CN110774657A - 环保纸餐盒切边设备 - Google Patents
环保纸餐盒切边设备 Download PDFInfo
- Publication number
- CN110774657A CN110774657A CN201911194963.9A CN201911194963A CN110774657A CN 110774657 A CN110774657 A CN 110774657A CN 201911194963 A CN201911194963 A CN 201911194963A CN 110774657 A CN110774657 A CN 110774657A
- Authority
- CN
- China
- Prior art keywords
- box
- trimming
- adsorption
- die
- machine tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B50/142—Cutting, e.g. perforating, punching, slitting or trimming using presses or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/02—Feeding or positioning sheets, blanks or webs
- B31B50/04—Feeding sheets or blanks
- B31B50/07—Feeding sheets or blanks by air pressure or suction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B50/20—Cutting sheets or blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
Abstract
一种环保纸餐盒切边设备包括冲压机构、边料收集箱及转移机构。冲压机构包括机床、冲板、定位下模、切边上模及驱动件,机床设置有工作台,切边上模朝向定位下模设置,定位下模及切边上模均与气泵连通,转移机构包括传输带、位移组件、翻转组件、吸附机械手及推板,位移组件设置于传输带上,翻转组件用于驱动吸附机械手旋转,位移组件用于驱动吸附机械手于传输带与机床之间往复位移,定位下模及切边上模均可以吸附餐盒,切边时将由定位下模对餐盒吸附定位,开模时由切边上模将餐盒抬离,即节省机械手动作步骤,又可使餐盒与被切下的边料分离;在吸附机械手伸入机床的同时,推板扫过定位下模,将边料集中推入边料收集箱内。
Description
技术领域
本发明涉及纸制餐具生产领域,特别是涉及一种环保纸餐盒切边设备。
背景技术
近年来外卖行业在我国迅速发展,越来越多人选择使用APP点外卖,而随着外卖行业的兴起,用于盛装食物的一次性餐盒的使用也直线上升,其中纸餐盒具有制造成本低、容易回收、对环境污染低等优点,因此市场对纸餐盒的需求日益剧增。纸餐盒的制备包括制备纸浆、脱水成型、热压定型、切边和消毒等工序。
纸餐盒在经过脱水成型、热压定型等工序后形状已基本固定,此时纸餐盒的边缘位置上残余有边料,为了保证餐盒尺寸的一致性,以及便于对其进行包装出货,需要对完成定形的纸餐盒进行边料切除操作,切边工序在切边设备上进行。
可以理解,在对餐盒进行切除操作后,被切除下来的边料会残留在设备定位部附近,再次进行切边操作前,需要对切边设备进行清洗,否者残余在设备上的边料会影响正常切边工序,阻碍餐盒正常放入切边设备的定位部内。
一般的,在进行将餐盒放入切边设备内前,需要使用气枪对切边设备的定位部位吹气,通过高压气体将残余在定位部内的边料吹走,即每次进行切除边料动作前,均需要先进行吹气操作。
然而,通过高压气体清除边料时,很难控制边料的走向,无法正常回收被吹散的边料,且吹气工序的存在使得边料切除操作不连续,影响对餐盒边缘整形的效率,因此,如何对设备结构进行改进,改善清除边料困难的问题,是提高纸餐盒生产效率,提高纸餐盒制作品质的关键。
发明内容
本发明的目的是克服现有技术中的不足之处,提供一种环保纸餐盒切边设备,将设备的出料位置设在在机床侧面,在取料机构上设置用于清除边料的部件,并且在对餐盒完成切边操作后件由切边部件将餐盒抬起,使餐盒远离边料,取料机构进入机床取餐盒的同时将边料推走,将边料的清除操作和取料操作结合到一起,缩短了边料切除工序的总耗时,提高切边效率。
本发明的目的是通过以下技术方案来实现的:
一种环保纸餐盒切边设备包括:冲压机构、边料收集箱及转移机构;
所述冲压机构包括机床、冲板、定位下模、切边上模及驱动件,所述机床设置有工作台,所述定位下模设置于所述工作台上,所述冲板滑动设置于所述机床上,且所述冲板位于所述工作台正上方,所述切边上模安装于所述冲板上,且所述切边上模朝向所述定位下模设置,所述定位下模及所述切边上模均与气泵连通,所述驱动件设置于所述机床上用于驱动所述切边上模向靠近或者远离所述定位下模的方向往复移动;
所述边料收集箱设置在所述机床的一侧;
所述转移机构包括传输带、位移组件、翻转组件、吸附机械手及推板,所述传输带设置于所述机床远离所述边料收集箱的一侧,且所述传输带与所述机床之间设置有间隔,所述位移组件设置于所述传输带上,所述翻转组件安装于所述位移组件上,所述吸附机械手设置于所述翻转组件上,所述翻转组件用于驱动所述吸附机械手旋转,所述位移组件用于驱动所述吸附机械手于所述传输带与所述机床之间往复位移,所述推板设置于所述推料机械手靠近机床一侧上,所述推板用于推动边料向靠近所述边料收集箱的方向移动。
在其中一个实施例中,所述吸附机械手包括支撑架及多个吸附盘,所述支撑架安装于所述翻转组件上,多个所述吸附盘间隔设置于所述支撑架上,每一所述吸附盘用于吸附一个纸餐盒,所述推板安装于所述支撑架远离所述翻转组件的侧面上。
在其中一个实施例中,所述推板包括紧固片及刮料片,所述紧固片安装于所述支撑架上,所述刮料片设置在所述紧固片上,且所述刮料片与所述吸附盘的朝向相反。
在其中一个实施例中,所述驱动件为油缸。
在其中一个实施例中,所述驱动件设置有多个。
在其中一个实施例中,边料收集箱包括箱体、承载架及多个脚轮,多个所述脚轮安装于所述承载架的底部,所述箱体设置于所述承载架内,且所述箱体的顶部开设有入料口。
在其中一个实施例中,所述入料口边缘位置处设置有导料斜边。
在其中一个实施例中,所述箱体的侧面上设置有活动门。
在其中一个实施例中,所述承载架上设置有扶手。
在其中一个实施例中,所述位移组件包括脚架、横向平移电缸、纵向位移电缸,所述脚架设置于所述传输带上,所述横向平移电缸安装于所述脚架上,所述纵向位移电缸设置于所述横向平移电缸上,所述横向平移电缸用于驱动所述纵向位移电缸靠近或者远离所述机床,所述翻转组件设置于所述纵向位移电缸上,所述纵向位移电缸用于驱动所述翻转组件靠近或者远离所述传输带。
与现有技术相比,本发明至少具有以下优点:
1、定位下模及所述切边上模均与气泵连通,使得定位下模及所述切边上模均可以吸附餐盒,切边时将由定位下模对餐盒吸附定位,开模时由切边上模将餐盒抬离,即节省机械手动作步骤,又可使餐盒与被切下的边料分离;
2、吸附机械手上设置推板,在吸附机械手伸入机床的同时,推板扫过定位下模,将边料集中推入边料收集箱内,实现将取料步骤与边料清洗步骤的整合。
3、通过推板清除边料,便于集中处理边料,避免污染设备周边环境,清理方便,降低操作人员工作强度。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
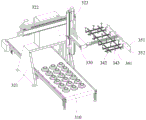
图1为本发明一实施例中环保纸餐盒切边设备的结构示意图;
图2为图1所示环保纸餐盒切边设备另一视角的结构示意图;
图3为转移机构取料时环保纸餐盒切边设备的结构示意图;
图4为本发明一实施例中转移机构的结构示意图;
图5为本发明一实施例中定位下模和切边上模的爆炸示意图;
图6为定位下模和切边上模处于合模状态下的结构示意图。
具体实施方式
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
请参阅图1,一种环保纸餐盒切边设备10包括:冲压机构100、边料收集箱200及转移机构300。边料收集箱200及转移机构300分别设置在冲压机构100,在转移机构300上设置用于清除边料的部件以取代现有吹气清洗结构,并且在对餐盒完成切边操作后件由冲压机构100将餐盒抬起,使餐盒远离边料,转移机构300进入机床取餐盒的同时将边料推入边料收集箱200内,将边料的清除操作和取料操作结合到一起,缩短了边料切除工序的总耗时,提高切边效率。
请参阅图1及图2,冲压机构100包括机床110、冲板120、定位下模130、切边上模140及驱动件150,机床110设置有工作台111,定位下模130设置于工作台111上,冲板120滑动设置于机床110上,且冲板120位于工作台111正上方,切边上模140安装于冲板120上,且切边上模140朝向定位下模130设置,定位下模130及切边上模140均与气泵连通,驱动件150设置于机床110上用于驱动切边上模140向靠近或者远离定位下模130的方向往复移动。其中,定位下模130用于对餐盒进下定位,切边上模140用于对餐盒的边料进行切除操作。
冲压机构100用于对餐盒进行切边操作,具体动作步骤与下:初始状态下(如图1所示),冲板120远离工作台111,此时切边上模140位于定位下模130的正上方,切边上模140与定位下模130之间存在间隔,即取料区间;
餐盒输送机构将待切边的餐盒转移到定位下模130位置处,此时气泵启动,定位下模130上产生负压以吸附餐盒,将餐盒固定在定位下模130处,此时餐盒完成定位;
驱动件150启动,推动冲板120下降,以使得切边上模140与定位下模130相贴,进而将餐盒上的边料切下,此时切边上模140与定位下模130的配合状态如图6所示;
接着,定位下模130停止吸附餐盒,由切边上模140产生负压吸附餐盒,驱动件150再次启动,拉动冲板120上升,切边上模140在冲板120带动下远离定位下模130,此时经切除边料的餐盒被切边上模140抬起,而被切下的边料则滞留在定位下模130上,边料的切除步骤完成。
边料收集箱200设置在机床110一侧,边料收集箱200用于存储被切除的边料。
请参阅图1及图4,转移机构300包括传输带310、位移组件320、翻转组件330、吸附机械手340及推板350,传输带310设置于机床110远离边料收集箱200的一侧,且传输带310与机床110之间设置有间隔,位移组件320设置于传输带310上,翻转组件330安装于位移组件320上,吸附机械手340设置于翻转组件330上,翻转组件330用于驱动吸附机械手340旋转,位移组件320用于驱动吸附机械手340于传输带310与机床110之间往复位移,推板350设置于推料机械手靠近机床110一侧上,推板350用于推动边料向靠近边料收集箱200的方向移动。
餐盒在冲压机构100处完成边料切除操作后,由转移机构300进行转移,通过转移机构300将完成边料切除的餐盒转运到消毒工位处进行消毒,其中,在对餐盒进行转移时具体动作如下:
请参阅图1,初始状态下,吸附机械手340位于传输带310的正上方,且吸附机械手340吸附部位朝向传输带310设置,即此时吸附机械手340的吸附部位朝下;
取料步骤启动时,翻转组件330带动吸附机械手340翻转180°,使得吸附机械手340的吸附部位朝上设置;
需要说明的是,经过切边步骤后,完成边料切除的餐盒由切边上模140抬起,并悬置在定位下模130正上方,此时切边上模140与定位下模130分开,再次形成取料区间,
位移组件320推动吸附机械手340伸入取料区间内部,此时吸附机械手340位于定位下模130和定位下模130之间,且吸附机械手340的吸附部位朝向切边上模140上的餐盒设置,位移组件320将吸附机械手340上移使得吸附部位与餐盒外壁相贴后,吸附机械手340启动,并产生吸力吸附餐盒,此时切边上模140停止吸附餐盒,吸附机械手340将餐盒取下,此时吸附机械手340与冲压机构100的配合状态如图4所示;
需要说明的是,在位移组件320推动吸附机械手340伸入取料区间内部的同时,设置在吸附机械手340上的推板350会一同进入取料区间内,并且推板350与定位下模130的外壁接触,在机械手340伸入过程中由靠近由定位下模130靠近传输带310的一侧扫掠至定位下模130靠近边料收集箱200的一侧,进而将滞留在定位下模130表面的边料一并扫入边料收集箱200中。
吸附机械手340将餐盒取下后,位移组件320再次启动,并将吸附机械手340从取料区间内拖出,此时吸附机械手340被移动到传输带310的正上方,翻转组件330再次驱动吸附机械手340旋转180°,使吸附机械手340上的餐盒朝向传输带310。
位移组件320下降,使得吸附机械手340上的餐盒与传输带310贴合,进而将餐盒放置在传输带310表面,随后位移组件320驱动吸附机械手340上升移动到初始位置,传输带310启动,将餐盒向下一工位转移。
通过将定位下模130和切边上模140与气泵连通,使得定位下模130和切边上模140均具备吸附餐盒的能力,使得切边上模140在对餐盒完成边料切除动作后可以顺带将餐盒取出,使得餐盒能够与边料分离,以便于后续转移机构300同步进行取料和清理操作。
通过推板350将边料扫入边料收集箱200,便于对边料进行集中处理,无需操作人员后续进行清扫,即降低操作者的劳动强度,又提高设备的自动化程度。
请参阅图4,为了提高吸附机械手340对餐盒的吸附能力,降低吸附机械手340重量以减轻位移组件320的负担,进而降低设备故障发生率,吸附机械手340包括支撑架341及多个吸附盘342,支撑架341安装于翻转组件330上,多个吸附盘342间隔设置于支撑架341上,每一吸附盘342用于吸附一个纸餐盒,推板350安装于支撑架341远离翻转组件330的侧面上。其中,支撑架341由多根铝型材搭建成,通过支撑架341降低吸附机械手340整体质量,多个吸附盘342对餐盒进行吸附。这样作用到位移组件320以及翻转组件330上的负载变小,吸附机械手340移动是产生的惯性力也相应变小,位移组件320以及翻转组件330上零部件的磨损量也随之减小,由此降低设备故障发生率。
请参阅图4,一实施例中,为了便于对吸附机械手340进行维护,所述吸附机械手340还包括多个调整片343,多个调整片间隔设置于支撑架341上,且每一调整片远离支撑架341的一侧上均开设有调距长孔,多个吸附盘342一一对应穿设多个调距长孔,在实际使用中,当替换产品时,由于定位下模130与切边上模140均需进行替换,其内部用于定位餐盒的部位的位置会发生改变,通过改变吸附盘342在调距长孔内的安装于位置即可使各个吸附盘342对应切边上模140上用于定位产品的位置,达到不替换吸附机械手340也能满足搬运需求的目的。
请参阅图4,一实施例中,为了提高推板350扫除边料的能力,提高推板350的使用寿命,避免推板350扫除边料时对吸附机械手340产生的振动,推板350包括紧固片351及刮料片352,紧固片351安装于支撑架341上,刮料片352设置在紧固片351上,且刮料片352与吸附盘342的朝向相反。紧固片351用于将刮料片352连接到吸附机械手340上,由刮料片352实施扫除边料的动作,将推板350进行分段设置,在刮料片352过度磨损时可进行单独替换,且紧固片351及刮料片352可采用不同的材质,提高紧固片351及刮料片352之间的缓冲能力,例如将刮料片352替换成软质橡胶,增加刮料片352的弹性,避免刮料片352在定位下模130上扫掠时产生的震动直接传递到吸附机械手340上。
请参阅图1,具体的,为了提高切边压力,驱动件150为油缸,驱动件150设置有多个。
请参阅图2,为了便于处理边料,边料收集箱200包括箱体210、承载架220及多个脚轮230,多个脚轮230安装于承载架220的底部,箱体210设置于承载架220内,且箱体210的顶部开设有入料口211,入料口211边缘位置处设置有导料斜边240,箱体210的侧面上设置有活动门250,承载架220上设置有扶手260。通过导料斜边240增加边料收集箱200占地面积,保证推板350扫出的边料能够顺利穿过入料口211落入箱体210内,通过扶手260可推动承载架220移动到卸料位置,且打开箱体210上活动门250可直接将箱体210内的边料扫出,不需要翻转箱体210亦可将边料卸下,降低操作者的劳动强度。
请参阅图2,一实施例中,位移组件320包括脚架321、横向平移电缸322、纵向位移电缸323,脚架321设置于传输带310上,横向平移电缸322安装于脚架321上,纵向位移电缸323设置于横向平移电缸322上,横向平移电缸322用于驱动纵向位移电缸323靠近或者远离机床110,翻转组件330设置于纵向位移电缸323上,纵向位移电缸323用于驱动翻转组件330靠近或者远离传输带310。
与现有技术相比,本发明至少具有以下优点:
1、定位下模130及切边上模140均与气泵连通,使得定位下模130及切边上模140均可以吸附餐盒,切边时将由定位下模130对餐盒吸附定位,开模时由切边上模140将餐盒抬离,即节省机械手动作步骤,又可使餐盒与被切下的边料分离;
2、吸附机械手340上设置推板350,在吸附机械手340伸入机床110的同时,推板350扫过定位下模130,将边料集中推入边料收集箱200内,实现将取料步骤与边料清洗步骤的整合。
3、通过推板350清除边料,便于集中处理边料,避免污染设备周边环境,清理方便,降低操作人员工作强度。
可以理解,为了提高切边效率,一般有多个餐盒在切边设备上同时进行边料切除工作,而在切除餐盒上的边料前,需要将放入模具内的餐盒施加固定力,使其保持在模具内不动,为了避免损伤餐盒,一般采用吸附餐盒的方式固定餐盒。然而,由于有多个餐盒需要继续吸附,模具上每一餐盒定位部位处开设负压腔,每一负压腔均与气泵连通,通过气泵抽气形成负压进而吸附餐盒,由于需要对每一负压腔连接气管,导致切边机上气管布线困难,且由于气管数量多,后期进行维护难度较大。另外,餐盒的尺寸会根据不同客户的需求进行改变,即切边及上进行切边的餐盒尺寸会不同,此时需要对模具进行替换,而由于模具上气管数量多,重新架设、接通气管需要占用大量时间,且需要具有经验的维护人员进行操作,替换模具的难度大。
因此,如何对现有切边上模140具的结构进行优化,降低替换模具时的操作难度,是本领域技术人员需要解决的问题。
为了让环保纸餐盒切边设备10能够替换定位下模130、切边上模140来因对不同尺寸纸餐盒的使用需求,
请参阅图5及图6,定位下模130,所述定位下模130包括垫板131、底板132及定位座133,所述底板132安装于所述垫板131上,且所述底板132上开设有透气孔132a、导流网槽132b及多个负压室132c,多个所述负压室132c均位于所述底板132远离所述垫板131的侧面上,且多个所述负压室132c均与所述导流网槽132b连通,所述透气孔132a与其中一个所述负压室132c连通,所述定位座133罩设于所述底板132上,且所述定位座133上开设有多个定位腔133a,每一所述定位腔133a用于容置一个餐盒,多个所述定位腔133a一一对应与多个所述负压室132c连通,所述透气孔132a与气泵连通;
请参阅图5及图6,切边上模140,所述切边上模140包括连接板141、中间垫板142及多个切边凸模143,所述中间垫板142安装于所述连接板141上,所述中间垫板142上开设有多个通孔142a及负压孔142b,且每相邻两个所述通孔142a之间各设置有一个所述导通槽142c,所述负压孔142b与其中一个所述通孔142a连通,所述导通槽142c位于所述中间垫板142靠近所述连接板141的侧面上,多个所述切边凸模143一一对应罩设多个所述通孔142a,多个所述切边凸模143一一对应朝向多个定位腔133a设置,所述切边凸模143用于切除餐盒的边料。
为了更好地对上述切边上模140及定位下模130进行说明,以更好地理解上述切边上模140及定位下模130的改进构思。
请参阅图5及图6,定位下模130包括垫板131、底板132及定位座133,底板132安装于垫板131上,且底板132上开设有透气孔132a、导流网槽132b及多个负压室132c,多个负压室132c均位于底板132远离垫板131的侧面上,且多个负压室132c均与导流网槽132b连通,透气孔132a与其中一个负压室132c连通,透气孔132a用于与外部气泵相连,每一负压室用于形成一个负压区域以吸附一个餐盒,导流网槽132b将多个负压室132c连接在一起,如此单独从透气孔132a处抽取空气即可使全部负压室132c均产生负压,减少了气管的设置数量,即可方便设备布线,且在切换模具时需要替换的零件数量也减少了,切换难度低,通过简单的操作指示即可完成,不需要专业的装配知识。
定位座133罩设于底板132上,且定位座133上开设有多个定位腔133a,每一定位腔133a用于容置一个餐盒,多个定位腔133a一一对应与多个负压室132c连通,透气孔132a与气泵连通。
其中,定位腔133a用于容置餐盒,且定位腔133a的内壁与餐盒贴合用于对餐盒提供定位,在设备启动时气泵通过透气孔132a抽取底板132内空气,使得各个负压室132c产生负压进而将餐盒吸附在定位腔133a内。
请参阅图5及图6,切边上模140包括连接板141、中间垫板142及多个切边凸模143,中间垫板142安装于连接板141上,中间垫板142上开设有多个通孔142a及负压孔142b,且每相邻两个通孔142a之间各设置有一个导通槽142c,负压孔142b与其中一个通孔142a连通,导通槽142c位于中间垫板142靠近连接板141的侧面上,多个切边凸模143一一对应罩设多个通孔142a,多个切边凸模143一一对应朝向多个定位腔133a设置,切边凸模143用于切除餐盒的边料。
多个通孔142a之间通过导通槽142c相连,并且由负压孔142b于气泵连通,气泵启动使通过负压孔142b抽取中间垫板142内空气,在各通孔142a出产生负压进而使得切边凸模143产生吸力吸附餐盒。实现将餐盒从定位模100内抬起,以便于后续取料操作。由此在保证切边上模140抬起餐盒的功能的同时,减少切边上模140上设置气管的数量的目的进而降低切换治具难度,维护难度也相应降低。
切边上模140设置在定位模100正上方,当餐盒放入定位腔131后,位于其中一个切边凸模143的正下方,在切边机驱动下,连接板141下降,驱使切边凸模143下压,切边凸模143与餐盒的边缘接触时将餐盒上的边料切下。
进一步的,为了增加餐盒切边部位,负压室132c呈矩形阵列分布。
请参阅图5及图6,一实施例中,定位下模130还包括垫片134,垫片134设置于定位座133远离底板132的侧面上。
请参阅图5,为了便于接线,底板132外壁上设置有快换接头132d,快换接头132d与透气孔132a连通。
请参阅图5,为了降低开模难度,避免切边后切边上模140与定位下模130之间因负压无法分离,切边上模140还包括开模气缸144,开模气缸144安装于中间垫板142上,且开模气缸144的输出端朝向定位座133设置。且开模气缸144设置有多个。通过开模气缸144在切边上模140与定位下模130之间施加推力以辅助开模动作。
请参阅图5及图6,为了便于进行切边并且在切边后将餐盒吸起,切边凸模143包括仿形定位罩143a及环形刀片143b,仿形定位罩143a罩设于通孔142a上,环形刀片143b设置于仿形定位罩143a的外壁上。切边凸模143还包括抱箍143c,抱箍套置于仿形定位罩143a外壁上,且环形刀片143b位于抱箍143c的内壁与仿形定位罩143a的外壁之间。将仿形定位罩143a及环形刀片143b分离设置,环形刀片143b为易损件,当环形刀片143b磨损后,可解开抱箍143c对环形刀片143b进行替换。
为了增加对餐盒的吸附力,仿形定位罩143a开设有多个吸附孔。
为了便于替换模具,中间垫板142外壁上开设有对位槽。
可以理解,上述定位下模130中是通过导流网槽132b来连通各个负压室132c的,并通过气泵抽取各负压室132c内的空气使之产生负压进而对餐盒施加吸附力,而随着负压室132c数量的增加,气泵的输出功率也随之变大,如此,对气泵的要求较高,且气泵长期处于高载荷运行状态其使用寿命会大幅缩减,为了降低气泵负载,导流网槽132b为由多个单体通道组成,所述单体通道包括横向通道及纵向通道,横向通道及纵向通道相交形成“X”字状结构,横向通道及纵向通道的中心位置重合且连通形成交汇节点,且横向通道及纵向通道的两端均与一个负压室132c连通,即每一个单体通道均与四个负压室132c连通,所述交汇节点位置处设置有导流片。
以横向通道及纵向通道相交的连接方式将各个负压室132c相连,进一步缩减各个负压室132c到透气孔132a之间的距离,减少底板132内部镂空空间,进而减少个负压室132c形成负压时,气泵所要抽取的空气的量,从而降低气泵的输出功率。
进一步的,在抽取气体过程中,空气在横向通道及纵向通道内的流向是不同的,因此当其在交汇节点位置处相会时会形成对流,导致交汇节点位置处产生混流,增加气体抽出的难度,负压室132c设置量越多,其影响程度越大,而通过在交汇节点位置处设置导流片可以防止横向通道及纵向通道处流入的空气直接交汇形成对流,利用空气进入交汇节点后与导流片接触,并在导流片作用下发生轻微转向,避免了横向通道及纵向通道发生直接对冲导致混流的现象,由此在交汇节点位置处疏导空气流向,降低气泵抽气负载。
与现有技术相比,本发明至少具有以下优点:
1、替换模具时仅需对定位下模130中的、底板132及定位座133,切边上模140上的中间垫板142及多个切边凸模143,即连接板141和垫板131为公用部位,减少替换零件,减轻操作者劳动强度;
2、多个负压室132c通过导流网槽132b相互连通,由透气孔132a连通气泵和多个负压室132c,仅需对透气孔132a接线即可在各负压室132c内形成负压吸附餐盒,替换模具时仅需重接透气孔132a位置处的气管,降低替换模具难度;
3、通过减少气管使用数量,减少模具上易磨损部件,进而降低模具的故障率,降低模具的维护难度。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
Claims (10)
1.一种环保纸餐盒切边设备,其特征在于,包括:
冲压机构,所述冲压机构包括机床、冲板、定位下模、切边上模及驱动件,所述机床设置有工作台,所述定位下模设置于所述工作台上,所述冲板滑动设置于所述机床上,且所述冲板位于所述工作台正上方,所述切边上模安装于所述冲板上,且所述切边上模朝向所述定位下模设置,所述定位下模及所述切边上模均与气泵连通,所述驱动件设置于所述机床上用于驱动所述切边上模向靠近或者远离所述定位下模的方向往复移动;
边料收集箱,所述边料收集箱设置在所述机床的一侧;
转移机构,所述转移机构包括传输带、位移组件、翻转组件、吸附机械手及推板,所述传输带设置于所述机床远离所述边料收集箱的一侧,且所述传输带与所述机床之间设置有间隔,所述位移组件设置于所述传输带上,所述翻转组件安装于所述位移组件上,所述吸附机械手设置于所述翻转组件上,所述翻转组件用于驱动所述吸附机械手旋转,所述位移组件用于驱动所述吸附机械手于所述传输带与所述机床之间往复位移,所述推板设置于所述推料机械手靠近机床一侧上,所述推板用于推动边料向靠近所述边料收集箱的方向移动。
2.根据权利要求1所述的环保纸餐盒切边设备,其特征在于,所述吸附机械手包括支撑架及多个吸附盘,所述支撑架安装于所述翻转组件上,多个所述吸附盘间隔设置于所述支撑架上,每一所述吸附盘用于吸附一个纸餐盒,所述推板安装于所述支撑架远离所述翻转组件的侧面上。
3.根据权利要求2所述的环保纸餐盒切边设备,其特征在于,所述推板包括紧固片及刮料片,所述紧固片安装于所述支撑架上,所述刮料片设置在所述紧固片上,且所述刮料片与所述吸附盘的朝向相反。
4.根据权利要求3所述的环保纸餐盒切边设备,其特征在于,所述驱动件为油缸。
5.根据权利要求4所述的环保纸餐盒切边设备,其特征在于,所述驱动件设置有多个。
6.根据权利要求1所述的环保纸餐盒切边设备,其特征在于,边料收集箱包括箱体、承载架及多个脚轮,多个所述脚轮安装于所述承载架的底部,所述箱体设置于所述承载架内,且所述箱体的顶部开设有入料口。
7.根据权利要求7所述的环保纸餐盒切边设备,其特征在于,所述入料口边缘位置处设置有导料斜边。
8.根据权利要求7所述的环保纸餐盒切边设备,其特征在于,所述箱体的侧面上设置有活动门。
9.根据权利要求7所述的环保纸餐盒切边设备,其特征在于,所述承载架上设置有扶手。
10.根据权利要求1所述的环保纸餐盒切边设备,其特征在于,所述位移组件包括脚架、横向平移电缸、纵向位移电缸,所述脚架设置于所述传输带上,所述横向平移电缸安装于所述脚架上,所述纵向位移电缸设置于所述横向平移电缸上,所述横向平移电缸用于驱动所述纵向位移电缸靠近或者远离所述机床,所述翻转组件设置于所述纵向位移电缸上,所述纵向位移电缸用于驱动所述翻转组件靠近或者远离所述传输带。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911194963.9A CN110774657A (zh) | 2019-11-28 | 2019-11-28 | 环保纸餐盒切边设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911194963.9A CN110774657A (zh) | 2019-11-28 | 2019-11-28 | 环保纸餐盒切边设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110774657A true CN110774657A (zh) | 2020-02-11 |
Family
ID=69393212
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911194963.9A Pending CN110774657A (zh) | 2019-11-28 | 2019-11-28 | 环保纸餐盒切边设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110774657A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114290437A (zh) * | 2021-12-30 | 2022-04-08 | 浙江众鑫环保科技集团股份有限公司 | 带电磁吸附结构输送的自动切边机构及其控制方法 |
-
2019
- 2019-11-28 CN CN201911194963.9A patent/CN110774657A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114290437A (zh) * | 2021-12-30 | 2022-04-08 | 浙江众鑫环保科技集团股份有限公司 | 带电磁吸附结构输送的自动切边机构及其控制方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021189687A1 (zh) | 一种带加热和切边功能的纸制品加工生产线 | |
| CN211965671U (zh) | 一种冲压装置的自动落料机 | |
| CN108789639A (zh) | 一种流水线切边机及其加工方法 | |
| CN110774657A (zh) | 环保纸餐盒切边设备 | |
| CN206492821U (zh) | 一种自动模切除废料的装置 | |
| CN213197885U (zh) | 用于纸塑餐盒的全自动裁切设备 | |
| CN211591274U (zh) | 一种塑料制品生产设备 | |
| CN211763802U (zh) | 环保纸餐盒切边设备 | |
| CN205950256U (zh) | 金属煲体成型设备的自动卷边机构 | |
| CN111395051A (zh) | 一种纸制品容器加工方法 | |
| CN215467476U (zh) | 一种高效冲压生产线 | |
| CN215618590U (zh) | 一种e形pet薄膜裁切装置 | |
| CN211763808U (zh) | 用于餐盒切边模具的吸附机构 | |
| CN212666279U (zh) | 一种纸浆杯盖余边和掀盖的切模 | |
| CN211279958U (zh) | 一种全自动平压平模切机的二次排废机构 | |
| CN210761526U (zh) | 一种冲压生产自动升降密封接件机构 | |
| CN210362313U (zh) | 塑件自动切水口贴膜摆盘一体设备 | |
| CN210470981U (zh) | 一种用于月饼馅料生产的成型装置 | |
| CN210253794U (zh) | 一种带顺送排孔的快速装模台 | |
| CN202965191U (zh) | 热成型模具 | |
| CN212147708U (zh) | 一种印刷品印刷用自动分离设备 | |
| CN212077492U (zh) | 一种带加热和切边功能的纸制品加工生产线 | |
| CN220788402U (zh) | 一种异形玻璃裁切设备 | |
| CN114210804B (zh) | 一种机械端面用密封圈生产用高效冲压输送一体机 | |
| CN214769294U (zh) | 一种高效切管机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |