CN111452371B - Detection cleaner station based on medical infusion line part assembly detection machine - Google Patents
Detection cleaner station based on medical infusion line part assembly detection machine Download PDFInfo
- Publication number
- CN111452371B CN111452371B CN202010295591.5A CN202010295591A CN111452371B CN 111452371 B CN111452371 B CN 111452371B CN 202010295591 A CN202010295591 A CN 202010295591A CN 111452371 B CN111452371 B CN 111452371B
- Authority
- CN
- China
- Prior art keywords
- feeding
- shaped bracket
- plastic cover
- jig
- fusion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
- B07C5/3404—Sorting according to other particular properties according to properties of containers or receptacles, e.g. rigidity, leaks, fill-level
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/361—Processing or control devices therefor, e.g. escort memory
- B07C5/362—Separating or distributor mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7858—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/80—Rotatable transfer means for loading or unloading purposes, i.e. turret transfer means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/82—Testing the joint
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/02—Preparation of the material, in the area to be joined, prior to joining or welding
- B29C66/022—Mechanical pre-treatments, e.g. reshaping
- B29C66/0222—Mechanical pre-treatments, e.g. reshaping without removal of material, e.g. cleaning by air blowing or using brushes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Health & Medical Sciences (AREA)
- Electromagnetism (AREA)
- Toxicology (AREA)
- Specific Conveyance Elements (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
The invention relates to a detection cleaner station, in particular to a detection cleaner station based on a medical infusion line component assembly detector. The plastic cover feeding mechanism is used for conveying a plastic cover to the detection cleaner station for detection cleaning, and the T-shaped bracket feeding mechanism is used for conveying the T-shaped frame to the detection cleaner station for detection cleaning; based on the clean worker station of detection of medical infusion line part equipment detection machine, compact structure improves assembly efficiency, and degree of automation is high, improves the product percent of pass.
Description
Technical Field
The invention relates to a detection cleaner station, in particular to a detection cleaner station based on a medical infusion line component assembly detector.
Background
Medical infusion line parts in the prior art are assembled manually or assembled by utilizing small tools together, the tightness of the medical infusion line parts cannot be detected, meanwhile, the installation accuracy is different, the product quality is affected, meanwhile, the assembly efficiency is low, and a batch of high-speed assembly progress cannot be formed.
Disclosure of Invention
The invention mainly solves the defects existing in the prior art, and provides the detection cleaner station based on the medical infusion line component assembly detection machine, which has the advantages of high automation degree, high structural compactness and effective improvement of assembly efficiency and detection effect.
The technical problems of the invention are mainly solved by the following technical proposal:
the utility model provides a detect cleaner station based on medical liquid line part equipment detects machine, includes the frame, the upper portion of frame be equipped with and detect cleaner station, still include plastics lid feeding mechanism and T type support feeding mechanism, plastics lid feeding mechanism send plastics lid to detect cleaner station and detect the cleanness, T type support feeding mechanism send T frame to detect cleaner station and detect the cleanness;
the T-shaped bracket feeding mechanism comprises a T-shaped bracket feeding rack for conveying T-shaped bracket parts;
the plastic cover feeding mechanism comprises a plastic cover feeding frame for conveying plastic covers;
the detection cleaner station comprises a plastic cover supply comprehensive mechanism, a turntable mechanism, a T-shaped bracket feeding mechanism, a fusion station mechanism, a leakage detection feeding mechanism and at least one transverse transfer mechanism which are positioned at the upper part of the frame;
The plastic cover feeding comprehensive mechanism, the T-shaped bracket feeding mechanism and the melting station mechanism are respectively distributed corresponding to the turntable mechanism, and the melting station mechanism, the leakage detection feeding mechanism and the transverse transfer mechanism are correspondingly distributed; the transverse transfer mechanism is arranged below the leakage detection feeding mechanism and is distributed corresponding to the leakage detection feeding mechanism;
the plastic cover feeding comprehensive mechanism comprises a plastic cover feeding panel, a plastic cover lifting pushing assembly, a turnover material taking assembly, a dust removal detection correction assembly and a piece taking displacement assembly are arranged on the upper portion of the plastic cover feeding panel, a plastic cover feeding rack extends into the plastic cover feeding panel and is distributed in a matched mode with the plastic cover lifting pushing assembly, the plastic cover lifting pushing assembly pushes a plastic cover and then carries out lifting operation, the turnover material taking assembly carries out turnover operation and is distributed in a movable matched mode with the plastic cover lifting pushing assembly, the dust removal detection correction assembly carries out dust removal, position detection and correction operation on the turnover plastic cover, the piece taking displacement assembly carries out grabbing displacement operation on the plastic cover, and the piece taking displacement assembly is in movable contact with the turnover material taking assembly and the dust removal detection correction assembly;
The rotary table mechanism comprises a rotatable feeding rotary table, a plurality of T-shaped bracket jigs which are uniformly distributed are arranged at the edge of the feeding rotary table, the T-shaped bracket jigs are correspondingly distributed with the bracket feeding mechanism and the plastic cover supply comprehensive mechanism respectively, and T-shaped brackets are placed at the upper parts of the T-shaped bracket jigs;
the T-shaped bracket feeding mechanism comprises a T-shaped bracket feeding slideway and at least one T-shaped bracket feeding claw, wherein the T-shaped bracket enters the T-shaped bracket feeding slideway through the T-shaped bracket feeding bracket and is taken out of the T-shaped bracket feeding claw to be put into the upper part of the T-shaped bracket jig;
the fusion station mechanism comprises a fusion laser machine, a rotatable fusion placing jig and at least one fusion clamping jaw capable of moving in an XY direction, wherein the fusion clamping jaw grabs a T-shaped bracket at the upper part of the T-shaped bracket jig and moves into the fusion placing jig, the fusion laser machine and the fusion placing jig are in movable contact distribution, the fusion clamping jaw moves the fused T-shaped bracket into the transverse transfer mechanism, and one side of the fusion laser machine is provided with CCD cameras which are distributed corresponding to the fusion placing jig;
the transverse transfer mechanism comprises a displaceable rotatable transverse transfer profiling support, a workpiece is arranged at the upper part of the transverse transfer profiling support, and the leakage detection feeding mechanism and the workpiece at the upper part of the transverse transfer profiling support are movably grabbing distributed;
The leakage detection feeding mechanism comprises a leakage detection feeding frame capable of moving along the XYZ direction, a leakage detection connecting seat capable of rotating and moving is arranged in the leakage detection feeding frame, and a leakage detection clamping jaw for grabbing a workpiece from a transverse transfer profiling support is arranged in the leakage detection connecting seat.
Preferably, the feeding device further comprises a T-shaped bracket feeding underframe, wherein a T-shaped bracket vibrating plate and a T-shaped bracket feed box are arranged at the upper part of the T-shaped bracket feeding underframe, the outlet of the T-shaped bracket feed box is distributed corresponding to the T-shaped bracket vibrating plate, and a T-shaped bracket at the outlet of the T-shaped bracket vibrating plate is led into the inlet of the T-shaped bracket feeding underframe;
an automatic feeding T-shaped bracket guide rail for placing the T-shaped bracket parts is arranged in the T-shaped bracket feeding frame, and the inlet of the automatic feeding T-shaped bracket guide rail and the outlet of the T-shaped bracket vibrating plate are distributed correspondingly;
the plastic cover feeding mechanism further comprises a plastic cover feeding underframe, a plastic cover vibrating disc and a plastic cover material box are arranged at the upper part of the plastic cover feeding underframe, the outlet of the plastic cover material box and the plastic cover vibrating disc are distributed correspondingly, and a plastic cover at the outlet of the plastic cover vibrating disc is led into the inlet of the plastic cover feeding underframe;
The plastic cover lifting pushing assembly comprises a displaceable plastic cover lifting pushing material rod, a plastic cover lifting assembly for pushing the plastic cover to push the lifting pushing material rod to move up and down is arranged below the plastic cover lifting pushing material rod, and the plastic cover feeding rod sends the plastic cover into the plastic cover lifting pushing material rod;
the overturning material taking assembly comprises an overturning material taking frame, wherein an overturning material taking jig capable of overturning is arranged in the overturning material taking frame, and the overturning material taking jig lifts the plastic cover in the material rod to push the plastic cover to overturn and then the material rod is subjected to displacement operation by the material taking displacement assembly;
the dust removal detection correction assembly comprises a dust removal detection correction frame arranged on the plastic cover supply panel, a dust removal jig, a position detection jig and a correction jig are arranged on the upper part of the dust removal detection correction frame, and the workpiece taking displacement assembly is respectively and movably distributed with the dust removal jig, the position detection jig and the correction jig in a corresponding mode;
the workpiece taking displacement assembly comprises a workpiece taking displacement end plate capable of vertically and horizontally displacing, 4 workpiece taking displacement ends which are continuously and alternately distributed are arranged on the outer side wall of the workpiece taking displacement end plate, and the workpiece taking displacement ends are respectively in one-to-one correspondence with the overturning and taking jig, the dust removing jig, the position detecting jig and the correcting jig;
The upper part of the feeding turntable is provided with a fixed feeding fixed disc, the feeding fixed disc is provided with a turntable retaining clamp which is movably clamped with a T-shaped bracket on a T-shaped bracket jig, and a plastic cover is shifted and pressed to the upper part of the T-shaped bracket by a displacement end of a fetching member after the T-shaped bracket is positioned by the turntable retaining clamp;
the T-shaped bracket feeding mechanism further comprises a T-shaped bracket feeding fixing seat and a T-shaped bracket feeding claw fixing seat which are fixed with the frame, wherein a T-shaped bracket feeding moving platform which can shift the T-shaped bracket to move in an XY direction is arranged in the T-shaped bracket feeding fixing seat, and a T-shaped bracket in an automatic feeding T-shaped bracket guide rail seamlessly slides into a T-shaped bracket feeding slideway; a T-shaped bracket feeding claw moving platform for driving the T-shaped bracket feeding claw to perform XY-direction displacement is arranged in the T-shaped bracket feeding claw fixing seat;
the fusion station mechanism further comprises a fusion support, a fusion support and a fusion lifting support frame, wherein the fusion support is internally provided with the fusion support which is displaced through a fusion electric guide rail, the fusion support is internally provided with a fusion lifting cylinder which drives the fusion lifting support frame to vertically displace, and the bottom of the fusion lifting support frame is provided with a fusion clamping cylinder which controls a fusion clamping jaw to clamp the T-shaped support;
The fusion placing jig is internally provided with a fusion placing jig rotating motor for controlling the fusion placing jig to rotate, and the upper part of the fusion placing jig is distributed in a matched connection mode with the T-shaped bracket;
the transverse transfer mechanism also comprises a transverse transfer electric guide rail fixed with the frame, wherein the upper part of the transverse transfer electric guide rail is provided with a transverse transfer cylinder for driving the transfer profiling support to displace, and the upper part of the transverse transfer cylinder is provided with a transverse transfer swing cylinder for controlling the transfer profiling support to rotate;
the leakage detection feeding frame is internally provided with a leakage detection rotary cylinder for controlling the leakage detection connecting seat to carry out rotary displacement, and the leakage detection connecting seat is internally provided with a leakage detection clamping jaw cylinder for controlling the clamping of the leakage detection clamping jaw;
the feeding fixed disk on be equipped with the NG transport subassembly that is corresponding type distribution with the T type support on the T type support tool, NG transport subassembly including can snatch the NG transport clamping jaw and the NG transport clamping jaw of T type support on the T type support tool send the NG transport box with T type support.
Preferably, the T-shaped support parts in the T-shaped support feed box enter a T-shaped support vibration disc through a feed box direct vibration module for feeding, an in-disc material shortage laser detection sensor extending to the T-shaped support vibration disc is arranged in the T-shaped support feeding underframe, an automatic feeding guide rail vibration module is arranged at the bottom of the T-shaped support feeding frame, and a plurality of automatic feeding sensors distributed at intervals are arranged in the T-shaped support guide rail;
The plastic cover parts in the plastic cover material box enter the plastic cover vibration disc through the plastic cover material box direct vibration frame for feeding, a plastic cover material shortage sensor extending to the plastic cover vibration disc is arranged in the plastic cover feeding underframe, a plastic cover vibrator is arranged at the bottom of the plastic cover feeding frame, and a plurality of plastic cover self-feeding sensors distributed at intervals are arranged in the plastic cover guide rail;
the upper part of the plastic cover supply panel is provided with a plastic cover pushing bracket, a plastic cover pushing pneumatic sliding table for driving a plastic cover lifting pushing material rod to move is arranged in the plastic cover lifting pushing bracket, a storage groove for placing a plastic cover is arranged in the plastic cover lifting pushing material rod, and the plastic cover feeding rod sends the plastic cover into the storage groove; the plastic cover lifting assembly comprises a plastic cover lifting rod arranged below the plastic cover lifting pushing material rod, the plastic cover lifting rod performs up-and-down displacement through a plastic cover lifting pneumatic sliding table, and the plastic cover pushing lifting pushing material rod rotates along the plastic cover pushing bracket through the plastic cover lifting rod;
The overturning material taking assembly comprises an overturning material taking shaft which rotates along the overturning material taking frame, the overturning material taking jig is arranged at one end of the overturning material taking shaft, the upper part and the lower part of the overturning material taking jig are respectively provided with an outwards extending overturning material taking port, and an overturning air inlet interface which is communicated with the overturning material taking port is arranged in the overturning material taking jig;
the dust removing jig is connected with the vent pipe, a position detecting bearing seat with a vent pipe is arranged in the position detecting jig, a position detecting rod which can stretch up and down is arranged in the position detecting bearing seat, and the correcting jig and the air jaw component are distributed in a matching mode;
the pick-up displacement end is fixed with the pick-up displacement end plate through a pick-up bottom plate, the pick-up displacement end is displaced through a pick-up linear guide rail arranged on the pick-up bottom plate, the lower end of the material taking bottom plate is provided with a material taking limit screw rod which is movably contacted with the material taking displacement end, and a material taking displacement photoelectric door is arranged above the last material taking displacement end;
the rotary table mechanism further comprises a feeding dust removing mechanism, the feeding dust removing mechanism comprises a feeding air injection assembly and a feeding dust removing piece claw fixing assembly, the feeding air injection assembly comprises a feeding dust removing air injection port which is fixed with a feeding fixed disk and can move up and down, and the feeding dust removing piece claw fixing assembly comprises a feeding dust removing claw which can move up and down and is in a compression joint state with the T-shaped bracket;
The T-shaped bracket feeding slideway is fixed in a T-shaped bracket feeding fixing seat, a T-shaped bracket feeding guide block which is matched with the T-shaped bracket feeding slideway and fixed with the T-shaped bracket feeding fixing seat is arranged above the T-shaped bracket feeding slideway, and a pair of T-shaped bracket feeding laser correlation sensors which are distributed at intervals and are distributed in an induction mode with the T-shaped brackets in the T-shaped bracket feeding slideway are arranged in the T-shaped bracket feeding fixing seat;
the number of the fusion clamping jaws is two, and the two fusion clamping jaws are respectively movably grabbing distributed with the T-shaped bracket at the upper part of the T-shaped bracket jig, the fusion placement jig and the transverse transfer profiling supporting piece;
the NG transport subassembly still include with the fixed NG transport mount of material loading fixed disk, NG transport mount in be equipped with NG transport horizontal slip table, NG transport horizontal slip table on be equipped with along with NG transport horizontal slip table carries horizontal slip table carry the NG transport horizontal slip table, NG transport horizontal slip table in be equipped with NG transport vertical slip table, NG transport vertical slip table's outer wall be equipped with along NG transport vertical slip table carry out gliding NG transport movable plate down, NG transport movable plate's outer wall be equipped with NG transport connecting plate, NG transport connecting plate in be equipped with downwardly extending NG transport clamping jaw cylinder, NG transport clamping jaw cylinder control NG transport clamping jaw snatch T type support, NG transport clamping jaw in be equipped with NG transport floating plate, NG transport floating plate upper portion's both ends be equipped with upwards extend respectively and carry out the NG transport optical axis of cup jointing the location with NG transport connecting plate, NG transport optical axis overcoat have the NG transport axle ring, the transport optical axis be the NG elastic connection with the transport axle, NG floating plate's bottom be equipped with and be the NG transport floating plate's upper portion and be the transportation clamping jaw and be the NG transport clamping jaw and carry the floating plate and be the NG transport clamping jaw and carry the NG floating plate and be the NG and carry the floating plate and not to be the interference.
The overturning material taking frame is internally provided with an overturning swinging cylinder, the overturning swinging cylinder drives an overturning driving wheel to rotate, the end part of the overturning material taking shaft is provided with an overturning driven wheel, the overturning driving wheel is connected with the overturning driven wheel through an overturning synchronous belt, the overturning swinging cylinder drives an overturning material taking jig to rotate through the overturning material taking shaft, and two overturning material taking openings are in a non-communicated state;
the left end and the right end of the inner side of the dust removal detection correction frame are respectively provided with a dust removal detection correction sensor, the left side of the position detection jig is provided with a position detection reflector, the right side of the position detection jig is provided with a position detection laser, the plastic cover supply panel is provided with a position detection cylinder for pushing a position detection rod to stretch, the upper part of the dust removal detection correction frame is provided with a correction frame, the correction frame is internally provided with a correction cylinder, the correction cylinder is internally provided with a correction air claw, and the correction air claw is movably matched with the correction jig;
the picking displacement end plate is connected with the picking displacement frame;
the feeding air injection assembly further comprises a feeding air injection base fixed with the feeding fixed disc, a feeding air injection sliding table cylinder is arranged in the feeding air injection base, the feeding air injection sliding table cylinder drives a feeding air injection frame to move up and down, and the feeding dust removal air injection port is arranged in the feeding air injection frame;
The feeding dust removing piece claw fixing assembly further comprises a feeding dust removing piece claw base fixed with the frame, and a feeding dust removing claw sliding table cylinder for controlling the feeding dust removing claw to move up and down is arranged in the feeding dust removing piece claw base;
the T-shaped bracket feeding mobile platform comprises a T-shaped bracket feeding vertical sliding bracket and a T-shaped bracket feeding horizontal sliding bracket, wherein the T-shaped bracket feeding vertical sliding bracket carries out up-down displacement through a T-shaped bracket feeding vertical cylinder fixed in a T-shaped bracket feeding fixed seat, the T-shaped bracket feeding vertical sliding bracket is internally provided with a T-shaped bracket feeding horizontal cylinder for pushing the T-shaped bracket feeding horizontal sliding bracket to carry out horizontal displacement, and the upper part of the T-shaped bracket feeding horizontal sliding bracket is provided with two T-shaped bracket feeding deflector rods which are distributed at intervals and stir the T-shaped bracket to carry out displacement;
t type support material loading jack catch moving platform include T type support material loading jack catch vertical sliding support and T type support material loading jack catch horizontal sliding support, T type support material loading jack catch horizontal sliding support carry out horizontal displacement through the T type support material loading jack catch horizontal electric guide rail of fixing in T type support material loading jack catch fixing base, T type support material loading jack catch vertical sliding support carry out vertical displacement through T type support material loading jack catch vertical electric guide rail, T type support material loading jack catch vertical electric guide rail fix in T type support material loading jack catch horizontal sliding support, the bottom of T type support material loading jack catch vertical sliding support be equipped with rotatable T type support material loading jack catch revolving cylinder, the bottom of T type support material loading jack catch revolving cylinder be equipped with T type support material loading jack catch revolving support plate, T type support material loading jack catch revolving support plate's bottom be equipped with control T type support material loading jack catch and snatch the cylinder of T type support.
Preferably, the T-shaped bracket feeding mechanism comprises: the bottom of the T-shaped bracket feeding frame is positioned through a manual feeding bracket, and a manual feeding T-shaped bracket guide rail for placing T-shaped bracket parts is arranged in the T-shaped bracket feeding frame;
the plastic cover supply panel is arranged on the plastic cover supply bottom plate, and a plurality of plastic cover supply positioning ends for adjusting the positions of the plastic cover supply panel are arranged in the plastic cover supply bottom plate;
the periphery of the feeding turntable and the feeding fixed disk are respectively provided with a feeding turntable sensor, the feeding turntable sensors are distributed in an induction mode with a T-shaped bracket on a T-shaped bracket jig, and the feeding turntable rotates through a feeding turntable rotating motor;
the number of the T-shaped bracket feeding claws is 2, and the 2T-shaped bracket feeding claws are distributed in a left-right opposite movement manner.
The detection cleaner station based on the medical infusion line component assembly detection machine comprises the following steps:
(1) manually placing the qualified T-shaped bracket into a material box, placing the qualified plastic cover into the material box, and starting the machine;
(2) when the material of vibration dish is not enough, the magazine can open the material automatically and get into vibration dish. Materials enter the track in a unified direction, and a photoelectric sensor is arranged on the track to control the start and stop of the vibration disc. The material will move towards the assembly part;
(3) When the T-shaped bracket reaches a designated position, the bracket cutting part conveys the bracket to cross the limiting rod, and the bracket conveying part clamping claw clamps the bracket to put the bracket on a designated jig of the turntable;
(4) the sensor on the turntable can feed back to determine that the bracket is correctly placed at the designated position;
(5) after the plastic cover enters the feeding mechanism, the plastic cover is transported by the cap transporting mechanism after being rotated by the rotary cylinder, and the plastic cover is transported to the upper part of the turntable after dust removal and cover ear direction detection and correction are sequentially carried out;
(6) the T-shaped bracket is secured by a retaining clip on the turntable, and a plastic cover is mounted thereon. The sensor will confirm the installation;
(7) the sensor is used for checking when the object is moved into the removing station, the object is rotated to the NG station for discarding if the object is not qualified, and the object is moved to the fusing station by the claw of the fusing station for fusing operation if the object is qualified;
(8) after fusion, a CCD camera performs visual detection, then the claw can place the part on a jig of the transverse transplanting mechanism, the unqualified claw which can leak and feed is discarded into the NG box, and the qualified claw can be rotated by 90 degrees and moved to the jig of the leakage detection group for insertion;
(9) and after the 4-row turntable jig is installed, the jig is rotated by 90 degrees and then rotated to an air tightness detection station.
Therefore, the detection cleaner station based on the medical infusion line component assembly detector has the advantages of compact structure, high assembly efficiency, high degree of automation and high product qualification rate.
Drawings
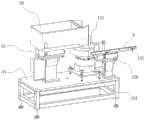
FIG. 1 is a schematic perspective view of a station for inspecting cleaners in accordance with the present invention;
FIG. 2 is a schematic top view of the structure of FIG. 1;
FIG. 3 is a schematic side elevational view of FIG. 1;
FIG. 4 is a schematic perspective view of the plastic lid feeding mechanism of FIG. 1;
FIG. 5 is a schematic perspective view of the plastic lid supply mechanism of FIG. 1;
FIG. 6 is a schematic perspective view of the plastic lid lifting and pushing assembly of FIG. 1;
fig. 7 is a schematic perspective view of the inverted take-off assembly of fig. 1;
FIG. 8 is another perspective view of FIG. 7;
FIG. 9 is a schematic perspective view of the dust collection detection and correction assembly of FIG. 1;
FIG. 10 is a schematic perspective view of the pick-up displacement assembly of FIG. 1;
FIG. 11 is a schematic perspective view of the plastic lid supply panel of FIG. 1;
FIG. 12 is a schematic perspective view of the T-bracket feed mechanism of FIG. 1;
FIG. 13 is an enlarged perspective view of the assembly of FIG. 1;
FIG. 14 is a schematic perspective view of a T-shaped bracket feeding mechanism in the invention;
FIG. 15 is a schematic perspective view of a blanking portion of the T-bracket loading mechanism of FIG. 1;
FIG. 16 is a schematic perspective view of a handling section of the T-bracket loading mechanism of FIG. 1;
FIG. 17 is a schematic perspective view of the turntable mechanism of FIG. 1;
FIG. 18 is a schematic perspective view of the feeding dust removing mechanism of FIG. 1;
FIG. 19 is a schematic perspective view of the NG handling assembly of FIG. 1;
FIG. 20 is a schematic perspective view of the fusion station mechanism of FIG. 1;
FIG. 21 is a schematic perspective view of the fused placement jig of FIG. 1;
FIG. 22 is a schematic perspective view of the lateral transfer mechanism of FIG. 1;
FIG. 23 is a schematic perspective view of the CCD camera position of FIG. 1;
fig. 24 is a schematic perspective view of the leak detection loading mechanism of fig. 1.
Detailed Description
The technical scheme of the invention is further specifically described below through examples and with reference to the accompanying drawings.
Example 1: as shown in the figure, the detection cleaner station based on the medical infusion line component assembly detection machine comprises a frame 1, wherein the upper part of the frame 1 is provided with a detection cleaner station 3, the detection cleaner station also comprises a plastic cover feeding mechanism 5 and a T-shaped bracket feeding mechanism 6, the plastic cover feeding mechanism 5 sends a plastic cover to the detection cleaner station 3 for detection cleaning, and the T-shaped bracket feeding mechanism 6 sends a T frame to the detection cleaner station 3 for detection cleaning;
The T-shaped bracket feeding mechanism 6 comprises a T-shaped bracket feeding frame 7 for conveying T-shaped bracket parts;
the plastic cover feeding mechanism 5 comprises a plastic cover feeding frame 8 for conveying plastic covers;
the detection cleaner station 3 comprises a plastic cover supply comprehensive mechanism 9, a turntable mechanism 10, a T-shaped bracket feeding mechanism 11, a fusion station mechanism 12, a leakage detection feeding mechanism 13 and at least one transverse transfer mechanism 14 which are positioned at the upper part of the frame 1;
the plastic cover feeding comprehensive mechanism 9, the T-shaped bracket feeding mechanism 11 and the melting station mechanism 12 are respectively distributed corresponding to the turntable mechanism 10, and the melting station mechanism 12, the leakage detection feeding mechanism 13 and the transverse transfer mechanism 14 are correspondingly distributed; the transverse transfer mechanism 14 is arranged below the leakage detection feeding mechanism 13 and is distributed corresponding to the leakage detection feeding mechanism 13;
the assembly station 4 comprises a detection turntable assembly 15, a leakage jig assembly 16, an airtight detection station 17, a valve body blanking mechanism 18, an airtight NG exhaust mechanism 19, an assembly turntable assembly 20, a clamping assembly 21 and a P-wiping ejection assembly 22;
the leakage detection feeding mechanism 13 grabs the workpiece in the transverse transfer mechanism 14 to the leakage jig assembly 16, the workpiece in the leakage jig assembly 16 is respectively transferred to the airtight detection station 17, the valve body blanking mechanism 18 and the airtight NG exhaust mechanism 19 through the detection turntable assembly 15, the airtight detection station 17, the valve body blanking mechanism 18 and the airtight NG exhaust mechanism 19 respectively surround the quadrant line of the assembly turntable assembly 20, the leakage jig assembly 16 is fixed on at least one side of the detection turntable assembly 20, the valve body blanking mechanism 18 sends the detected workpiece to the assembly turntable assembly 20, and the workpiece in the assembly turntable assembly 20 is clamped and ejected through the clamping assembly 21 and the P-wiping ejection assembly 22;
The plastic cover supply comprehensive mechanism 9 comprises a plastic cover supply panel 23, wherein a plastic cover lifting pushing assembly, a turnover material taking assembly, a dust removal detection correction assembly and a material taking displacement assembly are arranged at the upper part of the plastic cover supply panel 23, a plastic cover feeding frame extends into the plastic cover supply panel and is distributed in a matched mode with the plastic cover lifting pushing assembly, the plastic cover lifting pushing assembly pushes the plastic cover and then carries out lifting operation, the turnover material taking assembly carries out turnover operation and is distributed in a movable matched mode with the plastic cover lifting pushing assembly, the dust removal detection correction assembly carries out dust removal, position detection and correction operation on the turned plastic cover, the material taking displacement assembly carries out grabbing displacement operation on the plastic cover, and the material taking displacement assembly, the turnover material taking assembly and the dust removal detection correction assembly are in movable contact distribution;
the rotary table mechanism 10 comprises a rotatable feeding rotary table 24, a plurality of T-shaped bracket jigs 25 which are uniformly distributed are arranged at the edge of the feeding rotary table 24, the T-shaped bracket jigs 25 are correspondingly distributed with the T-shaped bracket feeding mechanism 11 and the plastic cover supply comprehensive mechanism 9 respectively, and T-shaped brackets are arranged at the upper parts of the T-shaped bracket jigs 25;
The T-shaped bracket feeding mechanism 11 comprises a T-shaped bracket feeding slideway 26 and at least one T-shaped bracket feeding claw 27, wherein the T-shaped bracket enters the T-shaped bracket feeding slideway 26 through the T-shaped bracket feeding bracket 7 and is taken out through the T-shaped bracket feeding claw 27 to be put into the upper part of the T-shaped bracket jig 25;
the fusion station mechanism 12 comprises a fusion laser machine 28, a rotatable fusion placing jig 29 and at least one fusion clamping jaw 30 capable of moving in an XY direction, wherein the fusion clamping jaw 30 grabs a T-shaped bracket at the upper part of the T-shaped bracket jig 25 and moves into the fusion placing jig 29, the fusion laser machine 28 and the fusion placing jig 29 are in movable contact distribution, the fusion clamping jaw 30 moves the fused T-shaped bracket into the transverse transfer mechanism 14, and one side of the fusion laser machine 28 is provided with CCD cameras 31 which are correspondingly distributed with the fusion placing jig 29;
the transverse transfer mechanism 14 comprises a displaceable rotatable transverse transfer profiling support 32, a workpiece is arranged at the upper part of the transverse transfer profiling support 32, and the leakage detection feeding mechanism 13 and the workpiece at the upper part of the transverse transfer profiling support 32 are in movable grabbing distribution;
The leakage detection feeding mechanism 13 comprises a leakage detection feeding frame 33 capable of moving in the XYZ direction, a leakage detection connecting seat 34 capable of rotating and moving is arranged in the leakage detection feeding frame 33, and a leakage detection clamping jaw 35 for grabbing a workpiece from the transverse transfer profiling support 32 is arranged in the leakage detection connecting seat 34.
The T-shaped bracket feeding mechanism further comprises a T-shaped bracket feeding underframe 50, a T-shaped bracket vibration plate 55 and a T-shaped bracket feed box 56 are arranged at the upper part of the T-shaped bracket feeding underframe 50, the outlet of the T-shaped bracket feed box 56 is distributed corresponding to the T-shaped bracket vibration plate 55, and a T-shaped bracket at the outlet of the T-shaped bracket vibration plate 55 is led into the inlet of the T-shaped bracket feeding frame 7;
an automatic feeding T-shaped bracket guide rail 53 for placing T-shaped bracket parts is arranged in the T-shaped bracket feeding frame 7, and the inlet of the automatic feeding T-shaped bracket guide rail 53 and the outlet of the T-shaped bracket vibration disc 51 are correspondingly distributed;
the plastic cover feeding mechanism further comprises a plastic cover feeding underframe 54, a plastic cover vibration disc 55 and a plastic cover material box 56 are arranged at the upper part of the plastic cover feeding underframe 54, the outlet of the plastic cover material box 56 and the plastic cover vibration disc 55 are distributed correspondingly, and the plastic cover at the outlet of the plastic cover vibration disc 55 is led into the inlet of the plastic cover feeding frame 8;
The plastic cover lifting pushing assembly comprises a displaceable plastic cover lifting pushing material rod 57, a plastic cover lifting assembly for pushing the plastic cover to push the lifting pushing material rod 57 to move up and down is arranged below the plastic cover lifting pushing material rod 57, and the plastic cover feeding frame 8 sends plastic covers to the plastic cover lifting pushing material rod 57;
the overturning material taking assembly comprises an overturning material taking frame 58, a reversible overturning material taking jig 59 is arranged in the overturning material taking frame 58, and the overturning material taking jig 59 lifts the plastic cover in the plastic cover pushing material rod 57 to overturn and then carries out displacement operation by the material taking displacement assembly;
the dust removal detection correction assembly comprises a dust removal detection correction frame 60 arranged on the plastic cover supply panel 23, a dust removal jig 61, a position detection jig 62 and a correction jig 63 are arranged on the upper part of the dust removal detection correction frame 60, and the workpiece taking displacement assembly is respectively and movably distributed with the dust removal jig 61, the position detection jig 62 and the correction jig 63;
the workpiece taking displacement assembly comprises a workpiece taking displacement end plate 64 capable of vertically and horizontally displacing, 4 workpiece taking displacement ends 65 which are continuously distributed at intervals are arranged on the outer side wall of the workpiece taking displacement end plate 64, and the workpiece taking displacement ends 65 are respectively distributed in one-to-one correspondence with the overturning and taking jig 59, the dust removing jig 61, the position detecting jig 62 and the correcting jig 63;
The upper part of the feeding turntable 24 is provided with a fixed feeding fixed disc 66, the feeding fixed disc 66 is provided with a turntable holding clamp 67 which is movably clamped with a T-shaped bracket on the T-shaped bracket jig 25, and the turntable holding clamp 67 positions the T-shaped bracket and then the workpiece taking displacement end 65 displaces and presses the plastic cover to the upper part of the T-shaped bracket;
the T-shaped bracket feeding mechanism 11 further comprises a T-shaped bracket feeding fixing seat 68 and a T-shaped bracket feeding claw fixing seat 69 which are fixed with the frame 1, a T-shaped bracket feeding moving platform 70 which can stir the displacement of the T-shaped bracket and can move in an XY direction is arranged in the T-shaped bracket feeding fixing seat 69, and a T-shaped bracket in the automatic feeding T-shaped bracket guide rail 53 seamlessly slides into the T-shaped bracket feeding slideway 26; a T-shaped bracket feeding claw moving platform 71 for driving the T-shaped bracket feeding claw 27 to move in the XY direction is arranged in the T-shaped bracket feeding claw fixing seat 69;
the fusion station mechanism 12 further comprises a fusion support 72, a fusion support 73 and a fusion lifting support frame 74, wherein the fusion support 72 is provided with the fusion support 76 which is displaced by a fusion electric guide rail 75, the fusion support 76 is provided with a fusion lifting cylinder 77 which drives the fusion lifting support frame 74 to vertically displace, and the bottom of the fusion lifting support frame 74 is provided with a fusion clamping cylinder 78 which controls the fusion clamping jaw 30 to clamp the T-shaped support;
The fusion placing jig 29 is provided with a fusion placing jig rotating motor 79 for controlling the fusion placing jig 29 to rotate, and the upper part of the fusion placing jig 29 is distributed in a matched mode with the T-shaped bracket;
the transverse transfer mechanism 14 further comprises a transverse transfer electric guide rail 80 fixed with the frame 1, a transverse transfer cylinder 81 for driving the transverse transfer profiling support 32 to displace is arranged at the upper part of the transverse transfer electric guide rail 80, and a transverse transfer swing cylinder 82 for controlling the transverse transfer profiling support 32 to rotate is arranged at the upper part of the transverse transfer cylinder 81;
a leakage detection rotary cylinder 83 for controlling the leakage detection connecting seat 34 to carry out rotary displacement is arranged in the leakage detection feeding frame 33, and a leakage detection clamping jaw cylinder 84 for controlling the leakage detection clamping jaw 35 to clamp is arranged in the leakage detection connecting seat 34;
the feeding fixed plate 66 is provided with NG carrying components 108 which are distributed correspondingly to the T-shaped brackets on the T-shaped bracket jig 25, and the NG carrying components 108 comprise NG carrying clamping claws 109 which can grab the T-shaped brackets on the T-shaped bracket jig 25 and the NG carrying clamping claws 109 convey the T-shaped brackets to a NG carrying box 110.
The T-shaped bracket parts in the T-shaped bracket feed box 52 enter the T-shaped bracket vibration disc 51 for feeding through a feed box direct vibration module 120, an in-disc material shortage laser detection sensor 121 extending to the T-shaped bracket vibration disc 51 is arranged in the T-shaped bracket feeding underframe 50, an automatic feeding guide rail vibration module 122 is arranged at the bottom of the T-shaped bracket feeding frame 7, and a plurality of automatic feeding sensors 123 distributed at intervals are arranged in the automatic feeding T-shaped bracket guide rail 53;
The plastic cover parts in the plastic cover feed box 52 enter the plastic cover vibration disc 55 for feeding through the plastic cover feed box direct vibration frame 124, the plastic cover feeding underframe 54 is provided with a plastic cover material shortage sensor 125 extending to the plastic cover vibration disc 55, the bottom of the plastic cover feeding frame 8 is provided with a plastic cover vibrator 126, and the plastic cover feeding frame 8 is provided with a plurality of plastic cover self-feeding sensors 127 distributed at intervals;
the upper part of the plastic cover supply panel 23 is provided with a plastic cover lifting pushing bracket 128, a plastic cover pushing pneumatic sliding table 129 for driving the plastic cover lifting pushing material rod 57 to move is arranged in the plastic cover lifting pushing bracket 128, a storage groove 130 for placing a plastic cover is arranged in the plastic cover lifting pushing material rod 57, and the plastic cover feeding frame 8 sends the plastic cover into the storage groove 130; the plastic cover lifting assembly comprises a plastic cover lifting rod 131 arranged below the plastic cover lifting pushing material rod 57, the plastic cover lifting rod 131 performs up-and-down displacement through a plastic cover lifting pneumatic sliding table 132, and the plastic cover lifting pushing material rod 57 rotates along a plastic cover pushing bracket 128 through the plastic cover lifting rod 131;
The overturning material taking assembly comprises an overturning material taking shaft 134 which rotates along the overturning material taking frame 58, the overturning material taking jig 59 is arranged at one end of the overturning material taking shaft 134, the upper part and the lower part of the overturning material taking jig 59 are respectively provided with an outwards extending overturning material taking port 135, and an overturning air inlet 136 communicated with the overturning material taking port 135 is arranged in the overturning material taking jig 59;
the dust removing jig 61 is connected with a vent pipe, a position detecting bearing seat 137 with a vent pipe is arranged in the position detecting jig 62, a position detecting rod 138 which can stretch up and down is arranged in the position detecting bearing seat 137, and the correcting jig 63 and the gas claw component are distributed in a matching mode;
the picking displacement end 65 is fixed with the picking displacement end plate 64 through a picking bottom plate 139, the picking displacement end 65 is displaced through a picking linear guide rail 140 arranged on the picking bottom plate 139, the lower end of the picking bottom plate 139 is provided with a picking limit screw 141 which is movably contacted with the picking displacement end 65, and a picking displacement photoelectric door 142 is arranged above the last picking displacement end 141;
the turntable mechanism further comprises a feeding dust removing mechanism 142, the feeding dust removing mechanism 143 comprises a feeding air injection assembly and a feeding dust removing member claw fixing assembly, the feeding air injection assembly comprises a feeding dust removing air injection port 144 which is fixed with the feeding fixed disk 66 and can move up and down, and the feeding dust removing member claw fixing assembly comprises a feeding dust removing claw 145 which can move up and down and is in a compression joint state with the T-shaped bracket;
The T-shaped bracket feeding slideway 26 is fixed in a T-shaped bracket feeding fixing seat 146, a T-shaped bracket feeding guide block 147 which is matched with the T-shaped bracket feeding slideway 26 and is fixed with the T-shaped bracket feeding fixing seat 146 is arranged above the T-shaped bracket feeding slideway 26, and a pair of T-shaped bracket feeding laser correlation sensors 148 which are distributed at intervals and are distributed in an induction mode with the T-shaped brackets in the T-shaped bracket feeding slideway 26 are arranged in the T-shaped bracket feeding fixing seat 146;
the number of the fusion clamping claws 30 is two, and the two fusion clamping claws 30 are respectively movably grabbing distributed with a T-shaped bracket at the upper part of the T-shaped bracket jig 25, a fusion placing jig 29 and a transverse transfer profiling support 32;
the NG transport subassembly still include with the fixed NG transport mount 159 of material loading fixed disk 66, NG transport mount 159 in be equipped with NG transport horizontal slip table 160, NG transport horizontal slip table 160 on be equipped with carry out horizontal slip's NG transport horizontal slip table frame 161 along with NG transport horizontal slip table 160, NG transport horizontal slip table frame 161 in be equipped with NG transport vertical slip table 162, NG transport vertical slip table 162's outer wall be equipped with carry down gliding NG transport movable plate 163 along NG transport vertical slip table 162, NG transport movable plate 163's outer wall be equipped with NG transport connecting plate 164, NG transport connecting plate 164 in be equipped with downwardly extending NG transport clamping jaw cylinder 165, NG transport clamping jaw cylinder 165 control NG transport clamping jaw 109 snatch T type support, NG transport clamping jaw 109 in be equipped with NG transport floating plate 166, NG transport floating plate 166 upper portion's both ends be equipped with upwards extend respectively and carry out cup joint the transport optical axis 167 of location with NG transport connecting plate 164, NG transport optical axis 167 have NG transport collar 168, NG transport optical axis 168 be with NG transport collar 168 and carry elastic connection's 166 to be equipped with down, NG transport clamping jaw cylinder's extension clamping jaw 166 is equipped with the profile and is the floating plate 166 is the profile and is carried with the profile and is carried by the floating plate 169, and is the profile is not carried by the profile of floating plate (has the profile of profile clamping jaw 166).
The overturning material taking frame 58 is internally provided with an overturning swinging cylinder 173, the overturning swinging cylinder 173 drives an overturning driving wheel 174 to rotate, the end part of the overturning material taking shaft 134 is provided with an overturning driven wheel 175, the overturning driving wheel 174 is connected with the overturning driven wheel 175 through an overturning synchronous belt 176, the overturning swinging cylinder 173 drives the overturning material taking jig 59 to rotate through the overturning material taking shaft 134, and two overturning material taking ports 135 are in a non-communicated state;
dust removal detects correction subassembly: the left end and the right end of the inner side of the dust removal detection correction frame 60 are respectively provided with a dust removal detection correction sensor 178, the left side of the position detection jig 62 is provided with a position detection reflector 179, the right side of the position detection jig 62 is provided with a position detection laser 180, the plastic cover supply panel 23 is provided with a position detection cylinder 181 pushing the position detection rod 138 to stretch and retract, the upper part of the dust removal detection correction frame 60 is provided with a correction frame 182, the correction frame 182 is internally provided with a correction cylinder 183, the correction cylinder 183 is internally provided with a correction gas claw 184, and the correction gas claw 184 is movably matched with the correction jig 63;
the pick-and-place end plate 64 is connected with a pick-and-place rack 185;
The feeding air injection assembly further comprises a feeding air injection base 186 fixed with the feeding fixed disc 66, a feeding air injection sliding table cylinder 187 is arranged in the feeding air injection base 186, the feeding air injection sliding table cylinder 187 drives the feeding air injection frame 215 to move up and down, and the feeding dust removal air injection port 144 is arranged in the feeding air injection frame 215;
the feeding dust removing piece claw fixing assembly further comprises a feeding dust removing piece claw base 188 fixed with the frame 1, and a feeding dust removing claw sliding table cylinder 189 for controlling the feeding dust removing claw 145 to move up and down is arranged in the feeding dust removing piece claw base 188;
the T-shaped bracket feeding mobile platform 70 comprises a T-shaped bracket feeding vertical sliding bracket 190 and a T-shaped bracket feeding horizontal sliding bracket 191, wherein the T-shaped bracket feeding vertical sliding bracket 190 carries out up-down displacement through a T-shaped bracket feeding vertical cylinder 192 fixed in a T-shaped bracket feeding fixed seat 68, the T-shaped bracket feeding vertical sliding bracket 190 is internally provided with a T-shaped bracket feeding horizontal cylinder 193 for pushing the T-shaped bracket feeding horizontal sliding bracket 191 to carry out horizontal displacement, and the upper part of the T-shaped bracket feeding horizontal sliding bracket 191 is provided with two T-shaped bracket feeding deflector rods 194 which are distributed at intervals and stir the T-shaped bracket to carry out displacement;
T type support material loading jack catch moving platform 71 include T type support material loading jack catch vertical sliding support 195 and T type support material loading jack catch horizontal sliding support 196, T type support material loading jack catch horizontal sliding support 196 carry out horizontal displacement through fixing the T type support material loading jack catch horizontal electric guide rail 197 in T type support material loading jack catch fixing base 69, T type support material loading jack catch vertical sliding support 195 carry out vertical displacement through T type support material loading jack catch vertical electric guide rail 198, T type support material loading jack catch vertical electric guide rail 198 fix in T type support material loading jack catch horizontal sliding support 196, the bottom of T type support material loading jack catch vertical sliding support 195 be equipped with rotatable T type support material loading jack catch revolving cylinder 200, the bottom of T type support material loading jack catch revolving cylinder 200 be equipped with T type support material loading jack catch revolving support plate 201, the bottom of T type support material loading jack catch revolving support plate 201 be equipped with control T type support material loading jack catch 27 and snatch T type support material loading jack catch 202 of T type support.
The bottom of the T-shaped bracket feeding frame 7 is positioned by a manual feeding bracket 209, and a manual feeding T-shaped bracket guide rail 210 for placing T-shaped bracket parts is arranged in the T-shaped bracket feeding frame 7;
The plastic cover supply panel 23 is arranged on the plastic cover supply bottom plate 211, and a plurality of plastic cover supply positioning ends 212 for adjusting the positions of the plastic cover supply panel 211 are arranged in the plastic cover supply bottom plate 211;
the periphery of the feeding turntable 24 and the feeding fixed disk 66 are respectively provided with a feeding turntable sensor 213, the feeding turntable sensors 213 and the T-shaped brackets on the T-shaped bracket jig 25 are distributed in an induction mode, and the feeding turntable 24 rotates through a feeding turntable rotating motor 214;
the number of the T-shaped bracket feeding claws 27 is 2, and the 2T-shaped bracket feeding claws 27 are distributed in a left-right opposite mode.
Claims (5)
1. Detection cleaner station based on medical infusion line part equipment detects machine, including frame (1), its characterized in that: the upper part of the frame (1) is provided with a detection cleaner station (3), and the device also comprises a plastic cover feeding mechanism (5) and a T-shaped bracket feeding mechanism (6), wherein the plastic cover feeding mechanism (5) sends a plastic cover to the detection cleaner station (3) for detection cleaning, and the T-shaped bracket feeding mechanism (6) sends a T frame to the detection cleaner station (3) for detection cleaning;
the T-shaped bracket feeding mechanism (6) comprises a T-shaped bracket feeding frame (7) for conveying T-shaped bracket parts;
The plastic cover feeding mechanism (5) comprises a plastic cover feeding frame (8) for conveying plastic covers;
the detection cleaner station (3) comprises a plastic cover supply comprehensive mechanism (9), a turntable mechanism (10), a T-shaped bracket feeding mechanism (11), a fusion station mechanism (12), a leakage detection feeding mechanism (13) and at least one transverse transfer mechanism (14) which are arranged at the upper part of the frame (1);
the plastic cover feeding comprehensive mechanism (9), the T-shaped bracket feeding mechanism (11) and the fusion station mechanism (12) are respectively distributed corresponding to the turntable mechanism (10), and the fusion station mechanism (12), the leakage detection feeding mechanism (13) and the transverse transfer mechanism (14) are correspondingly distributed; the transverse transfer mechanism (14) is arranged below the leakage detection feeding mechanism (13) and is distributed corresponding to the leakage detection feeding mechanism (13);
the plastic cover supply comprehensive mechanism (9) comprises a plastic cover supply panel (23), a plastic cover lifting pushing assembly, a turnover material taking assembly, a dust removal detection correction assembly and a material taking displacement assembly are arranged on the upper portion of the plastic cover supply panel (23), a plastic cover feeding rack extends into the plastic cover supply panel and is distributed in a matched mode with the plastic cover lifting pushing assembly, the plastic cover lifting pushing assembly pushes a plastic cover and then carries out lifting operation, the turnover material taking assembly carries out turnover operation and is distributed in a movable matched mode with the plastic cover lifting pushing assembly, the dust removal detection correction assembly carries out dust removal, position detection and correction operation on the turnover plastic cover, the material taking displacement assembly carries out grabbing displacement operation on the plastic cover, and the material taking displacement assembly, the turnover material taking assembly and the dust removal detection correction assembly are in movable contact distribution;
The rotary table mechanism (10) comprises a rotatable feeding rotary table (24), a plurality of T-shaped bracket jigs (25) which are uniformly distributed are arranged at the edge of the feeding rotary table (24), the T-shaped bracket jigs (25) are correspondingly distributed with the T-shaped bracket feeding mechanism (11) and the plastic cover supply comprehensive mechanism (9) respectively, and the T-shaped brackets are arranged at the upper parts of the T-shaped bracket jigs (25);
the T-shaped bracket feeding mechanism (11) comprises a T-shaped bracket feeding slideway (26) and at least one T-shaped bracket feeding claw (27), wherein the T-shaped bracket enters the T-shaped bracket feeding slideway (26) through the T-shaped bracket feeding bracket (7) and is taken out through the T-shaped bracket feeding claw (27) to be put into the upper part of the T-shaped bracket jig (25);
the fusion station mechanism (12) comprises a fusion laser machine (28), a rotatable fusion placing jig (29) and at least one fusion clamping jaw (30) capable of moving in an XY direction, wherein the fusion clamping jaw (30) is used for grabbing a T-shaped bracket at the upper part of the T-shaped bracket jig (25) and moving into the fusion placing jig (29), the fusion laser machine (28) and the fusion placing jig (29) are in movable contact distribution, the fusion clamping jaw (30) is used for moving the fused T-shaped bracket into the transverse transfer mechanism (14), and one side of the fusion laser machine (28) is provided with CCD cameras (31) which are distributed corresponding to the fusion placing jig (29);
The transverse transfer mechanism (14) comprises a displaceable rotatable transverse transfer profiling support (32), a workpiece is arranged at the upper part of the transverse transfer profiling support (32), and the leakage detection feeding mechanism (13) and the workpiece at the upper part of the transverse transfer profiling support (32) are movably grabbing distributed;
the leakage detection feeding mechanism (13) comprises a leakage detection feeding frame (33) capable of moving along the XYZ direction, a leakage detection connecting seat (34) capable of rotating and moving is arranged in the leakage detection feeding frame (33), and a leakage detection clamping jaw (35) for grabbing a workpiece from a transverse transfer profiling support (32) is arranged in the leakage detection connecting seat (34).
2. The medical infusion line component assembly detector-based detection cleaner station of claim 1, wherein: the feeding device is characterized by further comprising a T-shaped bracket feeding underframe (50), wherein a T-shaped bracket vibrating plate (55) and a T-shaped bracket feed box (56) are arranged at the upper part of the T-shaped bracket feeding underframe (50), the outlet of the T-shaped bracket feed box (56) is distributed corresponding to the T-shaped bracket vibrating plate (55), and a T-shaped bracket at the outlet of the T-shaped bracket vibrating plate (55) is led into the inlet of a T-shaped bracket feeding frame (7);
an automatic feeding T-shaped bracket guide rail (53) for placing T-shaped bracket parts is arranged in the T-shaped bracket feeding frame (7), and the inlet of the automatic feeding T-shaped bracket guide rail (53) and the outlet of the T-shaped bracket vibrating plate (51) are distributed correspondingly;
The plastic cover feeding mechanism further comprises a plastic cover feeding underframe (54), a plastic cover vibrating disc (55) and a plastic cover material box (56) are arranged at the upper part of the plastic cover feeding underframe (54), the outlet of the plastic cover material box (56) and the plastic cover vibrating disc (55) are distributed correspondingly, and a plastic cover at the outlet of the plastic cover vibrating disc (55) is led into the inlet of the plastic cover feeding frame (8);
the plastic cover lifting pushing assembly comprises a displaceable plastic cover lifting pushing material rod (57), a plastic cover lifting assembly for pushing the plastic cover lifting pushing material rod (57) to perform up-and-down displacement is arranged below the plastic cover lifting pushing material rod (57), and the plastic cover feeding frame (8) sends plastic covers into the plastic cover lifting pushing material rod (57);
the overturning material taking assembly comprises an overturning material taking frame (58), a reversible overturning material taking jig (59) is arranged in the overturning material taking frame (58), and the overturning material taking jig (59) lifts the plastic cover to push the plastic cover in the material rod (57) to overturn and then the plastic cover is displaced by the material taking displacement assembly;
the dust removal detection correction assembly comprises a dust removal detection correction frame (60) arranged on the plastic cover supply panel (23), a dust removal jig (61), a position detection jig (62) and a correction jig (63) are arranged on the upper part of the dust removal detection correction frame (60), and the workpiece taking displacement assembly is respectively and movably distributed correspondingly to the dust removal jig (61), the position detection jig (62) and the correction jig (63);
The workpiece taking displacement assembly comprises a workpiece taking displacement end plate (64) capable of vertically and horizontally displacing, 4 workpiece taking displacement ends (65) which are continuously distributed at intervals are arranged on the outer side wall of the workpiece taking displacement end plate (64), and the workpiece taking displacement ends (65) are respectively distributed in one-to-one correspondence with a turnover material taking jig (59), a dust removing jig (61), a position detecting jig (62) and a correcting jig (63);
the upper part of the feeding turntable (24) is provided with a fixed feeding fixed disc (66), the feeding fixed disc (66) is provided with a turntable holding clamp (67) which is movably clamped with a T-shaped bracket on a T-shaped bracket jig (25), and a part taking displacement end (65) after the T-shaped bracket is positioned by the turntable holding clamp (67) displaces a plastic cover and presses the plastic cover to the upper part of the T-shaped bracket;
the T-shaped bracket feeding mechanism (11) further comprises a T-shaped bracket feeding fixing seat (68) and a T-shaped bracket feeding claw fixing seat (69) which are fixed with the frame (1), a T-shaped bracket feeding moving platform (70) which can stir the displacement of the T-shaped bracket and can move towards the XY direction is arranged in the T-shaped bracket feeding fixing seat (69), and the T-shaped bracket in the automatic feeding T-shaped bracket guide rail (53) seamlessly slides into the T-shaped bracket feeding slideway (26); a T-shaped bracket feeding claw moving platform (71) for driving the T-shaped bracket feeding claw (27) to move in an XY direction is arranged in the T-shaped bracket feeding claw fixing seat (69);
The fusion work station mechanism (12) further comprises a fusion support (72), a fusion support (73) and a fusion lifting support frame (74), wherein the fusion support (72) is internally provided with the fusion support (76) which moves through a fusion electric guide rail (75), the fusion support (76) is internally provided with the fusion lifting cylinder (77) which drives the fusion lifting support frame (74) to move up and down, and the bottom of the fusion lifting support frame (74) is provided with the fusion clamping cylinder (78) which controls the fusion clamping jaw (30) to clamp the T-shaped support;
the fusion placing jig (29) is internally provided with a fusion placing jig rotating motor (79) for controlling the fusion placing jig (29) to rotate, and the upper part of the fusion placing jig (29) is distributed in a matching way with the T-shaped bracket;
the transverse transfer mechanism (14) further comprises a transverse transfer electric guide rail (80) fixed with the frame (1), a transverse transfer cylinder (81) for driving the transverse transfer profiling support (32) to move is arranged at the upper part of the transverse transfer electric guide rail (80), and a transverse transfer swing cylinder (82) for controlling the transverse transfer profiling support (32) to rotate is arranged at the upper part of the transverse transfer cylinder (81);
a leakage detection rotary cylinder (83) for controlling the leakage detection connecting seat (34) to carry out rotary displacement is arranged in the leakage detection feeding frame (33), and a leakage detection clamping jaw cylinder for controlling the leakage detection clamping jaw (35) to clamp is arranged in the leakage detection connecting seat (34);
The feeding fixed disk (66) on be equipped with NG transport subassembly (108) that are corresponding distribution with the T type support on the T type support tool (25), NG transport subassembly (108) including can snatch NG transport clamping jaw (109) and NG transport clamping jaw (109) of T type support on the T type support tool (25) send the T type support to NG transport box (110).
3. The medical infusion line component assembly detector-based detection cleaner station of claim 2, wherein:
the automatic feeding device is characterized in that T-shaped support parts in a T-shaped support feed box (52) enter a T-shaped support vibration disc (51) through a feed box direct vibration module (120) to be fed, a disc-internal shortage laser detection sensor (121) extending to the T-shaped support vibration disc (51) is arranged in a T-shaped support feeding underframe (50), an automatic feeding guide rail vibration module (122) is arranged at the bottom of a T-shaped support feeding frame (7), and a plurality of automatic feeding sensors (123) distributed at intervals are arranged in an automatic feeding T-shaped support guide rail (53);
the plastic cover parts in the plastic cover feed box (52) enter the plastic cover vibration disc (55) for feeding through the plastic cover feed box direct-vibration frame (124), a plastic cover material shortage sensor (125) extending to the plastic cover vibration disc (55) is arranged in the plastic cover feeding underframe (54), a plastic cover vibrator (126) is arranged at the bottom of the plastic cover feeding frame (8), and a plurality of plastic cover self-feeding sensors (127) distributed at intervals are arranged in the plastic cover feeding frame (8);
The upper part of the plastic cover supply panel (23) is provided with a plastic cover lifting pushing bracket (128), a plastic cover pushing pneumatic sliding table (129) for driving a plastic cover lifting pushing material rod (57) to move is arranged in the plastic cover lifting pushing bracket (128), a storage groove (130) for storing a plastic cover is arranged in the plastic cover lifting pushing material rod (57), and the plastic cover feeding frame (8) sends the plastic cover into the storage groove (130); the plastic cover lifting assembly comprises a plastic cover lifting rod (131) arranged below a plastic cover lifting pushing material rod (57), the plastic cover lifting rod (131) performs up-and-down displacement through a plastic cover lifting pneumatic sliding table (132), and the plastic cover lifting pushing material rod (57) rotates along a plastic cover pushing bracket (128) through the plastic cover lifting rod (131);
the overturning material taking device comprises an overturning material taking shaft (134) which rotates along an overturning material taking frame (58), wherein an overturning material taking jig (59) is arranged at one end of the overturning material taking shaft (134), an outwards extending overturning material taking port (135) is respectively arranged at the upper part and the lower part of the overturning material taking jig (59), and an overturning air inlet interface (136) which is communicated with the overturning material taking port (135) is arranged in the overturning material taking jig (59);
The dust removal jig (61) is connected with a vent pipe, a position detection bearing seat (137) with the vent pipe is arranged in the position detection jig (62), a position detection rod (138) which can stretch up and down is arranged in the position detection bearing seat (137), and the correction jig (63) and the gas claw component are distributed in a matching mode;
the picking-up displacement end (65) is fixed with the picking-up displacement end plate (64) through a picking-up bottom plate (139), the picking-up displacement end (65) is displaced through a picking-up linear guide rail (140) arranged on the picking-up bottom plate (139), a picking-up limit screw (141) which is movably contacted with the picking-up displacement end (65) is arranged at the lower end of the picking-up bottom plate (139), and a picking-up displacement photoelectric door (142) is arranged above the last picking-up displacement end (141);
the turntable mechanism further comprises a feeding dust removing mechanism (142), the feeding dust removing mechanism (143) comprises a feeding air injection assembly and a feeding dust removing piece claw fixing assembly, the feeding air injection assembly comprises a feeding dust removing air injection port (144) which is fixed with a feeding fixed disc (66) and can move up and down, and the feeding dust removing piece claw fixing assembly comprises a feeding dust removing claw (145) which can move up and down and is in a compression joint state with a T-shaped bracket;
the T-shaped bracket feeding slideway (26) is fixed in a T-shaped bracket feeding fixing seat (146), a T-shaped bracket feeding guide block (147) which is matched with the T-shaped bracket feeding slideway (26) and fixed with the T-shaped bracket feeding fixing seat (146) is arranged above the T-shaped bracket feeding slideway (26), and a pair of T-shaped bracket feeding laser correlation sensors (148) which are distributed at intervals and are distributed in an induction mode with the T-shaped brackets in the T-shaped bracket feeding slideway (26) are arranged in the T-shaped bracket feeding fixing seat (146);
The number of the fusion clamping claws (30) is two, and the two fusion clamping claws (30) are respectively movably grabbing distributed with a T-shaped bracket at the upper part of the T-shaped bracket jig (25), a fusion placing jig (29) and a transverse transfer profiling supporting piece (32);
the NG transport assembly further comprises a NG transport fixing frame (159) fixed with the feeding fixing disc (66), a NG transport horizontal sliding table (160) is arranged in the NG transport fixing frame (159), a NG transport horizontal sliding table (161) horizontally sliding along with the NG transport horizontal sliding table (160) is arranged on the NG transport horizontal sliding table (160), a NG transport vertical sliding table (162) is arranged in the NG transport horizontal sliding table (161), NG transport moving plates (163) which downwards slide along the NG transport vertical sliding table (162) are arranged on the outer walls of the NG transport vertical sliding table (162), NG transport connecting plates (164) are arranged on the outer walls of the NG transport moving plates (163), NG transport clamping jaw cylinders (165) which downwards extend are arranged in the NG transport connecting plates (164), NG transport clamping jaw cylinders (165) control NG transport T-shaped supports, NG transport floating plates (166) are arranged in the NG transport horizontal sliding table (109), NG transport floating plates (166) are respectively arranged at the two ends of the upper parts of the NG transport floating plates (166) and are respectively provided with NG transport clamping jaw (167) which upwards extend along with NG transport optical axes (168), the NG clamping jaw (167) are connected with NG optical axes (168) in a sleeved mode, and the NG transport clamping jaw (168) are connected with the optical axes (168), the bottom of NG transport floating plate (166) be equipped with and be crimping NG transport floating block (169) that distribute with the upper portion of T type support, NG transport clamping jaw (109) be non-interference distribution with NG transport floating plate (166).
4. The medical infusion line component assembly detector-based detection cleaner station according to claim 3, wherein:
a turnover swinging cylinder (173) is arranged in the turnover material taking frame (58), the turnover swinging cylinder (173) drives a turnover driving wheel (174) to rotate, a turnover driven wheel (175) is arranged at the end part of the turnover material taking shaft (134), the turnover driving wheel (174) is connected with the turnover driven wheel (175) through a turnover synchronous belt (176), the turnover swinging cylinder (173) drives a turnover material taking jig (59) to rotate through the turnover material taking shaft (134), and two turnover material taking ports (135) are in a non-communicated state;
the dust removal detection correction rack (60) is characterized in that dust removal detection correction sensors (178) are respectively arranged at the left end and the right end of the inner side of the dust removal detection correction rack (60), a position detection reflector (179) is arranged at the left side of the position detection jig (62), a position detection laser (180) is arranged at the right side of the position detection jig (62), a position detection cylinder (181) for pushing a position detection rod (138) to stretch out and draw back is arranged on a plastic cover supply panel (23), a correction rack (182) is arranged at the upper part of the dust removal detection correction rack (60), a correction cylinder (183) is arranged in the correction rack (182), a correction air claw (184) is arranged in the correction cylinder (183), and the correction air claw (184) is movably connected with the correction jig (63);
The picking displacement end plate (64) is connected with a picking displacement frame (185);
the feeding air injection assembly further comprises a feeding air injection base (186) fixed with the feeding fixed disc (66), a feeding air injection sliding table cylinder (187) is arranged in the feeding air injection base (186), the feeding air injection sliding table cylinder (187) drives a feeding air injection frame (215) to move up and down, and a feeding dust removal air injection port (144) is arranged in the feeding air injection frame (215);
the feeding dust removing component claw fixing assembly further comprises a feeding dust removing component claw base (188) fixed with the frame (1), and a feeding dust removing claw sliding table cylinder (189) for controlling the feeding dust removing claw (145) to move up and down is arranged in the feeding dust removing component claw base (188);
the T-shaped bracket feeding mobile platform (70) comprises a T-shaped bracket feeding vertical sliding bracket (190) and a T-shaped bracket feeding transverse sliding bracket (191), wherein the T-shaped bracket feeding vertical sliding bracket (190) carries out up-down displacement through a T-shaped bracket feeding vertical cylinder (192) fixed in a T-shaped bracket feeding fixed seat (68), the T-shaped bracket feeding vertical sliding bracket (190) is internally provided with a T-shaped bracket feeding transverse cylinder (193) for pushing the T-shaped bracket feeding transverse sliding bracket (191) to carry out horizontal displacement, and two T-shaped bracket feeding deflector rods (194) which are distributed at intervals and stir the T-shaped bracket to carry out displacement are arranged on the upper part of the T-shaped bracket feeding transverse sliding bracket (191);
T type support material loading jack catch moving platform (71) include T type support material loading jack catch vertical sliding support (195) and T type support material loading jack catch horizontal sliding support (196), T type support material loading jack catch horizontal sliding support (196) carry out lateral displacement through T type support material loading jack catch horizontal electric rail (197) of fixing in T type support material loading jack catch fixing base (69), T type support material loading jack catch vertical sliding support (195) carry out vertical displacement through T type support material loading jack catch vertical electric rail (198), T type support material loading jack catch vertical electric rail (198) fix in T type support material loading jack catch horizontal sliding support (196), the bottom of T type support material loading jack catch vertical sliding support (195) be equipped with rotatable T type support material loading jack catch revolving cylinder (200), the bottom of T type support material loading jack catch revolving cylinder (200) be equipped with T type support material loading jack catch revolving support plate (201), the bottom of T type support material loading jack catch revolving support plate (201) be equipped with control T type support material loading jack catch (27) material loading jack catch.
5. The medical infusion line component assembly detector-based detection cleaner station of claim 1, wherein:
The bottom of the T-shaped bracket feeding frame (7) is positioned through a manual feeding bracket (209), and a manual feeding T-shaped bracket guide rail (210) for placing T-shaped bracket parts is arranged in the T-shaped bracket feeding frame (7);
the plastic cover supply panel (23) is arranged on the plastic cover supply bottom plate (211), and a plurality of plastic cover supply positioning ends (212) for adjusting the positions of the plastic cover supply panel (211) are arranged in the plastic cover supply bottom plate (211);
the periphery of the feeding turntable (24) and the feeding fixed disc (66) are respectively provided with a feeding turntable sensor (213), the feeding turntable sensors (213) and the T-shaped brackets on the T-shaped bracket jig (25) are distributed in an induction mode, and the feeding turntable (24) rotates through a feeding turntable rotating motor (214);
the number of the T-shaped bracket feeding claws (27) is 2, and the 2T-shaped bracket feeding claws (27) are distributed in a left-right opposite mode.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010295591.5A CN111452371B (en) | 2020-04-15 | 2020-04-15 | Detection cleaner station based on medical infusion line part assembly detection machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010295591.5A CN111452371B (en) | 2020-04-15 | 2020-04-15 | Detection cleaner station based on medical infusion line part assembly detection machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111452371A CN111452371A (en) | 2020-07-28 |
| CN111452371B true CN111452371B (en) | 2023-04-21 |
Family
ID=71673171
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010295591.5A Active CN111452371B (en) | 2020-04-15 | 2020-04-15 | Detection cleaner station based on medical infusion line part assembly detection machine |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111452371B (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113560224B (en) * | 2021-08-11 | 2022-11-15 | 裴申环 | Precision component sorting and testing equipment |
| CN113859836B (en) * | 2021-09-30 | 2023-06-06 | 郑州优易达电子科技有限公司 | Multifunctional carrier for logistics warehouse |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107097054B (en) * | 2017-05-25 | 2023-04-07 | 杭州泰尚机械有限公司 | Automatic automobile oxygen sensor assembly press-fitting system and operation method thereof |
| CN207372649U (en) * | 2017-08-16 | 2018-05-18 | 杭州泰尚机械有限公司 | A kind of right end assembly machine of fuel pump automatic assembly line |
| CN208132344U (en) * | 2018-05-02 | 2018-11-23 | 东莞理工学院 | A kind of automatic assembling connecting pipe fitting |
| CN212949248U (en) * | 2020-04-15 | 2021-04-13 | 杭州徐睿机械有限公司 | Detection cleaning work station based on medical infusion line component assembling and detecting machine |
-
2020
- 2020-04-15 CN CN202010295591.5A patent/CN111452371B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN111452371A (en) | 2020-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107283166B (en) | Automatic assembly line for fuel pumps and operation method of automatic assembly line | |
| CN107986026B (en) | Full-automatic manipulator equipment | |
| CN110696416A (en) | Graphite bipolar plate compression molding system | |
| CN110091142B (en) | Automatic assembly equipment | |
| CN111452371B (en) | Detection cleaner station based on medical infusion line part assembly detection machine | |
| CN109623929B (en) | Automatic chamfering device for sealing ring | |
| CN211217570U (en) | Piston detection machine | |
| CN111014978A (en) | Automatic loading and unloading device for pipe cutting machine and working method of automatic loading and unloading device | |
| CN211711174U (en) | General type connector detects packaging all-in-one machine | |
| CN112490486A (en) | Battery cell tab and cover plate welding system | |
| CN213184371U (en) | Preparation system for electric pile | |
| CN115647598A (en) | Automatic marking working method of battery cover plate | |
| CN111843477B (en) | Automatic filter element assembling and detecting equipment | |
| CN211222178U (en) | Graphite bipolar plate compression molding system | |
| CN107283165B (en) | Material assembly system is pulled out to first sideslip module of intellectuality of fuel pump automatic assembly line | |
| CN108788614B (en) | Front cover plate feeding mechanism for precision part welding center | |
| CN114083126A (en) | Full-automatic assembling and welding equipment for BOSS column and upright column | |
| CN212949248U (en) | Detection cleaning work station based on medical infusion line component assembling and detecting machine | |
| CN214336757U (en) | Battery cell tab and cover plate welding system | |
| CN107470899B (en) | Right end assembly machine of automatic assembly line of fuel pump and operation method of right end assembly machine | |
| CN220782868U (en) | Automatic equipment of assembly line | |
| CN111452378B (en) | Medical infusion line part assembly detector and operation method thereof | |
| CN108788568B (en) | Precision part welding center | |
| CN212708103U (en) | Assembly station based on medical infusion line part assembly detection machine | |
| CN111469424A (en) | Assembly station based on medical infusion line part assembly detection machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB02 | Change of applicant information |
Address after: No.012-3101, technical development zone, baiyanggan street, Hangzhou City, Zhejiang Province Applicant after: Hangzhou Taishang Intelligent Equipment Co.,Ltd. Address before: No.012-3101, technical development zone, baiyanggan street, Hangzhou City, Zhejiang Province Applicant before: HANGZHOU XURUI MACHINERY Co.,Ltd. |
|
| CB02 | Change of applicant information | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |