CN111069911A - 金属规整填料自动化生产线 - Google Patents
金属规整填料自动化生产线 Download PDFInfo
- Publication number
- CN111069911A CN111069911A CN201911301865.0A CN201911301865A CN111069911A CN 111069911 A CN111069911 A CN 111069911A CN 201911301865 A CN201911301865 A CN 201911301865A CN 111069911 A CN111069911 A CN 111069911A
- Authority
- CN
- China
- Prior art keywords
- knurling
- frame
- adjusting
- plate
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002184 metal Substances 0.000 title claims abstract description 135
- 238000012856 packing Methods 0.000 title claims abstract description 42
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 16
- 230000007246 mechanism Effects 0.000 claims abstract description 153
- 238000004080 punching Methods 0.000 claims abstract description 66
- 238000005520 cutting process Methods 0.000 claims abstract description 41
- 238000012545 processing Methods 0.000 claims abstract description 31
- 239000007788 liquid Substances 0.000 claims description 118
- 238000003825 pressing Methods 0.000 claims description 98
- 239000000110 cooling liquid Substances 0.000 claims description 58
- 239000000463 material Substances 0.000 claims description 49
- 230000006835 compression Effects 0.000 claims description 34
- 238000007906 compression Methods 0.000 claims description 34
- 239000011148 porous material Substances 0.000 claims description 29
- 238000007599 discharging Methods 0.000 claims description 28
- 238000009826 distribution Methods 0.000 claims description 19
- 239000002826 coolant Substances 0.000 claims description 18
- 239000012535 impurity Substances 0.000 claims description 14
- 230000007704 transition Effects 0.000 claims description 8
- 230000008878 coupling Effects 0.000 claims description 5
- 238000010168 coupling process Methods 0.000 claims description 5
- 238000005859 coupling reaction Methods 0.000 claims description 5
- 238000007493 shaping process Methods 0.000 claims description 3
- 230000007306 turnover Effects 0.000 claims description 3
- 238000003466 welding Methods 0.000 claims description 2
- 238000000034 method Methods 0.000 abstract description 11
- 230000008569 process Effects 0.000 abstract description 10
- 230000005540 biological transmission Effects 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 5
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 4
- 235000017491 Bambusa tulda Nutrition 0.000 description 4
- 241001330002 Bambuseae Species 0.000 description 4
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 4
- 239000011425 bamboo Substances 0.000 description 4
- 239000003973 paint Substances 0.000 description 4
- 230000011218 segmentation Effects 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000011435 rock Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
- B23P23/04—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass for both machining and other metal-working operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J19/00—Chemical, physical or physico-chemical processes in general; Their relevant apparatus
- B01J19/30—Loose or shaped packing elements, e.g. Raschig rings or Berl saddles, for pouring into the apparatus for mass or heat transfer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B1/00—Cleaning by methods involving the use of tools
- B08B1/10—Cleaning by methods involving the use of tools characterised by the type of cleaning tool
- B08B1/12—Brushes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B1/00—Cleaning by methods involving the use of tools
- B08B1/20—Cleaning of moving articles, e.g. of moving webs or of objects on a conveyor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/001—Shaping combined with punching, e.g. stamping and perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/002—Processes combined with methods covered by groups B21D1/00 - B21D31/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Optics & Photonics (AREA)
- Thermal Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Punching Or Piercing (AREA)
Abstract
本发明涉及金属规整填料,特别涉及一种金属规整填料自动化生产线。其包括卷料送料机、冲孔压力机、滚花机构、波纹成型压力机和自动切割机构,所述卷料送料机的出料端设有冲孔压力机,所述冲孔压力机出料端设有滚花机构,滚花机构出料端设有波纹成型压力机,所述波纹成型压力机的压头端连接波纹成型上模,波纹成型压力机的工作台上连接波纹成型下模,所述波纹成型压力机的出料端设有自动切割机构。本发明通过卷料送料机、冲孔压力机、滚花机构、波纹成型压力机和自动切割机构的设置,能够自动完成金属规整填料的冲孔、滚花、波纹成型和分段切割加工工序,自动化效率高,产品加工连续性好,大大提高了工作效率。
Description
技术领域
本发明涉及金属规整填料,特别涉及一种金属规整填料自动化生产线。
背景技术
规整填料是一种在塔内按均匀几何图形排布,整齐堆砌的填料。由于具有比表面积大、压降小、流体分均匀、传质传热效率高等优点,因此得到了广泛的应用。最早开发的是金属规整填料,以后相继开发的有塑料规整填料、陶瓷规整填料和碳纤维规整填料。规整填料根据其结构特点可以分为两大类:波纹型和非波纹型。前者又分垂直波纹型和水平波纹型;后者又分栅格型和板片型等。
规整填料由众多填料片并排组成,规整填料上的相邻两填料片的波纹彼此相互呈十字形交叉。每块填料片上要经过冲孔、滚花和成型这几道工序。现有技术中,对规整填料的不同工序加工分别在不同设备上独立进行,自动化效率较低,产品加工连续性较差,耗费了大量的工时,降低了工作效率,自动化效率较低。
发明内容
本发明的目的是提供一种金属规整填料自动化生产线,能够自动连续完成金属规整填料的冲孔、滚花、波纹成型和分段切割加工工序,自动化效率高,产品加工连续性好,大大提高了工作效率。
本发明的上述技术目的是通过以下技术方案得以实现的:
一种金属规整填料自动化生产线,包括卷料送料机、冲孔压力机、滚花机构、波纹成型压力机和自动切割机构,所述卷料送料机包括送料架、固定架和送料伺服电机,固定架上通过送料转轴转动连接送料架,送料转轴一端连接送料伺服电机的驱动端,所述卷料送料机的出料端设有冲孔压力机,卷料送料机和冲孔压力机之间设有第一托料板;所述冲孔压力机的冲头连接冲孔上模,冲孔压力机的工作台上连接冲孔下模,冲孔上模和冲孔下模上下对应设置,冲孔压力机的出料端设有滚轮送料机;所述冲孔压力机出料端设有滚花机构,滚花机构固定在滚花加工台上,冲孔压力机和滚花机构之间设有第二托料板;所述滚花机构出料端设有波纹成型压力机,滚花机构和波纹成型压力机之间设有第三托料板;所述波纹成型压力机的压头端连接波纹成型上模,波纹成型压力机的工作台上连接波纹成型下模,波纹成型上模和波纹成型下模上下对应设置;所述波纹成型压力机的出料端设有出料导向架,波纹成型压力机的进料端设有连杆送料机;所述波纹成型压力机的出料端设有自动切割机构,波纹成型压力机和自动切割机构之间设有第四托料板。
通过采用上述技术方案,金属带卷料安装在送料架上,然后由送料伺服电机驱动送料架进行送料,金属带首先进入冲孔压力机进行冲孔加工。在进行冲孔前,金属带首先通过冷却液涂抹装置对金属带表面均匀涂抹冷却液。金属带通过冲孔模具冲孔后由滚轮送料机同步拉出,拉出的带孔金属带进入滚花机构中进行滚花加工。在进行滚花加工前,金属带首先由上下压板压紧,金属带后端面由压轮机构压紧。接着,金属带进入上下毛刷辊之间刷除表面的杂质。最后,金属带进入滚花机构中,由下滚花筒和上滚花筒共同夹持金属带,并由下滚花筒提供驱动力带动上滚花筒一起完成金属带的滚花加工。完成滚花加工的金属带由连杆送料机拉动进入波纹成型压力机中,在波纹成型模具内冲压波纹成型。波纹成型后的金属带进入自动切割机构中切割成金属规整填料分段 最终完成了金属规整填料的冲孔、滚花、波纹成型和分段切割加工工序,自动化效率高,产品加工连续性好,大大提高了工作效率。
进一步的,冲孔压力机的进料端设有冷却液涂抹装置,冷却液涂抹装置包括涂抹固定架、分液板、冷却液调节螺栓、滴油嘴、上压辊和下压辊,分液板两端分别通过连接件可拆卸的连接在涂抹固定架两端,分液板正下方设有上压辊,上压辊两端分别通过轴承转动连接上轴承座,上压辊正下方设有下压辊,下压辊两端分别通过轴承转动连接下轴承座,下轴承座固定在涂抹固定架上,上轴承座上端连接轴承座调节螺杆下端,轴承座调节螺杆下端能够在上轴承座内上下滑动,轴承座调节螺杆下端连接限位块,限位块能够在上轴承座内的限位腔范围内上下滑动,轴承座调节螺杆上端通过螺纹连接分液板,轴承座调节螺杆上通过螺纹连接轴承座锁紧螺母,轴承座锁紧螺母上端面接触分液板,轴承座调节螺杆上套装轴承座弹簧,轴承座弹簧上下端分别压紧接触轴承座锁紧螺母和上轴承座,所述涂抹固定架一侧设有支撑架,支撑架上连接冷却液罐,冷却液罐的出液端连接供液管进液端,供液管出液端连接进液孔道,所述分液板内沿长度方向设有进液孔道,分液板内设有多个垂直设置的出液孔道,进液孔道一侧设有与进液孔道连通的多个分液孔道,每个分液孔道与一个出液孔道对应连通,所述出液孔道内固设有滴油嘴,滴油嘴下端伸出分液板,滴油嘴正上方设有冷却液调节螺栓,所述滴油嘴上端设有与出液孔道连通的控制腔,控制腔的横截面面积从下往上逐渐变大,冷却液调节螺栓下端设有能够与滴油嘴的控制腔内表面吻合连接的控制杆部,冷却液调节螺栓中部通过螺纹连接分液板,冷却液调节螺栓上部伸出分液板。
通过采用上述技术方案,冷却液从冷却液罐流动到供液管中,然后由供液管流动到分液板中,对分液板进行供液。冷却液从分液板的进液孔道流动到各个分液孔道内,然后通过各个分液孔道流动到各个出液孔道内,出液孔道内设置调节螺栓和滴油嘴,旋拧调节螺栓能够让调节螺栓向上或向下运动,调节螺栓向下运动时,调节螺栓的控制杆部能够完全密封滴油嘴的控制腔,使得滴油嘴不再出液;调节螺栓向上运动时,调节螺栓的控制杆部和控制腔之间形成通过冷却液的间隙,使得滴油嘴出液量渐渐变大。滴油嘴出来的冷却液均匀滴落在上压辊上,然后由上压辊将均匀适量的冷却液涂抹在金属带表面,减少因为金属带表面冷却液过多对冲孔加工造成的影响。
进一步的,涂抹固定架两侧前端分别连接限位安装架,涂抹固定架两侧前端的两个限位安装架之间设有左右限位机构,左右限位机构包括侧挡板、锁紧套和侧挡板调节杆,两个互相平行设置的侧挡板调节杆的两端分别固定在两个限位安装架上,两个侧挡板分别滑动连接在两个侧挡板调节杆的左右部,侧挡板侧面焊接两个锁紧套,两个锁紧套分别滑动连接在两个侧挡板调节杆上,锁紧套上通过螺纹连接锁紧螺栓,锁紧螺栓一端穿过锁紧套并顶紧接触侧挡板调节杆。
通过采用上述技术方案,两个侧挡板限制金属带左右晃动,保证金属带在涂抹冷却液时候的稳定,锁紧套能够带动侧挡板左右移动调整位置,满足不同宽度金属带的限位需求。
进一步的,两个限位安装架之间设有上下限位机构,上下限位机构位于左右限位机构的前端,上下限位机构包括限位调节螺杆、调节支板、限位板、支耳和下导向杆,两个螺杆支座分别固定在两个限位安装架上,限位调节螺杆横向设置在两个限位安装架之间,限位调节螺杆两端分别通过螺纹连接在两个限位安装架上,限位调节螺杆上连接两个互相平行的调节支板的一端,调节支板的另一端通过连接组件连接支耳,支耳固定在限位板上端面,限位板下方设有两个互相平行的下导向杆,两个下导向杆两端分别连接在两个限位安装架上。
通过采用上述技术方案,限位板和下导向杆限制金属带的上下晃动,保证金属带在涂抹冷却液时候的稳定。
进一步的,滚花机构包括上下对应设置的上滚花筒和下滚花筒,上滚花筒两端分别通过轴承转动连接上滚花架两侧,下滚花筒两端分别通过轴承转动连接下滚花架两侧,上滚花架两侧分别通过连接件可拆卸的连接在下滚花架两侧,下滚花架固定在滚花加工台上,所述下滚花筒一端连接从动带轮,从动带轮通过传动带连接驱动带轮,驱动带轮连接在减速电机的驱动端,传动带内侧连接张紧轮,张紧轮通过转轴转动连接在张紧架上,张紧架通过连接件可拆卸的连接在滚花加工台上,所述上滚花架进出料端分别设有前导向轮和后导向轮,前导向轮两端分别通过轴承转动连接在上滚花架两侧,后导向轮两端分别通过轴承转动连接在上滚花架两侧,下滚花架进料端设有过渡导向轮,过渡导向轮两端通过轴承转动连接在导轮架两侧,导轮架固定在滚花加工台上。
通过采用上述技术方案,金属带进入滚花机构中,由下滚花筒和上滚花筒共同夹持金属带,并由下滚花筒提供驱动力带动上滚花筒一起完成金属带的滚花加工,使得金属带表面形成滚花结构。
进一步的,滚花机构的进料端设有上下压紧机构,上下压紧机构包括上下对应设置的上压板和下压板,下压板固定在下压板支架上,下压板支架两端分别通过连接件可拆卸的连接在压板固定架上,压板固定架固定在滚花加工台上,下压板上端面固接下弹性层,上压板通过位置调节组件连接在压板固定架上,上压板下端面固接上弹性层,所述位置调节组件包括上压板支架、调节杆、调节套、调节套锁紧螺栓和连杆,两个上压板支架分别通过连接件可拆卸的连接在两个压板固定架上,两个上压板支架之间固设有调节杆,调节杆上滑动连接两个调节套,两个调节套下端分别固接连杆一端,连杆另一端固接上压板,调节套上通过螺纹连接调节套锁紧螺栓,调节套锁紧螺栓一端穿过调节套并顶紧接触调节杆,所述上压板上端固接两个安装螺杆,两个安装螺杆在上压板上前后对称设置,安装螺杆上套装多个配重片,安装螺杆上通过螺纹连接配重锁紧螺母,所述上下压紧机构的进料端位置设有压轮机构,压轮机构包括压轮调节架和压轮,两个压轮调节架分别通过连接件可拆卸的连接在压板固定架两侧,压轮转动连接在压轮轴上,压轮轴两端分别连接压轮调节架。
通过采用上述技术方案,金属带进入滚花机构之前,首先进入上下压板之间由上下压板压紧,金属带后端面由压轮机构压紧,上下压板上的上下弹性层能够减少对金属带表面造成损伤,位置调节组件能够调节上压板的位置,使得上压板和下压板之间的相对位置能够调整,满足不同金属带的压紧需求。
进一步的,上下压紧机构和滚花机构之间设有毛刷辊组件,毛刷辊组件包括上下对应设置的上毛刷辊和下毛刷辊,上毛刷辊两端分别通过轴承转动连接在上辊架两端,下毛刷辊两端分别通过轴承转动连接在下辊架两端,下辊架固定在滚花加工台上,上辊架两端通过连接件可拆卸的连接在下辊架两侧,毛刷辊组件正下方设有收集杂质的托盘,上毛刷辊一端连接上伺服电机的驱动端,上伺服电机固定在上辊架一侧,下毛刷辊一端连接下伺服电机的驱动端,下伺服电机固定在下辊架一侧。
通过采用上述技术方案,上下毛刷辊分别由上下伺服电机驱动转动,金属带进入上下毛刷辊之间刷除表面的杂质,刷除下来的杂质由托盘收集。
进一步的,自动切割机构包括进料机架、出料机架和自动切割机,进料机架上设有进料板,进料板的出料端固设有自动切割机,自动切割机的出料端固设有出料机架,出料机架上设有两个互相平行的拉料槽,拉料槽中设有拉料机构,所述拉料机构包括第一夹爪气缸和拉料气缸,拉料气缸水平设置在拉料槽中,拉料气缸的驱动端连接第一夹爪气缸,拉料气缸的夹爪开口端面向自动切割机,所述出料机架上固定出料挡板,出料挡板位于两个拉料槽之间。
通过采用上述技术方案,进料板上的金属带由第一夹爪气缸抓紧,然后由拉料气缸拉动金属带到达出料挡板位置处,最后由自动切割机将金属带切成分段。
进一步的,出料机架侧面固设有堆料机架,堆料机架上设有两个与拉料槽连通的下料槽,下料槽内设有下料机构,所述下料机构包括旋转气缸、第二夹爪气缸、升降架、升降气缸和气缸支架,气缸支架固定在堆料机架上,气缸支架上垂直固定升降气缸,升降气缸的驱动端连接升降架,升降架侧面固接旋转气缸,旋转气缸的旋转端连接第二夹爪气缸。
通过采用上述技术方案,出料机架上被切断的金属规整填料分段由第二夹爪气缸抓取,然后由旋转气缸带动将金属规整填料搬运到堆料机架上。
进一步的,进料板上设有导向压板,导向压板两侧分别通过连接件可拆卸的连接在导向压板固定架,导向压板固定架固定在进料板上,所述进料板上设有压杆转轴,压杆转轴两端分别转动连接压杆固定架,压杆固定架固定在进料板上,压杆转轴上固接两个互相平行的压杆,压杆的下端连接弹性压块。
通过采用上述技术方案,金属带进入进料板时,导向压板对金属带起到导向作用,保证金属带在切割时不发生上下晃动。
综上所述,本发明具有以下有益效果:
1.通过卷料送料机、冲孔压力机、滚花机构、波纹成型压力机和自动切割机构的设置,能够自动连续完成金属规整填料的冲孔、滚花、波纹成型和分段切割加工工序,自动化效率高,产品加工连续性好,大大提高了工作效率;
2.通过冷却液涂抹装置的设置,能够将均匀适量的冷却液涂抹在金属带表面,减少因为金属带表面冷却液过多对冲孔加工造成的影响效果;
3.通过在冷却液涂抹装置的进料端设置左右限位机构和上下限位机构,能够限制金属带的上下左右晃动,保证金属带在涂抹冷却液时候的稳定;
4. 通过在滚花机构的进料端设置毛刷辊组件,金属带进入上下毛刷辊之间刷除表面的杂质,刷除下来的杂质由托盘收集。
附图说明
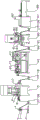
图1是本发明的立体图。
图2是本发明的冷却液涂抹装置的立体图。
图3是本发明的冷却液涂抹装置主视图。
图4是图3中A-A剖视图。
图5是图3中B-B剖视图。
图6是本发明的滚花机构的正面立体图。
图7是本发明的滚花机构的背面立体图。
图8是本发明的上下压紧机构的立体图。
图9是本发明的自动切割机构的立体图。
图10是自动切割机构的导向机构的立体图。
图11是自动切割机构的下料机构的立体图。
图中,1、送料架;2、固定架;3、送料伺服电机;4、送料转轴;5、冲孔压力机;6、冲孔上模;7、冲孔下模;8、涂抹固定架;9、分液板;10、冷却液调节螺栓;11、滴油嘴;12、上压辊;13、下压辊;14、上轴承座;15、下轴承座;16、轴承座调节螺杆;17、轴承座弹簧;18、冷却液罐;19、供液管;20、支撑架;21、轴承座锁紧螺母;22、进液孔道;23、分液孔道;24、出液孔道;25、控制腔;26、控制杆部;27、限位安装架;28、侧挡板;29、锁紧套;30、侧挡板调节杆;31、锁紧螺栓;32、限位调节螺杆;33、下导向杆;34、调节支板;35、支耳;36、限位板;37、滚轮送料机;38、第一托料板;39、第一传感器;40、滚花加工台;41、上滚花筒;42、下滚花筒;43、上滚花架;44、下滚花架;45、过渡导向轮;46、前导向轮;47、后导向轮;48、导轮架;49、从动带轮;50、传动带;51、驱动带轮;52、减速电机;53、张紧轮;54、张紧架;55、上压板;56、下压板;57、上弹性层;58、下弹性层;59、下压板支架;60、压板固定架;61、上压板支架;62、调节杆;63、调节套;64、调节套锁紧螺栓;65、连杆;66、安装螺杆;67、配重片;68、配重锁紧螺母;69、压轮;70、压轮调节架;71、上毛刷辊;72、下毛刷辊;73、上辊架;74、下辊架;75、托盘;76、上伺服电机;77、下伺服电机;78、第二托料板;79、第二传感器;80、波纹成型压力机;81、波纹成型上模;82、波纹成型下模;83、连杆送料机;84、出料导向架;85、第三托料板;86、第三传感器;87、进料机架;88、出料机架;89、自动切割机;90、堆料机架;91、进料板;92、拉料槽;93、第一夹爪气缸;94、拉料气缸;95、出料挡板;96、下料槽;97、旋转气缸;98、第二夹爪气缸;99、升降架;100、升降气缸;101、气缸支架;102、导向压板;103、导向压板固定架;104、压杆转轴;105、压杆固定架;106、压杆;107、弹性压块;108、第四托料板;109、第四传感器。
具体实施方式
以下结合附图对本发明作进一步详细说明。
如图1所示,本发明主要包括卷料送料机、冲孔压力机5、滚花机构、波纹成型压力机80和自动切割机构。
卷料送料机包括送料架1、固定架2和送料伺服电机3,固定架2上通过送料转轴4转动连接送料架1,送料架1上套装用于放卷的金属卷料,送料转轴4一端连接送料伺服电机3的驱动端。
卷料送料机的出料端设有冲孔压力机5,冲孔压力机5的进料端设有冷却液涂抹装置,冲孔压力机5的冲头连接冲孔上模6,冲孔压力机5的工作台上连接冲孔下模7,冲孔上模6和冲孔下模7上下对应设置。冲孔压力机5的出料端设有滚轮送料机37。在工作时,卷料送料机出来的金属带首先通过冷却液涂抹装置,冷却液涂抹装置对金属带表面均匀涂抹冷却液,然后金属带进入冲孔压力机5的冲孔模具中进行冲孔,冲孔完成后的金属带由滚轮送料机37向下一个工位送料。
如图2和3所示,冷却液涂抹装置包括涂抹固定架8、分液板9、冷却液调节螺栓10、滴油嘴11、上压辊12和下压辊13,分液板9两端分别通过连接件可拆卸的连接在涂抹固定架8两端,分液板9正下方设有上压辊12,上压辊12两端分别通过轴承转动连接上轴承座14,上压辊12正下方设有下压辊13,下压辊13两端分别通过轴承转动连接下轴承座15,下轴承座15固定在涂抹固定架8上。上轴承座14上端连接轴承座调节螺杆16下端,轴承座调节螺杆16下端能够在上轴承座14内上下滑动,轴承座调节螺杆16下端连接限位块,限位块能够在上轴承座7内的限位腔范围内上下滑动。轴承座调节螺杆16上端通过螺纹连接分液板9,轴承座调节螺杆16上通过螺纹连接轴承座锁紧螺母21,轴承座锁紧螺母21上端面接触分液板9,轴承座锁紧螺母21能够将轴承座调节螺杆16和分液板9之间的位置锁紧。轴承座调节螺杆16上套装轴承座弹簧17,轴承座弹簧17上下端分别压紧接触轴承座锁紧螺母21和上轴承座14,轴承座弹簧17的设置给上压辊提供预压紧力。轴承座调节螺杆的设置能够让上压辊调节上下高度位置,从而实现上压辊和下压辊之间间距的调节,满足不同厚度金属带的压紧需求。弹簧的设置能够给上压辊提供预压紧力,使得上下压辊配合压紧金属带。
如图3所示,涂抹固定架8一侧设有支撑架19,支撑架19上连接冷却液罐18,冷却液罐18的出液端连接供液管19进液端,供液管19出液端连接进液孔道。
如图4所示,分液板9内沿长度方向设有进液孔道22,分液板9内设有多个垂直设置的出液孔道24,多个出液孔道24沿着分液板9长度方向均匀分布。进液孔道22一侧设有与进液孔道22连通的多个分液孔道23,每个分液孔道23与一个出液孔道24对应连通。使用时冷却液通过冷却液罐流动到供液管中,然后进入分液板的进液孔道中,接着由各个分液孔道将冷却液均匀分配到各个出液孔道中,最后出液孔道中出来的冷却液落到下方的上压辊上。
如图5所示,为了让冷却液以滴状落到上压辊上,出液孔道24内固设有滴油嘴11,滴油嘴11下端伸出分液板9。为了控制滴油嘴11的出液量,滴油嘴11正上方设有冷却液调节螺栓10。如图4所示,滴油嘴11上端设有与出液孔道24连通的控制腔25,控制腔25的横截面面积从下往上逐渐变大。冷却液调节螺栓10下端设有能够与滴油嘴11的控制腔25内表面吻合连接的控制杆部26,冷却液调节螺栓10中部通过螺纹连接分液板9,冷却液调节螺栓10上部伸出分液板9。
在使用时,旋拧冷却液调节螺栓10能够让冷却液调节螺栓10向上或向下运动,冷却液调节螺栓10向下运动时,冷却液调节螺栓10的控制杆部26能够完全密封滴油嘴11的控制腔25,使得滴油嘴11不再出液。冷却液调节螺栓10向上运动时,冷却液调节螺栓10的控制杆部26和控制腔25之间形成通过冷却液的间隙,使得滴油嘴出液量渐渐变大。
由于金属带具有一定的刚度和弹性,金属带在放卷进入上下压辊进行涂抹冷却液的时候容易上下左右甩动,金属带的甩动会影响金属带在涂抹冷却液时候的稳定性。
如图2所示,为了保证金属带在涂抹冷却液时候的稳定,涂抹固定架8两侧前端分别连接限位安装架27,涂抹固定架8两侧前端的两个限位安装架27之间设有左右限位机构,左右限位机构能够限制金属带不发生左右晃动。左右限位机构包括侧挡板28、锁紧套29和侧挡板调节杆30,两个互相平行设置的侧挡板调节杆30的两端分别固定在两个限位安装架27上,两个侧挡板28分别滑动连接在两个侧挡板调节杆30的左右部,侧挡板28侧面焊接两个锁紧套29,两个锁紧套29分别滑动连接在两个侧挡板调节杆30上。锁紧套29上通过螺纹连接锁紧螺栓31,锁紧螺栓31一端穿过锁紧套29并顶紧接触侧挡板调节杆30。两个侧挡板28能够沿着侧挡板调节杆30调整位置,使得金属带刚好能够通过两个侧挡板28之间,从而避免金属带在进入上下压辊时左右晃动。
如图2所示,为了进一步保证金属带在涂抹冷却液时候的稳定,两个限位安装架27之间设有上下限位机构,上下限位机构位于左右限位机构的前端,上下限位机构能够限制金属带不发生上下晃动。上下限位机构包括限位调节螺杆32、调节支板34、限位板36、支耳35和下导向杆33,两个螺杆支座39分别固定在两个限位安装架27上,限位调节螺杆33横向设置在两个限位安装架27之间,限位调节螺杆32两端分别通过螺纹连接在两个限位安装架27上。限位调节螺杆32上连接两个互相平行的调节支板34的一端,调节支板34的另一端通过连接组件连接支耳35,支耳35固定在限位板36上端面。限位板36下方设有两个互相平行的下导向杆33,两个下导向杆33两端分别连接在两个限位安装架27上。
冷却液涂抹装置在工作时,冷却液从冷却液罐流动到供液管中,然后由供液管流动到分液板中,对分液板进行供液。冷却液从分液板的进液孔道流动到各个分液孔道内,然后通过各个分液孔道流动到各个出液孔道内,出液孔道内设置调节螺栓和滴油嘴,旋拧调节螺栓能够让调节螺栓向上或向下运动,调节螺栓向下运动时,调节螺栓的控制杆部能够完全密封滴油嘴的控制腔,使得滴油嘴不再出液;调节螺栓向上运动时,调节螺栓的控制杆部和控制腔之间形成通过冷却液的间隙,使得滴油嘴出液量渐渐变大。滴油嘴出来的冷却液均匀滴落在上压辊上,然后由上压辊将均匀适量的冷却液涂抹在金属带表面,减少因为金属带表面冷却液过多对冲孔加工造成的影响。为了保证金属带在涂抹冷却液时候的稳定,固定架两侧前端的两个限位安装架之间设有左右限位机构,左右限位机构能够限制金属带不发生左右晃动。为了进一步保证金属带在涂抹冷却液时候的稳定,固定架两侧前端的两个限位安装架之间设有上下限位机构,上下限位机构位于左右限位机构的前端,上下限位机构能够限制金属带不发生上下晃动。
如图1所示,滚轮送料机37为现有技术中应用广泛的送料设备,滚轮送料机37的放松调节器设置在冲孔压力机5的冲头上,冲孔压力机5的冲头每冲压运动一个行程,设置在冲孔压力机5的冲头上的放松调节器开启滚轮送料机37的制动机构,使得滚轮送料机37能够带动金属带前进一个工位。
为了避免卷料送料机和冲孔压力机5之间放卷的金属带接触到地面造成磨损,如图1所示,卷料送料机和冲孔压力机5之间设有第一托料板38,第一托料板38侧面设有第一传感器39,第一传感器39控制送料伺服电机3的工作。当金属带快要接触到第一托料板38时,第一传感器39控制送料伺服电机3停止工作。
如图1所示,冲孔压力机5出料端设有滚花机构,滚花机构固定在滚花加工台40上,滚花机构能够在金属带表面形成滚花结构。
如图6所示,滚花机构包括上下对应设置的上滚花筒41和下滚花筒42,上滚花筒41两端分别通过轴承转动连接上滚花架43两侧,下滚花筒42两端分别通过轴承转动连接下滚花架44两侧。上滚花架43两侧分别通过连接件可拆卸的连接在下滚花架44两侧,下滚花架44固定在滚花加工台40上。
如图7所示,下滚花筒42一端连接从动带轮49,从动带轮49通过传动带50连接驱动带轮51,驱动带轮51连接在减速电机52的驱动端,减速电机带动驱动带轮转动,驱动带轮通过传动带带动从动带轮和下滚花筒一起转动。传动带50内侧连接张紧轮53,张紧轮53通过转轴转动连接在张紧架54上,张紧架54通过连接件可拆卸的连接在滚花加工台40上,张紧架54连接连接件的位置处设有长条形的张紧调节孔,通过张紧调节孔能够调节张紧架的连接位置,最终实现传动带张紧程度的调节。
如图6所示,上滚花架43进出料端分别设有前导向轮46和后导向轮47,前导向轮46两端分别通过轴承转动连接在上滚花架43两侧,后导向轮47两端分别通过轴承转动连接在上滚花架43两侧。下滚花架44进料端设有过渡导向轮45,过渡导向轮45两端通过轴承转动连接在导轮架48两侧,导轮架48固定在滚花加工台40上。前、后导向轮和过渡导向轮对金属带进出上、下滚花筒起到导向作用。
如图8所示,滚花机构的进料端设有上下压紧机构,上下压紧机构包括上下对应设置的上压板55和下压板56,下压板56固定在下压板支架59上,下压板支架59两端分别通过连接件可拆卸的连接在压板固定架60上,压板固定架60固定在滚花加工台40上,下压板56上端面固接下弹性层58。上压板55通过位置调节组件连接在压板固定架60上,上压板55下端面固接上弹性层57。上下弹性层能够减少上下压板压紧金属带时对金属带表面造成的破坏。
如图8所示,位置调节组件包括上压板支架61、调节杆62、调节套63、调节套锁紧螺栓64和连杆65,两个上压板支架61分别通过连接件可拆卸的连接在两个压板固定架60上,上压板支架61上连接连接件位置处沿高度方向设有长条形的上压板调节孔,上压板支架61能够通过上压板调节孔调节高度位置。两个上压板支架61之间固设有调节杆62,调节杆62上滑动连接两个调节套63,两个调节套63下端分别固接连杆65一端,连杆65另一端固接上压板55。上压板55能够通过调节套沿着调节杆左右滑动调整位置。调节套63上通过螺纹连接调节套锁紧螺栓64,调节套锁紧螺栓64一端穿过调节套63并顶紧接触调节杆62,调节套锁紧螺栓64能够实现调节套63位置的锁止。
如图8所示,上压板55上端固接两个安装螺杆66,两个安装螺杆66在上压板55上前后对称设置。安装螺杆66上套装多个配重片67,安装螺杆66上通过螺纹连接配重锁紧螺母68,配重锁紧螺母68能够将安装螺杆66上的多个配重片67锁紧。根据使用需求的不同,能够自由增减配重片的数量,从而调整上压板对金属带的压紧力。
如图8所示,为了减小金属带进入上下压紧机构时的振动幅度,上下压紧机构的进料端位置设有压轮机构。压轮机构包括压轮调节架70和压轮69,两个压轮调节架70分别通过连接件可拆卸的连接在压板固定架60两侧,压轮69转动连接在压轮轴上,压轮轴两端分别连接压轮调节架70。
金属带在进入滚花机构进行滚花加工时,金属带表面的杂质会影响滚花的成型,需要避免金属带上有杂质残留。如图6和7所示,上下压紧机构和滚花机构之间设有毛刷辊组件,毛刷辊组件能够将金属带表面的杂质去除。
如图6和7所示,毛刷辊组件包括上下对应设置的上毛刷辊71和下毛刷辊72,上毛刷辊71两端分别通过轴承转动连接在上辊架73两端,下毛刷辊72两端分别通过轴承转动连接在下辊架74两端。下辊架74固定在滚花加工台40上,上辊架73两端通过连接件可拆卸的连接在下辊架74两侧。毛刷辊组件正下方设有收集杂质的托盘75,毛刷辊组件刷下来的杂质进入托盘75中统一收集处理。上毛刷辊71一端连接上伺服电机76的驱动端,上伺服电机76固定在上辊架73一侧。下毛刷辊72一端连接下伺服电机77的驱动端,下伺服电机77固定在下辊架74一侧。
在工作时,金属带首先由上下压板压紧,金属带后端面由压轮机构压紧。接着,金属带进入上下毛刷辊之间刷除表面的杂质。最后,金属带进入滚花机构中,由下滚花筒和上滚花筒共同夹持金属带,并由下滚花筒提供驱动力带动上滚花筒一起完成金属带的滚花加工。
为了避免冲孔压力机5和滚花机构之间放卷的金属带接触到地面造成磨损,如图1所示,冲孔压力机5和滚花机构之间设有第二托料板78,第二托料板78侧面设有第二传感器79,第二传感器79控制冲孔压力机5的工作。当金属带快要接触到第二托料板78时,第二传感器79控制冲孔压力机5停止工作。
如图1所示,滚花机构出料端设有波纹成型压力机80,波纹成型压力机80的压头端连接波纹成型上模81,波纹成型压力机80的工作台上连接波纹成型下模82,波纹成型上模81和波纹成型下模82上下对应设置。金属带进入波纹成型压力机80中后,在波纹成型模具中冲压形成波纹结构,最终加工形成了金属规整填料的结构。
如图1所示,滚花机构和波纹成型压力机80之间设有第三托料板85,第三托料板85侧面设有第三传感器86,第三传感器86控制滚花机构的工作。当金属带快要接触到第三托料板85时,第三传感器86控制滚花机构停止工作。
如图1所示,波纹成型压力机80的出料端设有出料导向架84,波纹成型压力机80的进料端设有连杆送料机83,连杆送料机83为现有技术中应用广泛的送料设备,连杆送料机83的连杆与波纹成型压力机80的输出轴连接,连杆送料机83的放松调节器设置在波纹成型压力机80的压头端,波纹成型压力机80的压头端每冲压运动一个行程,设置在波纹成型压力机80的压头端上的放松调节器开启连杆送料机83的制动机构,使得连杆送料机83能够带动金属带前进一个工位。
为了方便金属规整填料的应用,需要将金属规整填料切割成段。如图1所示,波纹成型压力机80的出料端设有自动切割机构,波纹成型压力机80和自动切割机构之间设有第四托料板108,第四托料板侧面设有第四传感器109,第四传感器109控制波纹成型压力机80的工作。当金属带快要接触到第四托料板108时,第四传感器109控制波纹成型压力机停止工作。
如图9所示,自动切割机构包括进料机架87、出料机架88和自动切割机89,进料机架87上设有进料板91,进料板91的出料端固设有自动切割机89,自动切割机89的出料端固设有出料机架88,出料机架88上设有两个互相平行的拉料槽92,拉料槽92中设有拉料机构。工作时,金属带从进料板91进料端上料进入自动切割机89中进行切断,切断后的金属带由拉料机构拉动到出料机架88上。
如图9所示,拉料机构包括第一夹爪气缸93和拉料气缸94,拉料气缸94水平设置在拉料槽92中,拉料气缸94的驱动端连接第一夹爪气缸93,拉料气缸94的夹爪开口端面向自动切割机89。
为了实现金属带在出料机架88上的定位,如图9所示,出料机架88上固定出料挡板95,出料挡板95位于两个拉料槽92之间。
为了实现金属带的连续切割,需要将切割完成的金属带从出料机架88上搬运走。如图9所示,出料机架88侧面固设有堆料机架90,堆料机架90上设有两个与拉料槽92连通的下料槽96。下料槽96内设有下料机构,下料机构能够将出料机架88上的金属带搬运到堆料机架90上。
如图11所示,下料机构包括旋转气缸97、第二夹爪气缸98、升降架99、升降气缸100和气缸支架101,气缸支架101固定在堆料机架90上,气缸支架101上垂直固定升降气缸100,升降气缸100的驱动端连接升降架99,升降架99侧面固接旋转气缸97,旋转气缸97的旋转端连接第二夹爪气缸98。在工作时,升降气缸100带动第二夹爪气缸98到达合适的高度位置,然后由第二夹爪气缸98抓取金属带,然后由旋转气缸97带动抓取的金属带翻转到堆料机架90上。
为了保证金属带在进入自动切割机89前能够平稳舒展,如图10所示,进料板91上设有导向压板102,导向压板102两侧分别通过连接件可拆卸的连接在导向压板固定架103,导向压板固定架103固定在进料板91上。
为了避免金属带在进入自动切割机89前翘起,如图10所示,进料板91上设有压杆转轴104,压杆转轴104两端分别转动连接压杆固定架105,压杆固定架105固定在进料板91上。压杆转轴104上固接两个互相平行的压杆106,压杆106的下端连接弹性压块107。在使用时,弹性压块107依靠自身的重力压在金属带表面,金属带前进时能够克服弹性压块107的重力。弹性压块107的设置能够避免对金属带表面造成过度磨损。
自动切割机构在切割金属带时,金属带首先放置在进料板上,弹性压块依靠自身的重力压在金属带表面,避免金属带在进料过程中翘起。导向压板保证金属带在进入自动切割机前能够平稳舒展。金属带依次通过弹性压块和导向压板后进入自动切割机中进行切割,拉料气缸带动第一夹爪气缸移动到金属带一端,第一夹爪气缸夹紧金属带后,拉料气缸将金属带拉动到出料机架上,最后由自动切割机将金属带切断。金属带切断后,第二升降气缸带动第二夹爪气缸到达合适的高度位置,然后由第二夹爪气缸抓取金属带,然后由旋转气缸带动抓取的金属带翻转到堆料机架上。
本发明的工作原理是:在工作时,先将金属带卷料安装在送料架上,然后由送料伺服电机驱动送料架进行送料,金属带首先进入冲孔压力机进行冲孔加工。在进行冲孔前,金属带首先通过冷却液涂抹装置对金属带表面均匀涂抹冷却液。金属带通过冲孔模具冲孔后由滚轮送料机同步拉出,拉出的带孔金属带进入滚花机构中进行滚花加工。在进行滚花加工前,金属带首先由上下压板压紧,金属带后端面由压轮机构压紧。接着,金属带进入上下毛刷辊之间刷除表面的杂质。最后,金属带进入滚花机构中,由下滚花筒和上滚花筒共同夹持金属带,并由下滚花筒提供驱动力带动上滚花筒一起完成金属带的滚花加工。完成滚花加工的金属带由连杆送料机拉动进入波纹成型压力机中,在波纹成型模具内冲压波纹成型。波纹成型后的金属带进入自动切割机构中切割成金属规整填料分段 最终完成了金属规整填料的加工生产。
本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
Claims (10)
1.一种金属规整填料自动化生产线,包括卷料送料机、冲孔压力机(5)、滚花机构、波纹成型压力机(80)和自动切割机构,所述卷料送料机包括送料架(1)、固定架(2)和送料伺服电机(3),固定架(2)上通过送料转轴(4)转动连接送料架(1),送料转轴(4)一端连接送料伺服电机(3)的驱动端,其特征在于:所述卷料送料机的出料端设有冲孔压力机(5),卷料送料机和冲孔压力机(5)之间设有第一托料板(38);所述冲孔压力机(5)的冲头连接冲孔上模(6),冲孔压力机(5)的工作台上连接冲孔下模(7),冲孔上模(6)和冲孔下模(7)上下对应设置,冲孔压力机(5)的出料端设有滚轮送料机(37);所述冲孔压力机(5)出料端设有滚花机构,滚花机构固定在滚花加工台(40)上,冲孔压力机(5)和滚花机构之间设有第二托料板(78);所述滚花机构出料端设有波纹成型压力机(80),滚花机构和波纹成型压力机(80)之间设有第三托料板(85);所述波纹成型压力机(80)的压头端连接波纹成型上模(81),波纹成型压力机(80)的工作台上连接波纹成型下模(82),波纹成型上模(81)和波纹成型下模(82)上下对应设置;所述波纹成型压力机(80)的出料端设有出料导向架(84),波纹成型压力机(80)的进料端设有连杆送料机(83);所述波纹成型压力机(80)的出料端设有自动切割机构,波纹成型压力机(80)和自动切割机构之间设有第四托料板(108)。
2.根据权利要求1所述的金属规整填料自动化生产线,其特征在于:所述冲孔压力机(5)的进料端设有冷却液涂抹装置,冷却液涂抹装置包括涂抹固定架(8)、分液板(9)、冷却液调节螺栓(10)、滴油嘴(11)、上压辊(12)和下压辊(13),分液板(9)两端分别通过连接件可拆卸的连接在涂抹固定架(8)两端,分液板(9)正下方设有上压辊(12),上压辊(12)两端分别通过轴承转动连接上轴承座(14),上压辊(12)正下方设有下压辊(13),下压辊(13)两端分别通过轴承转动连接下轴承座(15),下轴承座(15)固定在涂抹固定架(8)上,上轴承座(14)上端连接轴承座调节螺杆(16)下端,轴承座调节螺杆(16)下端能够在上轴承座(14)内上下滑动,轴承座调节螺杆(16)下端连接限位块,限位块能够在上轴承座(7)内的限位腔范围内上下滑动,轴承座调节螺杆(16)上端通过螺纹连接分液板(9),轴承座调节螺杆(16)上通过螺纹连接轴承座锁紧螺母(21),轴承座锁紧螺母(21)上端面接触分液板(9),轴承座调节螺杆(16)上套装轴承座弹簧(17),轴承座弹簧(17)上下端分别压紧接触轴承座锁紧螺母(21)和上轴承座(14),所述涂抹固定架(8)一侧设有支撑架(19),支撑架(19)上连接冷却液罐(18),冷却液罐(18)的出液端连接供液管(19)进液端,供液管(19)出液端连接进液孔道(22),所述分液板(9)内沿长度方向设有进液孔道(22),分液板(9)内设有多个垂直设置的出液孔道(24),进液孔道(22)一侧设有与进液孔道(22)连通的多个分液孔道(23),每个分液孔道(23)与一个出液孔道(24)对应连通,所述出液孔道(24)内固设有滴油嘴(11),滴油嘴(11)下端伸出分液板(9),滴油嘴(11)正上方设有冷却液调节螺栓(10),所述滴油嘴(11)上端设有与出液孔道(24)连通的控制腔(25),控制腔(25)的横截面面积从下往上逐渐变大,冷却液调节螺栓(10)下端设有能够与滴油嘴(11)的控制腔(25)内表面吻合连接的控制杆部(26),冷却液调节螺栓(10)中部通过螺纹连接分液板(9),冷却液调节螺栓(10)上部伸出分液板(9)。
3.根据权利要求2所述的金属规整填料自动化生产线,其特征在于:所述涂抹固定架(8)两侧前端分别连接限位安装架(27),涂抹固定架(8)两侧前端的两个限位安装架(27)之间设有左右限位机构,左右限位机构包括侧挡板(28)、锁紧套(29)和侧挡板调节杆(30),两个互相平行设置的侧挡板调节杆(30)的两端分别固定在两个限位安装架(27)上,两个侧挡板(28)分别滑动连接在两个侧挡板调节杆(30)的左右部,侧挡板(28)侧面焊接两个锁紧套(29),两个锁紧套(29)分别滑动连接在两个侧挡板调节杆(30)上,锁紧套(29)上通过螺纹连接锁紧螺栓(31),锁紧螺栓(31)一端穿过锁紧套(29)并顶紧接触侧挡板调节杆(30)。
4.根据权利要求3所述的金属规整填料自动化生产线,其特征在于:所述两个限位安装架(27)之间设有上下限位机构,上下限位机构位于左右限位机构的前端,上下限位机构包括限位调节螺杆(32)、调节支板(34)、限位板(36)、支耳(35)和下导向杆(33),两个螺杆支座(39)分别固定在两个限位安装架(27)上,限位调节螺杆(33)横向设置在两个限位安装架(27)之间,限位调节螺杆(32)两端分别通过螺纹连接在两个限位安装架(27)上,限位调节螺杆(32)上连接两个互相平行的调节支板(34)的一端,调节支板(34)的另一端通过连接组件连接支耳(35),支耳(35)固定在限位板(36)上端面,限位板(36)下方设有两个互相平行的下导向杆(33),两个下导向杆(33)两端分别连接在两个限位安装架(27)上。
5.根据权利要求1所述的金属规整填料自动化生产线,其特征在于:所述滚花机构包括上下对应设置的上滚花筒(41)和下滚花筒(42),上滚花筒(41)两端分别通过轴承转动连接上滚花架(43)两侧,下滚花筒(42)两端分别通过轴承转动连接下滚花架(44)两侧,上滚花架(43)两侧分别通过连接件可拆卸的连接在下滚花架(44)两侧,下滚花架(44)固定在滚花加工台(40)上,所述下滚花筒(42)一端连接从动带轮(49),从动带轮(49)通过传动带(50)连接驱动带轮(51),驱动带轮(51)连接在减速电机(52)的驱动端,传动带(50)内侧连接张紧轮(53),张紧轮(53)通过转轴转动连接在张紧架(54)上,张紧架(54)通过连接件可拆卸的连接在滚花加工台(40)上,所述上滚花架(43)进出料端分别设有前导向轮(46)和后导向轮(47),前导向轮(46)两端分别通过轴承转动连接在上滚花架(43)两侧,后导向轮(47)两端分别通过轴承转动连接在上滚花架(43)两侧,下滚花架(44)进料端设有过渡导向轮(45),过渡导向轮(45)两端通过轴承转动连接在导轮架(48)两侧,导轮架(48)固定在滚花加工台(40)上。
6.根据权利要求5所述的金属规整填料自动化生产线,其特征在于:所述滚花机构的进料端设有上下压紧机构,上下压紧机构包括上下对应设置的上压板(55)和下压板(56),下压板(56)固定在下压板支架(59)上,下压板支架(59)两端分别通过连接件可拆卸的连接在压板固定架(60)上,压板固定架(60)固定在滚花加工台(40)上,下压板(56)上端面固接下弹性层(58),上压板(55)通过位置调节组件连接在压板固定架(60)上,上压板(55)下端面固接上弹性层(57),所述位置调节组件包括上压板支架(61)、调节杆(62)、调节套(63)、调节套锁紧螺栓(64)和连杆(65),两个上压板支架(61)分别通过连接件可拆卸的连接在两个压板固定架(60)上,两个上压板支架(61)之间固设有调节杆(62),调节杆(62)上滑动连接两个调节套(63),两个调节套(63)下端分别固接连杆(65)一端,连杆(65)另一端固接上压板(55),调节套(63)上通过螺纹连接调节套锁紧螺栓(64),调节套锁紧螺栓(64)一端穿过调节套(63)并顶紧接触调节杆(62),所述上压板(55)上端固接两个安装螺杆(66),两个安装螺杆(66)在上压板(55)上前后对称设置,安装螺杆(66)上套装多个配重片(67),安装螺杆(66)上通过螺纹连接配重锁紧螺母(68),所述上下压紧机构的进料端位置设有压轮机构,压轮机构包括压轮调节架(70)和压轮(69),两个压轮调节架(70)分别通过连接件可拆卸的连接在压板固定架(60)两侧,压轮(69)转动连接在压轮轴上,压轮轴两端分别连接压轮调节架(70)。
7.根据权利要求6所述的金属规整填料自动化生产线,其特征在于:所述上下压紧机构和滚花机构之间设有毛刷辊组件,毛刷辊组件包括上下对应设置的上毛刷辊(71)和下毛刷辊(72),上毛刷辊(71)两端分别通过轴承转动连接在上辊架(73)两端,下毛刷辊(72)两端分别通过轴承转动连接在下辊架(74)两端,下辊架(74)固定在滚花加工台(40)上,上辊架(73)两端通过连接件可拆卸的连接在下辊架(74)两侧,毛刷辊组件正下方设有收集杂质的托盘(75),上毛刷辊(71)一端连接上伺服电机(76)的驱动端,上伺服电机(76)固定在上辊架(73)一侧,下毛刷辊(72)一端连接下伺服电机(77)的驱动端,下伺服电机(77)固定在下辊架(74)一侧。
8.根据权利要求1所述的金属规整填料自动化生产线,其特征在于:所述自动切割机构包括进料机架(87)、出料机架(88)和自动切割机(89),进料机架(87)上设有进料板(91),进料板(91)的出料端固设有自动切割机(89),自动切割机(89)的出料端固设有出料机架(88),出料机架(88)上设有两个互相平行的拉料槽(92),拉料槽(92)中设有拉料机构,所述拉料机构包括第一夹爪气缸(93)和拉料气缸(94),拉料气缸(94)水平设置在拉料槽(92)中,拉料气缸(94)的驱动端连接第一夹爪气缸(93),拉料气缸(94)的夹爪开口端面向自动切割机(89),所述出料机架(88)上固定出料挡板(95),出料挡板(95)位于两个拉料槽(92)之间。
9.根据权利要求8所述的金属规整填料自动化生产线,其特征在于:所述出料机架(88)侧面固设有堆料机架(90),堆料机架(90)上设有两个与拉料槽(92)连通的下料槽(96),下料槽(96)内设有下料机构,所述下料机构包括旋转气缸(97)、第二夹爪气缸(98)、升降架(99)、升降气缸(100)和气缸支架(101),气缸支架(101)固定在堆料机架(90)上,气缸支架(101)上垂直固定升降气缸(100),升降气缸(100)的驱动端连接升降架(99),升降架(99)侧面固接旋转气缸(97),旋转气缸(97)的旋转端连接第二夹爪气缸(98)。
10.根据权利要求8所述的金属规整填料自动化生产线,其特征在于:所述进料板(91)上设有导向压板(102),导向压板(102)两侧分别通过连接件可拆卸的连接在导向压板固定架(103),导向压板固定架(103)固定在进料板(91)上,所述进料板(91)上设有压杆转轴(104),压杆转轴(104)两端分别转动连接压杆固定架(105),压杆固定架(105)固定在进料板(91)上,压杆转轴(104)上固接两个互相平行的压杆(106),压杆(106)的下端连接弹性压块(107)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911301865.0A CN111069911B (zh) | 2019-12-17 | 2019-12-17 | 金属规整填料自动化生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911301865.0A CN111069911B (zh) | 2019-12-17 | 2019-12-17 | 金属规整填料自动化生产线 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111069911A true CN111069911A (zh) | 2020-04-28 |
| CN111069911B CN111069911B (zh) | 2021-02-19 |
Family
ID=70315040
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911301865.0A Active CN111069911B (zh) | 2019-12-17 | 2019-12-17 | 金属规整填料自动化生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111069911B (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111872224A (zh) * | 2020-07-19 | 2020-11-03 | 陈娇阳 | 一种面板折边冲孔自动化设备 |
| CN111872225A (zh) * | 2020-07-19 | 2020-11-03 | 陈娇阳 | 一种面板冲孔设备 |
| CN114434623A (zh) * | 2022-01-24 | 2022-05-06 | 朱良玉 | 应用于填料塔内防形变的陶瓷填料生产线组 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2194226Y (zh) * | 1993-06-21 | 1995-04-12 | 吴庆钟 | 可调式双面滚筒给油机 |
| JP2002037649A (ja) * | 2000-05-16 | 2002-02-06 | Sanwa:Kk | コンクリート補強用金属製骨材の製造方法及び本製造方法に用いられる装置 |
| CN204019127U (zh) * | 2014-06-30 | 2014-12-17 | 天津市银丰机械设备有限公司 | 金属孔板波纹填料连续生产线 |
| CN206028881U (zh) * | 2016-08-30 | 2017-03-22 | 李荣兴 | 自动片料切割机 |
| CN207840575U (zh) * | 2018-01-22 | 2018-09-11 | 无锡市华诚石化设备有限责任公司 | 一种石化过滤网的专用滚花机 |
| CN207871719U (zh) * | 2018-01-22 | 2018-09-18 | 无锡市华诚石化设备有限责任公司 | 一种石化过滤网的生产线 |
-
2019
- 2019-12-17 CN CN201911301865.0A patent/CN111069911B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2194226Y (zh) * | 1993-06-21 | 1995-04-12 | 吴庆钟 | 可调式双面滚筒给油机 |
| JP2002037649A (ja) * | 2000-05-16 | 2002-02-06 | Sanwa:Kk | コンクリート補強用金属製骨材の製造方法及び本製造方法に用いられる装置 |
| CN204019127U (zh) * | 2014-06-30 | 2014-12-17 | 天津市银丰机械设备有限公司 | 金属孔板波纹填料连续生产线 |
| CN206028881U (zh) * | 2016-08-30 | 2017-03-22 | 李荣兴 | 自动片料切割机 |
| CN207840575U (zh) * | 2018-01-22 | 2018-09-11 | 无锡市华诚石化设备有限责任公司 | 一种石化过滤网的专用滚花机 |
| CN207871719U (zh) * | 2018-01-22 | 2018-09-18 | 无锡市华诚石化设备有限责任公司 | 一种石化过滤网的生产线 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111872224A (zh) * | 2020-07-19 | 2020-11-03 | 陈娇阳 | 一种面板折边冲孔自动化设备 |
| CN111872225A (zh) * | 2020-07-19 | 2020-11-03 | 陈娇阳 | 一种面板冲孔设备 |
| CN114434623A (zh) * | 2022-01-24 | 2022-05-06 | 朱良玉 | 应用于填料塔内防形变的陶瓷填料生产线组 |
| CN114434623B (zh) * | 2022-01-24 | 2023-12-22 | 重庆任丙科技有限公司 | 应用于填料塔内防形变的陶瓷填料生产线组 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111069911B (zh) | 2021-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111069911B (zh) | 金属规整填料自动化生产线 | |
| CN103662957A (zh) | 一种生产滤清器滤芯的折纸方法和装置 | |
| CN113263740B (zh) | 一种kn95口罩本体打片机 | |
| CN210935648U (zh) | 一种涂布涂胶装置 | |
| CN113400787A (zh) | 一种食品印刷包装设备 | |
| CN110961312B (zh) | 金属规整填料的冷却液涂抹装置 | |
| CN211332038U (zh) | 金属规整填料的滚花装置 | |
| CN216001421U (zh) | 一种过滤净化膜生产用拉伸装置 | |
| CN206087466U (zh) | 一种钢管全自动覆膜机 | |
| CN202897637U (zh) | 一种生产滤清器滤芯的折纸装置 | |
| CA1236516A (en) | Battery grid pasting machine | |
| CN218174127U (zh) | 用于插皮机的上料机构 | |
| CN210943355U (zh) | 一种带钢蓄料架 | |
| CN209680820U (zh) | 一种带动钢带前进的拉料机 | |
| CN210214312U (zh) | 一种纸箱印刷用进料导向装置 | |
| CN209918992U (zh) | 一种钢槽分切收卷机的送料机构 | |
| CN208006111U (zh) | 一种塑料托盘打样机 | |
| CN210149622U (zh) | 自动卷膜机 | |
| CN215591208U (zh) | 一种带上料喷油装置的印制电路板贴膜系统 | |
| CN111715923A (zh) | 一种适用于多种卷宽与料厚的开卷剪板模 | |
| CN220322194U (zh) | 一种吐珠类烟花杆外皮滚贴机 | |
| CN217893367U (zh) | 包装线纸卷自动码垛装置 | |
| CN210393068U (zh) | 高效离型薄膜的收卷装置 | |
| CN216583195U (zh) | Tto分页平台 | |
| CN220239863U (zh) | 一种卷板机送料装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right |
Denomination of invention: Automated production line for metal regular fillers Effective date of registration: 20231115 Granted publication date: 20210219 Pledgee: Wuxi rural commercial bank Limited by Share Ltd. Pledgor: WUXI HUACHENG PETROCHEMICAL EQUIPMENT Co.,Ltd. Registration number: Y2023980065481 |