CN110757080A - 沙发扶手框焊接总工装 - Google Patents
沙发扶手框焊接总工装 Download PDFInfo
- Publication number
- CN110757080A CN110757080A CN201911220661.4A CN201911220661A CN110757080A CN 110757080 A CN110757080 A CN 110757080A CN 201911220661 A CN201911220661 A CN 201911220661A CN 110757080 A CN110757080 A CN 110757080A
- Authority
- CN
- China
- Prior art keywords
- lateral
- handrail
- cylinder
- side frame
- connecting rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
- B23K37/0443—Jigs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/24—Frameworks
Abstract
本发明涉及一种沙发扶手框焊接总工装,包括总装底板、多个支撑块、多个侧向夹具以及多个竖向夹紧气缸;各个支撑块适于对扶手内侧边框进行水平支撑;各个侧向夹具适于侧向夹紧连接杆,以使连接杆竖向设置在扶手内侧边框上;各个竖向夹紧气缸适于将扶手外侧边框压紧在各个连接杆上端,以使扶手内侧边框、各个连接杆以及扶手外侧边框竖向压紧在一起。可快速对扶手内侧边框和扶手外侧边框进行焊接,焊接的扶手框架质量稳定可靠,可实现流水线式批量加工,扶手框架的生产效率得到大大提高。
Description
技术领域
本发明涉及一种沙发扶手框焊接总工装。
背景技术
现在的沙发框架开始由传统的木质改为现在的铁或不锈钢材质,在沙发框架包括一个底座框架、两个扶手框架以及一个靠背框架,在制作沙发框架的过程中,先用钢杆焊接形成单个底座框架、扶手框架以及靠背框架,然后再将各个框架组装在一起形成整个沙发框架。
扶手框架为矩形体结构,如图1所示,制作工艺一次为:先分别焊接一个扶手内侧边框和扶手外侧边框,然后通过多个连接杆将扶手内侧边框和扶手外侧边框焊接连接在一起,组成一个整体的矩形体扶手框架。
以往,对于焊接好的扶手内侧边框和扶手外侧边框均是通过人工焊接的,先将扶手内侧边框和扶手外侧边框相对设置,然后在扶手内侧边框和扶手外侧边框之间设置连接杆,一个人拿住连接杆,一个人焊接,组装焊接效率非常低,并且组装焊接起来的质量也不统一。
发明内容
本发明要解决的技术问题是:克服现有技术的不足,提供一种沙发扶手框焊接总工装,解决以往针对扶手内侧边框和扶手外侧边框之间组装焊接效率低、质量不稳定的问题。
本发明解决其技术问题所采用的技术方案是:
一种沙发扶手框焊接总工装,包括总装底板、多个支撑块、多个侧向夹具以及多个竖向夹紧气缸;
各个支撑块适于对扶手内侧边框进行水平支撑;
各个侧向夹具适于侧向夹紧连接杆,以使连接杆竖向设置在扶手内侧边框上;
各个竖向夹紧气缸适于将扶手外侧边框压紧在各个连接杆上端,以使扶手内侧边框、各个连接杆以及扶手外侧边框竖向压紧在一起。
进一步的,各个支撑块为第一支撑座、第二支撑座、第三支撑座、第四支撑座,四个支撑块分别对扶手内侧边框的四个端角进行水平支撑;
各个侧向夹具为第一侧向夹具、第二侧向夹具、第三侧向夹具以及第四侧向夹具,四个侧向夹具分别夹紧四根连接杆,以使四根连接杆竖直设置在扶手内侧边框上端;
各个竖向夹紧气缸为第一竖向夹紧气缸、第二竖向夹紧气缸、第三竖向夹紧气缸以及第四竖向夹紧气缸,四个竖向夹紧气缸分别位于扶手内侧边框的四个端角。
进一步的,所述第一侧向夹具包括第一侧向限位气缸和第一侧向夹紧气缸,所述第一侧向限位气缸的推块安装第一侧向电磁铁,所述第一侧向电磁铁适于侧向吸附第一连接杆,所述第一侧向夹紧气缸的推块将第一连接杆夹紧在第一侧向电磁铁之间;
所述第二侧向夹具包括第二侧向限位气缸和第二侧向夹紧气缸,所述第二侧向限位气缸的推块安装第二侧向电磁铁,所述第二侧向电磁铁适于侧向吸附第二连接杆,所述第二侧向夹紧气缸的推块将第二连接杆夹紧在第二侧向电磁铁之间;
所述第三侧向夹具包括第三侧向限位气缸和第三侧向夹紧气缸,所述第三侧向限位气缸的推块安装第三侧向电磁铁,所述第三侧向电磁铁适于侧向吸附第三连接杆,所述第三侧向夹紧气缸的推块将第三连接杆夹紧在第三侧向电磁铁之间;
所述第四侧向夹具包括两个第四侧向夹紧气缸,两个第四侧向夹紧气缸相对设置,两个第四侧向夹紧气缸的推块夹持第四连接杆。
进一步的,所述总装底板上设置有第五支撑座、第六支撑座、第一侧向气缸、第二侧向气缸、第三侧向气缸以及第四侧向气缸,所述第五支撑座、第六支撑座适于支撑扶手内侧边框;
所述第一侧向装夹气缸的推块适于将扶手内侧边框夹紧在第五支撑座上;
所述第二侧向装夹气缸的推块适于将扶手内侧边框夹紧在第六支撑座上;
所述第三侧向装夹气缸的推块连接第四侧向电磁铁,所述第四侧向电磁铁侧向抵接扶手内侧边框和第四连接杆;
所述第四侧向装夹气缸的推块适于将扶手内侧边框侧向夹紧在第一支撑座和第四支撑座上。
进一步的,所述总装底板上设置可做水平移动的纵向位置调节板以及横向位置调节板;
所述第二支撑座、第三支撑座、第三侧向夹具、第二竖向夹紧气缸、第三竖向夹紧气缸均设置在纵向位置调节板上;
所述第四侧向夹具、第四侧向装夹气缸、第四竖向夹紧气缸均固定设置在横向位置调节板上。
进一步的,所述总装底板、纵向位置调节板以及横向位置调节板上均设置多个限位柱。
本发明的有益效果是:
提供一种沙发扶手框焊接总工装,可快速对扶手内侧边框和扶手外侧边框进行焊接,焊接的扶手框架质量稳定可靠,可实现流水线式批量加工,扶手框架的生产效率得到大大提高。
附图说明
下面结合附图对本发明进一步说明。
图1是扶手内侧边框、扶手外侧边框以及扶手框架示意图;
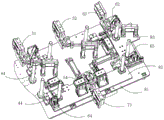
图2是扶手框焊接总工装示意图;
图3是扶手框焊接总工装中个部分的分布局;
图4是扶手内侧边框、扶手外侧边框以及各个连接杆在扶手框焊接总工装上的示意图;
其中,
11、扶手外侧边框,111、第一外扶杆,112、第二外扶杆,113、第三外扶杆,114、第四外扶杆,115、第五外扶杆;
12、扶手内侧边框,121、第一内扶杆,122、第二内扶杆,123、第三内扶杆,124、第四内扶杆,125、第五内扶杆,126、第六内扶杆;
41、第一支撑座,42、第二支撑座,43、第三支撑座,44、第四支撑座,45、第五支撑座,46、第六支撑座;
51、第一侧向夹具,511、第一侧向限位气缸,512、第一侧向夹紧气缸,
52、第二侧向夹具,521、第二侧向限位气缸,522、第二侧向夹紧气缸,
53、第三侧向夹具,531、第三侧向限位气缸,532、第三侧向夹紧气缸,
54、第四侧向夹具,541、第四侧向夹紧气缸,
61、第一竖向夹紧气缸,62、第二竖向夹紧气缸,63、第三竖向夹紧气缸,64、第四竖向夹紧气缸,
71、第一侧向气缸,72、第二侧向气缸,73、第三侧向气缸,74、第四侧向气缸,
81、总装底板,82、横向位置调节板,83、纵向位置调节板,
91、第一连接杆,92、第二连接杆,93、第三连接杆,94、第四连接杆。
具体实施方式
现在结合附图对本发明作进一步的说明。这些附图均为简化的示意图仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
如图1至图4所示,一种沙发扶手框焊接总工装,包括总装底板81、多个支撑块、多个侧向夹具以及多个竖向夹紧气缸;各个支撑块适于对扶手内侧边框12进行水平支撑;
各个侧向夹具适于侧向夹紧连接杆,连接杆包括四根,分别是第一连接杆91、第二连接杆92、第三连接杆93以及第四连接杆94,各个侧向夹具适于将各个连接杆竖向设置在扶手内侧边框12上;
各个竖向夹紧气缸适于将扶手外侧边框12压紧在各个连接杆上端,以使扶手内侧边框12、各个连接杆以及扶手外侧边框12竖向压紧在一起。
扶手内侧边框12包括第一内扶杆121、第二内扶杆122、第三内扶杆123、第四内扶杆124、第五内扶杆125、第六内扶杆126以及两对连接杆,两对连接杆分别位于第六内扶杆126两端,第一内扶杆121、第二内扶杆122、第三内扶杆123、第四内扶杆124、第五内扶杆125、第六内扶杆126组成矩形框;
扶手外侧边框11包括第一外扶杆111、第二外扶杆112、第三外扶杆113、第四外扶杆114以及第五外扶杆115,所述第一外扶杆111、第二外扶杆112、第四外扶杆114以及第五外扶杆115组成矩形框;
具体的,各个支撑块为第一支撑座41、第二支撑座42、第三支撑座43、第四支撑座44,四个支撑块分别对扶手内侧边框12的四个端角进行水平支撑;
具体的,各个侧向夹具为第一侧向夹具51、第二侧向夹具52、第三侧向夹具53以及第四侧向夹具54,第一侧向夹具51夹紧第一连接杆91,第二侧向夹具52夹紧第二连接杆92,第三侧向夹具53夹紧第三连接杆93,第四侧向夹具54夹紧第四连接杆94,四根连接杆竖直设置在扶手内侧边框12上端;
具体的,各个竖向夹紧气缸为第一竖向夹紧气缸61、第二竖向夹紧气缸62、第三竖向夹紧气缸63以及第四竖向夹紧气缸64,四个竖向夹紧气缸分别位于扶手内侧边框12的四个端角。四个竖向夹紧气缸竖向夹紧扶手外侧边框11,各个连接杆上。
具体的,第一侧向夹具51包括第一侧向限位气缸511和第一侧向夹紧气缸512,所述第一侧向限位气缸511的推块安装第一侧向电磁铁,所述第一侧向电磁铁适于侧向吸附第一连接杆91,所述第一侧向夹紧气缸512的推块将第一连接杆91夹紧在第一侧向电磁铁之间;
所述第二侧向夹具52包括第二侧向限位气缸521和第二侧向夹紧气缸522,所述第二侧向限位气缸521的推块安装第二侧向电磁铁,所述第二侧向电磁铁适于侧向吸附第二连接杆92,所述第二侧向夹紧气缸522的推块将第二连接杆92夹紧在第二侧向电磁铁之间;
所述第三侧向夹具53包括第三侧向限位气缸531和第三侧向夹紧气缸532,所述第三侧向限位气缸531的推块安装第三侧向电磁铁,所述第三侧向电磁铁适于侧向吸附第三连接杆93,所述第三侧向夹紧气缸532的推块将第三连接杆93夹紧在第三侧向电磁铁之间;
所述第四侧向夹具54包括两个第四侧向夹紧气缸541,两个第四侧向夹紧气缸541相对设置,两个第四侧向夹紧气缸541的推块夹持第四连接杆94。
除了上述的四根连接杆,在扶手内侧边框12上还自带四根连接杆,两根竖向连接杆和两根斜向连接杆,整个扶手框架一共包含八根连接杆。
具体的,将扶手内侧边框12固定在总装底板81上,总装底板81上设置有第五支撑座45、第六支撑座46、第一侧向气缸71、第二侧向气缸72、第三侧向气缸73以及第四侧向气缸74,所述第五支撑座45、第六支撑座46适于支撑扶手内侧边框12;
所述第一侧向装夹气缸的推块适于将扶手内侧边框12夹紧在第五支撑座45上;
所述第二侧向装夹气缸的推块适于将扶手内侧边框12夹紧在第六支撑座46上;
所述第三侧向装夹气缸的推块连接第四侧向电磁铁,所述第四侧向电磁铁侧向抵接扶手内侧边框12和第四连接杆94;
所述第四侧向装夹气缸的推块适于将扶手内侧边框12侧向夹紧在第一支撑座41和第四支撑座44上。
具体的,总装底板81上设置可做水平移动的纵向位置调节板83以及横向位置调节板82;位置调节板在总装底板81上的移动方式为现有常规手段,在总装底板81上设置两根导轨,在位置调节板下端设置两个与之配合的滑块,另外再在总装底板81上伸至工作气缸,通过工作气缸分别带动纵向位置调节板83以及横向位置调节板82移动,从而使焊接总工装能适应不同大小的扶手框架焊接组装;
相应的,第二支撑座42、第三支撑座43、第三侧向夹具53、第二竖向夹紧气缸62、第三竖向夹紧气缸63均设置在纵向位置调节板83上;相应的,第四侧向夹具54、第四侧向装夹气缸、第四竖向夹紧气缸64均固定设置在横向位置调节板82上。
具体的,总装底板81、纵向位置调节板83以及横向位置调节板82上均设置多个限位柱,各个限位柱有效限制扶手内侧边框12和扶手外侧边框11在安装时候的位置。
作业时,装夹机械臂先将扶手内侧边框12的四个端角搁置在第一支撑座41、第二支撑座42、第三支撑座43、第四支撑座44上;然后第一侧向气缸71、第二侧向气缸72、第三侧向气缸73以及第四侧向气缸74分别对内侧边框夹紧,然后机械臂分别将第一连接杆91、第二连接杆92、第三连接杆93以及第四连接杆94竖直放置到扶手内侧边框12上,四个连接杆分别有四个侧向夹具进行夹紧,放置四个连接杆到位,然后机械臂将扶手外侧边框11放置上来,扶手外侧边框11搁置在八个连接杆上,扶手外侧边框11由第一竖向夹紧气缸61、第二竖向夹紧气缸62、第三竖向夹紧气缸63以及第四竖向夹紧气缸64进行竖向夹紧,使扶手内侧边框12、扶手外侧边框11以及各个连接杆夹紧在一起,最后焊接机器人进行焊接,形成扶手框架。
本发明的发扶手框焊接总工装,主要实现将扶手内侧边框12、扶手外侧边框11焊接成扶手框架,焊接总工装可以对部件进行稳定的夹持,实现高效的作业。
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
Claims (6)
1.一种沙发扶手框焊接总工装,其特征是,包括总装底板、多个支撑块、多个侧向夹具以及多个竖向夹紧气缸;
各个支撑块适于对扶手内侧边框进行水平支撑;
各个侧向夹具适于侧向夹紧连接杆,以使连接杆竖向设置在扶手内侧边框上;
各个竖向夹紧气缸适于将扶手外侧边框压紧在各个连接杆上端,以使扶手内侧边框、各个连接杆以及扶手外侧边框竖向压紧在一起。
2.根据权利要求1所述的沙发扶手框焊接总工装,其特征是,各个支撑块为第一支撑座、第二支撑座、第三支撑座、第四支撑座,四个支撑块分别对扶手内侧边框的四个端角进行水平支撑;
各个侧向夹具为第一侧向夹具、第二侧向夹具、第三侧向夹具以及第四侧向夹具,四个侧向夹具分别夹紧四根连接杆,以使四根连接杆竖直设置在扶手内侧边框上端;
各个竖向夹紧气缸为第一竖向夹紧气缸、第二竖向夹紧气缸、第三竖向夹紧气缸以及第四竖向夹紧气缸,四个竖向夹紧气缸分别位于扶手内侧边框的四个端角。
3.根据权利要求2所述的沙发扶手框焊接总工装,其特征是,所述第一侧向夹具包括第一侧向限位气缸和第一侧向夹紧气缸,所述第一侧向限位气缸的推块安装第一侧向电磁铁,所述第一侧向电磁铁适于侧向吸附第一连接杆,所述第一侧向夹紧气缸的推块将第一连接杆夹紧在第一侧向电磁铁之间;
所述第二侧向夹具包括第二侧向限位气缸和第二侧向夹紧气缸,所述第二侧向限位气缸的推块安装第二侧向电磁铁,所述第二侧向电磁铁适于侧向吸附第二连接杆,所述第二侧向夹紧气缸的推块将第二连接杆夹紧在第二侧向电磁铁之间;
所述第三侧向夹具包括第三侧向限位气缸和第三侧向夹紧气缸,所述第三侧向限位气缸的推块安装第三侧向电磁铁,所述第三侧向电磁铁适于侧向吸附第三连接杆,所述第三侧向夹紧气缸的推块将第三连接杆夹紧在第三侧向电磁铁之间;
所述第四侧向夹具包括两个第四侧向夹紧气缸,两个第四侧向夹紧气缸相对设置,两个第四侧向夹紧气缸的推块夹持第四连接杆。
4.根据权利要求3所述的沙发扶手框焊接总工装,其特征是,所述总装底板上设置有第五支撑座、第六支撑座、第一侧向气缸、第二侧向气缸、第三侧向气缸以及第四侧向气缸,所述第五支撑座、第六支撑座适于支撑扶手内侧边框;
所述第一侧向装夹气缸的推块适于将扶手内侧边框夹紧在第五支撑座上;
所述第二侧向装夹气缸的推块适于将扶手内侧边框夹紧在第六支撑座上;
所述第三侧向装夹气缸的推块连接第四侧向电磁铁,所述第四侧向电磁铁侧向抵接扶手内侧边框和第四连接杆;
所述第四侧向装夹气缸的推块适于将扶手内侧边框侧向夹紧在第一支撑座和第四支撑座上。
5.根据权利要求4所述的沙发扶手框焊接总工装,其特征是,所述总装底板上设置可做水平移动的纵向位置调节板以及横向位置调节板;
所述第二支撑座、第三支撑座、第三侧向夹具、第二竖向夹紧气缸、第三竖向夹紧气缸均设置在纵向位置调节板上;
所述第四侧向夹具、第四侧向装夹气缸、第四竖向夹紧气缸均固定设置在横向位置调节板上。
6.根据权利要求5所述的沙发扶手框焊接总工装,其特征是,所述总装底板、纵向位置调节板以及横向位置调节板上均设置多个限位柱。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911220661.4A CN110757080A (zh) | 2019-12-03 | 2019-12-03 | 沙发扶手框焊接总工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911220661.4A CN110757080A (zh) | 2019-12-03 | 2019-12-03 | 沙发扶手框焊接总工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110757080A true CN110757080A (zh) | 2020-02-07 |
Family
ID=69340930
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911220661.4A Pending CN110757080A (zh) | 2019-12-03 | 2019-12-03 | 沙发扶手框焊接总工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110757080A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114393358A (zh) * | 2022-01-21 | 2022-04-26 | 无锡曙光精密工业有限公司 | 一种汽车扶手支架的焊接工装以及夹装方法 |
-
2019
- 2019-12-03 CN CN201911220661.4A patent/CN110757080A/zh active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114393358A (zh) * | 2022-01-21 | 2022-04-26 | 无锡曙光精密工业有限公司 | 一种汽车扶手支架的焊接工装以及夹装方法 |
| CN114393358B (zh) * | 2022-01-21 | 2023-09-05 | 无锡曙光精密工业有限公司 | 一种汽车扶手支架的焊接工装以及夹装方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN209363955U (zh) | 汽车后轴支架总成焊接夹具 | |
| CN107962333A (zh) | 一种汽车悬架控制臂的焊接夹具 | |
| CN110757080A (zh) | 沙发扶手框焊接总工装 | |
| CN111774787A (zh) | 一种汽车前下结构杆的焊接工装 | |
| CN211072428U (zh) | 沙发扶手框焊接总工装 | |
| CN210997180U (zh) | 沙发扶手框架生产线 | |
| CN210997288U (zh) | 沙发扶手框架焊接夹具 | |
| CN210998382U (zh) | 一种水泵芯部装配设备的圆柱管翻转机构 | |
| CN112719746A (zh) | 一种用于led显示屏箱体焊接的夹持设备 | |
| CN110757044A (zh) | 沙发座身框架生产线 | |
| CN209425028U (zh) | 一种数控开槽机的压紧装置 | |
| CN110757079A (zh) | 沙发靠背框架组装总焊接夹具 | |
| CN111015045B (zh) | 一种手工槽抓点用的定位夹紧工装 | |
| CN114102024B (zh) | 一种物流搬运车车腿自动焊接装置 | |
| CN110757045A (zh) | 沙发扶手框架生产线 | |
| CN210997289U (zh) | 沙发靠背框架组装总焊接夹具 | |
| CN210253814U (zh) | 一种三通阀的高效生产线 | |
| CN210498985U (zh) | 一种履带式收割机底盘自动化焊接夹具 | |
| CN110757078A (zh) | 沙发座身框架总焊接工装 | |
| CN210997181U (zh) | 沙发弹簧框架焊接夹具 | |
| CN211102416U (zh) | 沙发后撑框架焊接夹具 | |
| CN105458593A (zh) | 一种用于进气歧管下盖与中盖焊接定位的气动式装置 | |
| CN210997286U (zh) | 沙发靠背底框焊接夹具 | |
| CN210997284U (zh) | 沙发底框框架焊接夹具 | |
| CN219944914U (zh) | 一种多工位电阻焊接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |