子冲槽自动化生产装置,其特征在于:所述料堆平台上沿所述料堆的周向均设有至少3个磁性分张器。
4.根据权利要求2所述的定转子冲槽自动化生产装置,其特征在于:所述理片机包括第二机架、脱料板、定位气缸和中心旋转组件,所述第二机架设于所述料堆平台的后侧,多个所述定位气缸设于所述第二机架的上表面,所述定位气缸用于对所述落料片的外圆周面进行定位,所述中心旋转组件包括转盘和中心定位架,所述转盘设于所述第二机架上表面的中部,所述中心定位架安装在所述转盘上且相对于所述转盘上下移动,所述中心定位架用于对所述落料片的轴孔进行中心定位,所述脱料板设于所述第二机架上表面且位于所述转盘的周边。
5.根据权利要求4所述的定转子冲槽自动化生产装置,其特征在于:所述中心定位架包括转轴、支撑板和安装板,所述支撑板与所述转轴的上方连接,所述安装板设于所述支撑板的上方,所述安装板在同一个水平面内四个方向上分别向外延伸出安装架,所述安装架上滑动连接有中心定位部,所述支撑板与安装板之间设有用于驱动所述中心定位部滑动的驱动部。
6.根据权利要求5所述的定转子冲槽自动化生产装置,其特征在于:所述中心定位部包括导轨、滑块、定位柱滑动板、定位柱固定条和中心定位柱,所述导轨设于所述安装架上,所述定位柱固定条通过所述定位柱滑动板安装在所述滑块上,所述滑块与所述导轨滑动连接,所述中心定位柱设于所述定位柱固定条上。
7.根据权利要求6所述的定转子冲槽自动化生产装置,其特征在于:所述驱动部包括上下拉块、定位调整拉杆和调整螺丝,所述上下拉块设于所述支撑板的上表面,所述定位调整拉杆的一端与所述上下拉块铰接,所述定位调整拉杆的另一端与所述定位柱滑动板铰接,所述调整螺丝穿过所述安装板与所述上下拉块螺纹连接。
8.根据权利要求4所述的定转子冲槽自动化生产装置,其特征在于:所述脱料板上设有电磁铁,所述电磁铁用于吸合所述落料片。
9.根据权利要求8所述的定转子冲槽自动化生产装置,其特征在于:所述中心定位架上还设有弹簧定位销,随着所述中心定位架旋转,所述弹簧定位销与所述落料片的定位孔卡接。
10.根据权利要求1所述的定转子冲槽自动化生产装置,其特征在于:所述第一摆臂机械手、第二摆臂机械手和第三摆臂机械手均采用四轴联动机械手。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010880348.XA CN111969807A (zh) | 2020-08-27 | 2020-08-27 | 一种定转子冲槽自动化生产装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010880348.XA CN111969807A (zh) | 2020-08-27 | 2020-08-27 | 一种定转子冲槽自动化生产装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111969807A true CN111969807A (zh) | 2020-11-20 |
Family
ID=73400620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010880348.XA Pending CN111969807A (zh) | 2020-08-27 | 2020-08-27 | 一种定转子冲槽自动化生产装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111969807A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115255095A (zh) * | 2022-07-29 | 2022-11-01 | 河南永荣动力科技有限公司 | 一种电机定转子冲压用多工位e型机械臂送料方法 |
-
2020
- 2020-08-27 CN CN202010880348.XA patent/CN111969807A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115255095A (zh) * | 2022-07-29 | 2022-11-01 | 河南永荣动力科技有限公司 | 一种电机定转子冲压用多工位e型机械臂送料方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110722359B (zh) | 变压器硅钢片剪叠机 | |
| CN108311631B (zh) | 电刷架底板与绝缘板自动铆接设备 | |
| CN111699056A (zh) | 基于视觉的冲压机的自动上下料装置、方法及冲压设备 | |
| CN111497251B (zh) | 一种细胞过滤器全自动生产设备 | |
| CN109809187A (zh) | 一种堆叠玻璃片料分离定位装置 | |
| CN113510173A (zh) | 定子冲片自分料式冲压成型设备 | |
| CN114361633A (zh) | 一种电池拆解设备 | |
| JP3515387B2 (ja) | 板材の搬入出装置 | |
| CN212305068U (zh) | 一种定转子冲槽自动化生产装置 | |
| CN110422657B (zh) | 一种片料供料机 | |
| CN111969807A (zh) | 一种定转子冲槽自动化生产装置 | |
| CN110842071A (zh) | 一种桁架式机器人冲压系统 | |
| CN212216868U (zh) | 一种多工位自动化冲压线 | |
| CN211249093U (zh) | 变压器硅钢片剪叠机 | |
| CN215745746U (zh) | 一种定子冲片自分料式冲压成型装置 | |
| CN110722039A (zh) | 一种工件冲压自动搬运及覆膜系统 | |
| CN214003365U (zh) | 摆盘设备 | |
| CN211757843U (zh) | 一种桁架式机器人冲压系统 | |
| CN209811064U (zh) | 一种脚架坯料自动取件机构 | |
| CN211191748U (zh) | 一种钣金件连续冲压加工送料线 | |
| CN211222425U (zh) | 一种片料剥离机构 | |
| CN210816324U (zh) | 物料检测系统 | |
| CN211225605U (zh) | 一种片料供料机 | |
| CN109650085B (zh) | 一种单台面双工位片料机 | |
| EP1397301B1 (en) | Feeder device and method of feeding |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |