CN111745394A - 一种铰链组装设备 - Google Patents
一种铰链组装设备 Download PDFInfo
- Publication number
- CN111745394A CN111745394A CN202010675427.7A CN202010675427A CN111745394A CN 111745394 A CN111745394 A CN 111745394A CN 202010675427 A CN202010675427 A CN 202010675427A CN 111745394 A CN111745394 A CN 111745394A
- Authority
- CN
- China
- Prior art keywords
- shaped pin
- assembling
- hinge
- shaped
- assembling station
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P21/00—Machines for assembling a multiplicity of different parts to compose units, with or without preceding or subsequent working of such parts, e.g. with programme control
- B23P21/004—Machines for assembling a multiplicity of different parts to compose units, with or without preceding or subsequent working of such parts, e.g. with programme control the units passing two or more work-stations whilst being composed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Automatic Assembly (AREA)
Abstract
本发明公开了一种铰链组装设备,包括底座调节块组件组装站、摇杆组装站、油缸组件组装站以及U形销组装站,底座调节块组件组装站、摇杆组装站、油缸组件组装站和U形销组装站通过贯穿设置的载具输送带顺次连接成铰链组装设备,载具输送带承载有多个用于容置或卡装工件的铰链载具,U形销组装站设置有第四机架,第四机架的前端设置有U形销装配机构,U形销装配机构的两侧分别设置有外固定上料机构和U形销上料机构,在第四机架的中部沿着载具输送带的输送方向设置有铆钉检漏机构和成品下料机构。本发明通过设置四个相对独立工作的铰链组装站同时对铰链的各个部件进行组装,其大大提高了铰链的生产效率和装配精度。
Description
技术领域
本发明涉及铰链生产线技术领域,尤其是涉及一种铰链组装设备。
背景技术
铰链是用来连接两个相对独立的固体并使两者之间能够做相对转动的机械装置。铰链主要由底座、调节块、摇杆、弹簧、油缸和外固定等部件组装而成的,在传统的铰链铰链装配工艺中,大部分还在利用人工配合半自动设备的形成进行组装生产,如装配外固定时,需要将外固定、摇杆和调节块的铆接孔对准后,将U形销铆钉于三者对应的铆钉孔内,若仅仅沿用传统的人工装配工艺,其不仅造成生产效率低下,并且难以保障产品的一致性。
发明内容
针对现有技术存在的不足,本发明的目的是提供一种铰链组装设备。
为了实现上述目的,本发明所采用的技术方案是:一种铰链组装设备,包括底座调节块组件组装站、摇杆组装站、油缸组件组装站以及U形销组装站,底座调节块组件组装站、摇杆组装站、油缸组件组装站和U形销组装站通过贯穿设置的载具输送带顺次连接成铰链组装设备,载具输送带承载有多个用于容置或卡装工件的铰链载具;
U形销组装站设置有第四机架,第四机架的前端设置有U形销装配机构,U形销装配机构的两侧分别设置有外固定上料机构和U形销上料机构,在第四机架的中部沿着载具输送带的输送方向设置有铆钉检漏机构和成品下料机构。
进一步的技术方案中,所述U形销装配机构设置有U形销导引装置、U形销推送装置和压紧装置,U形销导引装置和U形销推送装置分别设置在载具输送带的两侧,压紧装置架设于载具输送带的上方,压紧装置包括一相对竖直方向倾斜设置的压紧气缸,压紧气缸安装有一向下延伸的压紧推杆,用于压紧铰链的曲柄。
进一步的技术方案中,所述U形销推送装置包括安装于压紧气缸一侧的纵向对位部和设置于载具输送带一侧的横向推料部,纵向对位部设置有U形销接口、U形销接口安装座和对位驱动机构,U形销接口固定于U形销接口安装座,对位驱动机构驱动连接于U形销接口安装座。
进一步的技术方案中,所述横向推料部设置有U形销出料头、出料驱动机构和出料头安装座,U形销出料头安装于出料头安装座,U形销出料头活动穿设有一横向延伸的推料顶针,出料驱动机构驱动连接于推料顶针。
进一步的技术方案中,所述U形销导引装置设置有推臂安装座、滑动连接于推臂安装座的推臂、设置于推臂的前端的导引定位部和驱动连接于推臂的推臂驱动部,导引定位部至少设置有一能够与工件的铆接孔相适配的导引针。
进一步的技术方案中,所述导引定位部设置有导引针套和用于安装导引针套的针套安装座、针套安装座固定于所述推臂的末端,所述导引针、导引针推送块和推送驱动部。
进一步的技术方案中,所述U形销装配机构还设置有U形销旋铆机构,U形销旋铆机构包括分别设置于载具输送带两侧的销头旋铆装置和销尾旋铆装置,销头旋铆装置至少设置有旋铆头和驱动连接于旋铆头的旋铆驱动部,销尾旋铆装置安装有一夹指气缸,夹指气缸设置有两个横向设置的夹钳,用于压紧U形销的尾部。
进一步的技术方案中,所述铆钉检漏机构包括设置于载具输送带的末端的一侧的检漏台和设置于载具输送带的末端的上方的压料气缸,检漏台朝向载具输送带的一侧设置有多个与工件的各个铆钉分别对应感应配合的光电感应开关。
进一步的技术方案中,所述成品下料机构包括倾斜设置于载具输送带的末端部的出料滑道和用于将成品铰链从载具输送带移取至出料滑道的下料机械手。
采用上述结构后,本发明和现有技术相比所具有的优点是:本发明设置有相对独立的底座调节块组件组装站、摇杆组装站、油缸组件组装站和U形销组装站,能够进行铰链多工位组装动作,其大大提高了铰链的生产效率和装配精度,其次,在外固定的组装程序中,本发明的外固定上料机构和U形销上料机构能够分别将外固定和U形销上料至载具输送带相对应的位置,并通过U形销装配机构将U形销打点至铰链载具所承载的半成品工件上,使外固定与摇杆和调节块组装在一起,实现了铰链全自动组装,无需人工配合工序,减少人工生产成本。
附图说明
下面结合附图和实施例对本发明进一步说明。
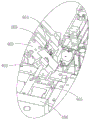
图1是本发明的结构示意图;
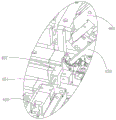
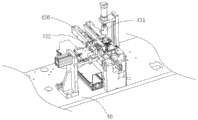
图2是本发明的U形销组装站的结构示意图;
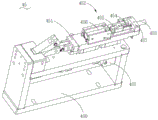
图3是本发明的U形销上料机构和U形销装配机构的结构示意图;
图4是图3中A处的结构放大示意图;
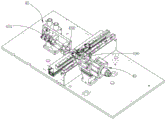
图5是本发明的U形销上料机构和U形销装配机构的另一视角的结构示意图;
图6是图5中B处的结构放大示意图;
图7是本发明的U形销导引装置的结构示意图;
图8是本发明的销头旋铆装置和-销尾旋铆装置的结构示意图;
图9是本发明的铆钉检漏机构的结构示意图;
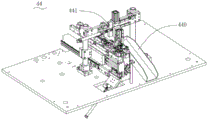
图10是本发明的成品下料机构的结构示意图.
附图说明:1-底座调节块组件组装站、2-摇杆组装站、3-油缸组件组装站、4-U形销组装站、5-载具输送带;
40-第四机架、41-外固定上料机构、42-U形销上料机构、43-铆钉检漏机构、44-成品下料机构;
45-U形销导引装置、46-U形销推送装置、47-压紧装置、470-压紧气缸;
460-纵向对位部、461-横向推料部;
462-U形销接口、463-U形销接口安装座、464-对位驱动机构;
465-U形销出料头、466-出料驱动机构、467-出料头安装座、468-推料顶针;
450-推臂安装座、451-推臂、452-导引定位部、453-推臂驱动部、454-导引针、455-导引针推送块、456-推送驱动部、457-针套安装座、458-导引针套;
48-销头旋铆装置、49-销尾旋铆装置;
480-旋铆头、481-旋铆驱动部、490-夹钳;
430-检漏台、431-压料气缸、432-光电感应开关;
440-出料滑道、441-下料机械手。
具体实施方式
以下仅为本发明的较佳实施例,并不因此而限定本发明的保护范围。
如图1至10所示,本发明提供的一种铰链组装设备,包括底座调节块组件组装站1、摇杆组装站2、油缸组件组装站3以及U形销组装站4,底座调节块组件组装站1、摇杆组装站2、油缸组件组装站3和U形销组装站4通过贯穿设置的载具输送带5顺次连接成铰链组装设备,载具输送带5承载有多个用于容置或卡装工件的铰链载具,其中,底座调节块组件组装站1、摇杆组装站2、油缸组件组装站3和U形销组装站4是相对独立工作,其大大提高了铰链的生产效率和装配精度。
其中,U形销组装站4设置有第四机架40,第四机架40的前端设置有U形销装配机构,U形销装配机构的两侧分别设置有外固定上料机构41和U形销上料机构42,在第四机架40的中部沿着载具输送带5的输送方向设置有铆钉检漏机构43和成品下料机构44,在实际生产中,外固定上料机构41和U形销上料机构42分别将外固定和U形销上料至载具输送带5相对应的位置,通过U形销装配机构将U形销打点至铰链载具所承载的半成品工件上,使外固定与摇杆和调节块组装在一起。
在较佳的实施方式中,所述U形销装配机构设置有U形销导引装置45、U形销推送装置46和压紧装置47,U形销导引装置45和U形销推送装置46分别设置在载具输送带5的两侧,压紧装置47架设于载具输送带5的上方,压紧装置47包括一相对竖直方向倾斜设置的压紧气缸470,压紧气缸470安装有一向下延伸的压紧推杆,在U形销的组装过程中,压紧气缸驱动压紧推杆压紧铰链的曲柄,U形销导引装置45对铰链上的铆钉孔校正对位,后U形销推送装置46将U形销推入半成品工件上,以实现U形销的组装,本发明通过相互对称设置的U形销导引装置45和U形销推送装置46,能够精准的将U形销推送入铰链上的铆钉孔,其装配精度高,产品合格率高。
优选的,所述U形销推送装置46包括安装于压紧气缸470一侧的纵向对位部460和设置于载具输送带5一侧的横向推料部461,纵向对位部460设置有U形销接口462、U形销接口安装座463和对位驱动机构464,U形销接口462固定于U形销接口安装座463,对位驱动机构464驱动连接于U形销接口安装座463,所述横向推料部461设置有U形销出料头465、出料驱动机构466和出料头安装座467,U形销出料头465安装于出料头安装座467,U形销出料头465活动穿设有一横向延伸的推料顶针468,出料驱动机构466驱动连接于推料顶针468。
所述U形销导引装置45设置有推臂451安装座450、滑动连接于推臂451安装座450的推臂451、设置于推臂451的前端的导引定位部452和驱动连接于推臂451的推臂驱动部453,导引定位部452至少设置有一能够与工件的铆接孔相适配的导引针454、导引针套458和用于安装导引针套458的针套安装座457、针套安装座457固定于所述推臂451的末端,所述导引针454、导引针推送块455和推送驱动部456。
在优选的实施方式中,所述U形销装配机构还设置有U形销旋铆机构,U形销旋铆机构包括分别设置于载具输送带5两侧的销头旋铆装置48和销尾旋铆装置49,销头旋铆装置48至少设置有旋铆头480和旋铆驱动部481,旋铆驱动部481驱动连接于旋铆头480,以驱动旋铆头480旋转对U形销的尾部进行铆平,使U形销与销尾旋铆装置49安装有一夹指气缸,夹指气缸设置有两个横向设置的夹钳490,用于铆平U形销的尾部。
在更为具体的实施方式中,所述铆钉检漏机构43包括设置于载具输送带5的末端的一侧的检漏台430和设置于载具输送带5的末端的上方的压料气缸431,检漏台430朝向载具输送带5的一侧设置有多个与工件的各个铆钉分别对应感应配合的光电感应开关432,当铰链载具所承载的铰链随着载具输送带5流过铆钉检漏机构43处时,若对应光电感应开关432未检测到铰链对应处的铆钉时,则将其标记为不合格产品。
在更为具体的实施方式中,所述成品下料机构44包括倾斜设置于载具输送带5的末端部的出料滑道440和用于将成品铰链从载具输送带5移取至出料滑道440的下料机械手441。
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
Claims (9)
1.一种铰链组装设备,其特征在于:包括底座调节块组件组装站(1)、摇杆组装站(2)、油缸组件组装站(3)以及U形销组装站(4),底座调节块组件组装站(1)、摇杆组装站(2)、油缸组件组装站(3)和U形销组装站(4)通过贯穿设置的载具输送带(5)顺次连接成铰链组装设备,载具输送带(5)承载有多个用于容置或卡装工件的铰链载具;
U形销组装站(4)设置有第四机架(40),第四机架(40)的前端设置有U形销装配机构,U形销装配机构的两侧分别设置有外固定上料机构(41)和U形销上料机构(42),第四机架(40)的中部沿着载具输送带(5)的输送方向还设置有铆钉检漏机构(43)和成品下料机构(44)。
2.根据权利要求1所述的一种铰链组装设备,其特征在于:所述U形销装配机构设置有U形销导引装置(45)、U形销推送装置(46)和压紧装置(47),U形销导引装置(45)和U形销推送装置(46)分别设置在载具输送带(5)的两侧,压紧装置(47)架设于载具输送带(5)的上方,压紧装置(47)包括一相对竖直方向倾斜设置的压紧气缸(470),压紧气缸(470)安装有一向下延伸的压紧推杆,用于压紧铰链的曲柄。
3.根据权利要求2所述的一种铰链组装设备,其特征在于:所述U形销推送装置(46)包括安装于压紧气缸(470)一侧的纵向对位部(460)和设置于载具输送带(5)一侧的横向推料部(461),纵向对位部(460)设置有U形销接口(462)、U形销接口安装座(463)和对位驱动机构(464),U形销接口(462)固定于U形销接口安装座(463),对位驱动机构(464)驱动连接于U形销接口安装座(463)。
4.根据权利要求3所述的一种铰链组装设备,其特征在于:所述横向推料部(461)设置有U形销出料头(465)、出料驱动机构(466)和出料头安装座(467),U形销出料头(465)安装于出料头安装座(467),U形销出料头(465)活动穿设有一横向延伸的推料顶针(468),出料驱动机构(466)驱动连接于推料顶针(468)。
5.根据权利要求2所述的一种铰链组装设备,其特征在于:所述U形销导引装置(45)设置有推臂安装座(450)、滑动连接于推臂安装座(450)的推臂(451)、设置于推臂(451)的前端的导引定位部(452)和驱动连接于推臂(451)的推臂驱动部(453),导引定位部(452)至少设置有一能够与工件的铆接孔相适配的导引针(454)。
6.根据权利要求5所述的一种铰链组装设备,其特征在于:所述导引定位部(452)设置有导引针套(458)和用于安装导引针套(458)的针套安装座(457)、针套安装座(457)固定于所述推臂(451)的末端,所述导引针(454)、导引针推送块(455)和推送驱动部(456)。
7.根据权利要求1所述的一种铰链组装设备,其特征在于:所述U形销装配机构还设置有U形销旋铆机构,U形销旋铆机构包括分别设置于载具输送带(5)两侧的销头旋铆装置(48)和销尾旋铆装置(49),销头旋铆装置(48)至少设置有旋铆头(480)和驱动连接于旋铆头(480)的旋铆驱动部(481),销尾旋铆装置(49)安装有一夹指气缸,夹指气缸设置有两个横向设置的夹钳(490),用于压紧U形销的尾部。
8.根据权利要求2所述的一种铰链组装设备,其特征在于:所述铆钉检漏机构(43)包括设置于载具输送带(5)的末端的一侧的检漏台(430)和设置于载具输送带(5)的末端的上方的压料气缸(431),检漏台(430)朝向载具输送带(5)的一侧设置有多个与工件的各个铆钉分别对应感应配合的光电感应开关(432)。
9.根据权利要求1所述的一种铰链组装设备,其特征在于:所述成品下料机构(44)包括倾斜设置于载具输送带(5)的末端部的出料滑道(440)和用于将成品铰链从载具输送带(5)移取至出料滑道(440)的下料机械手(441)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010675427.7A CN111745394A (zh) | 2020-07-14 | 2020-07-14 | 一种铰链组装设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010675427.7A CN111745394A (zh) | 2020-07-14 | 2020-07-14 | 一种铰链组装设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111745394A true CN111745394A (zh) | 2020-10-09 |
Family
ID=72711443
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010675427.7A Pending CN111745394A (zh) | 2020-07-14 | 2020-07-14 | 一种铰链组装设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111745394A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112222801A (zh) * | 2020-11-11 | 2021-01-15 | 东莞市鼎力自动化科技有限公司 | 一种自动铰链装曲柄的机构 |
| CN112388307A (zh) * | 2020-11-11 | 2021-02-23 | 东莞市鼎力自动化科技有限公司 | 一种自动铰链生产设备 |
-
2020
- 2020-07-14 CN CN202010675427.7A patent/CN111745394A/zh active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112222801A (zh) * | 2020-11-11 | 2021-01-15 | 东莞市鼎力自动化科技有限公司 | 一种自动铰链装曲柄的机构 |
| CN112388307A (zh) * | 2020-11-11 | 2021-02-23 | 东莞市鼎力自动化科技有限公司 | 一种自动铰链生产设备 |
| CN112388307B (zh) * | 2020-11-11 | 2024-05-28 | 东莞市鼎力自动化科技有限公司 | 一种自动铰链生产设备 |
| CN112222801B (zh) * | 2020-11-11 | 2024-05-28 | 东莞市鼎力自动化科技有限公司 | 一种自动铰链装曲柄的机构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107170606B (zh) | 弹片式防水开关自动组装机 | |
| CN202625183U (zh) | Tray盘自动运送装置 | |
| CN111745394A (zh) | 一种铰链组装设备 | |
| CN109014009B (zh) | Gu灯杯自动铆钉机 | |
| CN109591251B (zh) | 针对端子注塑的生产方法 | |
| CN111774833B (zh) | 一种连接器接头的自动组装检测设备及其组装检测方法 | |
| CN114131305B (zh) | 卡扣组装机 | |
| CN113401604B (zh) | 多工位同步送料装置 | |
| CN111372380A (zh) | 电路基板主体制作流水线 | |
| CN109346348B (zh) | 一种微动开关全自动组装生产系统及按挚分选上料装置 | |
| CN112777302B (zh) | 一种电子连接器检测下料装置及方法 | |
| CN113857847A (zh) | 铰链装配设备 | |
| CN212351050U (zh) | 一种铰链组装设备 | |
| CN216989762U (zh) | 一种自动化链条环铆设备 | |
| CN219254726U (zh) | 一种反弹器总装配自动机 | |
| CN115008180B (zh) | 一种自动组装设备 | |
| CN115741090A (zh) | 一种反弹器总装配自动机 | |
| CN116060941A (zh) | 弹簧圈装配机 | |
| CN212419498U (zh) | 一种铆钉上料组装装置 | |
| CN115673758A (zh) | 闭门器支撑臂自动装配设备及其控制方法 | |
| CN211759741U (zh) | 一种挂锁自动化组装设备 | |
| CN113579123A (zh) | 一种wifi天线的装配设备 | |
| CN108382812B (zh) | 用于智能生产线中的物料上料机构 | |
| CN218575504U (zh) | 闭门器支撑臂自动装配设备 | |
| CN217394290U (zh) | 一种数据线自动组装设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |