CN111673481A - 一种用于钎焊片自动化连续切料送料结构 - Google Patents
一种用于钎焊片自动化连续切料送料结构 Download PDFInfo
- Publication number
- CN111673481A CN111673481A CN202010671758.3A CN202010671758A CN111673481A CN 111673481 A CN111673481 A CN 111673481A CN 202010671758 A CN202010671758 A CN 202010671758A CN 111673481 A CN111673481 A CN 111673481A
- Authority
- CN
- China
- Prior art keywords
- feeding
- cylinder
- seat
- fixed
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005219 brazing Methods 0.000 title claims abstract description 53
- 238000005520 cutting process Methods 0.000 claims abstract description 68
- 238000003466 welding Methods 0.000 claims abstract description 33
- 238000005476 soldering Methods 0.000 claims description 55
- 239000000463 material Substances 0.000 claims description 45
- 238000003825 pressing Methods 0.000 claims description 18
- 238000007667 floating Methods 0.000 claims description 14
- 239000004677 Nylon Substances 0.000 claims description 8
- 229920001778 nylon Polymers 0.000 claims description 8
- 238000012856 packing Methods 0.000 claims 2
- 238000004080 punching Methods 0.000 abstract description 9
- 230000000750 progressive effect Effects 0.000 abstract 1
- 230000006872 improvement Effects 0.000 description 9
- 238000000034 method Methods 0.000 description 8
- 238000009434 installation Methods 0.000 description 5
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 238000005452 bending Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 238000004891 communication Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000010924 continuous production Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000005457 optimization Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
- B23P23/06—Metal-working plant comprising a number of associated machines or apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
- B23Q7/14—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting co-ordinated in production lines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
本发明涉及钎焊片切料送料技术领域,具体涉及一种用于钎焊片自动化连续切料送料结构,包括底架,底架的底端设有一对上料垫脚,底架的上端安装有焊片上料组件和送料架,焊片上料组件包括焊片上料支架、三柱气缸、焊片上料摆缸座、回转上料摆块和上料吸盘,焊片上料支架通过销钉固定安装于底架上,焊片上料支架的右侧壁固定安装有三柱气缸,三柱气缸的伸缩端固定安装有焊片上料摆缸座,焊片上料摆缸座上端安装有回转气缸,回转气缸的顶部输出端固定有回转上料摆块,回转上料摆块的外壁固定有上料吸盘;本发明实现了0.05mm薄片通过自动连续模结构完成送料、冲孔、切料、送料,减少人工切料和取料的困难,实现了自动化焊接的成果。
Description
技术领域
本发明涉及钎焊片切料送料技术领域,具体涉及一种用于钎焊片自动化连续切料送料结构。
背景技术
磁保持继电器是近几年发展起来的一种新型继电器,也是一种自动开关。和其他电磁继电器一样,对电路起着自动接通和切断作用。所不同的是,磁保持继电器的常闭或常开状态完全是依赖永久磁钢的作用,其开关状态的转换是靠一定宽度的脉冲电信号触发而完成的;磁保持继电器是广泛应用于遥控、遥测、通讯、自动控制、机电一体化及电力电子设备中,是最重要的控制元件之一。
钎焊,是指低于焊件熔点的钎料和焊件同时加热到钎料熔化温度后,利用钎料填充固态工件的缝隙使金属连接的焊接方法。钎焊变形小,接头光滑美观,适合于焊接精密、复杂和由不同材料组成的构件。
因此,在生产磁保持继电器时,通常需要将钎焊片放置于安装片与动连接片之间,才能对安装片与动连接片进行焊接;然而现有技术中,通常是采用手工对焊片进行裁切送料,工作效率非常低,且投入人员成本高;焊片一般很薄,0.05mm厚度,切料和冲孔有毛刺,不易脱料和定位,料很轻,易移位,冲料后带料;同时,0.05mm钎焊片很薄送料容易堵料弯曲,冲孔易有毛刺,脱料难度非常大,容易被冲头带料,会被带出浮料块的定位位置,导致无法确保定位精度,导致无法取到料。
发明内容
本发明针对背景技术所提出的的问题,设计了一种用于钎焊片自动化连续切料送料结构。
本发明是通过以下技术方案实现的:
一种用于钎焊片自动化连续切料送料结构,包括底架,所述底架的底端一体化成型有一对上料垫脚,所述底架的上端安装有焊片上料组件和送料架,所述焊片上料组件包括焊片上料支架、三柱气缸、焊片上料摆缸座、回转上料摆块和上料吸盘,所述焊片上料支架通过销钉固定安装于所述底架上,所述焊片上料支架的右侧壁固定安装有所述三柱气缸,所述三柱气缸的伸缩端固定安装有所述焊片上料摆缸座,所述焊片上料摆缸座上端安装有回转气缸,所述回转气缸的顶部输出端固定有所述回转上料摆块,所述回转上料摆块的外壁固定有所述上料吸盘;
所述送料架的顶部侧壁安装有料盘法兰,所述料盘法兰的内壁安装有第一深沟球轴承,所述第一深沟球轴承的内圈内壁固定有料盘轴,所述料盘轴的一端螺接有第一螺母,所述料盘轴的另一端安装有上料盘,所述送料架的侧壁且位于所述料盘法兰的下方还安装有一对导轮轴,一对所述导轮轴的后端均通过第二螺母与所述送料架侧壁进行固定连接,一对所述导轮轴的前端均固定有第二深沟球轴承,所述第二深沟球轴承的外壁均固定有焊片送料导轮;
所述焊片上料组件和送料架之间还设有一对切料导柱,一对所述切料导柱焊接与所述底架的上端面,一对所述切料导柱的顶端共同安装有气缸座,所述气缸座上端安装有裁切气缸,所述裁切气缸的伸缩端由所述气缸座穿过并与连接座相连接,所述连接座的底端固定有移动座,所述移动座底端固定有冲头及一对复位弹簧,一对所述复位弹簧的底端固定有上模座,所述上模座的底端固定安装有上模头,所述上模头的下端面安装有裁切刀,所述上模座的正下方设有下模头,所述下模头的上表面开设有切料刀口,所述上模座固定于下模座上端;
所述下模座的右端面固定有一对焊片送料导杆,一对所述焊片送料导杆的外壁共同滑动安装有送料滑座,所述送料滑座的上端固定安装有压块气缸座,所述压块气缸座的上表面开设有用于焊片自由通过的矩形槽,所述压块气缸座的左侧壁固定安装有送料压块气缸,所述送料压块气缸的伸缩端固定有送料压块,且所述送料压块设置于所述矩形槽的正上方;
所述送料滑座的右侧壁固定有送料连接件,所述送料连接件的右端与可调气缸相连接,所述可调气缸固定于送料气缸座上端,所述送料气缸座固定安装于一对所述焊片送料导杆的外壁。
作为上述方案的进一步改进,所述冲头的底端由所述上模座自由穿入至所述上模头内部,且所述冲头的底端安装有脱料弹钉,所述裁切刀上开设有用于所述冲头自由通过的方孔。
作为上述方案的进一步改进,所述切料刀口的底面上开设有顶升槽,所述顶升槽底面上固定有顶升弹簧,所述顶升弹簧的顶端固定有顶升弹块,所述顶升弹块滑动安装于所述顶升槽内壁。
作为上述方案的进一步改进,所述切料刀口的底面上还嵌设有浮料弹钉,所述浮料弹钉包括浮料圆块和浮料弹簧。
作为上述方案的进一步改进,所述上模座与所述上模头之间利用销钉进行固定连接,且它们的组合体内部共同开设有一对螺孔,一对所述螺孔内部均螺纹安装有调节螺杆,所述调节螺杆的底端均固定有限位头,所述调节螺杆的外壁还螺纹安装有固定螺母。
作为上述方案的进一步改进,所述下模头的上表面开设有一对限位盲孔,且一对限位盲孔分别正对设置于所述限位头的下方。
作为上述方案的进一步改进,所述移动座与所述上模座均利用导套滑动安装于一对所述切料导柱的外壁,所述下模座固定安装于一对所述切料导柱的外壁。
作为上述方案的进一步改进,所述可调气缸包括缸体、活塞杆及调节螺帽,所述缸体内部滑动安装有活塞,两个所述活塞杆对称固定安装于所述活塞的两侧,位于右侧的所述活塞杆穿过所述缸体的右端盖并向外延伸,且位于右侧的所述活塞杆的右端螺纹安装有调节螺帽,所述调节螺帽靠近所述缸体的一侧固定有尼龙垫圈,所述尼龙垫圈套设于其对应的所述活塞杆上,所述调节螺帽远离所述缸体的一侧螺纹连接有锁紧螺母。
作为上述方案的进一步改进,所述焊片上料支架的左侧壁安装有支架筋板,所述支架筋板的底端通过销钉安装于所述底架上。
与现有技术相比,本发明的有益效果是:
本发明通过结构优化,利用连续生产的方式进行焊片送料、冲孔、下料完成工序,无需人工操作,极大的提高了工作效率,提高了企业效益;同时,利用顶升弹块及顶升弹簧的设置,在裁切结束后能将焊片顶升起来,一方面确保了送料顺畅;另一方面能保证裁切后的焊片定位在切料刀口内部,避免了切料刀口内部出现堵料弯曲的现象,不会移位,确保定位精度和取料顺畅;冲头底端的脱料弹钉可将焊片弹下,从而确保了能顺利进行脱料;设置的浮料弹钉47也能消除冲孔中细小毛刺,确保焊片推送顺畅;还可将调节螺杆4螺纹安装螺孔内部不同高度,再利用固定螺母进行固定,调节螺杆的底端的限位头进入限位盲孔底部时会限制裁切刀下移,从而限制了裁切刀的裁切厚度,再结合调节螺杆的设置,进而可适用于对不同厚度的焊片进行裁切;综上,本发明实现了0.05mm薄片可以通过自动连续模结构完成送料、冲孔、切料、送料,减少了很大的人工切料和取料的困难,大大的提升钎焊片切料送料速度,并实现了自动化焊接。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明从前方看的立体结构示意图;
图2为本发明从后方看的立体结构示意图;
图3为本发明中焊片上料组件的立体结构示意图;
图4为本发明的局部立体结构示意图;
图5为本发明中移动座及上模座之间的安装示意图;
图6为本发明中下模头及下模座的安装示意图;
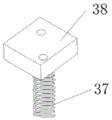
图7为本发明中顶升弹块及顶升弹簧的安装示意图;
图8为本发明中下模座及其右侧壁组件的安装示意图;
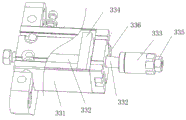
图9为本发明图中可调气缸的结构示意图;
图10为本发明中送料架及其侧壁组件的安装示意图;
图11为本发明中上料盘的安装示意图;
图12为本发明中冲头的结构示意图。
其中,1-底架,2-上料垫脚,3-焊片上料组件,301-焊片上料支架,302-三柱气缸,303-焊片上料摆缸座,304-回转上料摆块,305-上料吸盘,306-回转气缸,4-送料架,5-料盘法兰,6-第一深沟球轴承,7-料盘轴,8-第一螺母,9-上料盘,10-导轮轴,11-第二螺母,12-第二深沟球轴承,13-焊片送料导轮,14-切料导柱,15-气缸座,16-裁切气缸,17-连接座,18-移动座,19-冲头,20-复位弹簧,21-上模座,22-上模头,23-裁切刀,24-下模头,25-切料刀口,26-下模座,27-焊片送料导杆,28-送料滑座,29-矩形槽,30-送料压块气缸,31-送料压块,32-送料连接件,33-可调气缸,331-缸体,332-活塞杆,333-调节螺帽,334-活塞,335-锁紧螺母,336-尼龙垫圈,34-脱料弹钉,35-方孔,36-顶升槽,37-顶升弹簧,38-顶升弹块,39-支架筋板,40-螺孔,41-调节螺杆,42-限位头,43-固定螺母,44-限位盲孔,45-导套,46-压块气缸座,47-压块气缸座。
具体实施方式
为了使本技术领域的人员更好地理解本申请方案,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分的实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
需要说明的是,本申请的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本申请的实施例。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
在本申请中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本发明及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本发明中的具体含义。
此外,术语“安装”、“设置”、“设有”、“连接”、“相连”、“套接”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
下面结合附图对本发明进一步说明。
一种用于钎焊片自动化连续切料送料结构,如图1和图3所示,包括底架1,底架1的底端一体化成型有一对上料垫脚2,底架1的上端安装有焊片上料组件3和送料架4,焊片上料组件3包括焊片上料支架301、三柱气缸302、焊片上料摆缸座303、回转上料摆块304和上料吸盘305,焊片上料支架301通过销钉固定安装于底架1上,焊片上料支架301的右侧壁固定安装有三柱气缸302,三柱气缸302的伸缩端固定安装有焊片上料摆缸座303,焊片上料摆缸座303上端安装有回转气缸306,回转气缸306的顶部输出端固定有回转上料摆块304,回转上料摆块304的外壁固定有上料吸盘305,三柱气缸302能够通电能伸长或缩短,进一步可带动焊片上料摆缸座303向上或者向下移动,便于将裁切后的焊片放置于安装片上,回转气缸306能够来回摆动180°,利用回转上料摆块304可对焊片的进行移位,上料吸盘305带有浮升定位销钉及一个吸孔,浮升定位销便于对焊片进行吸取定位,吸孔结合上料吸盘305内部的真空发生器即可吸附焊片;焊片上料支架301的左侧壁安装有支架筋板39,支架筋板39的底端通过销钉安装于底架1上,支架筋板39的设置有利于提高上料支架301的稳固性;
如图10和图11所示,送料架4的顶部侧壁安装有料盘法兰5,料盘法兰5的内壁安装有第一深沟球轴承6,第一深沟球轴承6的内圈内壁固定有料盘轴7,料盘轴7的一端螺接有第一螺母8,料盘轴7的另一端安装有上料盘9,上料盘9内部主要用于安装盘型带状焊片;送料架4的侧壁且位于料盘法兰5的下方还安装有一对导轮轴10,一对导轮轴10的后端均通过第二螺母11与送料架4侧壁进行固定连接,一对导轮轴10的前端均固定有第二深沟球轴承12,第二深沟球轴承12的外壁均固定有焊片送料导轮13,焊片送料导轮13主要用于传导并改变焊片的方向;
如图1、图2、图4及图5所示,焊片上料组件3和送料架4之间还设有一对切料导柱14,一对切料导柱14焊接与底架1的上端面,一对切料导柱14的顶端共同安装有气缸座15,气缸座15上端安装有裁切气缸16,裁切气缸16的伸缩端由气缸座15穿过并与连接座17相连接,连接座17的底端固定有移动座18,移动座18底端固定有冲头19及一对复位弹簧20,一对复位弹簧20的底端固定有上模座21,上模座21的底端固定安装有上模头22,上模头22的下端面安装有裁切刀23,上模座21的正下方设有下模头24,下模头24的上表面开设有切料刀口25,上模座21固定于下模座26上端;裁切气缸16的伸缩能带动移动座18及上模座21向上或者向下移动。
如图5和图12所示,冲头19的底端由上模座21自由穿入至上模头22内部,且冲头19的底端安装有脱料弹钉34,脱料弹钉34包脱料钉和脱料弹簧,裁切刀23上开设有用于冲头19自由通过的方孔35,因为被切下来的焊片较轻,切料后焊片会被带起来,脱料弹钉34是确保焊片能够被弹下;如图6所示,切料刀口25的底面上开设有顶升槽36,顶升槽36底面上固定有顶升弹簧37,顶升弹簧37的顶端固定有顶升弹块38,顶升弹块38滑动安装于顶升槽36内壁;顶升弹块38的设置,一方面能确保送料顺畅;另一方面能保证裁切后的焊片定位在切料刀口25内部,避免了切料刀口2内部出现堵料弯曲的现象,不会移位,确保定位精度和取料顺畅;切料刀口25的底面上还嵌设有浮料弹钉47,浮料弹钉47包括浮料圆块和浮料弹簧,浮料圆块固定于浮料弹簧的顶端,浮料弹钉47的设置是也是为了能消除冲孔中细小毛刺,确保焊片推送顺畅。
如图4-7所示,上模座21与上模头22之间利用销钉进行固定连接,且它们的组合体内部共同开设有一对螺孔40,一对螺孔40内部均螺纹安装有调节螺杆41,调节螺杆41的底端均固定有限位头42,调节螺杆41的外壁还螺纹安装有固定螺母43,从而可将调节螺杆41螺纹安装螺孔40内部不同高度,再利用固定螺母4进行固定;下模头24的上表面开设有一对限位盲孔44,且一对限位盲孔44分别正对设置于限位头42的下方,在上模座21向下移动并带动裁切刀23裁切焊片时,限位头42会首先进入一对限位盲孔44内部,限位头42的底端到达限位盲孔44底部时,上模座21及裁切刀23不再向下移动,从而能限制裁切刀的裁切厚度,再结合调节螺杆41的设置,进而可适用于对不同厚度的焊片进行裁切;移动座18与上模座21均利用导套45滑动安装于一对切料导柱14的外壁,下模座26固定安装于一对切料导柱14的外壁。
如图4和图8所示,下模座26的右端面固定有一对焊片送料导杆27,一对焊片送料导杆27的外壁共同滑动安装有送料滑座28,送料滑座28的上端固定安装有压块气缸座46,压块气缸座46的上表面开设有用于焊片自由通过的矩形槽29,压块气缸座46的左侧壁固定安装有送料压块气缸30,送料压块气缸30的伸缩端固定有送料压块31,且送料压块31设置于矩形槽29的正上方;
如图8和图9所示,送料滑座28的右侧壁固定有送料连接件32,送料连接件32的右端与可调气缸33相连接,可调气缸33固定于送料气缸座15上端,送料气缸座15固定安装于一对焊片送料导杆27的外壁;其中,可调气缸33包括缸体331、活塞杆332及调节螺帽333,缸体331内部滑动安装有活塞334,两个活塞杆332对称固定安装于活塞334的两侧,位于右侧的活塞杆332穿过缸体331的右端盖并向外延伸,且位于右侧的活塞杆332的右端螺纹安装有调节螺帽333,调节螺帽333靠近缸体331的一侧固定有尼龙垫圈336,尼龙垫圈336套设于其对应的活塞杆332上,调节螺帽333远离缸体331的一侧螺纹连接有锁紧螺母335,从而可以调整活塞杆332左侧活塞杆332的长度,进一步可改变可调气缸33的行程及单次传送钎焊片的长度。
本发明的工作流程为:
(1)首先人工将盘型带状焊片装在送料架4的上料盘9内部,然后将焊片的起始端依次穿过两个焊片送料导轮13外壁压块气缸座46的上表面矩形槽29内部及下模头24的上表面;
(2)启动送料压块气缸30并带动送料压块31向下移动,直至将焊片压紧,紧接着可调气缸33启动并带动左侧活塞杆332伸长,左侧活塞杆332与送料滑座28相固定,从而可带动送料滑座28、压块气缸座46及送料压块气缸30的整体向左移动,并带动焊片传送到下模头24上表面开设的切料刀口25位置;
(3)然后裁切气缸16的伸缩端向下伸长,并带动移动座18及上模座21同时向下移动,上模头22的下端面安装有裁切刀23能对焊片进行裁切,移动座18底端固定的冲头19能对焊片进行冲孔;
(4)接着裁切气缸16的伸缩端向上收缩,冲头19底端脱料弹钉34可将焊片弹下,从而确保了能进行脱料,同时顶升弹块38底部顶升弹簧37由压缩状态恢复自然状态,从而能将焊片顶升起来,一方面能消除冲孔中细小毛刺,确保送料顺畅;另一方面能保证裁切后的焊片定位在切料刀口25内部,避免了切料刀口2内部出现堵料弯曲的现象,不会移位,确保定位精度和取料顺畅;
(5)定位裁切结束后,启动回转气缸306及上料吸盘305,上料吸盘305上料吸盘305上带有浮升定位销钉及一个吸孔,浮升销钉插入焊片上预冲两小孔进行定位,吸孔能够真空吸取焊片,进行180度旋转,再结合三柱气缸向下收缩,即可将焊片送到动连接片上,动连接片上两个凸点顶浮升销钉进行脱料,同时上料吸盘305内部的真空发生器采用破真空进行吹料,确保焊片脱料定位在动连接片上,焊片切料送料完成;
(6)当进行到下一个切料送料工序时,可使送料压块气缸30带动送料压块31向上移动,直至将焊片松开,接着可调气缸33启动并带动左侧活塞杆332向右收缩,进而带动送料滑座28、压块气缸座46及送料压块气缸30的整体向左移动,直至送料压块31移动到焊片下一个裁切位,接着再使压块31向下压紧焊片,并进行下一个焊片的裁切及送料。
本发明通过结构优化,利用连续生产的方式进行焊片送料、冲孔、下料完成工序,无需人工操作,极大的提高了工作效率,提高了企业效益;本发明实现了0.05mm薄片可以通过自动连续模结构完成送料、冲孔、切料、送料,减少了很大的人工切料和取料的困难,大大的提升钎焊片切料送料速度,并实现了自动化焊接。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
Claims (9)
1.一种用于钎焊片自动化连续切料送料结构,包括底架(1),其特征在于:所述底架(1)的底端一体化成型有一对上料垫脚(2),所述底架(1)的上端安装有焊片上料组件(3)和送料架(4),所述焊片上料组件(3)包括焊片上料支架(301)、三柱气缸(302)、焊片上料摆缸座(303)、回转上料摆块(304)和上料吸盘(305),所述焊片上料支架(301)通过销钉固定安装于所述底架(1)上,所述焊片上料支架(301)的右侧壁固定安装有所述三柱气缸(302),所述三柱气缸(302)的伸缩端固定安装有所述焊片上料摆缸座(303),所述焊片上料摆缸座(303)上端安装有回转气缸(306),所述回转气缸(306)的顶部输出端固定有所述回转上料摆块(304),所述回转上料摆块(304)的外壁固定有所述上料吸盘(305);
所述送料架(4)的顶部侧壁安装有料盘法兰(5),所述料盘法兰(5)的内壁安装有第一深沟球轴承(6),所述第一深沟球轴承(6)的内圈内壁固定有料盘轴(7),所述料盘轴(7)的一端螺接有第一螺母(8),所述料盘轴(7)的另一端安装有上料盘(9),所述送料架(4)的侧壁且位于所述料盘法兰(5)的下方还安装有一对导轮轴(10),一对所述导轮轴(10)的后端均通过第二螺母(11)与所述送料架(4)侧壁进行固定连接,一对所述导轮轴(10)的前端均固定有第二深沟球轴承(12),所述第二深沟球轴承(12)的外壁均固定有焊片送料导轮(13);
所述焊片上料组件(3)和送料架(4)之间还设有一对切料导柱(14),一对所述切料导柱(14)焊接与所述底架(1)的上端面,一对所述切料导柱(14)的顶端共同安装有气缸座(15),所述气缸座(15)上端安装有裁切气缸(16),所述裁切气缸(16)的伸缩端由所述气缸座(15)穿过并与连接座(17)相连接,所述连接座(17)的底端固定有移动座(18),所述移动座(18)底端固定有冲头(19)及一对复位弹簧(20),一对所述复位弹簧(20)的底端固定有上模座(21),所述上模座(21)的底端固定安装有上模头(22),所述上模头(22)的下端面安装有裁切刀(23),所述上模座(21)的正下方设有下模头(24),所述下模头(24)的上表面开设有切料刀口(25),所述上模座(21)固定于下模座(26)上端;
所述下模座(26)的右端面固定有一对焊片送料导杆(27),一对所述焊片送料导杆(27)的外壁共同滑动安装有送料滑座(28),所述送料滑座(28)的上端固定安装有压块气缸座(46),所述压块气缸座(46)的上表面开设有用于焊片自由通过的矩形槽(29),所述压块气缸座(46)的左侧壁固定安装有送料压块气缸(30),所述送料压块气缸(30)的伸缩端固定有送料压块(31),且所述送料压块(31)设置于所述矩形槽(29)的正上方;
所述送料滑座(28)的右侧壁固定有送料连接件(32),所述送料连接件(32)的右端与可调气缸(33)相连接,所述可调气缸(33)固定于送料气缸座(15)上端,所述送料气缸座(15)固定安装于一对所述焊片送料导杆(27)的外壁。
2.根据权利要求1所述的一种用于钎焊片自动化连续切料送料结构,其特征在于:所述冲头(19)的底端由所述上模座(21)自由穿入至所述上模头(22)内部,且所述冲头(19)的底端安装有脱料弹钉(34),所述裁切刀(23)上开设有用于所述冲头(19)自由通过的方孔(35)。
3.根据权利要求1所述的一种用于钎焊片自动化连续切料送料结构,其特征在于:所述切料刀口(25)的底面上开设有顶升槽(36),所述顶升槽(36)底面上固定有顶升弹簧(37),所述顶升弹簧(37)的顶端固定有顶升弹块(38),所述顶升弹块(38)滑动安装于所述顶升槽(36)内壁。
4.根据权利要求1所述的一种用于钎焊片自动化连续切料送料结构,其特征在于:所述切料刀口(25)的底面上还嵌设有浮料弹钉(47),所述浮料弹钉(47)包括浮料圆块和浮料弹簧。
5.根据权利要求1所述的一种用于钎焊片自动化连续切料送料结构,其特征在于:所述上模座(21)与所述上模头(22)之间利用销钉进行固定连接,且它们的组合体内部共同开设有一对螺孔(40),一对所述螺孔(40)内部均螺纹安装有调节螺杆(41),所述调节螺杆(41)的底端均固定有限位头(42),所述调节螺杆(41)的外壁还螺纹安装有固定螺母(43)。
6.根据权利要求5所述的一种用于钎焊片自动化连续切料送料结构,其特征在于:所述下模头(24)的上表面开设有一对限位盲孔(44),且一对限位盲孔(44)分别正对设置于所述限位头(42)的下方。
7.根据权利要求1所述的一种用于钎焊片自动化连续切料送料结构,其特征在于:所述移动座(18)与所述上模座(21)均利用导套(45)滑动安装于一对所述切料导柱(14)的外壁,所述下模座(26)固定安装于一对所述切料导柱(14)的外壁。
8.根据权利要求1所述的一种用于钎焊片自动化连续切料送料结构,其特征在于:所述可调气缸(33)包括缸体(331)、活塞杆(332)及调节螺帽(333),所述缸体(331)内部滑动安装有活塞(334),两个所述活塞杆(332)对称固定安装于所述活塞(334)的两侧,位于右侧的所述活塞杆(332)穿过所述缸体(331)的右端盖并向外延伸,且位于右侧的所述活塞杆(332)的右端螺纹安装有调节螺帽(333),所述调节螺帽(333)靠近所述缸体(331)的一侧固定有尼龙垫圈(336),所述尼龙垫圈(336)套设于其对应的所述活塞杆(332)上,所述调节螺帽(333)远离所述缸体(331)的一侧螺纹连接有锁紧螺母(335)。
9.根据权利要求1所述的一种用于钎焊片自动化连续切料送料结构,其特征在于:所述焊片上料支架(301)的左侧壁安装有支架筋板(39),所述支架筋板(39)的底端通过销钉安装于所述底架(1)上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010671758.3A CN111673481B (zh) | 2020-07-14 | 2020-07-14 | 一种用于钎焊片自动化连续切料送料结构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010671758.3A CN111673481B (zh) | 2020-07-14 | 2020-07-14 | 一种用于钎焊片自动化连续切料送料结构 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111673481A true CN111673481A (zh) | 2020-09-18 |
| CN111673481B CN111673481B (zh) | 2024-08-06 |
Family
ID=72457483
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010671758.3A Active CN111673481B (zh) | 2020-07-14 | 2020-07-14 | 一种用于钎焊片自动化连续切料送料结构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111673481B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114700655A (zh) * | 2022-04-11 | 2022-07-05 | 中国电子科技集团公司第三十八研究所 | 焊片加工装置及加工方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN202555907U (zh) * | 2012-04-12 | 2012-11-28 | 东莞市俊知自动机械有限公司 | 自动焊齿机 |
| CN206305572U (zh) * | 2016-12-21 | 2017-07-07 | 杨胜文 | 一种焊片分切及贴片机构 |
| CN207390406U (zh) * | 2017-11-07 | 2018-05-22 | 上海永馨汽车配件有限公司 | 焊片自动送料机构 |
| CN207441587U (zh) * | 2017-11-28 | 2018-06-01 | 亚洲龙电气股份有限公司 | 断路器加工设备的助焊片送料装置 |
| CN108436338A (zh) * | 2018-05-16 | 2018-08-24 | 深圳市金洲精工科技股份有限公司 | 一种循环拨动焊片筒装置和使用方法 |
| CN109465491A (zh) * | 2018-11-19 | 2019-03-15 | 乐清正通智能科技有限公司 | 一种小型断路器全自动焊接磁系统的焊片裁剪上料机构 |
| WO2019213840A1 (zh) * | 2018-05-08 | 2019-11-14 | 深圳市诚捷智能装备股份有限公司 | 自动焊接极耳装置 |
| CN209698226U (zh) * | 2019-04-22 | 2019-11-29 | 温州艺格自动化科技有限公司 | 一种焊片压紧推送装置 |
| CN110788452A (zh) * | 2019-11-26 | 2020-02-14 | 广州费德自动化设备有限公司 | 一种分接片自动焊接设备 |
| CN212496469U (zh) * | 2020-07-14 | 2021-02-09 | 安徽奥维斯智能设备科技有限公司 | 一种用于钎焊片自动化连续切料送料结构 |
-
2020
- 2020-07-14 CN CN202010671758.3A patent/CN111673481B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN202555907U (zh) * | 2012-04-12 | 2012-11-28 | 东莞市俊知自动机械有限公司 | 自动焊齿机 |
| CN206305572U (zh) * | 2016-12-21 | 2017-07-07 | 杨胜文 | 一种焊片分切及贴片机构 |
| CN207390406U (zh) * | 2017-11-07 | 2018-05-22 | 上海永馨汽车配件有限公司 | 焊片自动送料机构 |
| CN207441587U (zh) * | 2017-11-28 | 2018-06-01 | 亚洲龙电气股份有限公司 | 断路器加工设备的助焊片送料装置 |
| WO2019213840A1 (zh) * | 2018-05-08 | 2019-11-14 | 深圳市诚捷智能装备股份有限公司 | 自动焊接极耳装置 |
| CN108436338A (zh) * | 2018-05-16 | 2018-08-24 | 深圳市金洲精工科技股份有限公司 | 一种循环拨动焊片筒装置和使用方法 |
| CN109465491A (zh) * | 2018-11-19 | 2019-03-15 | 乐清正通智能科技有限公司 | 一种小型断路器全自动焊接磁系统的焊片裁剪上料机构 |
| CN209698226U (zh) * | 2019-04-22 | 2019-11-29 | 温州艺格自动化科技有限公司 | 一种焊片压紧推送装置 |
| CN110788452A (zh) * | 2019-11-26 | 2020-02-14 | 广州费德自动化设备有限公司 | 一种分接片自动焊接设备 |
| CN212496469U (zh) * | 2020-07-14 | 2021-02-09 | 安徽奥维斯智能设备科技有限公司 | 一种用于钎焊片自动化连续切料送料结构 |
Non-Patent Citations (2)
| Title |
|---|
| 朱亨荣;文凤飞;李文元;胡成武;: "双孔焊片多工位级进模设计", 模具制造, no. 12, 8 December 2011 (2011-12-08) * |
| 顾正宇;: "铝钎焊片的聚氨酯橡胶冲模设计", 模具制造, no. 01, 8 January 2008 (2008-01-08) * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114700655A (zh) * | 2022-04-11 | 2022-07-05 | 中国电子科技集团公司第三十八研究所 | 焊片加工装置及加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111673481B (zh) | 2024-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103786010B (zh) | 一种级进式触指-弹簧自动装配装置 | |
| CN110935813B (zh) | 一种自动化冲床及冲压方法 | |
| CN112845963B (zh) | 一种元件整形及切断装置 | |
| CN212496469U (zh) | 一种用于钎焊片自动化连续切料送料结构 | |
| CN210358941U (zh) | 一种自动送料装置 | |
| CN111673481A (zh) | 一种用于钎焊片自动化连续切料送料结构 | |
| CN111958668A (zh) | 一种裁切上料装置 | |
| CN215697541U (zh) | 一种精密电子器件加工工作台 | |
| CN109290805B (zh) | 一种新型连续压型切断机 | |
| CN210253800U (zh) | 一种便于脱模的冲压模具 | |
| CN102357574A (zh) | 波纹板冲压装置 | |
| CN202212448U (zh) | 波纹板冲压装置 | |
| CN102151916A (zh) | 一种可实现模内攻牙机定位攻牙的方法 | |
| CN210358846U (zh) | 一种自动精密冲压模具 | |
| CN215391934U (zh) | 定向脚轮支架冲孔装置 | |
| CN212442852U (zh) | 一种单斜楔驱动的板件冲压成型装置 | |
| CN211247906U (zh) | 一种用于零件负角的修冲装置 | |
| CN219393175U (zh) | 一种磁芯组装设备 | |
| CN218191997U (zh) | 一种增加冲击力齿条式冲孔装置 | |
| CN220783777U (zh) | 一种卡扣和球头钉安装机构 | |
| CN221047048U (zh) | 一种钣金件连续冲压模具 | |
| CN219130482U (zh) | 一种冲孔装置 | |
| CN221675476U (zh) | 一种用于线材的便携式冲孔机 | |
| CN212760716U (zh) | 一种磁保持继电器钎焊片自动下料送料机 | |
| CN221064067U (zh) | 一种idc连接器冲压装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |