CN110919478A - 一种管件打磨装置 - Google Patents
一种管件打磨装置 Download PDFInfo
- Publication number
- CN110919478A CN110919478A CN201911392912.7A CN201911392912A CN110919478A CN 110919478 A CN110919478 A CN 110919478A CN 201911392912 A CN201911392912 A CN 201911392912A CN 110919478 A CN110919478 A CN 110919478A
- Authority
- CN
- China
- Prior art keywords
- pipe
- polishing
- pipe fitting
- assembly
- fixing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005498 polishing Methods 0.000 claims abstract description 63
- 230000000712 assembly Effects 0.000 claims description 13
- 238000000429 assembly Methods 0.000 claims description 13
- 238000000034 method Methods 0.000 claims 1
- 230000000694 effects Effects 0.000 abstract description 3
- 230000002093 peripheral effect Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/36—Single-purpose machines or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
Abstract
本发明公开了一种管件打磨装置,涉及机械设备技术领域。本发明包括工作平台;工作平台上设置有打磨组件;打磨组件上方设置有轨道;轨道内配合有管件固定架;管件固定架内活动连接有若干对固定组件;每对固定组件之间配合有管件;管件上方设置有进料组件;工作平台为矩形框架结构;工作平台下方设置有两对电动升降杆一;打磨组件包括若干打磨头;打磨头轴心处固定安装有转轴;转轴两端固定安装有链轮一。本发明通过工作平台、打磨组件、轨道、固定架、固定组件和管件的作用,具有达到便于夹持不同直径的管件、批量放置和打磨管件、使得管件在往复运动时同时转动的进行打磨、快速的将大批量管件打磨完成、提高工作效率的效果。
Description
技术领域
本发明属于机械设备技术领域,特别是涉及一种管件打磨装置。
背景技术
在机械领域中经常需要对管件周侧面进行打磨,去除零件周测的毛刺和多余部分,从而使得管件符合实际需要。传统的方式使需要手持管件在打磨头上进行打磨,通过手控制使得管件周侧面全部被打磨光滑,这样工作效率比较低。现有的管件打磨装置可以通过机械夹持管件运动,从而对管件打磨完成,然而需要打磨大量的管件时,仍需要手动将管件一个个放置到夹持机械上,使得夹持机械对管件的周侧面一个一个的进行打磨,效率很低,而且打磨完成后,不便于批量收集。
针对上述问题,本发明通过工作平台、打磨组件、轨道、固定架、固定组件和管件的作用,具有达到便于夹持不同直径的管件、批量放置和打磨管件、使得管件在往复运动时同时转动的进行打磨、快速的将大批量管件打磨完成、大大提高了工作效率、无需手动辅助打磨的效果。
发明内容
本发明的目的在于提供一种管件打磨装置,通过工作平台、打磨组件、轨道、固定架、固定组件和管件的作用,解决了现有的管件打磨装置打磨大量的管件时,需要夹持机械对管件的周侧面一个一个的进行打磨效率很低,而且打磨完成后,不便于批量收集的问题。
为解决上述技术问题,本发明是通过以下技术方案实现的:
本发明为一种管件打磨装置,包括工作平台;所述工作平台上设置有打磨组件,用于打磨管件;所述打磨组件上方设置有轨道;所述轨道内配合有管件固定架,便于固定架带着管件在轨道上移动或者往复运动,从而对管件进行全方位打磨;所述管件固定架内活动连接有若干对固定组件;每对所述固定组件之间配合有管件,便于夹紧与松开管件;所述管件上方设置有进料组件,用于放置批量的管件,便于统一放置、固定以便于后续的打磨。
进一步地,所述工作平台为矩形框架结构;所述工作平台下方设置有两对电动升降杆一。
进一步地,所述打磨组件包括若干打磨头,用于打磨管件的周侧面,从而对管件打磨干净;所述打磨头轴心处固定安装有转轴;所述转轴两端固定安装有链轮一;若干链轮一之间通过链条一连接;任意一转轴通过联轴器固定连接有电机一,电机一带动链条一运动从而带动所有的磨头转动,从而进行打磨;所述转轴转动连接于工作平台内。
进一步地,所述轨道为矩形框架结构;所述轨道上表面开设有一对滑槽,便于滑动;所述轨道下表面设置有两对电动升降杆二,通过电动升降杆二的升降调节轨道的高低,从而便于根据不同直径的管件进行打磨,当管件直径大时可以升起轨道进行打磨;当管件直径小时可以降下轨道进行打磨。
进一步地,所述轨道下方固定安装有一倾斜的U形板,当管件打磨完成时,通过驱动驱动轮将固定架移动至U形板上方,然后通过通过伸长电动伸缩杆放下管件,使管件通过U形板滑落,从而进行收集。
进一步地,所述管件固定架为矩形框架结构;所述管件固定架一相对内壁开设有若干转孔;所述固定架两端均设置有电动伸缩杆,放置管件到固定架上时,先伸长电动伸缩杆,然后进料组件将管件运动至固定组件之间,再收缩电动伸缩杆将管件夹紧,此时进料组件再将管件松开,并运动至管件上方复位,此时驱动打磨组件对管件进行打磨;再驱动固定架移动并且驱动固定组件转动,使得管件在打磨组件上方缓慢移动时同时转动,这样可以使得同时批量打磨管件,并且同时对每个管件的周侧面进行打磨,大大提高了打磨效率;所述固定架两端均设置有驱动轮;所述驱动轮连接有驱动组件。
进一步地,所述固定组件包括转动杆;所述转动杆一端固定安装有链轮二;所述转动杆另一端固定安装有夹块;所述链轮二与夹块之间固定安装有固定板;所述固定板一侧配合有螺母;若干所述链轮二之间通过链条二连接;任意一所述转动杆一端固定连接有电机二,通过电机二带动所有链轮二转动,从而对所有管件的周侧面全方位进行打磨;所述固定板与螺母之间与固定架侧壁配合;一对所述夹块之间夹持有管件。
进一步地,所述夹块为圆台结构,便于夹持住不同直径的管件。
进一步地,所述进料组件包括矩形架;所述矩形架内设置有若干对用于夹持工作平台的夹持组件;所述矩形架上表面设置有伸缩组件,并通过伸缩组件固定于支架上,用于提升与放下整个进料组件。
进一步地,每对所述夹持组件包括倾斜设置的夹板A和倾斜设置的夹板B;所述夹板A与夹板B呈镜像设置,可以快速的批量放置管件;所述夹板A和夹板B之间安放管件;所述夹板A可拆卸的安装于矩形架内;所述夹板B通过横杆转动连接于矩形架内;所述夹板B两端均固定安装有链轮三;若干所述链轮三之间通过链条三连接;任意一所述横杆端部固定连接有电机三,通过电机三带动所有夹板B转动,从而对管件进行夹持和松开。
本发明具有以下有益效果:
1、本发明通过轨道内配合有管件固定架,固定架带着管件在轨道上往复运动,从而对管件进行全方位打磨;通过每对固定组件之间配合有管件,便于夹紧与松开管件;通过管件上方设置有进料组件,用于放置批量的管件,便于统一放置、固定以便于后续的打磨。
2、本发明通过轨道下表面设置有两对电动升降杆二,通过电动升降杆二的升降调节轨道的高低,从而便于根据不同直径的管件进行打磨,当管件直径大时可以升起轨道进行打磨;当管件直径小时可以降下轨道进行打磨。
3、本发明通过轨道下方固定安装有一倾斜的U形板,当管件打磨完成时,通过驱动驱动轮将固定架移动至U形板上方,然后通过通过伸长电动伸缩杆放下管件,便于进行收集。
4、本发明通过固定架两端设置电动伸缩杆,放置管件到固定架上时,先伸长电动伸缩杆,然后进料组件将管件运动至固定组件之间,再收缩电动伸缩杆将管件夹紧,此时进料组件再将管件松开,并运动至管件上方复位,此时驱动打磨组件对管件进行打磨;再驱动固定架移动并且驱动固定组件转动,使得管件在打磨组件上方缓慢移动时同时转动,这样可以使得同时批量打磨管件,并且同时对每个管件的周侧面进行打磨,大大提高了打磨效率。
5、本发明通过夹块为圆台结构,便于夹持住不同直径的管件。
6、本发明通过夹板A与夹板B呈镜像倾斜设置,可以快速的放置批量管件,电机三带动所有夹板B转动,从而对管件进行夹持和松开,具有达到便于夹持不同直径的管件、批量放置和打磨管件、使得管件在往复运动时同时转动的进行打磨、快速的将大批量管件打磨完成、大大提高了工作效率、无需手动辅助打磨的效果。
当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明的一种管件打磨装置的结构示意图;
图2为工作平台与打磨组件的安装示意图;
图3为轨道的结构示意图;
图4为固定架的结构示意图;
图5为固定组件的结构示意图;
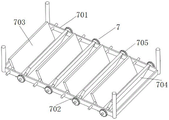
图6为进料组件的结构示意图;
附图中,各标号所代表的部件列表如下:
1-工作平台,2-打磨组件,3-轨道,4-固定架,5-固定组件,6-管件,7-进料组件,101-电动升降杆一,201-打磨头,202-链轮一,301-滑槽,302-电动升降杆二,303-U形板,401-转孔,402-电动伸缩杆,403-驱动轮,501-转动杆,502-链轮二,503-夹块,504-螺母,701-矩形架,702-夹持组件,703-夹板A,704-夹板B,705-链轮三。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-6所示,本发明为一种管件打磨装置,包括工作平台1;工作平台1上设置有打磨组件2,用于打磨管件6;打磨组件2上方设置有轨道3;轨道3内配合有管件固定架4,便于固定架4带着管件6在轨道3上移动或者往复运动,从而对管件6进行全方位打磨;管件固定架4内活动连接有若干对固定组件5;每对固定组件5之间配合有管件6,便于夹紧与松开管件6;管件6上方设置有进料组件7,用于放置批量的管件6,便于统一放置、固定以便于后续的打磨。
优选地,如图1-2所示,工作平台1为矩形框架结构;工作平台1下方设置有两对电动升降杆一101。
优选地,如图1-2所示,打磨组件2包括若干打磨头201,用于打磨管件6的周侧面,从而对管件6打磨干净;打磨头201轴心处固定安装有转轴;转轴两端固定安装有链轮一202;若干链轮一202之间通过链条一连接;任意一转轴通过联轴器固定连接有电机一,电机一带动链条一运动从而带动所有的磨头201转动,从而进行打磨;转轴转动连接于工作平台1内。
优选地,如图3所示,轨道3为矩形框架结构;轨道3上表面开设有一对滑槽301,便于滑动;轨道3下表面设置有两对电动升降杆二302,通过电动升降杆二302的升降调节轨道3的高低,从而便于根据不同直径的管件6进行打磨,当管件6直径大时可以升起轨道3进行打磨;当管件6直径小时可以降下轨道3进行打磨。
优选地,如图3所示,轨道3下方固定安装有一倾斜的U形板303,当管件6打磨完成时,通过驱动驱动轮403将固定架4移动至U形板303上方,然后通过通过伸长电动伸缩杆402放下管件6,使管件6通过U形板303滑落,从而进行收集。
优选地,如图4所示,管件固定架4为矩形框架结构;管件固定架4一相对内壁开设有若干转孔401;固定架4两端均设置有电动伸缩杆402,放置管件6到固定架4上时,先伸长电动伸缩杆402,然后进料组件7将管件6运动至固定组件5之间,再收缩电动伸缩杆402将管件6夹紧,此时进料组件7再将管件6松开,并运动至管件6上方复位,此时驱动打磨组件2对管件6进行打磨;再驱动固定架4移动并且驱动固定组件5转动,使得管件6在打磨组件2上方缓慢移动时同时转动,这样可以使得同时批量打磨管件6,并且同时对每个管件6的周侧面进行打磨,大大提高了打磨效率;固定架4两端均设置有驱动轮403;驱动轮403连接有驱动组件。
优选地,如图5所示,固定组件5包括转动杆501;转动杆501一端固定安装有链轮二502;转动杆501另一端固定安装有夹块503;链轮二502与夹块503之间固定安装有固定板;固定板一侧配合有螺母504;若干链轮二502之间通过链条二连接;任意一转动杆501一端固定连接有电机二,通过电机二带动所有链轮二502转动,从而对所有管件6的周侧面全方位进行打磨;固定板与螺母504之间与固定架4侧壁配合;一对夹块503之间夹持有管件6。
优选地,如图5所示,夹块503为圆台结构,便于夹持住不同直径的管件6。
优选地,如图6所示,进料组件7包括矩形架701;矩形架701内设置有若干对用于夹持工作平台1的夹持组件702;矩形架701上表面设置有伸缩组件,并通过伸缩组件固定于支架上,用于提升与放下整个进料组件7。
优选地,如图6所示,每对夹持组件702包括倾斜设置的夹板A703和倾斜设置的夹板B704;夹板A703与夹板B704呈镜像设置,可以快速的批量放置管件6;夹板A703和夹板B704之间安放管件6;夹板A703可拆卸的安装于矩形架701内;夹板B704通过横杆转动连接于矩形架701内;夹板B704两端均固定安装有链轮三705;若干链轮三705之间通过链条三连接;任意一横杆端部固定连接有电机三,通过电机三带动所有夹板B704转动,从而对管件6进行夹持和松开。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属机械设备技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
Claims (10)
1.一种管件打磨装置,包括工作平台(1);所述工作平台(1)上设置有打磨组件(2);其特征在于:
所述打磨组件(2)上方设置有轨道(3);
所述轨道(3)内配合有管件固定架(4);
所述管件固定架(4)内活动连接有若干对固定组件(5);
每对所述固定组件(5)之间配合有管件(6);
所述管件(6)上方设置有进料组件(7)。
2.根据权利要求1所述的一种管件打磨装置,其特征在于,所述工作平台(1)为矩形框架结构;所述工作平台(1)下方设置有两对电动升降杆一(101)。
3.根据权利要求1或2所述的一种管件打磨装置,其特征在于,所述打磨组件(2)包括若干打磨头(201);所述打磨头(201)轴心处固定安装有转轴;所述转轴两端固定安装有链轮一(202);若干链轮一(202)之间通过链条一连接;任意一转轴通过联轴器固定连接有电机一;
所述转轴转动连接于工作平台(1)内。
4.根据权利要求3所述的一种管件打磨装置,其特征在于,所述轨道(3)为矩形框架结构;所述轨道(3)上表面开设有一对滑槽(301);所述轨道(3)下表面设置有两对电动升降杆二(302)。
5.根据权利要求1或4所述的一种管件打磨装置,其特征在于,所述轨道(3)下方固定安装有一倾斜的U形板(303)。
6.根据权利要求1所述的一种管件打磨装置,其特征在于,所述管件固定架(4)为矩形框架结构;所述管件固定架(4)一相对内壁开设有若干转孔(401);所述固定架(4)两端均设置有电动伸缩杆(402);所述固定架(4)两端均设置有驱动轮(403);所述驱动轮(403)连接有驱动组件。
7.根据权利要求6所述的一种管件打磨装置,其特征在于,所述固定组件(5)包括转动杆(501);所述转动杆(501)一端固定安装有链轮二(502);所述转动杆(501)另一端固定安装有夹块(503);所述链轮二(502)与夹块(503)之间固定安装有固定板;所述固定板一侧配合有螺母(504);
若干所述链轮二(502)之间通过链条二连接;任意一所述转动杆(501)一端固定连接有电机二;
所述固定板与螺母(504)之间与固定架(4)侧壁配合;一对所述夹块(503)之间夹持有管件(6)。
8.根据权利要求7所述的一种管件打磨装置,其特征在于,所述夹块(503)为圆台结构。
9.根据权利要求8所述的一种管件打磨装置,其特征在于,所述进料组件(7)包括矩形架(701);所述矩形架(701)内设置有若干对用于夹持工作平台(1)的夹持组件(702);所述矩形架(701)上表面设置有伸缩组件,并通过伸缩组件固定于支架上。
10.根据权利要求9所述的一种管件打磨装置,其特征在于,每对所述夹持组件(702)包括倾斜设置的夹板A(703)和倾斜设置的夹板B(704);所述夹板A(703)与夹板B(704)呈镜像设置;所述夹板A(703)和夹板B(704)之间安放管件(6);
所述夹板A(703)可拆卸的安装于矩形架(701)内;
所述夹板B(704)通过横杆转动连接于矩形架(701)内;所述夹板B(704)两端均固定安装有链轮三(705);若干所述链轮三(705)之间通过链条三连接;任意一所述横杆端部固定连接有电机三。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911392912.7A CN110919478B (zh) | 2019-12-30 | 2019-12-30 | 一种管件打磨装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911392912.7A CN110919478B (zh) | 2019-12-30 | 2019-12-30 | 一种管件打磨装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110919478A true CN110919478A (zh) | 2020-03-27 |
| CN110919478B CN110919478B (zh) | 2020-11-13 |
Family
ID=69862417
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911392912.7A Active CN110919478B (zh) | 2019-12-30 | 2019-12-30 | 一种管件打磨装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110919478B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113814856A (zh) * | 2021-10-28 | 2021-12-21 | 怀化市产商品质量监督检验所 | 一种具有定位机构的竹木制品打磨设备 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101077668B1 (ko) * | 2009-05-08 | 2011-10-28 | 주식회사 한국번디 | 버핑 시스템 |
| CN203509816U (zh) * | 2013-09-04 | 2014-04-02 | 天津市爱德瑞博机械配件有限公司 | 一种管件外壁打磨装置 |
| CN106002571A (zh) * | 2016-08-11 | 2016-10-12 | 南通永大管业股份有限公司 | 钢管批量高效表面去锈装置 |
| CN206405855U (zh) * | 2017-01-11 | 2017-08-15 | 苏州阿福机器人有限公司 | 管件打磨流水线 |
| CN107199500A (zh) * | 2017-06-02 | 2017-09-26 | 浙江森拉特暖通设备有限公司 | 金属圆管磨光设备 |
| CN107891352A (zh) * | 2017-11-16 | 2018-04-10 | 安吉金麟机械有限公司 | 一种机械设备用金属圆管抛光装置 |
| CN108546983A (zh) * | 2018-04-20 | 2018-09-18 | 安徽知之信息科技有限公司 | 一种新能源汽车钢管内表面电化学抛光装置 |
-
2019
- 2019-12-30 CN CN201911392912.7A patent/CN110919478B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101077668B1 (ko) * | 2009-05-08 | 2011-10-28 | 주식회사 한국번디 | 버핑 시스템 |
| CN203509816U (zh) * | 2013-09-04 | 2014-04-02 | 天津市爱德瑞博机械配件有限公司 | 一种管件外壁打磨装置 |
| CN106002571A (zh) * | 2016-08-11 | 2016-10-12 | 南通永大管业股份有限公司 | 钢管批量高效表面去锈装置 |
| CN206405855U (zh) * | 2017-01-11 | 2017-08-15 | 苏州阿福机器人有限公司 | 管件打磨流水线 |
| CN107199500A (zh) * | 2017-06-02 | 2017-09-26 | 浙江森拉特暖通设备有限公司 | 金属圆管磨光设备 |
| CN107891352A (zh) * | 2017-11-16 | 2018-04-10 | 安吉金麟机械有限公司 | 一种机械设备用金属圆管抛光装置 |
| CN108546983A (zh) * | 2018-04-20 | 2018-09-18 | 安徽知之信息科技有限公司 | 一种新能源汽车钢管内表面电化学抛光装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113814856A (zh) * | 2021-10-28 | 2021-12-21 | 怀化市产商品质量监督检验所 | 一种具有定位机构的竹木制品打磨设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110919478B (zh) | 2020-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108890492B (zh) | 一种建筑工程用方形钢管打磨除锈装置 | |
| CN108818254A (zh) | 一种用于汽车玻璃的打磨机 | |
| CN212947079U (zh) | 一种机械加工生产用钢管打磨抛光装置 | |
| CN111890185A (zh) | 一种玻璃绝缘子成型加工设备及其加工成型方法 | |
| CN105880738A (zh) | 刹车盘去毛刺用装置 | |
| CN110919478B (zh) | 一种管件打磨装置 | |
| CN211388247U (zh) | 一种废料自动回收装置的金属抛光设备 | |
| CN110465841B (zh) | 一种机械加工自动化内孔磨床 | |
| CN103639864A (zh) | 散热器焊缝抛光机 | |
| CN205497217U (zh) | 一种五金零件加工用打磨装置 | |
| JPS60201871A (ja) | 研掃装置 | |
| CN108747672B (zh) | 一种轮毂自动加工装置 | |
| CN206425953U (zh) | 一种高效铝棒打磨装置 | |
| CN217371831U (zh) | 一种建材加工用钢筋表面除锈装置 | |
| CN207807375U (zh) | 一种具有快速翻转打磨功能的磨床 | |
| CN216327188U (zh) | 六角棒加工用表面打磨器具 | |
| CN212886577U (zh) | 一种汽车零部件加工用打磨装置 | |
| CN214265091U (zh) | 一种钢结构材料表面除锈装置 | |
| CN212240384U (zh) | 一种规则型六角钢板打磨抛光一体设备 | |
| CN211615165U (zh) | 一种钣金打磨装置 | |
| CN210388652U (zh) | 一种可自动变焦镜头加工用表面磨削装置 | |
| CN203804713U (zh) | 散热器焊缝抛光机 | |
| CN110842730A (zh) | 一种金属材料表面除锈加工处理装置 | |
| CN113635189A (zh) | 一种用于锻铸件表面抛光打磨系统及加工工艺 | |
| CN105945708A (zh) | 台阶轴抛光机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20201027 Address after: 215000 Dongshan Avenue South (188 Danghu Road), Huanglong South District, Linhu Town, Wuzhong District, Suzhou City, Jiangsu Province Applicant after: SUZHOU NDT MACHINERY (SUZHOU) Co.,Ltd. Address before: 230601 in the first private science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province Applicant before: HEFEI TONGXIANG INTELLIGENT INFORMATION TECHNOLOGY Co.,Ltd. |
|
| TA01 | Transfer of patent application right | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |