CN1105637C - 立方角片模具及其制备方法 - Google Patents
立方角片模具及其制备方法 Download PDFInfo
- Publication number
- CN1105637C CN1105637C CN98808612A CN98808612A CN1105637C CN 1105637 C CN1105637 C CN 1105637C CN 98808612 A CN98808612 A CN 98808612A CN 98808612 A CN98808612 A CN 98808612A CN 1105637 C CN1105637 C CN 1105637C
- Authority
- CN
- China
- Prior art keywords
- groove
- thin plate
- reference planes
- cube corner
- forms
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 80
- 239000000463 material Substances 0.000 claims description 44
- 230000015572 biosynthetic process Effects 0.000 claims description 20
- 238000005516 engineering process Methods 0.000 claims description 15
- 238000005520 cutting process Methods 0.000 claims description 6
- 238000000227 grinding Methods 0.000 claims description 5
- 239000000758 substrate Substances 0.000 claims description 2
- 230000003287 optical effect Effects 0.000 abstract description 23
- 238000004519 manufacturing process Methods 0.000 abstract description 4
- 238000012545 processing Methods 0.000 description 21
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 19
- 230000008569 process Effects 0.000 description 11
- 229910052759 nickel Inorganic materials 0.000 description 10
- 238000011112 process operation Methods 0.000 description 9
- 238000002360 preparation method Methods 0.000 description 8
- 230000001154 acute effect Effects 0.000 description 7
- 229910003460 diamond Inorganic materials 0.000 description 7
- 239000010432 diamond Substances 0.000 description 7
- 239000013598 vector Substances 0.000 description 7
- 229920000515 polycarbonate Polymers 0.000 description 6
- 239000004417 polycarbonate Substances 0.000 description 6
- 230000008859 change Effects 0.000 description 5
- 238000003754 machining Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 230000001186 cumulative effect Effects 0.000 description 4
- 239000007767 bonding agent Substances 0.000 description 3
- 239000012141 concentrate Substances 0.000 description 3
- 239000004926 polymethyl methacrylate Substances 0.000 description 3
- 229910001369 Brass Inorganic materials 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 1
- 229910001335 Galvanized steel Inorganic materials 0.000 description 1
- 229920005372 Plexiglas® Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229920003182 Surlyn® Polymers 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 230000003044 adaptive effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000002671 adjuvant Substances 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 229920006217 cellulose acetate butyrate Polymers 0.000 description 1
- 238000003486 chemical etching Methods 0.000 description 1
- HGAZMNJKRQFZKS-UHFFFAOYSA-N chloroethene;ethenyl acetate Chemical compound ClC=C.CC(=O)OC=C HGAZMNJKRQFZKS-UHFFFAOYSA-N 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000000549 coloured material Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000005363 electrowinning Methods 0.000 description 1
- 239000003344 environmental pollutant Substances 0.000 description 1
- OBNCKNCVKJNDBV-UHFFFAOYSA-N ethyl butyrate Chemical compound CCCC(=O)OCC OBNCKNCVKJNDBV-UHFFFAOYSA-N 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- 239000008397 galvanized steel Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 238000000608 laser ablation Methods 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 150000002815 nickel Chemical class 0.000 description 1
- 238000005240 physical vapour deposition Methods 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 231100000719 pollutant Toxicity 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920002620 polyvinyl fluoride Polymers 0.000 description 1
- KCTAWXVAICEBSD-UHFFFAOYSA-N prop-2-enoyloxy prop-2-eneperoxoate Chemical class C=CC(=O)OOOC(=O)C=C KCTAWXVAICEBSD-UHFFFAOYSA-N 0.000 description 1
- 238000003847 radiation curing Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00605—Production of reflex reflectors
- B29D11/00625—Moulds for reflex reflectors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S425/00—Plastic article or earthenware shaping or treating: apparatus
- Y10S425/03—Laminated mold
Landscapes
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Ophthalmology & Optometry (AREA)
- Mechanical Engineering (AREA)
- Optical Elements Other Than Lenses (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Adornments (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
揭示了用于形成逆向反射立方角元件的模具中的薄板及其这些薄板的制备方法。典型的薄板包括以第一取向放置的第一列立方角元件和第二列光学上相对的立方角元件。薄板的工作表面具有多个立方角元件,这些立方角元件是由三个凹槽组所界定的光学面形成的。相对的第一和第二凹槽组形成于薄板的工作表面中。第一凹槽组形成具有第一和第二光学面的多个结构体,这两个光学面位于沿参考边相交的互相垂直的平面内。第二凹槽组在薄板相对的一侧形成相应的多个结构。在薄板的工作表面中沿与第一和第二凹槽组中凹槽的轴大致垂直的轴形成第三凹槽组。第三凹槽的表面与位于互相垂直平面中的多个结构体的表面相交,确定多个立方角元件。多块所述薄板可以集中起来,形成用于制造逆向反射产品(如立方角片)的模具。
Description
发明的领域
本发明总体涉及适用于形成立方角逆向反射片的模具以及制备该模具的方法。本发明具体涉及由多块薄板形成的模具和制备这些模具的方法。
发明的背景
逆向反射材料的特征是能够将入射到该材料上的光线再照射回发光光源。这种能力使得逆向反射片在多种要得到显明性的场合有广泛的用途。逆向反射片通常是施用到平的刚性制品(如路面标志和路障)上;然而它也用于不规则或柔性的表面。例如,逆向反射片可粘贴在卡车拖车的侧面,这需要该逆向反射片从绉纹和突起的铆钉上经过,或者逆向反射片可粘贴在柔性物体部位,如道路工作者的安全服或其它此类安全服装。在下面的表面是不规则或柔性的情况下,希望逆向反射片能够与下面的表面适配而不损失逆向反射性能。另外,逆向反射片通常以料卷形式进行包装和运输,因此要求它具有足够的柔性以卷绕在芯子上。
两种已知类型的逆向反射片是以微球为基的片材和立方角片材。以微球为基的片材(有时被称为“含珠”片材(″beaded″sheeting))使用许多微球,它们通常至少部分嵌入粘合剂层中并含有相关的镜面反射或漫反射材料(如颜料颗粒、金属薄片或蒸气涂层等)以逆向反射入射光。说明性的例子揭示于美国专利3,190,178(McKenzie)、4,025,159(McGrath)和5,066,098(Kult)。以微球为基的片材的优点是它通常能够粘贴到波纹状或柔性的表面上。此外,由于含珠逆向反射器件的对称性,因此以微球为基的逆向反射片显示的回射光总量在绕垂直于片材表面的轴旋转的各方向上较均匀。因此,这类以微球为基的片材对于片材放在表面上的方向的敏感性较差。然而,这类片材的逆向反射效率通常低于立方角片材。
立方角逆向反射片包含通常具有大致为平面的底面的本体部分和在底面背面的包含多个立方角元件的结构化表面。每个立方角元件包含三个大致互相垂直的光学面,它们相交于一个参考点(即顶点)。立方角元件的底面用作光线透射入立方角元件的孔径。使用时,射到片材底面上的入射光于片材底面处发生折射,透过位于片材上的立方角元件的底面,由三个垂直的立方角光学面的每一面进行反射,再回射向光源。立方角元件的对称轴(也称为光轴)是延伸经过立方角顶点并与立方角元件的三个光学面成相同角度的轴。当光线大致沿光轴入射到立方角元件的底面上时,它通常显示最高的光学效率。被立方角逆向反射器件逆向反射的光线量随着入射角偏离光轴而降低。
立方角逆向反射片的逆向反射效率的最大值是逆向反射片结构化表面上立方角元件的几何结构的函数。立方角领域中所用的术语“有效面积(active area)”和“有效孔径(effective aperture)”用来表征立方角元件对入射元件底面的光线进行逆向反射的部分。关于确定立方角元件设计的有效孔径的详细说明超出了本说明书的范围。用于确定立方角几何结构的有效孔径的一种方法记载于Eckhardt,Applied Optics,v.10,n.7,1971年7月,1559-1566页。授予Straubel的美国专利835,648也讨论了有效孔径这一概念。当入射角给定时,将三个立方角面在垂直于经折射入射光的平面上的投影与三次反射的象表面在同一平面上的投影进行拓扑相交,确定有效面积。这样,术语“有效面积百分数”就定义为有效面积除以立方角面投影的总面积。逆向反射片的逆向反射效率与片材上立方角元件的有效面积百分数直接相关。
此外,逆向反射片的逆向反射图案的光学特性部分地是立方角元件几何结构的函数。因此,立方角元件几何结构的变形会导致逆向反射片光学特点的相应变形。为了防止不希望有的物理变形,制备逆向反射片立方角元件的材料通常具有较高的弹性模量,它足以防止在挠曲或弹性拉伸逆向反射片时立方角元件发生物理形变。如上所述,通常较好的是逆向反射片具有足够的柔性以使其能粘贴在波纹状或本身柔性的底材上,或者使其能卷绕成卷以便贮存和运输。
立方角逆向反射片如下制得:先制备一个母模,它包括所需立方角元件几何结构的负像或正像。可使用电镀镍、化学气相淀积或物理气相淀积来复制该母模,制得用于形成立方角逆向反射片的工具。Pricone等人的美国专利5,156,863对形成用于制造立方角逆向反射片的工具的方法作了说明性的概述。制造母模的已知方法包括针形元件束技术、直接加工技术和层压技术。这些技术中的每一种都有其优点和局限性。
在针形元件束(pin bundling)技术中,将许多根针(每根的一端都具有几何结构)集中放置在一起,形成立方角逆向反射面。美国专利1,591,572(Stimson)、3,926,402(Heenan)、3,541,606(Heenan等)和3,632,695(Howell)给出了说明性的例子。针形元件束技术能够在单个模中制得各种各样的立方角几何结构。然而,针形元件束技术对于制备小型立方角元件(如小于约1.0毫米)在经济上和技术上都不能实施。
在直接加工技术中,在一整块基材中形成一系列槽以形成立方角逆向反射面。美国专利3,712,706(Stamm)和4,588,258(Hoopman)给出了说明性的例子。直接加工技术能够精确地加工非常小的立方角元件,这是符合柔性逆向反射片要求的。然而,目前使用直接加工技术还不能制得在低入射角时具有非常高的有效孔径的某些立方角结构。作为例子,美国专利3,712,706所述立方角元件几何结构的回射光线总量理论最大值约为67%。
在层压技术中,将多块薄板(每块薄板的一端具有几何形状)组合形成立方角逆向反射面。德国临时申请(OS)19 17 292、国际公开号WO 94/18581(Bohn等)、WO 97/04939(Minura等)和WO 97/04940(Mimura等)揭示了模制的逆向反射器件,其中在多块板上形成有槽的表面。然后,将这些板倾斜一定的角度,并横向移动下一块板。该方法得到多个立方角元件,每个元件由第一块板上的两个经加工表面和第二块板上一个侧面形成。授予Gubela的德国专利DE 42 36 799揭示了一种制备用于制造立方角的具有立方形表面的模具的方法。在带状材料一边的整个长度上沿第一方向研磨或切割倾斜表面。然后在第二方向上形成多个切口,以在带状材料上形成立方角逆向反射器件。最后,在带状材料的侧面垂直地形成多个切口。Gubela的德国临时专利44 10 994 C2是有关此方面的专利。专利44 10 994 C2中揭示的逆向反射器件的特征是具有凹曲度的反射表面。
发明的简要概述
本发明涉及提供合适用于由多块薄板形成逆向反射片的母模和制备该母模的方法。用本文所揭示的方法制得的母模的优点是能够制得逆向反射效率水平接近100%的逆向反射立方角片。为了便于制造柔性逆向反射片,所揭示的方法能够制造宽度为0.010毫米或更窄的立方角逆向反射元件。此外,本发明能够制得在至少两个不同方向上显示对称逆向反射性能的立方角逆向反射片。
本发明还揭示了制备由多块薄板形成的模具的效率高且费用低廉的方法。具体而言,揭示的方法是减少在片材中制备给定密度的立方角元件所需的薄板数目,从而节约与制备这些模具相关的时间和费用。
在一个实施方案中,提供了一种用于形成逆向反射立方角制品的模具中的薄板,该薄板具有相对的第一和第二主表面,在两个表面之间界定了第一参考平面,该薄板还包含与第一和第二主表面相连的工作表面,工作表面界定了与该面基本平行、与第一参考平面垂直的第二参考平面和与第一参考平面和第二参考平面垂直的第三参考平面。该薄板包含:(a)在薄板工作表面中的第一凹槽组,它包含至少两个平行、相邻的V形凹槽,每个相邻凹槽界定第一凹槽面和第二凹槽面,它们大致正交地相交,形成第一参考边;(b)在薄板工作表面中的第二凹槽组,它包括至少两个平行、相邻的V形凹槽,每个相邻凹槽界定第三凹槽面和第四凹槽面,它们大致正交地相交,形成第二参考边;和(c)在薄板工作表面中的第三凹槽组,它包含至少一个凹槽,该凹槽界定第五凹槽面和第六凹槽面,第五凹槽面与第一和第二凹槽面大致正交地相交,形成至少一个沿第一取向放置的第一立方角,第六凹槽面与第三和第四凹槽面大致正交地相交,形成至少一个沿不同于第一取向的第二取向放置的第二立方角。
在一个实施方案中,形成第一和第二凹槽组,使得它们各自的参考边沿在顶视平面图中看来垂直于第一参考平面的轴延伸。第三凹槽组包括单个凹槽,其顶点沿第三参考平面所包含的轴延伸。在该实施方案中,薄板包含由第一凹槽组的多个凹槽和第三凹槽界定的第一列立方角元件和由第二凹槽组的多个凹槽和第三凹槽界定的第二列立方角元件。
每个立方角元件的三个互相垂直的光学面较好的是形成在单块薄板上。所有三个光学面较好是用加工方法形成以确保有光学质量的表面。在加工阶段和随后的阶段中最好保持相邻的第一和第二主表面之间的界面是平面,以使得由于加工薄板而造成的对准问题和损坏降至最低。
还揭示了一种制备形成逆向反射立方角制品的模具中所用的薄板的方法,该薄板具有相对的第一和第二主表面,在两个表面之间界定了第一参考平面,该薄板还包含与第一和第二主表面相连的工作表面,工作表面界定了与该面基本平行、与第一参考平面垂直的第二参考平面和与第一参考平面和第二参考平面垂直的第三参考平面。该方法包括:(a)在薄板的工作表面中形成第一凹槽组,它包含至少两个平行、相邻的V形凹槽,每个相邻凹槽界定第一凹槽面和第二凹槽面,它们大致正交地相交,形成第一参考边;(b)在薄板的工作表面中形成第二凹槽组,它包括至少两个平行、相邻的V形凹槽,每个相邻凹槽界定第三凹槽面和第四凹槽面,它们大致正交地相交,形成第二参考边;和(c)在薄板的工作表面中形成第三凹槽组,它包含至少一个凹槽,该凹槽界定第五凹槽面和第六凹槽面,第五凹槽面与第一和第二凹槽面大致正交地相交,形成至少一个沿第一取向放置的第一立方角,第六凹槽面与第三和第四凹槽面大致正交地相交,形成至少一个沿不同于第一取向的第二取向放置的第二立方角。
还揭示了一种模具组件(mold assembly),它包含多块薄板,该薄板包含相对、平行的第一和第二主表面,在两个表面之间界定了第一参考平面,该薄板还包含与第一和第二主表面相连的工作表面,工作表面界定了与该面基本平行、与第一参考平面垂直的第二参考平面和与第一参考平面和第二参考平面垂直的第三参考平面。多块薄板的工作表面包含:(a)在每块薄板工作表面中的第一凹槽组,它包含至少两个平行、相邻的V形凹槽,每个相邻凹槽界定第一凹槽面和第二凹槽面,它们大致正交地相交,在每块相应的薄板上形成第一参考边;(b)在每块薄板工作表面中的第二凹槽组,它包括至少两个平行、相邻的V形凹槽,每个相邻凹槽界定第三凹槽面和第四凹槽面,它们大致正交地相交,在每块相应的薄板上形成第二参考边;和(c)在多块薄板工作表面中的第三凹槽组,它包含至少一个凹槽,每个凹槽界定第五凹槽面和第六凹槽面,第五凹槽面与第一和第二凹槽面大致正交地相交,形成至少一个沿第一取向放置的第一立方角,第六凹槽面与第三和第四凹槽面大致正交地相交,形成至少一个沿不同于第一取向的第二取向放置的第二立方角。
在这种模具组件的一个实施方案中,第一凹槽组基本上延伸越过整个多块薄板的各第一主表面,第二凹槽组基本上延伸越过整个多块薄板的各第二主表面。此外,形成第一和第二凹槽组,使得它们各自的参考边沿在顶视平面图中看来垂直于各自第一参考平面的轴延伸。最后,第三凹槽组包括在每块相应薄板中的单个凹槽,其顶点沿与各薄板第三参考平面平行的轴延伸。根据该实施方案,每块相应的薄板包含由第一凹槽组的多个凹槽和第三凹槽界定的第一列立方角元件和由第二凹槽组的多个凹槽和第三凹槽界定的第二列立方角元件。
还揭示了一种制备形成逆向反射立方角制品的模具中所用的多块薄板的方法,每块薄板具有相对的第一和第二主表面,在两个表面之间界定了第一参考平面,每块薄板还包含与第一和第二主表面相连的工作表面,工作表面界定了与该面基本平行、与第一参考平面垂直的第二参考平面和与第一参考平面和第二参考平面垂直的第三参考平面。该方法包括:(a)定向放置多块薄板,使它们各自的第一参考平面互相平行并与固定参考轴成第一角度放置;(b)在每块薄板的工作表面中形成第一凹槽组,它包含至少两个平行、相邻的V形凹槽,每个相邻凹槽界定了第一凹槽面和第二凹槽面,它们大致正交地相交,在每块相应的薄板上形成第一参考边;(c)定向放置所述多块薄板,使它们各自的第一参考平面互相平行并与固定参考轴成第二角度放置;(d)在每块薄板的工作表面中形成第二凹槽组,它包含至少两个平行、相邻的V形凹槽,每个相邻的凹槽界定第三凹槽面和第四凹槽面,它们大致正交地相交,在每块相应的薄板上形成第二参考边;和(e)在多块薄板的工作表面中形成第三凹槽组,它包含至少一个凹槽,每个凹槽界定第五凹槽面和第六凹槽面,第五凹槽面与第一和第二凹槽面大致正交地相交,形成至少一个沿第一取向放置的第一立方角,第六凹槽面与第三和第四凹槽面大致正交地相交,形成至少一个沿不同于第一取向的第二取向放置的第二立方角。
在一种所揭示的方法中,将多块薄板集中放置在界定了底平面的合适夹具中。该夹具固定所述多块薄板,使它们各自的第一参考平面大致平行并与固定参考轴(它是底平面的法向矢量)成第一角度放置,所述第一角度较好约为1-85°,更好约为10-60°。然后,通过使用合适的材料去除技术(如划线、快速切削、磨削(grinding)或研磨)除去多块薄板中每块的接近多块薄板工作表面的一部分来形成第一凹槽组。然后,将多块薄板重新集中放置在夹具中,固定,以使得它们各自的第一参考平面大致平行并与固定参考轴(它是底平面的法向矢量)成第二角度放置,所述第二角度较好约为1-85°,更好约为10-60°。然后,使用如上所述的合适的材料去除技术形成第二凹槽组。然后,将多块薄板重新集中放置在夹具中,固定,以使得它们各自的第一参考平面与参考轴大致平行。再使用如上所述的合适的材料去除技术形成第三凹槽组。较好的是,第三凹槽组在每块相应的薄板中界定单个凹槽。
附图的简要说明
图1是适用于所揭示方法的单块薄板的透视图。
图2是按照第一种加工步骤的单块薄板的端面图。
图3是按照第一种加工步骤的单块薄板的侧视图。
图4是按照第一种加工步骤的单块薄板的顶视图。
图5是按照第二种加工步骤的单块薄板的端面图。
图6是按照第二种加工步骤的单块薄板的侧视图。
图7是按照第二种加工步骤的单块薄板的顶视图。
图8是按照第二种加工步骤的单块薄板的透视图。
图9是按照第三种加工步骤的单块薄板的端面图。
图10是按照第三种加工步骤的单块薄板的侧视图。
图11是按照第三种加工步骤的单块薄板的顶视图。
图12是按照第三种加工步骤的单块薄板的透视图。
图13是按照第三种加工步骤的单块薄板另一种实施方案的顶视图。
图14是按照第三种加工步骤的单块薄板另一种实施方案的端面图。
图15是按照第三种加工步骤的单块薄板另一种实施方案的侧视图。
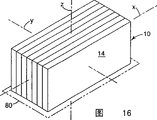
图16是多块薄板的透视图。
图17是沿第一取向定向放置的多块薄板的端面图。
图18是按照第一种加工操作的多块薄板的端面图。
图19是按照第一种加工操作的多块薄板的侧视图。
图20是沿第二取向定向放置的多块薄板的端面图。
图21是按照第二种加工操作的多块薄板的端面图。
图22是按照第二种加工操作的多块薄板的侧视图。
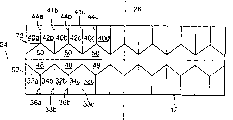
图23是按照第三种加工操作的多块薄板的端面图。
图24是按照第三种加工操作的多块薄板的顶视图。
图25是单块薄板的一部分工作表面的顶视平面图。
图26是图25所示工作表面的侧视图。
图27是图25所示工作表面的侧视图。
较佳实施方案的详细说明
在对各个实施方案的说明中,为了清楚起见使用了特殊的技术术语。然而,这些技术术语并无限制作用,应该理解,每个选定的术语包括有类似功用的所有技术等价内容。
所揭示的实施方案可利用多种尺寸和形状的完全逆向反射元件(full cubecorner elements)。阵列中相邻完全立方角元件的底边并不全在同一个平面上。与此相反,阵列中相邻截顶立方角元件(truncated cube corner elements)的底边通常是共平面的。对于给定的倾斜量,完全立方角元件的回射光线总量(total light return)高于截顶立方角元件,但是完全立方角元件在较高入射角时会更快地丧失回射光线总量。完全立方角元件的一个优点是在低入射角时有较高的回射光线总量,在较高入射角时没有太大的性能损失。
对于一个立方角匹配对阵列,已知有效面积百分数和光线强度,可以计算出预计的回射光线总量(TLR)。对于经逆向反射的光线,光线强度会由于正面损失和三个立方角面的每一面的反射而降低。回射光线总量定义为有效面积百分数与光线强度的乘积,或者是经过逆向反射的入射光线总量的百分数。直接加工的立方角阵列的回射光线总量的讨论见美国专利3,712,706(Stamm)。
现在参考图1-12说明薄板的一个实施方案及其制备方法。图1-2示出了用于制造适用于形成逆向反射片的模具的典型薄板10。该薄板10包含第一主表面12和相对的第二主表面14。薄板10还包含延伸于第一主表面12和第二主表面14之间的工作表面16和相对的底面18。薄板10还包含第一端面20和相对的第二端面22。在一个较佳的实施方案中,薄板10可以是各相对表面大致平行的直角正交多面体。然而,应该理解薄板10的相对表面无需平行。
为了便于说明,薄板10可以通过将笛卡儿坐标系叠加到其结构上而表征于三维空间中。第一参考平面24位于主表面12和14中间。第一参考平面24被称为x-z平面,具有y轴作为其法向矢量。第二参考平面26被称为x-y平面,与薄板10的工作表面16大致共平面延伸,具有z轴作为法向矢量。第三参考平面28被称为y-z平面,位于第一端面20和第二端面22的中间,具有x轴作为其法向矢量。为了清楚起见,参考此处所述的笛卡儿参考平面来说明本发明实施方案的各种几何结构特征。但应该理解这些几何结构特征可以使用其它坐标系或参考薄板结构加以说明。
图2-12示出了在薄板10的工作表面16中形成包含多个光学上相对的立方角元件的有结构表面。简要地说,根据较佳实施方案在多块薄板10的工作表面16中形成第一凹槽组,它包含至少两个平行、相邻的凹槽30a、30b、30c等(总体上标记为30)(图2-4)。在薄板10的工作表面16中还形成第二凹槽组,它包含至少两个平行、相邻的凹槽38a、38b、38c等(总体上标记为38)(图5-7)。较好的是,第一和第二凹槽组大致沿第一参考平面24相交,形成包含多个交替的峰和v形谷的有结构表面(图8)。凹槽组30、38不必象图8所示排列成直线。这些峰和v形谷也可以互相偏置,如图13所示。
然后,在薄板10的工作表面16中形成第三凹槽46(图9-11)。较好的是,第三凹槽46沿大致垂直于第一和第二凹槽组形成方向的轴延伸。第三凹槽46的形成在薄板上得到有结构的表面,它包含多个具有三个互相垂直光学面的立方角元件(图12)。本文中所用术语“凹槽组”是指形成于薄板10的工作表面16中的所有平行凹槽。
现在更详细地说明实施方案。参考图2-4,在薄板10的工作表面16中形成第一凹槽组,它包含至少两个平行、相邻的凹槽30a、30b、30c等(总体上标记为30)。这些凹槽界定第一凹槽面32a、32b、32c等(总体上标记为32)和第二凹槽面34b、34c、34d等(总体上标记为34),它们相交于凹槽顶点33b、33c、33d等(总体上标记为33)。在薄板的边缘,形成凹槽的操作可形成单个凹槽面32a。相邻凹槽的凹槽面32a和34b沿参考边36a大致正交地相交。本文中所用的术语“大致正交”或“近似正交”是指各自表面之间的二面角约为90°;并考虑到授予Appeldorn的美国专利4,775,219中揭示和要求权利的正交性的轻微变化。类似地,相邻凹槽面32b和34c沿第一参考边36b大致正交地相交。较好的是在薄板10的整个工作表面16上重复该图案,如图3-4所示。各凹槽顶点33较好间隔约0.01-1.0毫米。
在图2的实施方案中,形成凹槽30,以使得各凹槽顶点33和各第一参考边36沿与薄板10的第一主表面12和工作表面16相交的轴延伸。在该实施方案中,薄板10的工作表面16中的一部分在形成多个凹槽30后没有发生变化。可以理解,通过形成更深入工作表面16的凹槽还可以使得所形成凹槽的各凹槽顶点33和第一参考边36沿与薄板10的第一主表面12和第二主表面14相交的轴延伸。此外,在图2-4的实施方案中,所形成凹槽30的每条第一参考边36位于与第一参考平面24和第二参考平面26以直角相交的平面中,因此在图4的顶视图中参考边36垂直于参考平面24。
在图2-4的实施方案中,所形成凹槽30的第一参考边36都位于同一平面中,该平面以锐角θ1(约为27.8°)与第二参考平面26相交。或者可以形成凹槽30,使得参考边36与参考平面26以不同于27.8°的角度相交。一般来说,形成凹槽使其各参考边36以约1-85°(更好约为10-60°)之间的任何角度与参考平面26相交是可行的。
现参见图5-8,在薄板10的工作表面16中形成第二凹槽组,它包含至少两个平行、相邻的凹槽38a、38b、38c等(总体上标记为38)。凹槽38界定第三凹槽面40a、40b、40c等(总体上标记为40)和第四凹槽面42b、42c、42d等(总体上标记为42),它们相交于凹槽顶点41b、41c、41d等(总体是标记为41),如图所示。在薄板的边缘,形成凹槽的操作可形成单个凹槽面40a。相邻凹槽的凹槽面40a和42b沿参考边44a大致正交地相交,这在本说明书中是指表面40a和42b之间的二面角约为90°。类似地,相邻凹槽面40b和42c沿第二参考边44b大致正交地相交。较好的是在薄板10的整个工作表面16上重复该图案。凹槽顶点41较好间隔约0.01-0.10毫米。
具体参见图5,可见所形成凹槽38的参考边44沿与薄板10的第二主表面14和工作表面16相交的轴延伸。在该实施方案中,参考边44(和凹槽顶点41)以锐角θ2(约为27.8°)与薄板10的第二参考平面26相交。如上所述,形成以约1-85°之间的任何角度与参考平面26相交的凹槽是可行的。
在图5-8所述的实施方案中,所形成凹槽38的各参考边44位于以直角与第一参考平面24和第二参考平面26相交的平面中,因此在图7的顶视图中参考边44垂直于第一参考平面24。此外,具体参见图7,较好是形成凹槽38,使得凹槽顶点41与凹槽顶点33大致共平面,参考边44与参考边36大致共平面。或者,凹槽顶点33、41和参考边36、44可以彼此偏移。在另一个实施方案中,凹槽顶点33、41的深度可以彼此不同。
图8表示在形成凹槽30之后各薄板10的透视图。薄板10包含如上所述形成于薄板的工作表面16上的一系列凹槽30、38。参考边36、44大致沿第一参考平面24相交,确定多个峰。类似地,凹槽顶点33、41大致沿第一参考平面相交,确定多个位于峰之间的谷。
图9-12示出了在薄板10中形成第三凹槽46后的薄板10的实施情况。在该实施方案中,第三凹槽46确定了第五凹槽面48和第六凹槽面50,它们相交于沿包含于第一参考平面24内的轴的方向的凹槽顶点52。重要的是,形成第三凹槽46,使得第五凹槽面48位于与第一凹槽面32和第二凹槽面34大致正交的平面内。这可以如下进行:形成第三凹槽46,使得第五凹槽面48与第一参考平面24成与θ1相同的角度;同样地,第六凹槽面较好是与第一参考平面24成与θ2相同的角度,此处的θ1和θ2就是图5中所示的θ1和θ2。第五凹槽面48的形成在薄板10的工作表面16中得到多个立方角元件60a、60b等(总体上标记为60)。每个立方角元件60由第一凹槽面32、第二凹槽面34和一部分第五凹槽面48界定,这些表面相交于一点,该点定义为立方角尖点,即顶点62。类似地,第六凹槽面50位于与第三凹槽面40和第四凹槽面42大致正交的平面内,这些平面相交于一点,该点定义为立方角尖点,即顶点72。第六凹槽面50的形成也在薄板10的工作表面16中形成了多个立方角元件70a、70b等(总体上标记为70)。每个立方角元件70由第三凹槽面40、第四凹槽面42和一部分第六凹槽面50界定。较好的是,第五凹槽面48和第六凹槽面50都在薄板10的工作表面16上形成多个立方角元件。然而应该理解,可以形成第三凹槽46,以使得只有第五凹槽面48或者只有第六凹槽面50形成立方角元件。
具体参见图11和12,讨论薄板10的多个特征。在所揭示的实施方案中,凹槽30和38的相对表面所界定的两面角为90°。第一和第二参考边36、44位于以直角与第一参考平面24和第二参考平面26相交的平面内。因此,在图11的平面图中,参考边36和44沿大致垂直于第一参考平面24的轴延伸。参考边36沿与薄板10的第一主表面12相交并且以约27.8°的锐角与第二参考平面26相交的轴延伸。同样地,参考边44沿与薄板10的第二主表面14相交并且以约27.8°的锐角与第二参考平面26相交的轴延伸。第三凹槽46的顶点沿大致平行于第一参考平面24的轴延伸,第五凹槽面48和第六凹槽面50之间的两面角约为55.6°。
较好的是,使用常规的精密加工工具和技术(如划线、研磨、切槽和快速切削)来形成工作表面16。在一个实施方案中,可以将薄板10的第二主表面14对齐成基本上为平面,就象精密加工工具的表面,通过将具有90°夹角的V形刀具沿与第一工作表面12相交并以角度θ1(27.8°)与第二参考平面26相交的轴移动,能够在工作表面16中形成第一凹槽组中的每个凹槽30a、30b等。在所揭示的实施方案中,每个凹槽30在工作表面中的形成深度相同,并且刀具在相邻凹槽之间以相等距离进行横向移动,因此各凹槽基本上是相同的。接着,将薄板10的第一主表面12对齐成平面,通过将具有90°夹角的V形刀具沿与第二工作表面14相交并以角度θ2(27.8°)与第二参考平面26相交的轴移动,能够在工作表面16中形成每个凹槽38a、38b等。最后,可以将薄板10的底面18对齐成平面,通过将具有55.6°夹角的V形刀具沿大致平行于底面18并包含在第一参考平面24内的轴移动,能够在工作表面16中形成第三凹槽46。虽然形成三种凹槽的步骤是以特定顺序进行描述的,但是本领域普通技术人员会认识到这些步骤的顺序不是关键;这些步骤可以任何顺序进行。此外,本领域普通技术人员会认识到可以在薄板以一种位置对齐时形成三个凹槽组;本说明书想到了这一方法。此外,固定薄板的具体方式(物理、化学或电磁方式)并不是关键。
为了形成适用于形成逆向反射制品的模具,可以将多块薄板10集中起来放置在合适的夹具中,所述薄板10具有包含如上所述形成的立方角元件60、70的工作表面16。然后,使用精确的复制技术来复制工作表面16,例如用镍电镀形成工作表面16的负像。电镀技术是逆向反射领域普通技术人员已知的。例如参看授予Pricone等人的美国专利4,478,769和5,156,863。然后,将工作表面16的负像作为模具,用来形成具有工作表面16正像的逆向反射制品。更普通的是,形成其它几代电成型的复制品,并集中起来形成较大的模具。会注意到,原始的薄板10工作表面16或其正像也可以用作压花工具形成逆向反射制品。参看JP8-309851和美国专利4,601,861(Pricone)。普通技术人员会认识到,每块薄板10的工作表面16独立地用作逆向反射器件。因此,模具中相邻薄板不必以精确角度或相互间的精确距离进行放置。
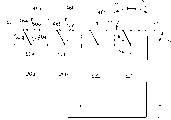
图16-24表示适用于形成逆向反射制品的模具中所适用的多块薄板的另一种形成方法。在图16-24的实施方案中,是当薄板组装在一起时而不是如上所述在分开时,在多块薄板的工作表面中形成多个立方角元件。多块薄板10较好的是集中放置以使得它们的工作表面16基本上是共平面的。简而言之,定向放置薄板10使它们各自的第一参考平面与固定参考轴82成第一角度β1放置(图17)。在多块薄板10的工作表面16中形成第一凹槽组,它包括至少两个V形凹槽(图18-19)。然后,定向放置薄板使它们各自的第一参考平面与参考轴82成第二角度β2放置(图20)。在多块薄板10的工作表面16中形成第二凹槽组,它包括至少两个V形凹槽(图21-22)。还在每块薄板10的工作表面16中形成第三凹槽组,它较好包括至少一个V形凹槽(图23)。第三凹槽组的形成在多块薄板10的工作表面上得到了包括多个立方角元件的有结构表面(图24)。
现在更详细地说明图16-24。在图16中,将多块薄板10集中放置在一起以使一块薄板10的第一主表面12与相邻薄板10的第二主表面14相邻。较好的是将薄板10集中在能够确保多块薄板互相邻接的常规夹具中。该夹具的详细情况并不重要。然而,夹具界定一底平面80,较好是当薄板10如图16所示放置时底平面80与薄板10的底面18大致平行。多块薄板10可以用上述笛卡儿坐标系来表征。较好的是当多块薄板10放置得使它们各自的第一参考平面24垂直于底平面80时,这些薄板的工作表面16基本上是共平面的。
在图17中,定向放置薄板10,使它们各自的第一参考平面24与垂直底平面80的固定参考轴82成第一角度β1。在一个实施方案中,β1大约为27.8°。然而β1也可以约为1°-85°,更好约为10°-60°。
参见图18-19,在多块成角度β1放置的薄板10的工作表面16中形成第一凹槽组,它包括多个平行、相邻的V形凹槽30a、30b、30c等(总体上标记为30)。在多块薄板10的工作表面16中至少形成两个相邻的凹槽30。凹槽30界定了第一凹槽面32a、32b、32c等(总体上标记为32)和第二凹槽面34b、34c、34d等(总体上标记为34),它们如图所示相交于凹槽顶点33b、33c、33d等(总体上标记为33)。在薄板的边缘,形成凹槽的操作可形成单个凹槽面32a。有重要意义的是,相邻凹槽的凹槽面32a和34b沿参考边36a大致正交地相交。类似地,相邻凹槽面32b和34c沿参考边36b大致正交地相交。较好的是在薄板10的整个工作表面16上重复该图案。
凹槽30可使用多种材料去除技术(包括精密机械加工技术,如研磨、划线、切槽和快速切削,以及化学蚀刻或激光烧蚀技术)去除多块薄板的部分工作表面16而形成的。在一个实施方案中,在高度精确的加工操作中形成凹槽30,在该操作中将具有90°夹角的金刚石刀具沿与底平面80大致平行的轴在多块薄板10的整个工作表面16上横向反复运动。金刚石刀具也可以沿与底平面80不平行的轴运动,以使得刀具在多块薄板10上切割出不同的深度。还可以认识到,可将加工工具保持固定,而使多块薄板运动;任何形式的薄板10与加工工具之间的相对运动都是可以设想的。
在图18-19的实施方案中,凹槽30的形成深度是使得各第一参考边36与每块薄板的第一主表面12和第二主表面14相交。因此,在图18所示的端面图中,参考边36和凹槽顶点33形成沿平行于底平面80的轴延伸的基本连续的线。此外,形成凹槽30使得各参考边36位于以直角与各第一参考平面24和第二参考平面26相交的平面上。因此,在类似于图4的顶面图中,第一参考边36垂直于各第一参考平面24。然而,还可以以较浅的深度形成凹槽30,如图2-4所示,或者沿不同的轴形成凹槽30。
在图20中,接着将薄板10定向放置,使得它们各自的第一参考平面24与垂直于底平面80的固定参考轴82成第二角度β2。在一个实施方案中,β2约为27.8°。然而,β2还可以约为1°-85°,更好约为10°-60°。角度β2与角度β1无关,无需与β1相等。为了以角度β2定向放置多块薄板10,最好将薄板10从夹具中取出,重新集中起来,它们各自的第一参考平面成角度β2。
在图21-22中,在成角度β2放置的薄板10的工作表面16中形成第二凹槽组,它包括多个平行、相邻的V形凹槽38b、38c等(总体上标记为38)。在多块薄板10的工作表面16中至少形成两个相邻的凹槽38。凹槽38界定了第三凹槽面40a、40b、40c等(总体上标记为40)和第四凹槽面42b、42c、42d等(总体上标记为42),它们如图所示相交于凹槽顶点41b、41c、41d等(总体上标记为41)。在薄板的边缘,形成凹槽的操作可形成单个凹槽面40a。有重要意义的是,相邻凹槽的凹槽面40a和42b沿参考边44a大致正交地相交。凹槽面40b和42c同样沿参考边44b大致正交地相交。较好的是在多块薄板10的整个工作表面16上重复该图案。
凹槽38也较好通过高度精确的加工操作来形成,在该操作中将具有90°夹角的金刚石刀具沿与底平面80大致平行的切割轴在多块薄板10的整个工作表面16上横向反复运动。重要的是,相邻凹槽38的表面沿参考边44相交形成正交二面角。每个凹槽的夹角可以不同于90°,如下文联系图15的讨论所述。较好的是,凹槽38在多块薄板10的工作表面16中形成的深度大致与第一凹槽组中的凹槽30相同。此外,较好的是形成凹槽38,以使得凹槽顶点41基本上与凹槽顶点33共平面,参考边44基本上与参考边36共平面。在形成凹槽38之后,每块薄板10较好的是如图8所示。
在图23-24中,在多块薄板10的工作表面16中形成第三凹槽组,它宜在每块薄板10中包括至少一个凹槽46。在所揭示的实施方案中,第三凹槽46a、46b、46c等(总体上标记为46)界定了第五凹槽面48a、48b、48c等(总体上标记为48)和第六凹槽面50a、50b、50c等(总体上标记为50),它们相交于沿平行于各第一参考平面24的轴的方向的凹槽顶点52a、52b、52c等(总体上标记为52)。有重要意义的是,形成第三凹槽46,以使得各第五凹槽面48位于与各第一凹槽面32和各第二凹槽面34基本上正交的平面内。第五凹槽面48的形成在相应薄板10的工作表面16中得到多个立方角元件60a、60b等(总体上标记为60)。
每个立方角元件60由第一凹槽面32、第二凹槽面34和一部分第五凹槽面48界定,这些表面相交于一点,该点定义为立方角尖点,即顶点62。类似地,第六凹槽面50位于与第三凹槽面40和第四凹槽面42基本上正交的平面内。第六凹槽面50的形成也在薄板10的工作表面16中得到了多个立方角元件70a、70b等(总体上标记为70)。每个立方角元件70由第三凹槽面40、第四凹槽面42和一部分第六凹槽面50界定,这些表面相交于一点,该点被定义为立方角尖点,即顶点72。较好的是,第五凹槽面48和第六凹槽面50都在薄板10的工作表面16上形成多个立方角元件。然而,还可以形成第三凹槽46,以使得只有第五凹槽面48或者只有第六凹槽面50形成立方角元件。
每个立方角元件60、70各自的三个互相垂直的光学面32、40、48和34、42、50较好的是形成在单块薄板上。所有三个光学面较好是用加工方法形成以确保有光学质量的表面。在加工阶段和随后的阶段中最好保持相邻薄板之间的界面是平面12、14,以使得由于加工薄板而造成的对准问题和损坏降至最低。
在较佳的方法中,在形成多个凹槽46之前,将多块薄板10重新定向以使它们各自的第一参考平面24放置得大致平行于参考轴82。然而,也可以在薄板定向以使它们各自的第一参考平面放置地与参考轴82成一角度的情况下形成凹槽46。具体而言,在一些实施方案中,在各薄板10成角度β2放置的情况下形成各第三凹槽46是有利的,这样能够避免制造过程中额外的取向步骤。较好的是,凹槽46也用高度精确的加工操作来形成。在所揭示的实施方案中,将具有约55.6°夹角的金刚石刀具在每块薄板10的工作表面16上沿基本包含于薄板10的第一参考平面24内且平行于底平面80的轴来回运动。较好的是形成凹槽46,以使得各凹槽顶点52比第一和第二凹槽组中的凹槽顶点稍深。凹槽46的形成得到具有大致如图12所示的结构表面的多块薄板10。
工作表面16具有多个作为逆向反射制品所需的特点。形成于薄板10的工作表面16的立方角元件几何结构可以表征为“完全”或“高效率”立方角元件几何结构,因为该几何结构显示的有效孔径最大值接近100%。因此,作为工作表面16的复制品形成的逆向反射制品对于大致沿立方角元件对称轴入射到逆向反射制品上的光线,显示高光学效率的响应。此外,立方角元件60和70可以以相背的位置进行放置,并对于第一参考平面24对称,它对于以高入射角射到逆向反射制品上的入射光,具有对称的逆向反射性能。然而,并不要求立方角元件对于参考平面是对称的。
在图1-12和16-24所示的实施方案中,是使用一致的凹槽间距、深度和工具角度加工工作表面而形成薄板的,其中立方角元件是大致相同的。然而,可以变化这些因素来制得具有不同尺寸、形状和取向的立方角元件的工作表面。图13-15示出了在本说明书范围内制得的薄板的另一种实施方案。
图13示出了薄板110,它包括一列以第一取向放置的立方角元件160a、160b、160c等(总体上称为160)和一列以第二取向放置的立方角元件170a、170b、170c等(总体上称为170)。图13的薄板110的特点是各凹槽组是成角度形成的,在平面图中不垂直于参考平面24。如上所述,薄板110可以单独形成或者作为组件的一部分来形成,其制法是形成第一和第二凹槽组,使它们各自的参考边位于以斜角φ1与第三参考平面28相交且以直角与第二参考平面26相交的平面内。类似地,沿以斜角φ1与第一参考平面24相交的轴形成第三凹槽。此外,在薄板110上立方角元件160与立方角元件170不在一条直线上。薄板110包含具有不同尺寸和形状的孔径的多个立方角元件。孔径尺寸和形状上的这一变化是实现某些光学目的所需要的,例如增强以薄板110复制品形成的逆向反射制品的逆向反射图案的均匀性。
图14示出了薄板210,其中沿平行于第一参考平面24但从该平面移位的轴216形成第三凹槽246。此外,角度θ1和θ2互不相同,以使得各相对立方角元件214和216的对称轴与第二参考平面26成不同的倾斜角度。
图15示出了薄板310,其中用不同夹角的工具形成第一和/或第二凹槽组中的凹槽A1、A2、A3、A4、A5,得到具有不同尺寸和不同夹角的多个立方角元件312a、312b、312c、312d、312e和312f的结构表面。例如,凹槽A1、A4、A5的角度为90°,而凹槽A2为105°,凹槽A3为75°。此外,立方角元件312的各峰和顶点所处的位置离开薄板310的底面318的距离不同。
上述方法能够制造宽范围的立方角几何结构。形成于多块薄板表面上的立方角元件的尺寸、定向和倾斜角度可以变化。制品可以作为薄板的复制品而制得。以上讨论揭示了数种立方角几何结构的实施方案。以下几段给出立方角元件各表面之间的角度关系的概述,以使得本领域普通技术人员能够制得宽范围的立方角元件的几何结构。
图25-27示出了薄板410的工作表面的顶面图和侧视图,该工作表面具有形成于其中的相对的一对立方角元件460和470。如上所述,薄板410可以用参考平面424、426和428在三维空间中表示。为了说明起见,立方角元件460可以定义为具有三个大致互相垂直的光学面432、434、448的单位立方体。光学面432和434由平行凹槽430a和430b的相对表面形成,这两个凹槽沿参考边436相交。光学面448由凹槽446的一个表面形成。凹槽430a和430b具有各自的顶点433a和433b,它们沿以任意角度φ1与第三参考平面相交的轴延伸。类似地,凹槽446沿以任意角度φ1与第一参考平面相交的轴延伸。角度φ1对应于立方角元件在薄板表面上旋转的程度。受到加工的限制,角度φ可以在0°至接近90°内变化,其中φ为0°时凹槽组是沿与参考平面424和428基本重合的轴形成的。然而,φ较好的是0°-45°。
图26示出了沿线26-26观察的单位立方体460的侧视图。参考平面456与凹槽446的顶点重合,并垂直于第二参考平面426。角度α1定义为立方面448和参考平面456之间的锐角。凹槽433a和433b与第二参考平面426成锐角9放置。图27示出了沿线27-27观测的单位立方体460的侧视图。平面450a和450b分别与顶点433a和433b重合。角度α2定义为立方面432和参考平面450a之间的锐角。类似地,角度α3定义为立方面434和参考平面450b之间的锐角。
使用形成单位立方体460的凹槽顶点作为参考轴可以建立第二套笛卡儿坐标系。具体来说,平行于平面456和第二参考平面426的交线可以建立x轴,平行于平面450b和第二参考平面426的交线可以建立y轴,而z轴垂直于第二参考平面426延伸。采用这一坐标系,对于单位立方体表面448、432和434,各自的单位法向矢量N1、N2和N3可以如下定义:
N1=cos(α1)j+sin(α1)k
N2=cos(α2)i-sin(θ)sin(α2)j+cos(θ)sin(α2)k
N3=-cos(α3)i-sin(θ)sin(α3)j+cos(θ)sin(α3)k
表面432、434和448必须是大致互相垂直的。因此,这些法向矢量的标量积等于零。
N1·N2=N2·N3=N1·N3=0
因此,保持以下条件:
α1=θ;且
tan(α2)tan(α3)=1
任意一套满足这一标准的角度α1、α2、α3和θ都会形成逆向反射立方角元件。在实践中,逆向反射立方角片的制造者可以选择角度α1的值,以使立方角元件的光轴与作为模具复制品制得的逆向反射片的底面成所需角度定向放置。如上所述,本说明书设想了对精确正交性作较小偏离的方案,以改变逆向反射光图案的特性。
薄板较好的是由能够保持精确公差的尺寸稳定的材料形成,如可加工的塑料(如聚对苯二甲酸乙二醇酯、聚甲基丙烯酸甲酯和聚碳酸酯)或金属(如黄铜、镍、铜或铝)。薄板的物理尺寸主要受到加工极限的局限。薄板的尺寸较好是厚度至少为0.1毫米,高约5.0-100.0毫米,宽约10-500毫米。这些尺寸只是用于说明,并不起限制作用。
在逆向反射制品(如逆向反射片)的制造过程中,将多块薄板的结构表面用作母模,它可以用电成型技术或其它常规复制工艺进行复制。多块薄板可以包括基本相同的立方角元件,也可以包括具有不同尺寸、结构或取向的立方角元件。复制品(本领域中称为“模压物(stamper)”)的结构表面包含立方角元件的负像。该复制品可用作形成逆向反射器件的模具。然而,更通常的是将大量正的或负的复制品组合起来形成一个足够大以用于形成逆向反射片的模具。这样,逆向反射片可以制成一个整体材料,例如用上述立方角元件阵列刻压预成型片,或者通过将流体材料浇铸到模具中。或者,可以通过将立方角元件浇铸到预成型膜上将逆向反射片制成多层产品(如PCT申请WO 95/11464和美国专利3,648,348所述)或者通过将预成型膜与预成型立方角元件层合来制成多层产品。例如,该片材可以使用镍模具制得,该镍模具是将镍电解沉积在母模上形成的。电成型的模具可用作模压物将模具的图案压在聚碳酸酯膜上,该聚碳酸酯膜厚约500微米,折射率约为1.59。模具可在压机中使用,在约175-200℃进行压制。
可用于制备该反射片的材料较好的是那些尺寸稳定、耐久、耐天候且易于成形为所需结构的材料。合适材料的例子包括丙烯酸类聚合物,其折射率通常约为1.5,如购自Rohm and Haas的Plexiglas树脂;热固性丙烯酸酯类和环氧丙烯酸酯类,较好的是辐射固化的,聚碳酸酯,其折射率约为1.6;以聚乙烯为基的离聚物(市场名称为″SURLYN″);聚酯和乙酸丁酸纤维素。通常可使用任何可成形(一般在热压下可成形)的透光性材料。其它用于形成逆向反射片的合适材料揭示于Smith等的美国专利5,450,235。该片材还可包括着色剂、染料、UV吸收剂或其它需要的添加剂。
在一些情况下需要为逆向反射片提供一层背衬层。背衬层对于根据全内反射原理反射光线的逆向反射片特别有用。合适的背衬层可以由任何能有效地用于所揭示的逆向反射片的透明或不透明的材料制得,包括着色材料。合适的背衬材料包括铝片材、镀锌钢、聚合物材料(如聚甲基丙烯酸甲酯、聚酯、聚酰胺、聚氟乙烯、聚碳酸酯、聚氯乙烯、聚氨酯),以及由这些和其它材料制得的多种薄板。
背衬层或片材可以格子图案或任何其它的合适于反射元件的结构封合。封合可使用多种方法进行,包括超声焊接、粘合剂或者在反射元件阵列上离散位置的热封合(参看美国专利3,924,928)。封合是阻止污染物(如土和/或湿气)进入并保留邻近立方角元件反射表面的空气空间所需要的。
如果复合物需要增加强度或韧度,可以使用聚碳酸酯、聚丁酸酯或纤维增强的塑料的背衬。根据所得逆向反射材料的柔性程度,该材料可以被辊压或切割成条状或其它合适的式样。逆向反射材料还可以背衬有粘合剂和剥离片,以使其可施用于任何底材,而无需施涂粘合剂或使用其它紧固方式的额外步骤。
可以个别定制本文所揭示的立方角元件,以将经制品逆向反射的光按所需图案或发散剖面分布,如美国专利4,775,219所述。引入的凹槽半角误差一般低于±20弧分,通常低于±5弧分。
实施例
将约25块薄板(尺寸为长127.0毫米×高25.4毫米×厚0.508毫米)组成的组件集中放置在夹具中,大致如图16所示。该薄板由70/30黄铜制成,多块薄板的第一和第二主表面被抛光至表面粗糙度约为0.005-0.025微米。用具有精确形成的倾斜表面(该表面与垂直于夹具底面的参考轴成27.8°的角度放置)的楔块保持该组件处于固定位置,以使得各多块薄板的第一参考平面与参考轴成27.8°的角度放置。通过将金刚石加工工具沿与薄板主表面大致垂直的轴在整个多块薄板上横向运动而形成第一凹槽组。凹槽一致地形成深度约为0.154毫米,凹槽顶点的间隔距离约为0.308毫米。
然后,将多块薄板从夹具中取出,重新放置使得多块薄板的第一参考平面与参考轴成27.8°的角度。通过将金刚石加工工具沿与薄板主表面大致垂直的轴在整个多块薄板上横向运动而形成第二凹槽组。凹槽一致地形成深度约为0.154毫米,凹槽顶点的间隔距离约为0.308毫米。此外,这些凹槽是沿与第一凹槽组中相应凹槽的轴大致共平面的轴形成的。
再从夹具中取出所述多块薄板,重新放置以使得薄板各自的第一参考平面大致垂直于夹具的底面。然后通过将具有55.6°夹角的金刚石加工工具沿与该组件中每块薄板的第一参考平面大致重合的轴移动,形成第三凹槽组。这些加工步骤得到包含光学相对的立方角元件阵列正像的工作表面,如图24大致所示。
然后,从组件中取出薄板,清洁,再重新集中放置在夹具中,形成标准工具。使用化学气相淀积镍由标准工具的表面形成镍模具。镍镜面对白炽灯的反射系数约为0.62-0.64。在镍模子以定向角约为0°、入射角约为-4°放置时,测量回射光线百分率。对回射光线百分率数据进行调整,使其对应于直径约为26.99毫米(1.0625英寸)的圆形区域。下表1列出了对于不同观察角的回射光线的增量百分率和累积百分率。
表1
| 观察角增量 | 增量百分率 | 累积百分率 |
| 0-0.1 | 4.764 | 4.76 |
| 0.1-0.2 | 8.438 | 13.20 |
| 0.2-0.3 | 3.500 | 16.70 |
| 0.3-0.4 | 0.639 | 17.34 |
| 0.4-0.5 | 0.592 | 17.93 |
| 0.5-0.6 | 0.359 | 18.29 |
| 0.6-0.7 | 0.259 | 18.55 |
| 0.7-0.8 | 0.209 | 18.76 |
| 0.8-0.9 | 0.181 | 18.9 |
| 0.9-1.0 | 0.167 | 19.1 |
为了比较,测量了一个镍模具的回射光线百分率,该模具是用来制备具有美国专利4,588,258(Hoopman)的截顶立方角元件(它具有约70°-55°-55°的底面三角形)的逆向反射片的。将模具以定向角约为180°且入射角约为-4°进行放置。回射光线百分率数据是对于直径约为26.99毫米(1.0625英寸)的圆形区域的。下表2列出了对于不同观察角的回射光线的增量百分率和累积百分率。
表2
| 观察角增量 | 增量百分率 | 累积百分率 |
| 0-0.1 | 1.369 | 1.369 |
| 0.1-0.2 | 3.115 | 4.484 |
| 0.2-0.3 | 3.197 | 7.681 |
| 0.3-0.4 | 0.938 | 8.618 |
| 0.4-0.5 | 0.911 | 9.530 |
| 0.5-0.6 | 0.434 | 9.964 |
| 0.6-0.7 | 0.229 | 10.193 |
| 0.7-0.8 | 0.143 | 10.335 |
| 0.8-0.9 | 0.103 | 10.439 |
| 0.9-1.0 | 0.078 | 10.517 |
以上参考了数个实施方案来说明本发明。在不偏离本发明范围的情况下本领域技术人员显然可以对这些实施方案作出许多变化。因此,本发明的范围不受本文所述的较佳结构和方法的限制,而是受到较宽的权利要求书范围的限制。
Claims (27)
1.一种用于形成逆向反射立方角制品的模具中的薄板(10,10a,10b,10c,10d,110,210,310,410),该薄板具有相对的第一和第二主表面(12,14),在两个表面之间界定了第一参考平面(24),该薄板还包含与第一和第二主表面相连的连接表面(16),所述连接表面界定了与该面基本平行、与第一参考平面垂直的第二参考平面(26)和与第一参考平面和第二参考平面垂直的第三参考平面(28),该薄板包含:
在薄板连接表面中的第一凹槽组(30),它包含至少两个平行、相邻的V形凹槽(30a,30b,30c,A1,A2,A3,A4,A5),界定了第一凹槽面和第二凹槽面,它们大致垂直地相交,形成第一参考边(36);
该薄板的特征还在于:
在薄板连接表面中的第二凹槽组(38),它包括至少两个平行、相邻的V形凹槽(38a,38b,38c,A1,A2,A3,A4,A5),界定了第三凹槽面和第四凹槽面,它们大致垂直地相交,形成第二参考边(44);和
在薄板连接表面中的第三凹槽组(46),它包含至少一个凹槽(46),界定了第五凹槽面和第六凹槽面,第五凹槽面与第一和第二凹槽面大致垂直地相交,形成至少一个沿第一取向放置的第一立方角(60a,60b,160a,160b,160c,214,312a-f),第六凹槽面与第三和第四凹槽面大致垂直地相交,形成至少一个沿不同于第一取向的第二取向放置的第二立方角(70a,70b,70c,170a,170b,170c,212,312a-f)。
2.如权利要求1所述的薄板,其中所述至少一个第一立方角包含多个不全同的立方角元件。
3.如权利要求1所述的薄板,其中所述第一参考边对第二参考平面的倾斜角为第一角度,所述第二参考边对第二参考平面的倾斜角为不同于第一角度的第二角度。
4.如权利要求2所述的薄板,其中第一和第二凹槽组中的至少一组包含在薄板连接表面中的不同深度的多个凹槽。
5.如权利要求2所述的薄板,其中第五和第六凹槽面相交确定的凹槽顶点沿以斜角与第一参考平面相交的轴延伸。
6.如权利要求1或2所述的薄板,其中第一和第二凹槽面以不同的角度对垂直于第二参考平面的轴倾斜。
7.如权利要求1或2所述的薄板,其中第一和第二凹槽组中的至少一组包含具有不同夹角的多个凹槽。
8.多块权利要求1或2所述的薄板在模具组件中的应用。
9.多块权利要求1或2所述的薄板在直接或间接制造逆向反射片中的应用。
10.一种制备适用于形成逆向反射立方角制品的模具中的薄板的方法,该薄板具有相对的第一和第二主表面,在两个表面之间界定了第一参考平面,该薄板还包含与第一和第二主表面相连的连接表面,所述连接表面界定了与该面基本平行、与第一参考平面垂直的第二参考平面(26)和与第一参考平面和第二参考平面垂直的第三参考平面(28),该方法包括:
在薄板的连接表面中形成第一凹槽组,它包含至少两个平行、相邻的V形凹槽,界定了第一凹槽面和第二凹槽面,它们大致垂直地相交,形成第一参考边;
该方法的特征还在于:
在薄板的连接表面中形成第二凹槽组,它包括至少两个平行、相邻的V形凹槽,界定了第三凹槽面和第四凹槽面,它们大致垂直地相交,形成第二参考边;和
在薄板的连接表面中形成第三凹槽组,它包含至少一个凹槽,界定了第五凹槽面和第六凹槽面,第五凹槽面与第一和第二凹槽面大致垂直地相交,形成至少一个沿第一取向放置的第一立方角,第六凹槽面与第三和第四凹槽面大致垂直地相交,形成至少一个沿不同于第一取向的第二取向放置的第二立方角。
11.如权利要求10所述的方法,其中第一凹槽组是薄板沿第一取向放置而形成的,第二凹槽组是薄板沿第二取向放置而形成的,第三凹槽是薄板沿不同于第一或第二取向的第三取向放置而形成的。
12.如权利要求10所述的方法,其中至少一个形成步骤包括在连接表面中形成具有不同深度的多个凹槽。
13.如权利要求10所述的方法,其中形成第一凹槽组的步骤包括形成凹槽以使第一参考边对第二参考平面的倾斜角为第一角度,形成第二凹槽组的步骤包括形成凹槽以使第二参考边对第二参考平面的倾斜角为不同于第一角度的第二角度。
14.如权利要求10所述的方法,该方法还包括直接或间接地复制所述连接表面以形成逆向反射片。
15.如权利要求10所述的方法,其中薄板是多块薄板中的一块,
其中形成第一凹槽组的步骤包括定向放置多块薄板,使它们各自的第一参考平面互相平行并与固定参考轴成第一角度放置,然后在每块薄板的连接表面中形成第一凹槽组;
其中形成第二凹槽组的步骤包括定向放置多块薄板,使它们各自的第一参考平面互相平行并与固定参考轴成第二角度放置,然后在每块薄板的连接表面中形成第二凹槽组;和
其中形成第三凹槽组的步骤包括在多块薄板的连接表面中形成第三凹槽组。
16.如权利要求15所述的方法,它还包括在形成第三凹槽组步骤之前的定向放置多块薄板,使它们各自的第一参考平面互相平行并与固定参考轴成第三角度放置的步骤。
17.如权利要求15所述的方法,其中定向放置多块薄板,使它们各自的第一参考平面互相平行并与固定参考轴成第一角度放置的步骤包括将多块薄板集中放置在合适的夹具中,所述夹具界定了底平面。
18.如权利要求15所述的方法,其中第一角度不同于第二角度。
19.如权利要求15所述的方法,其中形成凹槽组的步骤包括使用材料去除技术除去多块薄板中每块的接近多块薄板连接表面的一部分。
20.如权利要求17所述的方法,其中至少一个形成步骤包括引起相对运动以使刀具平行于夹具界定的底平面运动。
21.如权利要求17所述的方法,其中至少一个形成步骤包括引起相对运动以使多块薄板平行于夹具界定的底平面运动。
22.如权利要求15所述的方法,其中至少一个形成步骤包括在薄板连接表面中形成不同深度的多个凹槽。
23.如权利要求15所述的方法,其中至少一个形成步骤包括在薄板连接表面中形成具有不均匀凹槽间距的多个凹槽。
24.如权利要求15所述的方法,其中至少一个形成步骤包括快速切削操作。
25.如权利要求15所述的方法,其中至少一个形成步骤包括研磨操作。
26.如权利要求15所述的方法,其中形成第三凹槽组的步骤包括形成第三凹槽组中的每个凹槽,以使第五凹槽面和第六凹槽面沿以斜角与第一参考平面相交的轴相交。
27.如权利要求15所述的方法,该方法还包括将多块薄板的连接表面复制在整块基材中,形成多个立方角元件的负像,它适合用作形成逆向反射制品的模具。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US88607497A | 1997-07-02 | 1997-07-02 | |
| US08/886,074 | 1997-07-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1268921A CN1268921A (zh) | 2000-10-04 |
| CN1105637C true CN1105637C (zh) | 2003-04-16 |
Family
ID=25388319
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN98808612A Expired - Lifetime CN1105637C (zh) | 1997-07-02 | 1998-06-12 | 立方角片模具及其制备方法 |
Country Status (14)
| Country | Link |
|---|---|
| US (3) | US6257860B1 (zh) |
| EP (1) | EP1017557B1 (zh) |
| JP (1) | JP4235750B2 (zh) |
| KR (1) | KR100573526B1 (zh) |
| CN (1) | CN1105637C (zh) |
| AT (1) | ATE284306T1 (zh) |
| AU (1) | AU728328B2 (zh) |
| BR (1) | BR9810229A (zh) |
| CA (1) | CA2294762A1 (zh) |
| DE (1) | DE69828070T2 (zh) |
| IL (1) | IL133857A0 (zh) |
| NO (1) | NO996562L (zh) |
| TR (1) | TR199903340T2 (zh) |
| WO (1) | WO1999001275A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110065249A (zh) * | 2014-11-20 | 2019-07-30 | 艾利丹尼森公司 | 制造拼接件制品和制造形成逆反射制品的模具的方法 |
Families Citing this family (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6015214A (en) * | 1996-05-30 | 2000-01-18 | Stimsonite Corporation | Retroreflective articles having microcubes, and tools and methods for forming microcubes |
| ATE284306T1 (de) | 1997-07-02 | 2004-12-15 | Minnesota Mining & Mfg | Form für würfeleckenbahnen und verfahren zu deren herstellung |
| US6253442B1 (en) * | 1997-07-02 | 2001-07-03 | 3M Innovative Properties Company | Retroreflective cube corner sheeting mold and method for making the same |
| US6540367B1 (en) | 1999-04-07 | 2003-04-01 | 3M Innovative Properties Company | Structured surface articles containing geometric structures with compound faces and methods for making same |
| US8728610B2 (en) | 2000-02-25 | 2014-05-20 | 3M Innovative Properties Company | Compound mold and structured surface articles containing geometric structures with compound faces and method of making same |
| US6700712B2 (en) | 2001-11-13 | 2004-03-02 | 3M Innovative Properties Company | Multidirectional single surface optically shaped film |
| DE10216579A1 (de) * | 2002-04-14 | 2003-10-23 | Sen Hans-Erich Gubela | Weitwinkelsensorsystem mit Tripelreflektor und Herstellung der Werkzeuge |
| CN1299131C (zh) * | 2002-06-11 | 2007-02-07 | 3M创新有限公司 | 母板及其复制品制作法 |
| US7174619B2 (en) | 2003-03-06 | 2007-02-13 | 3M Innovative Properties Company | Methods of making microstructured lamina and apparatus |
| US6884371B2 (en) | 2003-03-06 | 2005-04-26 | 3M Innovative Properties Company | Method of making retroreflective sheeting and articles |
| KR20120007555A (ko) * | 2003-03-06 | 2012-01-20 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 큐브 코너 요소를 포함하는 라미나 및 재귀 반사 시트 |
| US7156527B2 (en) | 2003-03-06 | 2007-01-02 | 3M Innovative Properties Company | Lamina comprising cube corner elements and retroreflective sheeting |
| US7201485B1 (en) * | 2003-08-15 | 2007-04-10 | University Of South Florida | Corner cube retroreflector |
| US7677146B2 (en) * | 2006-05-10 | 2010-03-16 | 3M Innovative Properties Company | Cutting tool using one or more machined tool tips in a continuous or interrupted cut fast tool servo |
| US8215943B2 (en) * | 2006-06-01 | 2012-07-10 | Avery Dennison Corporation | Heat-transfer label assembly and apparatus for applying heat-transfer labels |
| CN102073083A (zh) | 2006-08-22 | 2011-05-25 | 日本电石工业株式会社 | 三棱锥型立方角回射部件及其制造方法 |
| US7628100B2 (en) * | 2007-01-05 | 2009-12-08 | 3M Innovative Properties Company | Cutting tool using one or more machined tool tips with diffractive features in a continuous or interrupted cut fast tool servo |
| WO2008109420A2 (en) * | 2007-03-02 | 2008-09-12 | Technology Solutions & Invention Llc | Two-sided corner-cube retroreflectors and methods of manufacturing the same |
| JP4611442B2 (ja) | 2007-08-24 | 2011-01-12 | 日本カーバイド工業株式会社 | キューブコーナー型再帰反射物品 |
| US7669508B2 (en) * | 2007-10-29 | 2010-03-02 | 3M Innovative Properties Company | Cutting tool using one or more machined tool tips with diffractive features |
| US20090147361A1 (en) * | 2007-12-07 | 2009-06-11 | 3M Innovative Properties Company | Microreplicated films having diffractive features on macro-scale features |
| CN101981474A (zh) * | 2008-04-02 | 2011-02-23 | 3M创新有限公司 | 光导薄膜及其制备方法 |
| CN102016656A (zh) * | 2008-04-02 | 2011-04-13 | 3M创新有限公司 | 用于制备具有叠加特征的光学膜的方法和系统 |
| US8783879B2 (en) * | 2008-10-22 | 2014-07-22 | 3M Innovative Properties Company | Retroreflective sheeting |
| DE112010003508B4 (de) | 2009-09-01 | 2022-02-03 | Dbm Reflex Enterprises Inc. | Vielfarbenfahrzeuglinse mit wechselseitig verbundenen TIR-Reflexionsprismen und Spritzgussvorrichtung |
| EP2518504A1 (en) | 2011-04-29 | 2012-10-31 | Miltenyi Biotec GmbH | A method for the quantitative and qualitative characterization of antigen-specific T cells recognizing a specific antigen |
| SG195166A1 (en) | 2011-05-31 | 2013-12-30 | 3M Innovative Properties Co | Method for making microstructured tools having discontinuous topographies, articles produced therefrom |
| WO2012166448A1 (en) | 2011-05-31 | 2012-12-06 | 3M Innovative Properties Company | Retroreflective articles having composite cube-corners and methods of making |
| WO2012166460A2 (en) | 2011-05-31 | 2012-12-06 | 3M Innovative Properties Company | Methods for making differentially pattern cured microstructured articles |
| CN104838293A (zh) * | 2012-12-28 | 2015-08-12 | 未来奈米科技股份有限公司 | 利用变形结构立方角的反光片 |
| WO2014151368A2 (en) | 2013-03-15 | 2014-09-25 | 3M Innovative Properties Company | Microtiled prismatic cube corner articles |
| US20160011346A1 (en) | 2014-07-14 | 2016-01-14 | Sergiy Vasylyev | High incidence angle retroreflective sheeting |
| CN106238582B (zh) * | 2016-09-19 | 2017-12-08 | 哈尔滨工业大学 | 一种采用金属箔材/薄板制造空间可展开舱段的模具 |
| EP3583453A4 (en) | 2017-02-14 | 2021-03-10 | 3M Innovative Properties Company | SAFETY ITEMS WITH GROUPS OF MICROSTRUCTURES PRODUCED BY END MILLING |
| WO2019046403A1 (en) | 2017-08-29 | 2019-03-07 | Avery Dennison Corporation | RETROREFLECTIVE SHEET FOR A PROJECTOR-BASED DISPLAY SYSTEM |
| JP7241740B2 (ja) | 2017-09-11 | 2023-03-17 | オラフォル アメリカズ インコーポレイテッド | 多角形開口を有する再帰反射プリズムを製作する方法及びそのデバイス |
| KR20230056694A (ko) | 2020-08-27 | 2023-04-27 | 오러 옵티칼 시스템즈, 엘피 | 마이크로프리즘 재귀반사 몰드, 시트 및 물품 및 이의 제조방법 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1591572A (en) * | 1925-02-05 | 1926-07-06 | Jonathan C Stimson | Process and apparatus for making central triple reflectors |
| US4775219A (en) * | 1986-11-21 | 1988-10-04 | Minnesota Mining & Manufacturing Company | Cube-corner retroreflective articles having tailored divergence profiles |
| WO1996042025A1 (en) * | 1995-06-09 | 1996-12-27 | Minnesota Mining And Manufacturing Company | Cube corner articles exhibiting improved entrance angularity in one or more planes |
Family Cites Families (67)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US835648A (en) | 1906-03-13 | 1906-11-13 | Zeiss Carl Fa | Reflector. |
| US1906655A (en) | 1928-11-03 | 1933-05-02 | Stimson Jonathan Cass | Process and apparatus for making reflecting devices |
| US2205638A (en) | 1938-01-03 | 1940-06-25 | Jonathan C Stimson | Reflecting device |
| US2538638A (en) | 1939-07-17 | 1951-01-16 | Wilson Herbert Frederick | Mold for making reflectors |
| US2723595A (en) | 1951-12-26 | 1955-11-15 | Rupert Richard | Reflecting device |
| US3069721A (en) | 1960-03-04 | 1962-12-25 | Ciba Ltd | Tools for making surface patterns |
| FR1289029A (fr) | 1961-04-17 | 1962-03-30 | Perfectionnement à l'obtention de pièces moulées à surfaces optiques | |
| US3190178A (en) | 1961-06-29 | 1965-06-22 | Minnesota Mining & Mfg | Reflex-reflecting sheeting |
| US3277535A (en) | 1963-10-21 | 1966-10-11 | Continental Reflectors Inc | Molding apparatus for reflecting devices |
| US3363875A (en) | 1963-12-05 | 1968-01-16 | Hedgewick Peter | Molding apparatus for reflectors |
| US3417959A (en) | 1966-11-14 | 1968-12-24 | Minnesota Mining & Mfg | Die for forming retro-reflective article |
| US4208090A (en) | 1967-03-24 | 1980-06-17 | Amerace Corporation | Reflector structure |
| US3443281A (en) | 1967-07-24 | 1969-05-13 | Rupert Mfg Co | Molding pin,matrix,and molding assembly for manufacture of reflective devices |
| US3541606A (en) | 1967-10-16 | 1970-11-17 | Amerace Esna Corp | Reflectorized vehicles and reflectors therefor |
| US3922065A (en) | 1968-05-31 | 1975-11-25 | Minnesota Mining & Mfg | Cube-corner retro-reflective article |
| DE1917292A1 (de) | 1969-04-03 | 1970-10-15 | Hans Hillesheim | Formteil mit reflektierenden Prismen und Form zur Herstellung derselben |
| US3649153A (en) | 1969-11-04 | 1972-03-14 | Peter E Brudy | Faceted core |
| US3632695A (en) | 1970-03-05 | 1972-01-04 | Reflex Corp Canada Ltd | Making a combined lens and reflector |
| US3899154A (en) | 1970-09-05 | 1975-08-12 | Ichikoh Industries Ltd | Light reflector mold |
| US3810804A (en) | 1970-09-29 | 1974-05-14 | Rowland Dev Corp | Method of making retroreflective material |
| US3684348A (en) | 1970-09-29 | 1972-08-15 | Rowland Dev Corp | Retroreflective material |
| US3712706A (en) | 1971-01-04 | 1973-01-23 | American Cyanamid Co | Retroreflective surface |
| US3873184A (en) | 1973-02-16 | 1975-03-25 | Amerace Esna Corp | Reflector with interspersed angled reflex elements |
| US3923378A (en) | 1973-04-24 | 1975-12-02 | Amerace Corp | Cube-corner reflector with non-aligned cube axes and element axes |
| US3926402A (en) | 1973-04-24 | 1975-12-16 | Amerace Corp | Pin having nonaligned cube axis and pin axis and bundle of such pins |
| US3948714A (en) | 1973-05-23 | 1976-04-06 | Firma Hans Gubela | Large-area reflectors from plastics |
| USRE29396E (en) | 1975-02-18 | 1977-09-13 | Amerace Corporation | Pin having nonaligned cube axis and pin axis and bundle of such pins |
| US3924928A (en) | 1975-03-12 | 1975-12-09 | Robert C Trimble | Attachment for reflectors for spoke wheels |
| US4025159A (en) | 1976-02-17 | 1977-05-24 | Minnesota Mining And Manufacturing Company | Cellular retroreflective sheeting |
| US4066331A (en) | 1976-06-25 | 1978-01-03 | Beatrice Foods Co. | Cube corner type retroreflectors with improved cube corner unit relationships |
| US4066236A (en) | 1976-06-25 | 1978-01-03 | Beatrice Foods Co. | Cube corner type retroreflector bodies and molds made therewith |
| US4095773A (en) | 1976-11-18 | 1978-06-20 | Beatrice Foods Co. | Subassemblies for cube corner type retroreflector molds |
| US4478769A (en) | 1982-09-30 | 1984-10-23 | Amerace Corporation | Method for forming an embossing tool with an optically precise pattern |
| US4601861A (en) | 1982-09-30 | 1986-07-22 | Amerace Corporation | Methods and apparatus for embossing a precision optical pattern in a resinous sheet or laminate |
| US5156863A (en) * | 1982-09-30 | 1992-10-20 | Stimsonite Corporation | Continuous embossing belt |
| US4588258A (en) | 1983-09-12 | 1986-05-13 | Minnesota Mining And Manufacturing Company | Cube-corner retroreflective articles having wide angularity in multiple viewing planes |
| IT8383524A0 (it) | 1983-12-27 | 1983-12-27 | Seima Italiana Spa | Barrette per catadiottri. |
| US5066098A (en) | 1987-05-15 | 1991-11-19 | Minnesota Mining And Manufacturing Company | Cellular encapsulated-lens high whiteness retroreflective sheeting with flexible cover sheet |
| US5138488A (en) | 1990-09-10 | 1992-08-11 | Minnesota Mining And Manufacturing Company | Retroreflective material with improved angularity |
| US5300263A (en) | 1992-10-28 | 1994-04-05 | Minnesota Mining And Manufacturing Company | Method of making a microlens array and mold |
| DE4236799C2 (de) * | 1992-10-30 | 1994-09-08 | Gubela Sen Hans Erich | Verfahren zur Herstellung eines Abformwerkzeuges mit einer würfelstrukturförmigen Oberfläche zum Herstellen von Hochleistungs-Tripel-Reflektoren |
| DE4410994C2 (de) | 1992-10-30 | 1996-01-25 | Gubela Sen Hans Erich | Körper oder Bauteil eines strangförmigen Tripelreflektors und Werkzeugelement zur Abformung von Tripelreflektoren |
| DE4240680C2 (de) | 1992-12-03 | 1996-12-19 | Gubela Sen Hans Erich | Aus einer Vielzahl von Mikrotripeln bestehende Rückstrahlerfläche |
| DE9217179U1 (de) | 1992-12-16 | 1993-04-22 | Gubela Sen., Hans-Erich, 77871 Renchen | Mikrodoppeltripel-Flächen |
| WO1994018581A1 (de) | 1993-01-30 | 1994-08-18 | Kernforschungszentrum Karlsruhe Gmbh | Abformwerkzeug, verfahren zu dessen herstellung und tripelspiegel |
| US5691846A (en) | 1993-10-20 | 1997-11-25 | Minnesota Mining And Manufacturing Company | Ultra-flexible retroreflective cube corner composite sheetings and methods of manufacture |
| US5600484A (en) | 1993-10-20 | 1997-02-04 | Minnesota Mining And Manufacturing Company | Machining techniques for retroreflective cube corner article and method of manufacture |
| US5450235A (en) | 1993-10-20 | 1995-09-12 | Minnesota Mining And Manufacturing Company | Flexible cube-corner retroreflective sheeting |
| US5585164A (en) | 1993-10-20 | 1996-12-17 | Minnesota Mining And Manufacturing Company | Dual groove set retroreflective cube corner article and method of manufacture |
| ES2119357T3 (es) | 1993-10-20 | 1998-10-01 | Minnesota Mining & Mfg | Estructuras laminares compuestas de esquinas cubicas retrorreflectoras ultraflexibles y metodos de fabricacion. |
| DE69424436T2 (de) | 1993-10-20 | 2001-01-04 | Minnesota Mining And Mfg. Co., Saint Paul | Asymmetrischer würfeleckiger gegenstand und herstellungsverfahren |
| WO1995011463A2 (en) | 1993-10-20 | 1995-04-27 | Minnesota Mining And Manufacturing Company | Multiple structure cube corner article and method of manufacture |
| US5512219A (en) | 1994-06-03 | 1996-04-30 | Reflexite Corporation | Method of casting a microstructure sheet having an array of prism elements using a reusable polycarbonate mold |
| DE4429683C1 (de) | 1994-08-22 | 1996-03-21 | Gubela Sen Hans Erich | Körper oder Bauteil eines strangförmigen Tripelreflektors und/ oder Werkzeugelements zur Abformung von Tripelreflektoren |
| US5565151A (en) | 1994-09-28 | 1996-10-15 | Reflexite Corporation | Retroreflective prism structure with windows formed thereon |
| JPH08309851A (ja) | 1995-05-17 | 1996-11-26 | Idemitsu Petrochem Co Ltd | エンボスパターンを有する面状熱可塑性樹脂の製造方法及び装置 |
| JP3356290B2 (ja) | 1995-07-28 | 2002-12-16 | 日本カーバイド工業株式会社 | マイクロプリズム母型の製造方法 |
| DE69627348T2 (de) | 1995-07-28 | 2003-12-04 | Nippon Carbide Kogyo K.K., Tokio/Tokyo | Mikroprismatische matrix |
| US6159407A (en) | 1996-01-26 | 2000-12-12 | 3M Innovative Properties Company | Stacked laminate mold and method of making |
| EP0876247B1 (en) * | 1996-01-26 | 2000-12-06 | Minnesota Mining And Manufacturing Company | Stacked laminate mold and method of making |
| US6015214A (en) | 1996-05-30 | 2000-01-18 | Stimsonite Corporation | Retroreflective articles having microcubes, and tools and methods for forming microcubes |
| US5734501A (en) | 1996-11-01 | 1998-03-31 | Minnesota Mining And Manufacturing Company | Highly canted retroreflective cube corner article |
| DE29701903U1 (de) | 1997-02-04 | 1997-03-27 | IMOS Gubela GmbH, 77871 Renchen | Meßtechnikretroflektor |
| ATE284306T1 (de) * | 1997-07-02 | 2004-12-15 | Minnesota Mining & Mfg | Form für würfeleckenbahnen und verfahren zu deren herstellung |
| US5898523A (en) | 1997-07-02 | 1999-04-27 | Minnesota Mining & Manufacturing Company | Tiled retroreflective sheeting composed of highly canted cube corner elements |
| US6253442B1 (en) | 1997-07-02 | 2001-07-03 | 3M Innovative Properties Company | Retroreflective cube corner sheeting mold and method for making the same |
| US5981032A (en) | 1997-07-02 | 1999-11-09 | 3M Innovative Properties Company | Retroreflective cube corner sheeting mold and sheeting formed therefrom |
-
1998
- 1998-06-12 AT AT98930255T patent/ATE284306T1/de not_active IP Right Cessation
- 1998-06-12 IL IL133857A patent/IL133857A0/xx unknown
- 1998-06-12 WO PCT/US1998/012459 patent/WO1999001275A1/en active IP Right Grant
- 1998-06-12 BR BR9810229-0A patent/BR9810229A/pt not_active IP Right Cessation
- 1998-06-12 JP JP50718499A patent/JP4235750B2/ja not_active Expired - Lifetime
- 1998-06-12 CN CN98808612A patent/CN1105637C/zh not_active Expired - Lifetime
- 1998-06-12 KR KR1019997012598A patent/KR100573526B1/ko not_active IP Right Cessation
- 1998-06-12 CA CA002294762A patent/CA2294762A1/en not_active Abandoned
- 1998-06-12 AU AU79689/98A patent/AU728328B2/en not_active Ceased
- 1998-06-12 EP EP98930255A patent/EP1017557B1/en not_active Expired - Lifetime
- 1998-06-12 DE DE69828070T patent/DE69828070T2/de not_active Expired - Lifetime
- 1998-06-12 TR TR1999/03340T patent/TR199903340T2/xx unknown
-
1999
- 1999-12-29 NO NO996562A patent/NO996562L/no not_active Application Discontinuation
-
2000
- 2000-08-09 US US09/636,730 patent/US6257860B1/en not_active Expired - Lifetime
- 2000-08-09 US US09/636,520 patent/US6318987B1/en not_active Expired - Lifetime
-
2001
- 2001-09-27 US US09/965,389 patent/US6386855B1/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1591572A (en) * | 1925-02-05 | 1926-07-06 | Jonathan C Stimson | Process and apparatus for making central triple reflectors |
| US4775219A (en) * | 1986-11-21 | 1988-10-04 | Minnesota Mining & Manufacturing Company | Cube-corner retroreflective articles having tailored divergence profiles |
| WO1996042025A1 (en) * | 1995-06-09 | 1996-12-27 | Minnesota Mining And Manufacturing Company | Cube corner articles exhibiting improved entrance angularity in one or more planes |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110065249A (zh) * | 2014-11-20 | 2019-07-30 | 艾利丹尼森公司 | 制造拼接件制品和制造形成逆反射制品的模具的方法 |
| CN110065249B (zh) * | 2014-11-20 | 2022-02-08 | 艾利丹尼森公司 | 制造拼接件制品和制造形成逆反射制品的模具的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US6318987B1 (en) | 2001-11-20 |
| AU7968998A (en) | 1999-01-25 |
| IL133857A0 (en) | 2001-04-30 |
| ATE284306T1 (de) | 2004-12-15 |
| US6386855B1 (en) | 2002-05-14 |
| US6257860B1 (en) | 2001-07-10 |
| CN1268921A (zh) | 2000-10-04 |
| EP1017557B1 (en) | 2004-12-08 |
| DE69828070D1 (de) | 2005-01-13 |
| TR199903340T2 (xx) | 2001-06-21 |
| DE69828070T2 (de) | 2005-12-08 |
| JP4235750B2 (ja) | 2009-03-11 |
| KR20010014414A (ko) | 2001-02-26 |
| NO996562L (no) | 2000-03-01 |
| BR9810229A (pt) | 2000-08-08 |
| CA2294762A1 (en) | 1999-01-14 |
| EP1017557A1 (en) | 2000-07-12 |
| WO1999001275A1 (en) | 1999-01-14 |
| JP2002507945A (ja) | 2002-03-12 |
| KR100573526B1 (ko) | 2006-04-26 |
| NO996562D0 (no) | 1999-12-29 |
| AU728328B2 (en) | 2001-01-04 |
| US20020028263A1 (en) | 2002-03-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1105637C (zh) | 立方角片模具及其制备方法 | |
| CN1153661C (zh) | 用于形成逆向反射立方角制品的模具中所用的多块薄板的制备方法,用该方法形成的模具和制品 | |
| CN1089059C (zh) | 反光立体角片材的模具、用于形成该模具的层状体和用于制造该层状体的方法 | |
| CN1086981C (zh) | 反光立体角片材所用模具及该模具的制造方法 | |
| CN1132023C (zh) | 由高度倾斜的立体角元件构成的倾斜反光片和制造它的模子及方法 | |
| CN1040691C (zh) | 直接机加工凸出结构后向反射立方隅角制品及其制造方法 | |
| JP2001503879A (ja) | 高傾斜再帰反射キューブコーナー物品 | |
| CN1452542A (zh) | 复合模具和包括含复合面的几何结构的结构表面制品及其制备方法 | |
| CN110065249B (zh) | 制造拼接件制品和制造形成逆反射制品的模具的方法 | |
| MXPA00000089A (en) | Cube corner sheeting mold and method of making the same | |
| MXPA00000092A (en) | Retroreflective cube corner sheeting mold, lamina for creating such a mold and method for manufacturing such a lamina |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20030416 |