CN111055074A - 一种已安装管道续接焊接装置 - Google Patents
一种已安装管道续接焊接装置 Download PDFInfo
- Publication number
- CN111055074A CN111055074A CN201911039636.6A CN201911039636A CN111055074A CN 111055074 A CN111055074 A CN 111055074A CN 201911039636 A CN201911039636 A CN 201911039636A CN 111055074 A CN111055074 A CN 111055074A
- Authority
- CN
- China
- Prior art keywords
- welding
- gear
- rotating
- pipeline
- fixed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/053—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work aligning cylindrical work; Clamping devices therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0247—Driving means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/06—Tubes
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
本发明公开了一种已安装管道续接焊接装置,属于管道自动焊接领域。一种已安装管道续接焊接装置,用于已安装好的管道需要进行再次焊接连接操作场景,在使用时,通过将装置顺着焊接固定仓设置的开孔放置到管道上方,将焊接转动仓一面朝向需要焊接的管道,之后启动启动机构带动焊接管道固定机构运转,将装置固定在焊接管道上,固定完毕后启动启动机构反转带动焊接转动机构运转,带动焊枪围绕焊接管道转动一圈,焊接完毕之后启动启动机构带动焊接管道固定机构将管道松开,之后顺着管道将装置取下。
Description
技术领域
本发明涉及管道自动焊接领域,尤其涉及一种已安装管道续接焊接装置。
背景技术
传统的管道焊接均是采用手工焊接,手工焊接的管道存在多种缺陷:一是法兰盘与管道的端面结合部焊接因需更换焊条,其焊缝接头部位呈堆积形,像云头状况;二是焊缝堆积部位易留焊渣,造成密封不严,产生漏气、漏油的现象;三是工件需人工转动,劳动强度大;四是焊条需人工用手送进焊接,送给的速度和焊条与工件的间距不一,导致焊缝的表面不光滑。传统手工焊接的管道只能适用于普通管路的连接,对于海洋采油树的高压、高速管路连接已经不适应了,所以亟待研制新型管道焊接装置替代上百年没有新的突破传统手工焊接势在必行。
现有的一种已安装管道续接焊接装置,无法固定并自动焊接。
发明内容
本发明的目的是为了解决现有的无法固定并自动焊接的问题,而提出的一种已安装管道续接焊接装置。
为了实现上述目的,本发明采用了如下技术方案:
一种已安装管道续接焊接装置,包括:主体框架、焊接固定仓和焊接转动仓,所述主体框架内部从后至前依次设置有焊接转动仓和焊接固定仓,所述焊接固定仓前侧内部固定安装有焊接管道固定机构,所述焊接管道固定机构下端左右两侧与启动机构啮合连接,所述启动机构与焊接转动机构啮合连接,所述焊接转动机构活动安装在焊接转动仓内部,所述焊接转动机构与焊接转动圈后侧活动连接,所述焊接转动圈中部外侧活动套接有转动轴承,所述转动轴承外侧与主体框架内壁固定连接。
优选地,所述启动机构包括:伺服电机、转动齿轮、转动斜齿轮、传动齿轮和转动轴,所述焊接转动仓内部下端左右两侧固定安装有伺服电机,所述伺服电机主轴前端与转动齿轮轴心固定连接,所述转动齿轮上侧与传动齿轮下侧啮合连接,所述传动齿轮轴心与转动轴后端固定连接,所述转动轴中部与焊接转动仓内壁活动连接,所述转动轴前端与转动斜齿轮轴心固定连接,所述转动斜齿轮与焊接管道固定机构啮合连接,所述传动齿轮靠内一侧与焊接转动机构啮合连接。
优选地,所述焊接管道固定机构包括:转动齿轮圈、移动块和夹持块,所述转动齿轮圈下端左右两侧与转动斜齿轮啮合连接,所述转动齿轮圈前后两侧分别设置有齿轮圈和螺纹圈,所述转动齿轮圈前侧与三组移动块后侧螺纹连接,所述移动块靠内一端与加持块固定连接。
优选地,所述夹持块前侧设置有限位块,所述限位块活动套接在活动块内部,所述活动块前侧与固定圈后侧固定连接。
优选地,所述焊接转动机构包括:限位齿轮、下限位轴、下限位轮、传动轮组、上限位轮、上限位轴、固定轮和固定轴,所述传动齿轮靠内一侧与限位齿轮靠外一侧啮合连接,。所述限位齿轮轴心与下限位轴中部后侧固定连接,所述下限位轴中部前侧与下限位轮轴心固定连接,所述下限位轴前侧与传动轮组下端轴心固定连接,所述传动轮组上端轴心与上限位轴前侧固定连接,所述上限位轴中部前侧与上限位轮轴心固定连接,所述上限位轮和下限位轮内侧都与焊接转动圈外侧边缘活动连接,所述焊接转动圈外侧左右两侧与固定轮内侧活动连接,所述固定轮轴心与固定轴中部固定连接,所述固定轴、上限位轴和下限位轴前后两端都与焊接转动仓内壁活动连接。
优选地,所述焊接转动圈前侧设置有多组焊接固定槽,所述焊接固定槽内部活动套接有焊枪。
与现有技术相比,本发明提供了一种已安装管道续接焊接装置,具备以下有益效果:
1.本发明用于已安装好的管道需要进行再次焊接连接操作场景,在使用时,通过将装置顺着焊接固定仓设置的开孔放置到管道上方,将焊接转动仓一面朝向需要焊接的管道,之后启动启动机构带动焊接管道固定机构运转,将装置固定在焊接管道上,固定完毕后启动启动机构反转带动焊接转动机构运转,带动焊枪围绕焊接管道转动一圈,焊接完毕之后启动启动机构带动焊接管道固定机构将管道松开,之后顺着管道将装置取下。
2.本发明设置有启动机构,通过左右两侧都设置有伺服电机,当使用时,启动左侧的伺服电机正转,带动转动齿轮转动,带动传动转动,带动转动轴转动,带动转动斜齿轮转动,带动转动齿轮圈转动,带动移动块向内部移动,带动夹持块将装置固定,之后启动伺服电机反转,带动焊接转动机构运转,由于转动斜齿轮内部设置有棘轮,此时不会转动,当焊接完毕之后,启动右侧的伺服电机正转,带动转动齿轮圈转动,带动移动块向外部移动,带动夹持块将装置松开。
3.本发明设置有焊接转动机构,在使用时,通过左右两侧伺服电机带动转动齿轮转动,带动传动齿轮转动,带动限位齿轮转动,带动下限位轴转动,带动下限位轮转动,带动传动轮组转动,带动上限位轴转动,带动上限位轮转动,从而带动焊接转动圈转动,通过焊接转动圈上设置的焊接固定槽将焊枪固定,从而使焊枪围绕管道转动。
附图说明
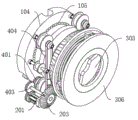
图1为本发明提出的一种已安装管道续接焊接装置的整体结构示意图;
图2为本发明提出的一种已安装管道续接焊接装置的拆分结构示意图;
图3为本发明提出的一种已安装管道续接焊接装置的拆分结构示意图;
图4为本发明提出的一种已安装管道续接焊接装置的拆分结构示意图;
图5为本发明提出的一种已安装管道续接焊接装置的拆分结构示意图。
图中标号说明:
101主体框架、102焊接固定仓、103焊接转动仓、104焊接转动圈、105转动轴承、201伺服电机、202转动齿轮、203转动斜齿轮、204传动齿轮、205转动轴、301转动齿轮圈、302移动块、303夹持块、304限位块、305活动块、306固定圈、401限位齿轮、402下限位轴、403下限位轮、404传动轮组、405上限位轮、406上限位轴、407固定轮、408固定轴、501焊接固定槽。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例1:
一种已安装管道续接焊接装置,包括:主体框架101、焊接固定仓102和焊接转动仓103,主体框架101内部从后至前依次设置有焊接转动仓103和焊接固定仓102,焊接固定仓102前侧内部固定安装有焊接管道固定机构,焊接管道固定机构下端左右两侧与启动机构啮合连接,启动机构与焊接转动机构啮合连接,焊接转动机构活动安装在焊接转动仓103内部,焊接转动机构与焊接转动圈104后侧活动连接,焊接转动圈104中部外侧活动套接有转动轴承105,转动轴承105外侧与主体框架101内壁固定连接。
本发明用于已安装好的管道需要进行再次焊接连接操作场景,在使用时,通过将装置顺着焊接固定仓102设置的开孔放置到管道上方,将焊接转动仓103一面朝向需要焊接的管道,之后启动启动机构带动焊接管道固定机构运转,将装置固定在焊接管道上,固定完毕后启动启动机构反转带动焊接转动机构运转,带动焊枪围绕焊接管道转动一圈,焊接完毕之后启动启动机构带动焊接管道固定机构将管道松开,之后顺着管道将装置取下。
实施例2:基于实施例1,但有所不同的是:
启动机构包括:伺服电机201、转动齿轮202、转动斜齿轮203、传动齿轮204和转动轴205,焊接转动仓103内部下端左右两侧固定安装有伺服电机201,伺服电机201主轴前端与转动齿轮202轴心固定连接,转动齿轮202上侧与传动齿轮204下侧啮合连接,传动齿轮204轴心与转动轴205后端固定连接,转动轴205中部与焊接转动仓103内壁活动连接,转动轴205前端与转动斜齿轮203轴心固定连接,转动斜齿轮203与焊接管道固定机构啮合连接,传动齿轮204靠内一侧与焊接转动机构啮合连接。
焊接管道固定机构包括:转动齿轮圈301、移动块302和夹持块303,转动齿轮圈301下端左右两侧与转动斜齿轮203啮合连接,转动齿轮圈301前后两侧分别设置有齿轮圈和螺纹圈,转动齿轮圈301前侧与三组移动块302后侧螺纹连接,移动块302靠内一端与加持块303固定连接。
夹持块303前侧设置有限位块304,限位块304活动套接在活动块305内部,活动块305前侧与固定圈306后侧固定连接。
本发明设置有启动机构,通过左右两侧都设置有伺服电机201,当使用时,启动左侧的伺服电机201正转,带动转动齿轮202转动,带动传动204转动,带动转动轴205转动,带动转动斜齿轮203转动,带动转动齿轮圈301转动,带动移动块302向内部移动,带动夹持块303将装置固定,之后启动伺服电机201反转,带动焊接转动机构运转,由于转动斜齿轮203内部设置有棘轮,此时不会转动,当焊接完毕之后,启动右侧的伺服电机201正转,带动转动齿轮圈301转动,带动移动块302向外部移动,带动夹持块303将装置松开。
实施例3:基于实施例1和2,但有所不同的是:
焊接转动机构包括:限位齿轮401、下限位轴402、下限位轮403、传动轮组404、上限位轮405、上限位轴406、固定轮407和固定轴408,传动齿轮204靠内一侧与限位齿轮401靠外一侧啮合连接,。限位齿轮401轴心与下限位轴402中部后侧固定连接,下限位轴402中部前侧与下限位轮403轴心固定连接,下限位轴402前侧与传动轮组404下端轴心固定连接,传动轮组404上端轴心与上限位轴402前侧固定连接,上限位轴402中部前侧与上限位轮405轴心固定连接,上限位轮405和下限位轮403内侧都与焊接转动圈104外侧边缘活动连接,焊接转动圈104外侧左右两侧与固定轮407内侧活动连接,固定轮407轴心与固定轴408中部固定连接,固定轴408、上限位轴406和下限位轴403前后两端都与焊接转动仓103内壁活动连接。
焊接转动圈104前侧设置有多组焊接固定槽501,焊接固定槽501内部活动套接有焊枪。
本发明设置有焊接转动机构,在使用时,通过左右两侧伺服电机201带动转动齿轮202转动,带动传动齿轮203转动,带动限位齿轮401转动,带动下限位轴402转动,带动下限位轮403转动,带动传动轮组404转动,带动上限位轴406转动,带动上限位轮405转动,从而带动焊接转动圈104转动,通过焊接转动圈104上设置的焊接固定槽104将焊枪固定,从而使焊枪围绕管道转动。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
Claims (6)
1.一种已安装管道续接焊接装置,包括:主体框架(101)、焊接固定仓(102)和焊接转动仓(103),其特征在于,所述主体框架(101)内部从后至前依次设置有焊接转动仓(103)和焊接固定仓(102),所述焊接固定仓(102)前侧内部固定安装有焊接管道固定机构,所述焊接管道固定机构下端左右两侧与启动机构啮合连接,所述启动机构与焊接转动机构啮合连接,所述焊接转动机构活动安装在焊接转动仓(103)内部,所述焊接转动机构与焊接转动圈(104)后侧活动连接,所述焊接转动圈(104)中部外侧活动套接有转动轴承(105),所述转动轴承(105)外侧与主体框架(101)内壁固定连接。
2.根据权利要求1所述的一种已安装管道续接焊接装置,其特征在于:所述启动机构包括:伺服电机(201)、转动齿轮(202)、转动斜齿轮(203)、传动齿轮(204)和转动轴(205),所述焊接转动仓(103)内部下端左右两侧固定安装有伺服电机(201),所述伺服电机(201)主轴前端与转动齿轮(202)轴心固定连接,所述转动齿轮(202)上侧与传动齿轮(204)下侧啮合连接,所述传动齿轮(204)轴心与转动轴(205)后端固定连接,所述转动轴(205)中部与焊接转动仓(103)内壁活动连接,所述转动轴(205)前端与转动斜齿轮(203)轴心固定连接,所述转动斜齿轮(203)与焊接管道固定机构啮合连接,所述传动齿轮(204)靠内一侧与焊接转动机构啮合连接。
3.根据权利要求2所述的一种已安装管道续接焊接装置,其特征在于:所述焊接管道固定机构包括:转动齿轮圈(301)、移动块(302)和夹持块(303),所述转动齿轮圈(301)下端左右两侧与转动斜齿轮(203)啮合连接,所述转动齿轮圈(301)前后两侧分别设置有齿轮圈和螺纹圈,所述转动齿轮圈(301)前侧与三组移动块(302)后侧螺纹连接,所述移动块(302)靠内一端与加持块(303)固定连接。
4.根据权利要求3所述的一种已安装管道续接焊接装置,其特征在于:所述夹持块(303)前侧设置有限位块(304),所述限位块(304)活动套接在活动块(305)内部,所述活动块(305)前侧与固定圈(306)后侧固定连接。
5.根据权利要求2所述的一种已安装管道续接焊接装置,其特征在于:所述焊接转动机构包括:限位齿轮(401)、下限位轴(402)、下限位轮(403)、传动轮组(404)、上限位轮(405)、上限位轴(406)、固定轮(407)和固定轴(408),所述传动齿轮(204)靠内一侧与限位齿轮(401)靠外一侧啮合连接,所述限位齿轮(401)轴心与下限位轴(402)中部后侧固定连接,所述下限位轴(402)中部前侧与下限位轮(403)轴心固定连接,所述下限位轴(402)前侧与传动轮组(404)下端轴心固定连接,所述传动轮组(404)上端轴心与上限位轴(402)前侧固定连接,所述上限位轴(402)中部前侧与上限位轮(405)轴心固定连接,所述上限位轮(405)和下限位轮(403)内侧都与焊接转动圈(104)外侧边缘活动连接,所述焊接转动圈(104)外侧左右两侧与固定轮(407)内侧活动连接,所述固定轮(407)轴心与固定轴(408)中部固定连接,所述固定轴(408)、上限位轴(406)和下限位轴(403)前后两端都与焊接转动仓(103)内壁活动连接。
6.根据权利要求1所述的一种已安装管道续接焊接装置,其特征在于:所述焊接转动圈(104)前侧设置有多组焊接固定槽(501),所述焊接固定槽(501)内部活动套接有焊枪。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911039636.6A CN111055074B (zh) | 2019-10-29 | 2019-10-29 | 一种已安装管道续接焊接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911039636.6A CN111055074B (zh) | 2019-10-29 | 2019-10-29 | 一种已安装管道续接焊接装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111055074A true CN111055074A (zh) | 2020-04-24 |
| CN111055074B CN111055074B (zh) | 2022-02-11 |
Family
ID=70298462
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911039636.6A Active CN111055074B (zh) | 2019-10-29 | 2019-10-29 | 一种已安装管道续接焊接装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111055074B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111497268A (zh) * | 2020-04-30 | 2020-08-07 | 杨燕荷 | 一种适应多口径的热熔塑胶管道对接装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN202398978U (zh) * | 2011-11-24 | 2012-08-29 | 重庆大学 | 管路焊接辅助装置 |
| WO2014056054A1 (pt) * | 2012-10-11 | 2014-04-17 | Dos Santos Cleberson Vitor | Acopladeira flexível e método de acoplamento |
| CN205078797U (zh) * | 2015-09-23 | 2016-03-09 | 陈长清 | 无焊接快速连接蝶阀 |
| CN205309528U (zh) * | 2015-07-07 | 2016-06-15 | 扬州鑫凯诚机器人系统有限公司 | 焊接工作站用焊接夹头 |
| CN107414367A (zh) * | 2017-07-31 | 2017-12-01 | 李乐乐 | 一种石油管道环缝自动焊接装置 |
-
2019
- 2019-10-29 CN CN201911039636.6A patent/CN111055074B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN202398978U (zh) * | 2011-11-24 | 2012-08-29 | 重庆大学 | 管路焊接辅助装置 |
| WO2014056054A1 (pt) * | 2012-10-11 | 2014-04-17 | Dos Santos Cleberson Vitor | Acopladeira flexível e método de acoplamento |
| CN205309528U (zh) * | 2015-07-07 | 2016-06-15 | 扬州鑫凯诚机器人系统有限公司 | 焊接工作站用焊接夹头 |
| CN205078797U (zh) * | 2015-09-23 | 2016-03-09 | 陈长清 | 无焊接快速连接蝶阀 |
| CN107414367A (zh) * | 2017-07-31 | 2017-12-01 | 李乐乐 | 一种石油管道环缝自动焊接装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111497268A (zh) * | 2020-04-30 | 2020-08-07 | 杨燕荷 | 一种适应多口径的热熔塑胶管道对接装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111055074B (zh) | 2022-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN208644456U (zh) | 一种钢管塔主管合缝焊接一体化设备 | |
| CN210997315U (zh) | 一种建筑工程用管道焊接装置 | |
| CN108714510B (zh) | 一种便于操作的汽车钣金喷漆用机器人 | |
| CN110270789A (zh) | 一种管道自动焊接设备 | |
| CN111055074B (zh) | 一种已安装管道续接焊接装置 | |
| CN215967032U (zh) | 一种内外焊接一次即完成的法兰焊接工装 | |
| CN215787726U (zh) | 卡盘式钢管法兰焊接设备 | |
| CN214921277U (zh) | 一种风电塔架厚钢板的焊接装置 | |
| CN219293083U (zh) | 一种管路自动焊接装置 | |
| CN219562038U (zh) | 一种焊接装置 | |
| CN208304208U (zh) | 一种lng储罐筒体自动对焊装置 | |
| CN109755016B (zh) | 一种卷轴可自胀紧式线圈卷绕设备 | |
| CN209850254U (zh) | 一种适用于混凝土搅拌罐自动校圆的剖分式回转工装夹具 | |
| CN218016858U (zh) | 一种管道焊接辅助工装 | |
| CN201940754U (zh) | 半自动焊接充氩气装置 | |
| CN115673989A (zh) | 一种不锈钢管的耐腐蚀抛光自动化装置 | |
| CN214867760U (zh) | 一种管材大倒角机 | |
| CN212577847U (zh) | 石化设备配件生产用焊接装置 | |
| CN210678473U (zh) | 一种管件加工用翻箱装置 | |
| CN208391324U (zh) | 一种工程车钢圈焊接专机 | |
| CN212553384U (zh) | 一种适用于风电塔架内部自动喷沙装置 | |
| CN214811934U (zh) | 一种用于汽车零部件生产的旋转式喷涂装置 | |
| CN113601116B (zh) | 一种用于圆形风阀阀体的生产工艺 | |
| CN220806098U (zh) | 一种雨刮器安装杆焊接定位工装 | |
| CN212823326U (zh) | 一种用于浮筒自动焊接的三爪卡盘结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |