CN110783129A - 薄膜线路板和中间层自动组配机 - Google Patents
薄膜线路板和中间层自动组配机 Download PDFInfo
- Publication number
- CN110783129A CN110783129A CN201911142355.3A CN201911142355A CN110783129A CN 110783129 A CN110783129 A CN 110783129A CN 201911142355 A CN201911142355 A CN 201911142355A CN 110783129 A CN110783129 A CN 110783129A
- Authority
- CN
- China
- Prior art keywords
- middle layer
- intermediate layer
- mark point
- film circuit
- circuit board
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H13/00—Switches having rectilinearly-movable operating part or parts adapted for pushing or pulling in one direction only, e.g. push-button switch
- H01H13/70—Switches having rectilinearly-movable operating part or parts adapted for pushing or pulling in one direction only, e.g. push-button switch having a plurality of operating members associated with different sets of contacts, e.g. keyboard
- H01H13/88—Processes specially adapted for manufacture of rectilinearly movable switches having a plurality of operating members associated with different sets of contacts, e.g. keyboards
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
- H05K13/081—Integration of optical monitoring devices in assembly lines; Processes using optical monitoring devices specially adapted for controlling devices or machines in assembly lines
- H05K13/0812—Integration of optical monitoring devices in assembly lines; Processes using optical monitoring devices specially adapted for controlling devices or machines in assembly lines the monitoring devices being integrated in the mounting machine, e.g. for monitoring components, leads, component placement
Abstract
本发明是薄膜线路板和中间层自动组配机,其结构是校正平台、中间层取料机构、中间层供料机构、裁切机构和自动纠偏机构依序排列,中间层卷料上料机构设置在裁切机构下方,校正平台侧面设有薄膜线路板MARK点拍照相机组,校正平台与中间层取料机构之间设中间层MARK点照相机组。本发明的优点:结构设计简单合理,采用中间层卷料上料并自动裁切成片材,中间层采用两套供料和取料机构进行自动供料、取料,利用相机自动拍照,分别找取薄膜线路板和中间层的MARK点,实现薄膜线路板和中间层自动位置校正,将薄膜线路板和中间层自动贴合组装,无需人工装配,省时省力,节约了生产成本,提高了生产效率和组装精度。
Description
技术领域
本发明涉及的是薄膜线路板和中间层自动组配机。
背景技术
薄膜线路板是一种以PET薄膜为基材制成的柔性线路板,并具有可挠性。被广泛用于键盘生产。在键盘生产中需要对薄膜线路板与中间层进行组配。
现有技术中薄膜线路板和中间层的组配一般都通过人工操作实现,需要人工将薄膜线路板和中间层依次套入定位针,然后贴合组装,不仅效率较低,且生产组装精度较低,生产质量无法得到保证。
发明内容
本发明提出的是薄膜线路板和中间层自动组配机,其目的旨在克服现有技术存在的上述缺陷,替代人工操作,提高生产效率和组装精度。
本发明的技术解决方案:薄膜线路板和中间层自动组配机,其结构包括安装在机架上的校正平台、中间层卷料上料机构、自动纠偏机构、裁切机构、中间层供料机构、中间层取料机构、薄膜线路板MARK点拍照相机组和中间层MARK点照相机组,其中校正平台、中间层取料机构、中间层供料机构、裁切机构和自动纠偏机构依序排列,中间层卷料上料机构设置在裁切机构下方,校正平台侧面设有薄膜线路板MARK点拍照相机组,校正平台与中间层取料机构之间设中间层MARK点照相机组,中间层卷料卷绕在中间层卷料上料机构上并依次经过自动纠偏机构、裁切机构和中间层供料机构。
优选的,所述的中间层供料机构包括相邻设置的中间层第一供料机构和中间层第二供料机构,中间层取料机构包括相邻设置的中间层第一取料机构和中间层第二取料机构,中间层第一供料机构与中间层第一取料机构对应设置,中间层第二供料机构与中间层第二取料机构应设置,中间层MARK点照相机组包括中间层MARK点第一拍照相机组和中间层MARK点第二拍照相机组,中间层MARK点第一拍照相机组和中间层MARK点第二拍照相机组分别设置在中间层第一取料机构和中间层第二取料机构与校正平台之间。
优选的,所述的校正平台包括吸风板,吸风板底部安装校正平台移动模组,三套校正电机分别驱动连接校正平台移动模组带动吸风板在X轴、Y轴方向的校正移动以及θ角度的校正调节。
优选的,所述的薄膜线路板MARK点拍照相机组、中间层MARK点第一拍照相机组和中间层MARK点第二拍照相机组都分别由两个拍照相机组成。
优选的,所述的中间层卷料上料机构包括上料气涨轴,放料电机驱动连接上料气涨轴,上料气涨轴旁还设中间层清洁机构。
优选的,所述的中间层清洁机构包括胶轮和粘轮,胶轮先与中间层表面接触,胶轮再与粘轮接触。
本发明的优点:结构设计简单合理,采用中间层卷料上料并自动裁切成片材,中间层采用两套供料和取料机构进行自动供料、取料,利用相机自动拍照,分别找取薄膜线路板和中间层的MARK点,实现薄膜线路板和中间层自动位置校正,将薄膜线路板和中间层自动贴合组装,无需人工装配,省时省力,节约了生产成本,提高了生产效率和组装精度。
附图说明
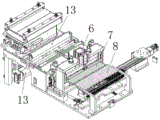
图1是本发明薄膜线路板和中间层自动组配机的结构示意图。
图2是图1中中间层卷料上料机构、自动纠偏机构、裁切机构和中间层供料机构的结构示意图。
图中的1是机架、2是校正平台、3是薄膜线路板MARK点拍照相机组、4是中间层卷料上料机构、5是自动纠偏机构、6是裁切机构、7是中间层第一供料机构、8是中间层第二供料机构、9是中间层第一取料机构、10是中间层第二取料机构、11是中间层MARK点第一拍照相机组、12是中间层MARK点第二拍照相机组、13是中间层清洁机构。
具体实施方式
下面结合实施例和具体实施方式对本发明作进一步详细的说明。
如图1、2所示,薄膜线路板和中间层自动组配机,其结构包括安装在机架1上的校正平台2、中间层卷料上料机构4、自动纠偏机构5、裁切机构6、中间层供料机构、中间层取料机构、薄膜线路板MARK点拍照相机组3和中间层MARK点照相机组,其中校正平台2、中间层取料机构、中间层供料机构、裁切机构6和自动纠偏机构5依序排列,中间层卷料上料机构4设置在裁切机构6下方,校正平台2侧面设有薄膜线路板MARK点拍照相机组3,校正平台2与中间层取料机构之间设中间层MARK点照相机组,中间层卷料卷绕在中间层卷料上料机构4上并依次经过自动纠偏机构5、裁切机构6和中间层供料机构。
所述的中间层供料机构包括相邻设置的中间层第一供料机构7和中间层第二供料机构8,中间层取料机构包括相邻设置的中间层第一取料机构9和中间层第二取料机构10,中间层第一供料机构7与中间层第一取料机构9对应设置,中间层第二供料机构8与中间层第二取料机构10对应设置,中间层MARK点照相机组包括中间层MARK点第一拍照相机组11和中间层MARK点第二拍照相机组12,中间层MARK点第一拍照相机组11和中间层MARK点第二拍照相机组12分别设置在中间层第一取料机构9和中间层第二取料机构10与校正平台2之间。
所述的机架1包括支撑机架本体和安装在支撑机架本体上的安装台板、操作面板、显示屏、安全防护组件等。
所述的校正平台2包括吸风板,吸风板底部安装校正平台移动模组,三套校正电机分别驱动连接校正平台移动模组带动吸风板在X轴、Y轴方向的校正移动以及θ角度的校正调节。
所述的薄膜线路板MARK点拍照相机组3、中间层MARK点第一拍照相机组11和中间层MARK点第二拍照相机组12都分别由两个拍照相机组成。
所述的中间层卷料上料机构4包括上料气涨轴,放料电机驱动连接上料气涨轴,上料气涨轴旁还可设中间层清洁机构13。
所述的中间层清洁机构13包括胶轮和粘轮,胶轮和粘轮转动可将中间层上的杂物转移到粘轮上,胶轮先与中间层表面接触,胶轮再与粘轮接触,粘轮具有粘性需定时更换。
所述的中间层清洁机构13还可设置在自动纠偏机构5与裁切机构6之间。
所述的自动纠偏机构5由电机和丝杠驱动其运行。
所述的裁切机构6有由裁切气缸驱动,并设有除静电机构。
所述的中间层第一供料机构7和中间层第二供料机构8分别由一移动气缸驱动。
所述的中间层第一取料机构9和中间层第二取料机构10分别都包括移动模组,上下移动驱动电机和角度调整驱动电机都驱动连接移动模组带动取料板的上下移动和角度调整。
根据以上结构,使用时,
1)将薄膜线路板放到校正平台2上,校正平台2负压吸住薄膜线路板,薄膜线路板MARK点拍照相机组3自动拍照,找取MARK点位置;
2)由中间层卷料上料机构4进行中间层上料,卷料中间层依次经过自动纠偏机构5自动纠偏、裁切机构6自动裁切、中间层供料机构自动供料、中间取料机构自动取料,然后通过中间层MARK点拍照相机组自动拍照,找取MARK点位置;
其中一个中间层取料机构将中间层贴合到薄膜线路板时,裁切机构6将中间层裁切到另一套中间层供料机构(两套中间层取料机构位置转换),两套中间层供料机构分别接取裁切机构裁切下来的中间层,其中中间层第一供料机构7给中间层第一取料机构9供料,中间层第二供料机构8给中间层第二取料机构10供料,两套供料机构不同时动作;
3)MARK点位置数据发送给处理模块(现有技术)自动计算后,校正平台2自动校正,中间层取料机构将中间层放置到薄膜线路板上,进行自动贴合,(可在薄膜线路板上贴多膜中间层),然后取出组装好的工件即可。
以上所述各部件均为现有技术,本领域技术人员可使用任意可实现其对应功能的型号和现有设计。
以上所述的仅是本发明的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
Claims (6)
1.薄膜线路板和中间层自动组配机,其特征包括安装在机架(1)上的校正平台(2)、中间层卷料上料机构(4)、自动纠偏机构(5)、裁切机构(6)、中间层供料机构、中间层取料机构、薄膜线路板MARK点拍照相机组(3)和中间层MARK点照相机组,其中校正平台(2)、中间层取料机构、中间层供料机构、裁切机构(6)和自动纠偏机构(5)依序排列,中间层卷料上料机构(4)设置在裁切机构(6)下方,校正平台(2)侧面设有薄膜线路板MARK点拍照相机组(3),校正平台(2)与中间层取料机构之间设中间层MARK点照相机组,中间层卷料卷绕在中间层卷料上料机构(4)上并依次经过自动纠偏机构(5)、裁切机构(6)和中间层供料机构。
2.如权利要求1所述的薄膜线路板和中间层自动组配机,其特征是所述的中间层供料机构包括相邻设置的中间层第一供料机构(7)和中间层第二供料机构(8),中间层取料机构包括相邻设置的中间层第一取料机构(9)和中间层第二取料机构(10),中间层第一供料机构(7)与中间层第一取料机构(9)对应设置,中间层第二供料机构(8)与中间层第二取料机构(10)应设置,中间层MARK点照相机组包括中间层MARK点第一拍照相机组(11)和中间层MARK点第二拍照相机组(12),中间层MARK点第一拍照相机组(11)和中间层MARK点第二拍照相机组(12)分别设置在中间层第一取料机构(9)和中间层第二取料机构(10)与校正平台(2)之间。
3.如权利要求1或2所述的所述的薄膜线路板和中间层自动组配机,其特征是所述的校正平台(2)包括吸风板,吸风板底部安装校正平台移动模组,三套校正电机分别驱动连接校正平台移动模组带动吸风板在X轴、Y轴方向的校正移动以及θ角度的校正调节。
4.如权利要求1或2所述的所述的薄膜线路板和中间层自动组配机,其特征是所述的薄膜线路板MARK点拍照相机组(3)、中间层MARK点第一拍照相机组(11)和中间层MARK点第二拍照相机组(12)都分别由两个拍照相机组成。
5.如权利要求1或2所述的所述的薄膜线路板和中间层自动组配机,其特征是所述的中间层卷料上料机构(4)包括上料气涨轴,放料电机驱动连接上料气涨轴,上料气涨轴旁还设中间层清洁机构(13)。
6.如权利要求5所述的所述的薄膜线路板和中间层自动组配机,其特征是所述的中间层清洁机构(13)包括胶轮和粘轮,胶轮先与中间层表面接触,胶轮再与粘轮接触。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911142355.3A CN110783129A (zh) | 2019-11-20 | 2019-11-20 | 薄膜线路板和中间层自动组配机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911142355.3A CN110783129A (zh) | 2019-11-20 | 2019-11-20 | 薄膜线路板和中间层自动组配机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110783129A true CN110783129A (zh) | 2020-02-11 |
Family
ID=69391939
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911142355.3A Pending CN110783129A (zh) | 2019-11-20 | 2019-11-20 | 薄膜线路板和中间层自动组配机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110783129A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111907188A (zh) * | 2020-02-26 | 2020-11-10 | 无锡市莱科自动化科技有限公司 | 薄膜线路板和保护膜自动贴合机 |
-
2019
- 2019-11-20 CN CN201911142355.3A patent/CN110783129A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111907188A (zh) * | 2020-02-26 | 2020-11-10 | 无锡市莱科自动化科技有限公司 | 薄膜线路板和保护膜自动贴合机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN206030538U (zh) | Fpc覆盖膜贴合设备 | |
| CN211945624U (zh) | 一种对片料进行转贴的组装机构 | |
| CN101842000A (zh) | 贴附装置及使用该贴附装置的贴附方法 | |
| CN103929889A (zh) | 柔性电路板的补强贴合装置 | |
| KR101354065B1 (ko) | 커버레이 로딩장치 | |
| CN113990774A (zh) | 用于芯片的自动化加工装置 | |
| CN104582305A (zh) | 基于玻璃电路板的柔性线路板热压装置、加工系统及方法 | |
| CN110626855A (zh) | 一种自动贴胶条机 | |
| CN112272448A (zh) | 一种卷对卷方式双面贴合设备及工艺 | |
| CN110783129A (zh) | 薄膜线路板和中间层自动组配机 | |
| CN112040647A (zh) | 一种贴膜机 | |
| CN210628156U (zh) | 薄膜线路板和中间层自动组配机 | |
| KR101281600B1 (ko) | 인쇄회로기판의 테이프 부착장치 | |
| CN114290793A (zh) | 一种fpc保护膜自动撕膜机构 | |
| CN111907188A (zh) | 薄膜线路板和保护膜自动贴合机 | |
| CN212684964U (zh) | 薄膜线路板和保护膜自动贴合机 | |
| CN205961588U (zh) | 一种卷料平行贴合生产线 | |
| CN106028652A (zh) | 料卷式贴补强机 | |
| CN110602869A (zh) | 一种大台面的全自动多功能贴合机 | |
| CN115411128A (zh) | 太阳电池加工系统 | |
| CN210668567U (zh) | 一种摇摆叠片机 | |
| CN211429669U (zh) | 能自动定位的smt上板机 | |
| CN111113880A (zh) | 一种双功能自动对贴机 | |
| CN205912349U (zh) | 一种卷料垂直贴合生产线 | |
| CN217626686U (zh) | 中间层卷料组配机中间层上料机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |