CN1116972C - 制造固结纤维素制品的设备和蒸气注入方法 - Google Patents
制造固结纤维素制品的设备和蒸气注入方法 Download PDFInfo
- Publication number
- CN1116972C CN1116972C CN99812855A CN99812855A CN1116972C CN 1116972 C CN1116972 C CN 1116972C CN 99812855 A CN99812855 A CN 99812855A CN 99812855 A CN99812855 A CN 99812855A CN 1116972 C CN1116972 C CN 1116972C
- Authority
- CN
- China
- Prior art keywords
- steam
- mentioned
- template
- notch
- slab
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 47
- 238000010793 Steam injection (oil industry) Methods 0.000 title claims abstract description 26
- 238000009826 distribution Methods 0.000 claims abstract description 52
- 239000011347 resin Substances 0.000 claims abstract description 40
- 229920005989 resin Polymers 0.000 claims abstract description 40
- 239000000463 material Substances 0.000 claims abstract description 28
- 239000000203 mixture Substances 0.000 claims abstract description 28
- 239000002131 composite material Substances 0.000 claims abstract description 11
- 239000012530 fluid Substances 0.000 claims abstract description 10
- 238000004891 communication Methods 0.000 claims abstract description 8
- 239000005011 phenolic resin Substances 0.000 claims description 30
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 claims description 20
- 150000001299 aldehydes Chemical class 0.000 claims description 18
- 229920002678 cellulose Polymers 0.000 claims description 16
- 239000001913 cellulose Substances 0.000 claims description 16
- 239000000853 adhesive Substances 0.000 claims description 12
- 230000001070 adhesive effect Effects 0.000 claims description 12
- 238000004519 manufacturing process Methods 0.000 claims description 12
- 150000002989 phenols Chemical class 0.000 claims description 7
- HYBBIBNJHNGZAN-UHFFFAOYSA-N furfural Chemical compound O=CC1=CC=CO1 HYBBIBNJHNGZAN-UHFFFAOYSA-N 0.000 claims description 4
- LEQAOMBKQFMDFZ-UHFFFAOYSA-N glyoxal Chemical compound O=CC=O LEQAOMBKQFMDFZ-UHFFFAOYSA-N 0.000 claims description 4
- 229920001568 phenolic resin Polymers 0.000 claims description 4
- 150000001896 cresols Chemical class 0.000 claims description 3
- 229930040373 Paraformaldehyde Natural products 0.000 claims description 2
- IKHGUXGNUITLKF-XPULMUKRSA-N acetaldehyde Chemical compound [14CH]([14CH3])=O IKHGUXGNUITLKF-XPULMUKRSA-N 0.000 claims description 2
- 229940015043 glyoxal Drugs 0.000 claims description 2
- 229920002866 paraformaldehyde Polymers 0.000 claims description 2
- 230000000694 effects Effects 0.000 claims 2
- SLGWESQGEUXWJQ-UHFFFAOYSA-N formaldehyde;phenol Chemical compound O=C.OC1=CC=CC=C1 SLGWESQGEUXWJQ-UHFFFAOYSA-N 0.000 claims 1
- WSFSSNUMVMOOMR-NJFSPNSNSA-N methanone Chemical group O=[14CH2] WSFSSNUMVMOOMR-NJFSPNSNSA-N 0.000 claims 1
- 238000007596 consolidation process Methods 0.000 abstract description 7
- 238000002347 injection Methods 0.000 abstract description 6
- 239000007924 injection Substances 0.000 abstract description 6
- 238000003825 pressing Methods 0.000 abstract description 5
- 239000011230 binding agent Substances 0.000 abstract 2
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 16
- 150000001875 compounds Chemical class 0.000 description 12
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 12
- 239000000835 fiber Substances 0.000 description 11
- 238000010438 heat treatment Methods 0.000 description 10
- 239000003513 alkali Substances 0.000 description 8
- 238000007789 sealing Methods 0.000 description 8
- 239000002253 acid Substances 0.000 description 7
- 239000007767 bonding agent Substances 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 6
- 239000003607 modifier Substances 0.000 description 6
- YCIMNLLNPGFGHC-UHFFFAOYSA-N catechol Chemical compound OC1=CC=CC=C1O YCIMNLLNPGFGHC-UHFFFAOYSA-N 0.000 description 5
- 239000003518 caustics Substances 0.000 description 5
- 238000001035 drying Methods 0.000 description 5
- 238000005516 engineering process Methods 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- GEYOCULIXLDCMW-UHFFFAOYSA-N 1,2-phenylenediamine Chemical compound NC1=CC=CC=C1N GEYOCULIXLDCMW-UHFFFAOYSA-N 0.000 description 4
- CWLKGDAVCFYWJK-UHFFFAOYSA-N 3-aminophenol Chemical compound NC1=CC=CC(O)=C1 CWLKGDAVCFYWJK-UHFFFAOYSA-N 0.000 description 4
- 229920003043 Cellulose fiber Polymers 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 230000007812 deficiency Effects 0.000 description 3
- 239000008187 granular material Substances 0.000 description 3
- 238000012856 packing Methods 0.000 description 3
- 229920006395 saturated elastomer Polymers 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 239000000057 synthetic resin Substances 0.000 description 3
- 150000003739 xylenols Chemical class 0.000 description 3
- 150000000469 3,5-xylenols Chemical class 0.000 description 2
- 229940018563 3-aminophenol Drugs 0.000 description 2
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 2
- CKRZKMFTZCFYGB-UHFFFAOYSA-N N-phenylhydroxylamine Chemical class ONC1=CC=CC=C1 CKRZKMFTZCFYGB-UHFFFAOYSA-N 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 238000007731 hot pressing Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 229910052708 sodium Inorganic materials 0.000 description 2
- 239000011734 sodium Substances 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- CDAWCLOXVUBKRW-UHFFFAOYSA-N 2-aminophenol Chemical compound NC1=CC=CC=C1O CDAWCLOXVUBKRW-UHFFFAOYSA-N 0.000 description 1
- CYEJMVLDXAUOPN-UHFFFAOYSA-N 2-dodecylphenol Chemical compound CCCCCCCCCCCCC1=CC=CC=C1O CYEJMVLDXAUOPN-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical class [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- QHPQWRBYOIRBIT-UHFFFAOYSA-N 4-tert-butylphenol Chemical compound CC(C)(C)C1=CC=C(O)C=C1 QHPQWRBYOIRBIT-UHFFFAOYSA-N 0.000 description 1
- 239000004484 Briquette Substances 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000004840 adhesive resin Substances 0.000 description 1
- 229920006223 adhesive resin Polymers 0.000 description 1
- 238000007605 air drying Methods 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 239000011093 chipboard Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 239000011094 fiberboard Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 125000000687 hydroquinonyl group Chemical class C1(O)=C(C=C(O)C=C1)* 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229920002521 macromolecule Polymers 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- IWDCLRJOBJJRNH-UHFFFAOYSA-N p-cresol Chemical compound CC1=CC=C(O)C=C1 IWDCLRJOBJJRNH-UHFFFAOYSA-N 0.000 description 1
- 150000007965 phenolic acids Chemical class 0.000 description 1
- 150000004986 phenylenediamines Chemical group 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/086—Presses with means for extracting or introducing gases or liquids in the mat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/02—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means
- B29C33/04—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means using liquids, gas or steam
- B29C33/048—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means using liquids, gas or steam using steam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2311/00—Use of natural products or their composites, not provided for in groups B29K2201/00 - B29K2309/00, as reinforcement
- B29K2311/14—Wood, e.g. woodboard or fibreboard
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Laminated Bodies (AREA)
- Veneer Processing And Manufacture Of Plywood (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
本文公开一种纤维复合制品和制造该复合制品的蒸气注入加压方法,制造的步骤是,先将树脂粘接剂与纤维素材料混合起来,形成混合物,然后用该纤维素材料/树脂粘接剂混合物形成板坯,并将该板坯放入加压设备中,在热、蒸气和压力作用下使该板坯固结,形成固结的纤维素制品。蒸气注入模板包括包括细长开槽,以便使蒸气通过邻接的蒸气分布板注入到板坯。蒸气分布板包括与蒸气注入模板开槽流体连通的槽口,该分布板配置在蒸气注入模板的开槽上面,从而在固结期间使蒸气均匀而完全地分布在整个板坯上。蒸气经同一蒸气注入模板注入和放出,所以相对的压机模板上可形成一定纹理结构或深的槽纹,由此可以在固结纤维制品的主表面上形成各种浮凸花纹。
Description
发明背景
发明领域
本发明涉及固结纤维素制品的制造,具体涉及用蒸气注入加压操作法制造固结纤维素制品,其中蒸气通过单一模板注入和排出,同时可以在整个正固结的纤维制品上获得极好的蒸气分布,使得相对的模板可以形成一定的结构纹或浮凸花纹。
相关技术的简要说明
在制造复合制品例如固结的纤维素制品(例如华夫板(Waferboard)、刨花板、定向刨花板或纤维板)时广泛应用合成树脂粘接剂例如酚基树脂粘接剂。这种复合制品根据预定的制品最终用途可以采用各种工艺制造,并形成各种要求的形状和尺寸。然而一般地讲,固结纤维素制品的制造方法是,先将酚树脂例如酚醛树脂与填充料例如纤维素纤维或纤维素粒子混合起来,然后在可加热和加压的压机中将填充料粘接在一起。在美国专利No.5367040、5637658以及待审理的共有转让的美国申请系列No.08/888878(1997年7月7日提出)中已说明了各种工艺,这些专利的内容已作为参考文献包括在本文中。
制造固结纤维素制品的主要工艺是“干法”工艺。在干法工艺中,填充材料例纤维素纤维一般在气态流中或用机械方法涂以树脂粘接剂。例如,可以采用气流施胶工骤(blowline blending procedure)将热固合成树脂如酚醛树脂涂在从纤维成形设备(例如加压纤维分离机(pressurized refiner))送出的纤维上,在这种方法中,利用空气端流将树脂与纤维混合。然后将风管中出来的涂上树脂的纤维送到管状干燥机中进行预加压干燥,接着用空气将纤维传送到一个支承部件(例如成形丝网)使其无序地形成一个板坯。该形成的板坯其湿度最好小于约10%重量,然后将其放在压机的一对加热模板之间在加热和加压的条件下进行压型,使热固树脂固化,并将板坯压成一体的固结结构。该固结结构通过压制模板中有纹理结构的模板而在外表面上形成浮凸花纹,从而在固结期间在制品的外表面上获得要求的浮凸花纹结构。
在湿-干工艺中,从风管中出来的掺合树脂的纤维与作为传输介质的水混合,然后在一个支承部件上被成形为湿浆状的板坯;在此支承垫上用机械方法除去水,使湿度达到约60%或更低。接着将形成的板坯用机械方法输送通过多层空气干燥机,使其中湿度进一步减小到约10%或更低。最后与上述干法工艺相同,在加热和加压条件下压制该板坯。
蒸气注入加压法是一个可用于例如干法和湿-干法制造固结纤维素复合制品中一个固结步骤。在蒸气注入加压法中,蒸气通过模板上的穿孔例如钻孔注入,穿过一个或两个模板,使得蒸气流入、流过和流出包含合成树脂和充填料的板坯。蒸气凝法在充填料的表面上并加热该板坯。热量由蒸气传给板坯,而且热量还由压机模板传给板坯,由此使树脂固化。与常规加压操作相比,蒸气注入加压法具有各种优点,例如压制时间缩短,可以很快而满意地固结较厚的垫板,而且制品具有更均匀的物理特性。
然而包含常规酚树脂的板坯的蒸气注入加压常常造成最终复合制品表现出不希望有的特性例如粘接接合不良和/或出现粘接剂不足的区域。为了保证良好的粘接接合,需要使酚树脂均匀分散在整个板坯内。然而因为酚基树脂是水溶性的,所以当包含这种树脂的板坯被压制时,蒸气通常会凝固并溶解这种树脂,溶解的树脂将不利地迁移到板坯的其它区域,使得树脂不再是均匀分布的;造成制品具有树脂不足区域,并在这些区域形成不良的粘接结合。不良粘接结合还起因于已知的预先固化现象(即板坯在被压制到其最终尺寸而形成一体固结结构之前树脂已固化)和水汽的阻滞作用(即在板坯心或内部存在的水不能使板坯温度超过水的蒸发温度100℃,由此妨碍了树脂固化)。在成形制品的表面附近可能发生由于树脂的过分渗透造成的粘接剂不足的区域,在这些区域树脂被不利地从板坯表面冲刷走,并迁移到板坯的边缘或板坯心内。在制品表面附近缺少树脂即出现粘接剂不足的区域便造成制品成片状剥落。
用于固结纤维素制品的蒸气注入加压法和设备遇到的另一问题是它很难于使蒸气透过整正固结纤维材料的整个体积,以达到均匀加热纤维材料。下面的专利采用了使蒸气从一个压机模板注入而从相对模板排出蒸气的方法,从而使蒸气完全流过正压制的纤维素材料:Shen的3 891 738、Bttger的4 605 467和Hsu的4 850 849.Gawlitta等的专利5 195 428和5 158 012采用的方法是使蒸气经横向于模板长度延伸的平行沟道注入,而使蒸气从模板的相反侧排出,由此达到蒸气的完全流通。Geimer的专利4 393 019和Taylor的专利4 517147采用有孔的压机模板,二个模板分别置于正压制的纤维素材料的上面和下面。
Nyberg的专利4 162 877、Corbin等的专利3 280 237以及Munk等的专利5 078 938公开了只从单一压机模板注入蒸气的方法,这些专利包括蒸气分布设备例如许多的直径1~5mm的小的圆开孔。Corbin的专利3 280 237还应用了烧结金属板,该板配置在开孔的下面,与正压制的板坯接触,以形成许多扩散超热蒸气的小通道,使压制后的板具有更光滑的表面。在加热压制固结期间应用蒸气的其它专利包括:Hsu的专利5 028 286和5 134 023;Mkinen的专利3 686383,该专利公开用纤维素材料中的水原地产生蒸气以及用于逸出蒸气的丝网;Held的专利4 895 508,公开了在加压环上的圆形或槽形孔,该槽形孔嵌在连续制造纤维素板的辊上,或穿过半连续纤维素板生产产中邻接板的垂直镗孔中;Futo的专利3 619 450。
如上述Corbin等的专利3 280 237公开的,在使蒸气沿正热压固化的纤维素制品分布时遇到的另一问题是,邻接纤维素制品的蒸气分布孔致使在压制操作期间纤维会进入该孔,导致不平的(不光滑的)表面,这样便需要增加沙磨或其它机械磨光步骤。虽然在Corbin等的专利3 280 237中没有提到,但是尽管烧结金属板可以提供极好的蒸气分布并且可以形成固结制品的光滑表面,但烧结板造成很慢蒸气流速,使得达到要求的垫板温度和蒸气饱和浸透所需时间在工业上是不可接受的,或者会造成蒸气不能充分接触正固结的纤维素材料。
当蒸气分布孔大到足以充分注入空气即大到Nyberg专利4 162877的1~5mm的孔时遇到的另一问题是,在该孔内固结的纤维素材料造成极难使制品与有孔的蒸气分布板分开。要使一种蒸气注入方法和设备达到在工业上可接受的时间内在整个纤维素材料上充分分布蒸气而同时又能形成充分光滑表面而容易与纤维分布板分开,这是很棘手的任务。而要在工业上可接受的时间内达到充分的蒸气分布而同时又在邻接蒸气入口的制品主要表面形成光滑表面以及在相对的制品主要表面形成结构花纹或浮凸花纹则更是一件难事。
基于上述问题,很需要提供一种可以克服上述问题的制造纤维素制品的方法。具体需要提供一种采用传统树脂粘接剂例如酚树脂以及蒸气注入加压操作法来制造固结纤维素制品的方法,此方法可以保持制造纤维素复合制品的先有制造方法的优点和克服其缺点。
发明概要
本发明的目的是克服上述的一个或多个问题。
按照本发明的一个重要方面,提供了一种用于热压固结含纤维素材料的制品的方法和设备,其中,在固结制品期间将蒸气注入纤维素材料,即在工业上可接受的时间内注入到该材料,同时在注入蒸气的制品的主表面获得相对光滑的表面,使得制品可以容易地与接触制品的蒸气分布板分开。对于比重例如约为0.60~0.90的制品,与不用蒸气注入的固结法相比,达到了本发明的这一重要方面,同时提供了包含纤维素材料的制品,该制品具有以下特征:可在蒸气注入固化期间形成浮凸花纹或结构纹;基本上不需要或完全不需要后表面的砂磨和其他机加工来获得足够平整的后表面;具有极好的机加工性、抗水性和尺寸稳定性;具有改进的抗弯曲性;所用树脂粘接剂规格降低;固结的加压操作时间减小。
因此本发明提供了纤维素复合制品和制这种制品的方法。一般地讲,该方法包括以下步骤:使树脂粘接剂例如酚树脂与纤维素材料相混合,形成混合物;用该混合物形成板坯;在加压设备中在加热、蒸气和加压条件下固结该板坯,形成制品。
附图的简要说明
图1是本发明蒸气注入加压设备的在宽度方向的横截面图,图中,图的左手侧示出“模腔加压”的压机密封设备(“cavitypressing”press seal),而图的右手侧示出“坝式加压”的压机密封设备(“dam pressing”press seal);
图2是本发明的蒸气注入加压设备在长度方向的横截面图,图中,图的左手侧示出“模腔加压”的压机密封设备,而图的右手侧示出“坝式加压”的压机密封设备;
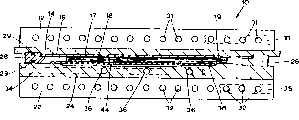
图3是本发明蒸气注入设备的下部加热压机模板、蒸气注入模板和蒸气分布板部分的部分切去的顶视图,示出蒸气注入模板以及位于上面的蒸气分布板,用虚线示出形成在蒸气注入板上表面上的蒸气分布沟槽,其中,图的上部分示出“空腔加压”的压机密封设备,而图的下部分示出“坝式加压”的密封设备。
发明的详细说明
按照本发明,固结纤维素制品的制造方法是将树脂粘接剂和纤维素材料例如纤维素纤维和纤维素粒子混合起来。然后形成板坯,并将该板坯放在加压设备中,在加热、蒸气和加压条件下进行固化。如下面详细说明的,选择性地将沉淀剂最好是酸加在树脂和/或纤维素材料中,最好在板坯固结步骤之前加入。
按照本发明的方法,酚树脂与纤维素材料混合,使其形成混合物,然后选择性地将酸性化合物加到混合物中。酸性化合物可以用已知的方法喷洒在酚树脂/纤维素混合物上。方法还包括以下步骤:在一个支承部件上形成由纤维素材料/树脂粘接剂混合物构成的板坯;将板坯放入到加压设备中。然后使加压设备中的板坯在加热、蒸气和加压条件下进行固结,使其形成固结的整体制品。
在本发明方法的另一选择实施例中,一开始便使酸性化合物与纤维素材料混合,形成混合物,然后再将酚树脂加在该混合物内。酚树脂可以喷洒在纤维素/酸混合物上。该方法还包括以下另外的步骤:在一个支承件上形成由含酸性化合物的混合物构成的板坯;然后将此板坯放入加压设备中。在加压设备中的含酸性化合物的板坯在加热、蒸气和加压条件下被固结,由此形成固结的一体的制品。
用在本发明中的纤维素填充料最好纤维素纤维或纤维素粒子(例如碎削、线绳或片)。
用在本发明中的优选树脂包括酚树脂,包括改性的酚树脂。酚树脂可以是粉末的高分子形式,这种粉末状树脂通常制造成本高,因此最好用液态树脂。
市场上可以买到许多种适用的树脂。酚树脂一般是酚组分与醛的反应产品,这种反应在存在碱性化合时发生。可用在本发明中酚树脂的酚组份包括酚、甲酚、二甲苯酚、其它的取代酚和/或它们的混合物。取代酚的例子包括邻甲酚、对甲酚、对叔丁基苯酚、对壬酚、对十二烷基酚和二官能二甲苯酚(例如3,5-二甲苯酚)。甲酚、酚和二甲苯酚的混合物(通常称作酚酸)由于产品丰富价格相当低而在工业规模上用于本发明。
用在本发明中的酚树脂的醛组分不限于醛本身,还包括任何醛、甲醛及它们的衍生物,在本技术领域中众所周知,它们可用于制造酚树脂。因此本文涉及的树脂的醛组分包括醛类、甲醛及其衍生物。甲醛是优选的醛。甲醛的衍生物包括例如多聚甲醛、六亚甲基四胺、乙醛、乙二醛和糠醛。
醛组份与酚组份之比可以为2.0mol或更低的醛组份比1mol的酚组份,具体约为0.5~1.2mol的醛组份比1.0mol的酚组份,例如约0.8~1.0mol的醛组份比1mol的酚组份。如果应用二官能酚组份(例如3,5-二甲苯酚),则当量摩尔比(即醛组份的摩尔数与酚环上可与醛反应的自由位置数之比)可以在约0.4∶1~0.66∶1的范围内。
如上所述,用在本发明中的酚树脂最好在存在碱性化合物(有时称作苛性碱)的情况下形成,采用碱性化合物的目的是:(a)达到酚的羟甲基化;(b)加速醛组份和酚组份之间的反应;(c)使形成的树脂可溶。在本专业中周知各种适用的碱性化合物,包括例如氢氧化钠、氢氧化钾或其混合物。虽然可以采用较高比例的苛性碱,但技术人员可以选用适合的苛性碱浓度。加入酚/醛混合物的苛性碱量约在0.05~0.2mol碱性化合物比1mol的酚化合物。这种苛性碱浓度一般能确保终制品的很有利特性,同时可使树脂很快地固结。
可选择性地将一定量的苯二酚改性物(例如间苯二酚)加入到酚树脂中。苯二酚改性物的例子包括间苯二酚、对苯二酚和邻苯二酚。还可应用不取代的和取代的间苯二酚及其混合物。酚树脂和改性物之间的反应最好在不另加苛性碱的条件下进行,直至达到要求的链长并得到改性的酚树脂。虽然间苯二酚是优选的改性化合物,但可与酚醛树脂反应的其它改性化合物包括氨基苯酚改性物和苯二胺改性物。氨基苯酚改性物的例子包括邻羟基苯胺、偏羟基苯胺和仲羟基苯胺。苯二胺改性物的例子包括邻苯二胺、偏苯二胺和仲苯二胺。在加入时,改性化合物的浓度较好是约1~10ml的酚化合物比1mol的间苯二酚,最好约为5~10mol酚比1mol间苯二酚。醛与总酚(即酚组份与苯二酚改性物的总和)的摩尔比较好是大于约1∶1,更好在约1~1.8mol甲醛比1mol酚,最好约1.1~1.4mol甲醛比1mol酚。
按照本发明,一旦形成包含树脂粘接剂最好是酚树脂和纤维素材料的板坯,便可将该板坯引入一合适的最好具有多个压机开口的加压设备中,以便通过无网膜装入机同时固化许多制品,如这种技术中周知的。
各个压机开口包括在压机下部加热模板上面的蒸气注入模板和有槽口的蒸气分布板,从而构成将蒸气送入板坯和排出板坯的设备。通过蒸气输入和排出组件将蒸气送入和排出各个蒸气注入模板,该蒸气输入和排出组件包括通过连接管连接于各个蒸气注入模板的集气管,该连接管装有旋转接头。整个蒸气输入和排出组件装在各个压机下部加热模板的上表面上,该加热模板装有单独的蒸气输入设备,以便加热压机加热模板。
压机开口的上部加压表面装止动架或止动杆以及制品接触表面板,该表面板装在一个载带板上,而该载带板装在压机上部加热模板的下表面上。制品接触表面板根据需要的制品表面或者具有浮凸花纹,或者是平滑的。
注入的蒸气可通过固定在载带板上的止动架限定在板坯上,该止动架完全包围板坯,从而在压机开口内形成一个蒸压釜(模腔加压),如图1和2的左部分所示。整个板坯将接收注入蒸气的充分处理。利用装在止动架上的弹性密封件例如橡胶密封件可以达到压力蒸气的密封。利用止动架的厚度可控制终制品的厚度。
换一种方式,注入蒸气可利用凸出的肋条或坝限定在板坯上,该坝最好与表面板形成一体(坝式加压),如图1和2的右部分所示,计算凸出坝的尺寸,以使沿坝的整个周缘的板坯被压实,以便在压机完全封闭时在有坝区域内形成约束蒸气的封闭设备。只有在有坝区域内的板坯才能受到注入蒸气的充分处理。由坝压缩的板坯的压实四周将形成一个密封件,注入的蒸气不能侧向流过该密封件。在这种配置,制品的最后厚度由只固定在载带板长侧的止动杆厚度确定。
将蒸气约束在板坯上的止动架方法称为“模腔加压法”,而外周堤坝法称为“坝式加压法”。各种方法均具有优点和缺点,但两个方法均可形成有效密封而将注入蒸气约束在板坯内。
在用无网膜装入机将板坯放置在各个压机开口内后,将压机关闭到由止动架厚度或止动杆厚度确定的最后位置。通过关闭压机而将板坯压缩到其最后厚度。在关闭压机和压缩板坯期间,板坯的腔通向大气,使得板坯中的空气可以排出,而且压机的腔也经有槽的蒸气分布板和蒸气注入模板、连接管和集管设备以及装在蒸气注入管的阀门通到大气。
一当压机关闭到其最后位置而且使压机液压力增加到一定压力,便开始注入蒸气,增加到一定压力是使得在足分安全的条件下使压机关闭力超过由于板坯压缩作用的反作用力和最大的模腔蒸气注入压力。
优选的压机模腔蒸气压力可以根据制品的厚度和最终用途可在约100~300英磅/英寸2范围内改变,此压力力对应于约335~425°F的饱和蒸气温度。优选的压机加热模板蒸气压力额定在约400~500英磅/英寸2的压力,此压力对应于约450~475°F的饱和蒸气温度,并且此压力连续地保持恒定。
在将蒸气注入板坯并使树脂固化一段时间后,关闭蒸气注入阀,并利用减压阀使压力慢慢降到预定值,以便随后打开蒸气排放阀。排放阀的负载量远远超过减压阀的负载量。也可以采用具有反压控制器的减压阀来限制模腔内的峰值蒸气压,这种峰值蒸气压因热量由压机加热模板传导而可能发生。
在打开压机之前模腔蒸气压较好是减小到小于5英磅/英寸2的压力,更好是小于3英磅/英寸2的压力。模腔的降压时间一般地讲需要两倍于加压的时间。一当模腔压力减小到要求水平便可打开压机,以便装入下一个或下一批板坯。
为将板坯压成比重在约0.60~0.90之间的而厚度在约0.50~1.0英寸之间的制品,按照本发明的蒸气注入法总的压制时间(包括装上板坯、加压和卸出板坯)只经需3~5min,而与用干法或湿法加工制品的常规加压法所需的加压时间相比较这是意想不到的,这种常规加压法不需注入蒸气,只通过加热模板的热传导传输热量。
蒸气注入法的工艺参数和设备更详细地说明于K.Walter的著作“生产车间的蒸气加压操作经验及将来潜力”(G.Siempelkamp GmbHand Co.)以及美国专利No.5 195 428、5 134 023和4 850 849,这些文献的相应内容已作为参考包含在本文中。
很意外而想不到的是已经发现,本发明利用蒸气注入法压制由纤维素材料和粘接剂树脂例如酚醛树脂构成板坯获得了极好的纤维素复合制品。
现在转到附图,先看图1和2,按照本发明的方法和设备,图中示出一种新的改进的加压设备10,该设备10用于在固结纤维素材料和树脂粘接剂期间向加热压机注入蒸气。如图1所示,加压设备包括:上部压机加热模板12,该模板包括载带成型浮凸板16的载带板14,该浮凸板16接触固化纤维素制品18的上部主要表面17,用于使上部主要表面17具有浮凸结构;下部压机加热模板22,与蒸气注入板24接触(或与其形成一体),用于坝式加压;一对模板加压止动件26(仅在图1的右侧示出一个);或用模腔加压的止动架28(示于图1的左侧,该止动架28具有围绕载带板14和蒸气注入板24延伸的弹性密封件29,从而在其间形成阻挡蒸气的密封。凸出的肋条或坝19(图1和2的右侧)围绕浮凸板16的整个外周并与该板形成一体,这样便围绕制品的整个外周压实制品一个区域,由此形成用于坝式加压的阻挡蒸气的密封。上、下压机加热模板12和22分别包括蒸气沟道31和32,这些沟道分别与蒸气进入沟道33和35流体相通,以便加热上、下压机模板。压机加热模板12和22经载带板14和浮凸板16(压机的上部分)以及蒸气注入模板24和蒸气分配板44(压机的下部分)将热量输送到板坯18。
蒸气注入模板24包括许多内部蒸气入口/出口导管34,该导管与纵向蒸气注入模板导管36流体相通,配置在蒸气注入模板24的内部,以便使蒸气沿长度方向或纵向分布到许多沿宽度方向或横向的蒸气注入沟道38内,该沟道38在蒸气注入模板24的上表面上是敞开的。如图3清楚示出的,蒸气注入模板导管36通向许多平行的与其相互流体连通的蒸气注入模板沟道或开槽38,并与这此沟道38形成一体,与这些沟道38流体相通。蒸气注入模板沟道38沿着蒸气注入模板24的宽度配置,从而使蒸气流遍蒸气注入模板24的上表面,流到基本上与有槽口的蒸气分布板44的下部主要表面区域共同延伸的区域。纵向蒸气注入模板导管36与流体注入沟道38流体相通,该沟道38经一系列的连通孔40沿宽度方向在蒸气注入模板24的上表面上延伸。该连通孔相交于蒸气注入模板导管36和蒸气注入模板沟道38并在它们之间形成流体相通。
如图3清楚示出的,蒸气注入模板24的上表面50包括敞开的蒸气注入模板沟道38,该模板24包括凹部42,该凹部用于接收和定位总的用编号44表示的有槽口的蒸气分布板。蒸气分布板44包括完全穿过分布板44的间隔开的平行槽口46,图3中示出,分配板44配置在蒸气注入模板24的凹部42内的位置上。蒸气分配板槽口46与蒸气注入模板沟道38流体相通,用于将蒸气分布到有槽口蒸气分布板44的整个上表面上。应当明白,蒸气分布板槽口46如图3所示沿纵向形成,与横向形成的蒸气注入模板沟槽38成90°度,但也可以形成为与注气注入模板沟道38形成其它的角度。为达到本发明的全部优点,模板蒸气注入沟道38其宽度约为5~20mm,最好约10mm。
按照本发明的重要特征,蒸气分布板44上的槽口46以某个角度相交于蒸气注入模板沟道38(分布板槽口46不与蒸气注入模板沟道38准直),最好如图所示形成90°角。为达到本发明的全部优越性,蒸气分布板44上的槽口46其宽度约为0.2~1.0mm,最好约为0.5~0.9mm,而其长度约与蒸气注入模板沟道38的纵间距相同例如约90mm,最好约50~150mm长。在优选实施例中,蒸气分布板槽口46为0.7mm宽,90mm长,间隔开约7~15mm,最好约11mm,形成许多平行的错开的行,如图3所示。
完全意想不到的是,与蒸气注入模板沟道38相交的交叉分布板槽口46使蒸气均匀地渗透到正固结板坯16的整个下表面48上,因而使蒸气均匀而完全地分布在正固结的板坯上,因为不会捕集足够的纤维素材料,所以不会造成随后很难从加热压机10中取出已加工好的固结纤维素制品的问题。
已经发现,蒸气分布板44上的槽口46在板坯16的下表面上应至少形成6%的敞开面积,最好形成约8%~10%的敞开面积,以便向纤维素材料和粘接剂提供足够的蒸气。另外,蒸气分布板槽口46和蒸气注入模板沟道38的尺寸以及它们之间的交角可以在很大范围内变化,而同时又能达到本发明的优越性。
上述说明只用于清楚地理解本发明,应当明白,说明中没有任何多余的限制,因为技术人员可以明显看出本发明范围内的各种改变。
Claims (12)
1.一种制造纤维素复合制品的方法,该方法包括以下步骤:
(a)将树脂粘接剂与纤维素材料混合以形成一混合物;
(b)用步骤(a)得到的混合物形成一板坯;
(c)在加压设备中在蒸气和压力作用下使板坯固结,该加压设备包括一对加热模板,该模板具有蒸气注入模板,该蒸气注入模板包括许多供蒸气通过的开槽;
(d)配置有槽口的蒸气分布板,该分布板邻接上述蒸气注入模板并接触上述混合物,上述有槽口的蒸气分布板具有与有槽口蒸气注入模板的开槽相交的槽口,在上述蒸气分布板上的上述槽口形成蒸气注入敞开区域,该区域包括上述复合制品的主相接表面的至少6%;
(e)通过上述有槽口蒸气注入模板的开槽和蒸气分布板上的槽口注入蒸气,从而使上述混合物完全与所述蒸气接触,由此使上述混合物固结成具有结构整体性的纤维素制品,并使上述树脂粘接剂固化。
(f)从上述加压设备的蒸气注入侧排出上述蒸气。
2.如权利要求1所述的方法,其特征在于,树脂粘接剂包括酚树脂。
3.如权利要求2所述的方法,其特征在于,上述酚树脂包括酚类化合物和醛的反应产品,酚类化合物选自酚、甲酚、取代酚及其混合物构成的组,醛选自甲醛、多聚甲醛、乙醛、糠醛和乙二醛。
4.如权利要求3所述的方法,其特征在于,酚树脂包括酚-甲醛。
5.如权利要求1所述的方法,其特征在于,蒸气分布板上的槽口其宽度为0.2~1.0mm,长度至少为50mm。
6.如权利要求5所述的方法,其特征在于,蒸气分布板上槽口的宽度约为0.5~0.9mm。
7.如权利要求6所述的方法,其特征在于,蒸气分布板上的槽口其宽度约为0.7mm,长度至少50mm,并且间隔约7~15mm。
8.一种制造纤维素复合制品的方法,该方法包括以下步骤:
(a)将酚树脂和纤维素材料混合以形成一混合物;
(b)用步骤(a)的混合物形成一板坯;
(c)在加压设备中在热量、蒸气和压力作用下固结该板坯,以形成制品;
(d)在固结板坯期间在施加热量和压力时,通过蒸气注入模板上的开槽和相邻蒸气分布板上相交的槽口向板坯分布蒸气,上述槽口的宽度小于1mm,并相对于邻接蒸气分布板的板坯的主表面的区域提供了至少6%的敞开区域。
9.将蒸气注入板坯的设备,该板坯包括纤维素材料和纤维素材料的树脂粘接剂,该设备包括:
(a)一压机,包括对置的加热模板,该模板包括一蒸气注入模板,该蒸气注入模板上具有许多蒸气接收通道,上述蒸气注入模板在上表面上具有许多开槽,该开槽与上述蒸气接收通道中的一个或多个流体相通,从而可使蒸气从中流过;
(b)设置在蒸气注入模板的开槽上面的一蒸气分布板,上述蒸气分布板包括许多完全穿过其厚度延伸的槽口,上述蒸气分布板上的上述槽口配置成与蒸气注入模板上的开槽相交,以便接收来自上述蒸气注入模板的蒸气,从而使上述蒸气经蒸气分配板流到上述板坯的主表面;
(c)在上述蒸气分布板上的上述槽口提供了邻接板坯的至少6%的敞开区域。
10.如权利要求9所述的设备,其特征在于,有槽口板上的槽口其宽度为0.2~1.0mm,其长度为至少50mm。
11.如权利要求10所述的设备,其特征在于,蒸气分布板上的槽口的宽度约为0.5~0.9mm。
12.如权利要求11所述的设备,其特征在于,蒸气分布板上的槽口其宽度约0.7mm,其长度为至少50mm,并间隔约7~15mm。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/154,234 US6132656A (en) | 1998-09-16 | 1998-09-16 | Consolidated cellulosic product, apparatus and steam injection methods of making the same |
| US09/154,234 | 1998-09-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1325335A CN1325335A (zh) | 2001-12-05 |
| CN1116972C true CN1116972C (zh) | 2003-08-06 |
Family
ID=22550554
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN99812855A Expired - Lifetime CN1116972C (zh) | 1998-09-16 | 1999-08-04 | 制造固结纤维素制品的设备和蒸气注入方法 |
Country Status (24)
| Country | Link |
|---|---|
| US (1) | US6132656A (zh) |
| EP (1) | EP1113912B1 (zh) |
| JP (1) | JP2002524319A (zh) |
| KR (1) | KR100578300B1 (zh) |
| CN (1) | CN1116972C (zh) |
| AR (1) | AR020401A1 (zh) |
| AT (1) | ATE220366T1 (zh) |
| AU (1) | AU752815B2 (zh) |
| BR (1) | BR9913773B1 (zh) |
| CA (1) | CA2344041C (zh) |
| CZ (1) | CZ302091B6 (zh) |
| DE (1) | DE69902102T2 (zh) |
| ES (1) | ES2180316T3 (zh) |
| HK (1) | HK1034924A1 (zh) |
| HU (1) | HUP0103628A3 (zh) |
| ID (1) | ID28813A (zh) |
| MY (1) | MY121787A (zh) |
| NO (1) | NO20011318L (zh) |
| NZ (1) | NZ510640A (zh) |
| PL (1) | PL191670B1 (zh) |
| RU (1) | RU2220843C2 (zh) |
| SK (1) | SK3822001A3 (zh) |
| WO (1) | WO2000015401A1 (zh) |
| ZA (1) | ZA200101949B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1993212B (zh) * | 2004-06-15 | 2010-11-24 | 约翰·S·弗吉 | 干燥成型的三维木制纤维网 |
| TWI734631B (zh) * | 2019-12-19 | 2021-07-21 | 日商倍科有限公司 | 衝壓裝置以及衝壓方法 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU757195B2 (en) * | 1997-04-16 | 2003-02-06 | Christian Church Community Trust, The | Method of preparing compacted sphagnum moss sheets and a press therefor |
| US6471897B1 (en) | 1998-11-04 | 2002-10-29 | Masonite Corporation | Composite article and method of making same |
| US6539963B1 (en) * | 1999-07-14 | 2003-04-01 | Micron Technology, Inc. | Pressurized liquid diffuser |
| DE10135055C1 (de) * | 2001-07-18 | 2003-04-24 | Siempelkamp Gmbh & Co | Etagenpresse |
| US20030132513A1 (en) * | 2002-01-11 | 2003-07-17 | Motorola, Inc. | Semiconductor package device and method |
| US20050142369A1 (en) * | 2002-02-07 | 2005-06-30 | Canady Virgil B. | Compound formable decorative laminate door panel |
| US6764625B2 (en) * | 2002-03-06 | 2004-07-20 | Masonite Corporation | Method of producing core component, and product thereof |
| US20050153336A1 (en) * | 2002-03-29 | 2005-07-14 | Bennett C. F. | Compositions and their uses directed to nucleic acid binding proteins |
| DE10335721A1 (de) * | 2003-08-05 | 2005-03-10 | Clion Ireland Ltd | Formung thermoplastisch gebundener luftdurchlässiger Bauteile |
| US7695658B2 (en) * | 2006-01-04 | 2010-04-13 | Masonite Corporation | Method of forming a core component |
| WO2009135323A1 (en) * | 2008-05-08 | 2009-11-12 | Uniboard Canada Inc. | Manufacturing process for a laminated structure |
| WO2010045742A1 (en) * | 2008-10-21 | 2010-04-29 | Uniboard Canada Inc. | Embossed monolayer particleboards and methods of preparation thereof |
| US8007698B2 (en) * | 2009-01-07 | 2011-08-30 | Georgia-Pacific Chemicals Llc | Wood composites bonded with phenol-formaldehyde by steam injection pressing |
| SE534884C2 (sv) * | 2010-04-28 | 2012-01-31 | Mb Aedeltrae Ab | Metod för behandling av en skiva samt ett skivelement |
| US8993062B2 (en) | 2012-04-10 | 2015-03-31 | Georgia-Pacific Chemicals Llc | Methods for making laminated, saturated, and abrasive products |
| KR20230020689A (ko) * | 2021-08-04 | 2023-02-13 | 현대모비스 주식회사 | 리얼우드 시트를 구비한 차량용 크래쉬 패드 제작용 우드 프리포밍 장치 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3891738A (en) * | 1972-11-10 | 1975-06-24 | Canadian Patents Dev | Method and apparatus for pressing particleboard |
| US5195428A (en) * | 1990-05-11 | 1993-03-23 | G. Siempelkamp Gmbh & Co. | Press for producing pressed board by treating the material with steam |
| US5367040A (en) * | 1992-12-29 | 1994-11-22 | Masonite Corporation | Precure resistant thermoset resin for molded wood composites |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3130114A (en) * | 1960-11-19 | 1964-04-21 | Statni Drevarsky Vyzk Ustav | Process of manufacturing fibreboards and pressings from lignocellulose material |
| US3280237A (en) * | 1963-04-22 | 1966-10-18 | Weyerhaeuser Co | Method of pressing composite consolidated articles |
| CH486315A (de) * | 1968-02-27 | 1970-02-28 | Laszlo Dr Futo | Verfahren zur Herstellung von Presslingen, insbesondere aus Holz, und Vorrichtung zur Durchführung des Verfahrens |
| NO137932C (no) * | 1968-11-18 | 1978-05-24 | Maekinen Alpo & Co Instmsto | Fremgangsmaate til varmpressing av plater av materialer som inneholder lignocellulose |
| FR2206701A5 (en) * | 1972-11-14 | 1974-06-07 | Fillon Roger | Wood fibre board prodn. - by steam treating wood fibre before compressing |
| CA1075140A (en) * | 1976-09-23 | 1980-04-08 | Donald W. Nyberg | Method and apparatus for consolidating particle board |
| US4393019A (en) * | 1981-11-30 | 1983-07-12 | The United States Of America As Represented By The Secretary Of Agriculture | Method of pressing reconstituted lignocellulosic materials |
| US4517147A (en) * | 1984-02-03 | 1985-05-14 | Weyerhaeuser Company | Pressing process for composite wood panels |
| DE3411590A1 (de) * | 1984-03-29 | 1985-10-10 | G. Siempelkamp Gmbh & Co, 4150 Krefeld | Anlage fuer die herstellung einer holzwerkstoffplatte aus einer holzwerkstoffmatte durch pressen und dampfhaertung, insbes. fuer die herstellung von spanplatten, faserplatten u. dgl. |
| CA1215510A (en) * | 1984-12-28 | 1986-12-23 | Forintek Canada Corp. | Method of making dimensionally stable composite board and composite board produced by such method |
| CA1255470A (en) * | 1985-05-15 | 1989-06-13 | Karl Walter | Process for making a composite wood panel |
| DE3612703A1 (de) * | 1985-05-15 | 1986-11-20 | G. Siempelkamp Gmbh & Co, 4150 Krefeld | Verfahren zur herstellung einer holzwerkstoffplatte |
| CN1009443B (zh) * | 1986-11-14 | 1990-09-05 | 库特·赫尔德·法布里肯特 | 制造复合木材制品板的方法和设备 |
| US4850849A (en) * | 1988-04-29 | 1989-07-25 | Forintek Canada Corp. | Apparatus for steam pressing compressible mat material |
| DE3914106A1 (de) * | 1989-04-28 | 1990-10-31 | Siempelkamp Gmbh & Co | Verfahren und anlage zur kontinuierlichen herstellung von spanplatten, faserplatten u. dgl. |
| ATE95464T1 (de) * | 1990-02-20 | 1993-10-15 | Werzalit Ag & Co | Verfahren und vorrichtung zur herstellung von formteilen. |
| US5134023A (en) * | 1990-07-05 | 1992-07-28 | Forintek Canada Corp. | Process for making stable fiberboard from used paper and fiberboard made by such process |
| US5217665A (en) * | 1992-02-25 | 1993-06-08 | Borden Inc. | Phenol formaldehyde steam pressing of waferboard |
| US5246652A (en) * | 1992-06-05 | 1993-09-21 | Forintek Canada Corp. | Method of making wood composites treated with soluble boron compounds |
| US5756599A (en) * | 1993-08-17 | 1998-05-26 | Masonite Corporation | Binder resin, binder system, cellulosic composite articles, and method of making the same |
| CA2128912A1 (en) * | 1993-08-17 | 1995-02-18 | Zygmunt Teodorczyk | Modified phenol-aldehyde resin and binder system |
| CN1128197A (zh) * | 1995-10-27 | 1996-08-07 | 陈录琳 | 一种防火带花纹胶合板的制造方法 |
-
1998
- 1998-09-16 US US09/154,234 patent/US6132656A/en not_active Expired - Lifetime
-
1999
- 1999-08-04 EP EP99937790A patent/EP1113912B1/en not_active Expired - Lifetime
- 1999-08-04 KR KR1020017003444A patent/KR100578300B1/ko not_active IP Right Cessation
- 1999-08-04 HU HU0103628A patent/HUP0103628A3/hu unknown
- 1999-08-04 NZ NZ510640A patent/NZ510640A/en unknown
- 1999-08-04 WO PCT/US1999/017682 patent/WO2000015401A1/en active IP Right Grant
- 1999-08-04 CN CN99812855A patent/CN1116972C/zh not_active Expired - Lifetime
- 1999-08-04 ES ES99937790T patent/ES2180316T3/es not_active Expired - Lifetime
- 1999-08-04 ID IDW20010571A patent/ID28813A/id unknown
- 1999-08-04 DE DE69902102T patent/DE69902102T2/de not_active Expired - Lifetime
- 1999-08-04 BR BRPI9913773-9A patent/BR9913773B1/pt not_active IP Right Cessation
- 1999-08-04 CZ CZ20010907A patent/CZ302091B6/cs not_active IP Right Cessation
- 1999-08-04 PL PL346663A patent/PL191670B1/pl unknown
- 1999-08-04 RU RU2001110121/12A patent/RU2220843C2/ru not_active IP Right Cessation
- 1999-08-04 AT AT99937790T patent/ATE220366T1/de not_active IP Right Cessation
- 1999-08-04 SK SK382-2001A patent/SK3822001A3/sk unknown
- 1999-08-04 JP JP2000569974A patent/JP2002524319A/ja not_active Withdrawn
- 1999-08-04 CA CA002344041A patent/CA2344041C/en not_active Expired - Fee Related
- 1999-08-04 AU AU52549/99A patent/AU752815B2/en not_active Ceased
- 1999-08-13 MY MYPI99003469A patent/MY121787A/en unknown
- 1999-09-07 AR ARP990104489A patent/AR020401A1/es active IP Right Grant
-
2001
- 2001-03-09 ZA ZA200101949A patent/ZA200101949B/xx unknown
- 2001-03-15 NO NO20011318A patent/NO20011318L/no unknown
- 2001-08-08 HK HK01105519A patent/HK1034924A1/xx not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3891738A (en) * | 1972-11-10 | 1975-06-24 | Canadian Patents Dev | Method and apparatus for pressing particleboard |
| US5195428A (en) * | 1990-05-11 | 1993-03-23 | G. Siempelkamp Gmbh & Co. | Press for producing pressed board by treating the material with steam |
| US5367040A (en) * | 1992-12-29 | 1994-11-22 | Masonite Corporation | Precure resistant thermoset resin for molded wood composites |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1993212B (zh) * | 2004-06-15 | 2010-11-24 | 约翰·S·弗吉 | 干燥成型的三维木制纤维网 |
| TWI734631B (zh) * | 2019-12-19 | 2021-07-21 | 日商倍科有限公司 | 衝壓裝置以及衝壓方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2344041A1 (en) | 2000-03-23 |
| NZ510640A (en) | 2002-04-26 |
| ES2180316T3 (es) | 2003-02-01 |
| AR020401A1 (es) | 2002-05-08 |
| NO20011318L (no) | 2001-05-08 |
| DE69902102T2 (de) | 2003-02-13 |
| RU2220843C2 (ru) | 2004-01-10 |
| CA2344041C (en) | 2007-07-03 |
| HUP0103628A2 (hu) | 2002-03-28 |
| SK3822001A3 (en) | 2002-09-10 |
| CZ302091B6 (cs) | 2010-10-06 |
| PL191670B1 (pl) | 2006-06-30 |
| US6132656A (en) | 2000-10-17 |
| HK1034924A1 (en) | 2001-11-09 |
| ATE220366T1 (de) | 2002-07-15 |
| MY121787A (en) | 2006-02-28 |
| ID28813A (id) | 2001-07-05 |
| BR9913773B1 (pt) | 2008-11-18 |
| HUP0103628A3 (en) | 2002-11-28 |
| EP1113912B1 (en) | 2002-07-10 |
| EP1113912A1 (en) | 2001-07-11 |
| BR9913773A (pt) | 2001-07-17 |
| ZA200101949B (en) | 2002-06-10 |
| CN1325335A (zh) | 2001-12-05 |
| AU752815B2 (en) | 2002-10-03 |
| NO20011318D0 (no) | 2001-03-15 |
| PL346663A1 (en) | 2002-02-25 |
| KR100578300B1 (ko) | 2006-05-11 |
| JP2002524319A (ja) | 2002-08-06 |
| CZ2001907A3 (cs) | 2001-08-15 |
| KR20010075169A (ko) | 2001-08-09 |
| AU5254999A (en) | 2000-04-03 |
| DE69902102D1 (de) | 2002-08-14 |
| WO2000015401A1 (en) | 2000-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1116972C (zh) | 制造固结纤维素制品的设备和蒸气注入方法 | |
| CA1294862C (en) | Method for bonding lignocellulosic material with gaseous esters | |
| CA1167617A (en) | Steam bonding of solid lignocellulosic material | |
| CN1332793C (zh) | 一种密闭式热压工艺制造无胶纤维板的方法 | |
| CN102490240A (zh) | 一种纤维板的制造方法 | |
| US4514255A (en) | Process for the manufacture of dried, resin-treated fiber furnish | |
| CA2421037A1 (en) | Fibrous composite articles and method of making the same | |
| Sahin et al. | Mechanical and thermal properties of particleboard manufactured from waste peachnut shell with glass powder | |
| CA2343387C (en) | Composite article and method of making same | |
| JP5303421B2 (ja) | 木質系複合材料およびその製造方法 | |
| JP2002518225A (ja) | 繊維質物質を圧縮するための蒸気注入圧縮プラテン | |
| EP0259042A2 (en) | Process for bonding lignocellulosic material | |
| CN101591871B (zh) | 一种脲醛树脂复合纸板及其制备和应用 | |
| CN101745966A (zh) | 一种干法制造蔗渣纤维板的方法 | |
| CN85109469A (zh) | 蔗渣干法纤维板制造 | |
| CN117043278A (zh) | 用于使用配制的植物种子粒料制造基于木质纤维素纤维的复合材料的方法和通过此种方法获得的复合材料 | |
| MXPA01002802A (en) | Apparatus and steam injection method for making a consolidated cellulosic product | |
| CA1067005A (en) | Fast cured lignocellulosic particle board and method of making the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| C10 | Entry into substantive examination | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| ASS | Succession or assignment of patent right |
Owner name: ARTMASTER MANUFACTURING COMPANY Free format text: FORMER OWNER: MASONITE CORP. Effective date: 20121213 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20121213 Address after: Illinois State Patentee after: Master craftsman manufacturing company Address before: Illinois State Patentee before: Masonite Corp. |
|
| CX01 | Expiry of patent term |
Granted publication date: 20030806 |
|
| CX01 | Expiry of patent term |