CN1089040C - 制造纤维板的方法和设备 - Google Patents
制造纤维板的方法和设备 Download PDFInfo
- Publication number
- CN1089040C CN1089040C CN98813875A CN98813875A CN1089040C CN 1089040 C CN1089040 C CN 1089040C CN 98813875 A CN98813875 A CN 98813875A CN 98813875 A CN98813875 A CN 98813875A CN 1089040 C CN1089040 C CN 1089040C
- Authority
- CN
- China
- Prior art keywords
- paper
- equipment
- fiber
- fibrous material
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/22—Extrusion presses; Dies therefor
- B30B11/26—Extrusion presses; Dies therefor using press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C18/00—Disintegrating by knives or other cutting or tearing members which chop material into fragments
- B02C18/06—Disintegrating by knives or other cutting or tearing members which chop material into fragments with rotating knives
- B02C18/08—Disintegrating by knives or other cutting or tearing members which chop material into fragments with rotating knives within vertical containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N1/00—Pretreatment of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/04—Manufacture of substantially flat articles, e.g. boards, from particles or fibres from fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/18—Auxiliary operations, e.g. preheating, humidifying, cutting-off
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/20—Moulding or pressing characterised by using platen-presses
- B27N3/203—Moulding or pressing characterised by using platen-presses with heating or cooling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/20—Moulding or pressing characterised by using platen-presses
- B27N3/206—Moulding or pressing characterised by using platen-presses for continuous boards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N7/00—After-treatment, e.g. reducing swelling or shrinkage, surfacing; Protecting the edges of boards against access of humidity
- B27N7/005—Coating boards, e.g. with a finishing or decorating layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/28—Moulding or pressing characterised by using extrusion presses
Abstract
本发明涉及一种采用诸如稻草、秸杆等纤维废弃物加工结构板材构件的设备和方法。纤维废弃材料被打成圆形或矩形的捆,放入一拆捆/粉碎机中。纤维材料被切割成预定的长度并采用气动的方式输送到上和下压板间的矩形槽缝中。采用粘合剂将纸与纤维的表面和底面粘合并且纸被折叠,从而实现对纤维板两侧面的覆盖。粘合剂在一固化台上被固化并且纤维板在一裁切段被切成所需的长度。
Description
本发明涉及一种采用纤维材料制造墙体材料,更为具体地说,制造墙体预制件或板材构件的方法和设备。
已知可以采用诸如通常的秸杆等农业材料的纤维废弃物等纤维材料制造建筑材料或墙板。例如在发明名称为“采用纤维生物废弃物加工结构板材的设备”的美国专利US4451322(德沃夏克(Dvorak))对这种技术做了记载。该专利对诸如甘蔗渣和谷物秸杆等废弃物的利用作了教导。这些材料被压成板材,所述板材可作为建筑领域的结构板。
在上述文献公开的设备中存在许多缺点。例如秸杆材料是成捆地从叉车上加入到设备中的。必须人工将楷杆捆打开并由一输送机将拆捆的纤维材料送入压力机中,该压力机通过压缩将其制成板材构件。采用输送机并不能改善纤维材料的松散程度,因为在输送时各纤维相互交织在一起。出于对加工出均匀板材的考虑,在送入压力机前,需要将纤维材料尽可能相互疏散开,所以此点是很不利的。
在上述文献中描述和说明的设备的另一缺点是纸滚的设置位置,该纸滚的纸用于对由压力机压制而成的板材进行环包。纸滚设置在固化台的下面,其旋转轴垂直于固化台的纵轴。此点限制了纸滚的尺寸,必须采用非标准尺寸的纸滚并且当纸卷用完并安装新纸滚时,将纸滚设置在输送机下面是非常不便的。
上述文献的设备的另一缺点与采用电热板对环包板材的封皮固化有关。除非电加热板的电极是刚性固定的,否则机器的往复特性将会导致电加热板电极的振动和振荡。机器的振动将会导致线路连接出现故障和电极外壳受损。采用夹固或弹簧座的方式并不能圆满地解决此问题。这是因为对夹固件进行固定的通路受到限制。另外机器运行时固有的加热和冷却还会使夹固松动并使弹簧丧失弹性。
上述文献的设备的另一缺点在于固化台的设计,该设计必须是长的,以实现对环包板材的封皮的完全固化。而固化台常常需要由一个位置搬移到另一个位置或进行拆装。上述文献中的固化台设计不适用于便利的拆装并且当搬运设备时也不能实现占用最小的运输空间。
另一缺点在于对冲压头的应用,该冲压头用于将纤维材料挤压入压板件中。按照上述文献的冲压头通过一连杠与一旋转的曲柄连接。没有用于实现曲柄轴组件动态平衡的配重。产生的振动将会导致冲压头组件的框架件失效。另外,还需要采用庞大和笨重的机座,以便克服机器的移动。
另一缺点涉及剪切组件,当冲压头前移进入剪切开口时,该刀具组件用于对纤维进行切割。在上述文献的设备中的飞轮产生惯性力。如果剪切件遇到诸如石块或其它沙砾等异物,飞轮上的离合器就会使飞轮的驱动作用脱离冲压头。此点旨在避免剪切件、冲压头和辅助件受损。但由于曲柄组件转速很快,所以在离合器脱开之前,损坏很可能已经发生。另外,很重的冲压头和曲柄组件的移动具有很高的动能,所以减速不管是在离合器被啮合还是脱开进行的,损坏都会发生。
上述文献中的设备的另一缺点涉及调整上压板件和下压板件间的间隙所采用的方法,必须对该间隙进行调整,从而实现对纤维板密度的调节。在上述文献中采用一楔和螺拴装置。此机构很难实现适当的调整并且其复杂程度也是完全没有必要的。
上述文献中的设备的另一缺点涉及在冲压头托架内的辊和导辊组件的安装。德沃夏克设备的辊安装在一V形轴承结构中。当要改变辊的位置时,由于对一个辊的调整将会影响其余辊的位置,因而调整起来很复杂并且将耗去许多不必要的时间。
本发明的目的在于提出一种采用纤维材料加工板材的设备,该设备包括拆捆/粉碎机,所述拆捆/粉碎机具有一个旋转滚筒、多个可调刀具,这些刀具位于所述滚筒的底部,用于滚筒旋转的同时,将放置在滚筒内的纤维捆切成预定长度的纤维,和一收集室,该收集室位于所述旋转滚筒下面,用于收集由所述纤维捆切成的所述纤维。
下面将举例并对照附图对本发明的具体实施例加以说明。图中示出:
图1A为纤维板和本发明的加工设备的立体图;
图1B(a)至1B(e)分别为顺序接在馈送端后的图1A的设备的示意和放大侧视图;
图2A和2B分别为用于分布纤维的气动纤维输送器和旋摆件的示意侧视图和正视图;
图3A和3B为本发明的冲压组件的示意平面图和侧视图;
图4为曲柄轴组件的平面图,该组件用于驱动图3A和3B的冲压组件;
图5为图4的曲柄轴组件的曲柄旋摆臂的放大图,其中尤其示出附属的配重;
图6为图3的冲压组件的正视示意局部剖视图,图中尤其示出具有水平轴的辊,冲压组件在这些辊上移动;
图7为与图6类似的冲压组件的另一视图,但图中示出的辊具有垂直的轴,冲压组件在这些辊上移动;
图8为压槽组件的侧视示意图,其中冲压头处于移动状态,并部分示出剪切件;
图9A、9B和9C为以各种投影角度的说明本发明的剪切组件的示意图;
图10A和10B为说明纤维在其上移动的本发明的第一压板和该第一压板的调整的图;
图11A为根据本发明安装的纸辊并途经和到达压板区的流水线和粘合剂或胶敷着机的示意立体图;
图11B为根据本发明的摆动矫直辊装置的示意侧视图;
图12A和12B为说明本发明的敷贴纸封皮成形导轨和在导轨作用下的纸的移动的视图;
图13A、13B和13C分别为本发明固化台的侧视、平面和端面图;
图14A、14B和14C分别为裁切刀具端面视图和驱动夹固装置的两个侧视图,用于说明在工作状态下本发明的锯的移动;
图15A和15B为外送站的示意图,尤其对传送带和外送辊作了说明;
图16A、16B、16C、16D和16E为外送站的视图,尤其对板材构件的端部进行的粘敷作了说明;
图17为根据本发明加工成的纤维板的立体图;
图18为根据本发明的对板件进行热气加热系统的立体图;和
图19为根据本发明的锯屑、锯屑收集和重新注入系统的视图。
下面的说明参照附图,尤其是参照图1A。用10表示本发明的纤维板加工设备。该设备包括若干段,即拆捆/粉碎段,该段用11表示,纤维材料被加入此段中、一个输送段,该段用12表示,该段用于输送来自拆捆/粉碎段11的经疏散处理的纤维材料、馈送段,该段用13表示,用于接收由输送段12输送的经粉碎的纤维材料、槽缝纤维板结合区14,在该区来自馈送段13的纤维材料被结合在一起并被强制送入加压区15并被压成板形、粘合区,该区用20表示,该区在封装纸上敷着粘合剂,接着将纸贴合在纤维材料上、封皮成形区,该区用21表示,该区用于对环包纤维材料的封皮进行成形、纸馈送段,该段用22表示,该段用于将纸滚的纸输送给封皮成形区21、纵向固化台段,该段用23表示,在该段对粘合剂和环包板材构件的纸进行固化、裁切锯段,该段用24表示,该段用于接收经过固化处理的板材并按所需要的长度对其进行切割,和成品段30,该段用于接收完成固化和裁切处理的板材。
下面将参照图1B(a)对纤维板加工设备的右侧区加以说明。拆捆/粉碎段11包括一拆捆机,该拆捆机是一种市售产品,用于对被打成已知圆形或矩形捆的成捆的纤维材料进行切割。纤维捆(图中未示出)被置入旋转的滚筒32中,该滚筒围绕垂直轴33旋转并具有多个刀件34,所述刀件的高度是可调的并当滚筒32旋转时可将成捆的纤维材料切成相应长短。
在旋转滚筒32的下面形成一收集室40,并且一输送器41接收来自收集室40的被切短的纤维材料并将纤维材料输送给馈送段13(图1B(a))。输送器41与一风压源连接,该风压源宜是一个离心压缩机42,该离心压缩机将来自收集室40的纤维材料吹入馈送段13。
馈送段13包括一个摆动布料器43(图2A),该布料器接收由风管44吹送的纤维材料(图2A)并且其往复摆幅约为90°,从而实现如图所示的纤维材料在四螺旋组输送机或螺旋加料器50中的均匀分布。
图3为冲压组件的平面图,该组件用51表示。它包括一个冲压头52,该冲压头与冲压身53可拆卸的连接。冲压头52具有可拆卸的侧板501,对该侧板可以拆卸或可以用不同的侧板进行更换,从而改变加工板材的宽度。冲压身53和冲压头52利用滚60、65在滚轨54上往复移动。滚60围绕轴66旋转(图6),该轴与冲压身53在滚轨54上的移动平面平行。滚65围绕轴67旋转(图7),该轴垂直于冲压身53在辊轨54上的移动平面。冲压身53与曲轴组件连接,该组件用61表示(图3B和4)。一连杆62连接在曲柄63和冲压身53的肘节座64(图3B)上。如图5所示,曲柄63具有一与其连接的配重70。飞轮71在轴台72的外侧旋转(图4)。曲柄63、配重70和连杆62与飞轮71和外侧轴台73一起旋转。
在图3B和8中示出压槽缝组件,该组件用74表示。压槽缝组件74包括三个部件,即下压板56、上压板55和剪切件81。冲压头52在压槽缝组件74内往复移动,图3B中示出其最前面的位置,该位置用80表示。用81表示剪切组件,并且在图9A、9B和9C中对其作了更为详细的描述。剪切件释放机构83包括两个连杆90、91,两者可以进行围绕轴92的相对移动。连杆91的背离轴92的一端与汽缸93的轴95连接。连杆90接在剪切件82的轴94上,如果在轴94、95之间画一条直线的话,则轴92略有偏移。安装有一凸轮100并围绕轴101旋转。当冲压头前移时,如果剪切件82遇到石块或其它硬沙砾102时,剪切件将被反向推移,推动连杆91、92,抵消掉汽缸93的保持力。当连杆91反向移动时,围绕轴销101旋转的凸轮100推动连杆91,顺时针围绕轴95旋转。这将解除连杆91、92间的偏心的刚性连接,从而使轴94、95较为接近。剪切件82围绕轴84旋转,避开障碍物102并通过汽缸103的活塞杆104向上移动保持顺畅。安装在剪切件82臂上的凸轮502释放限动开关503,该开关将使整个纤维板系统的工作断开,以避免机器受损。一旦石块102被清除,汽缸103将向下动作,伸展活塞杆104并使剪切件82返回其工作位置。
图10A和10B示出压板组件,该组件用15表示。它包括一具有上可调压板111和下固定压板110的第一压板组(图10A)。还有一个具有上可调和铰接的压板506和下固定压板505的第二压板组(图10A)。第一压板组构成挤压单元,其中来自压槽缝组件74(图3B)的纤维被压成密实的纤维板。纤维板的宽度是由组件112决定的(图10B)。
侧组件112由三个部件构成,一固定在下压板110上的下杆件508、一固定在上压板111上的上杆件508和一与杆件507、508连接的闭合的“T”形翼件509并且该翼件抵压在杆件507、508的内面上。不管对上压板111进行任何一种调整,侧组件112总是能够保持侧面的闭合,因而纤维板的宽度是统一和均匀的。在需要窄的纤维板时,将用所需的不同的杆件509、508组替代该侧组件。
纤维板的密度或密实度是由位置和上压板111施加的压缩实现的。此点是通过调整调整螺丝上的紧固螺母实现的。
第二压板505、506(图10A)接收来自粘合组件10(图1B)的涂敷有粘合剂的纸张并使其形成围绕前移的压实的纤维的封皮(图10A)。纸围绕弯曲导向板510(图10A)进入压板内。纸随前移的纤维推进。上压板506围绕轴511枢转。汽缸511可对其向上旋转驱动。此点为对第二压板的清整和检查提供了接触的通路。
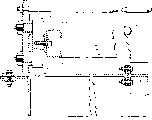
图1B和图11A示出输纸装置,该装置用114表示。采用两个单独的纸系统为板材构件的纸封皮提供纸。第一纸输送线701为纤维板上表面提供封皮纸并且第二纸输送线702为纤维板的底面提供封皮纸。由于两条输送线的工作类同,故仅对下或第二纸输送线加以说明。
第一和第二纸滚120、121分别位于轴122、123上,这两根轴分别在轴架124、124上旋转。轴122、123以及随之的纸滚120、121的旋转轴与纤维板加工设备10(图1A和1B)的纵轴垂直。纸滚120和121的安装应使标准规格的纸滚的应用成为可能,从而减少了为获得专用的纸滚的花费。纸130由第一纸滚120开始在第一导辊131下向翻转杠132伸展,该翻转杆利用空气对纸130进行润滑,其中纸先从下面,然后从上面通过翻转杆132,其中纸的移动方向翻转90°并且由粘合剂涂敷装置140的涂布或涂胶辊133上面通过。转移滚134从粘合剂托盘513中提取粘合剂,并将其传送给涂布滚133和接着涂敷在纸130上。
其底面141涂敷有粘合剂的纸130绕过第二导辊142,接着绕过摆动矫直辊514,并接着向上到达下压板505,在此处纸与被冲压头52(图3B)压实并在压板110、111、505、506间移动的纤维(图中未示出)接合。对纸130形成封皮的过程将在下面加以说明。
摆动矫直器514由一安装在曲柄组件534上的辊533构成,所述曲柄围绕轴535旋转。一个汽缸536接在曲柄的短轴537上。汽缸向外保持作用于辊533的力。随着纸张的蠕动,曲柄往复地摆动。一旦向辊533输送的纸流受到限制,汽缸的力将被抵消,从而使曲柄移至一过调位置538,在该处释放限制开关,系统的运行被断开。
当纸滚120几乎完全开卷并到达纸端时,纸滚121的叼口将与其相接。这时自动地由新的纸滚121将纸张130输送给系统。
在纸张输送装置114中也可以采用张紧装置143、144(图1B和图11A)。张紧装置143、144用于保持纸带处于张紧适度的状态。张紧装置是一个可调的平衡悬浮器,必要时它将加给纸张的移动以摩擦阻力,使纸张上不会出现松弛的现象。摆动矫直辊514是一个汽缸缓冲器,该缓冲器振荡的作用在于使塞杆51的周期变化导致的作用于纸张的蠕动更平稳。这将有助于减少纸张的撕裂。
在图1B中示出封皮成形组件151,图12A和12B为该组件的放大示意图。两个螺旋板件152、153分别设置在边棱外侧的上侧和下侧。在纸张撕裂出现前,它也可以将系统断开(图11B)。如图12B所示,纸张130的宽度超过纤维板154的宽度,该纸张开始时与螺旋板件152接触。当纤维板154顺箭头所示方向(图12A)移动时,超过纤维板154宽度的纸张130部分被向下翻折(图12B)。同样,在纤维板154底面上的纸张130与螺旋板件153接触,该螺旋板件同样把纸张向上折曲(图12B)。于是在无限长的纤维板154的每一侧上形成封皮。
在纤维板离开封皮成形区21范围前,由位于下折叠板件153侧面的加热电极515加速纸边与纤维板154边的结合。
压板件110、111、505、506与在其触板523外侧的一中空充气室522装配在一起。入口导管524(图10A、10B)和出口525可以使热气进入,对纤维板523进行加热。气体穿过充气室并通过出气口526和排出管527(图10A、10B)排出。在纤维板进入固化台段23(图1B)之前,对纤维封皮加热进行预固化和粘合处理。宜采用在设备安装处现有的若干源中的一个提供热气。例如蒸汽、电、燃气或燃油燃烧器是相宜的源。图18示出一气体燃烧单元528的工业模型。导管529将热气输送给压板110、111、505、506。回气管530将排出的气体循环回加热单元528。在排气管上的一循环风机531用于输送气体通过系统。
纤维板154进入固化台160区(图13A),在该处环围纤维板154的粘合剂和纸张完成粘合和冷却。
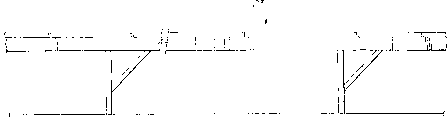
固化台160如图1B所示是长形的并且其长度的设计应视由冲压头52的往复速度决定的纤维板在固化台上的移动速度而定,应使纸张和粘合剂在纤维板上共同粘结在一起。在纤维板加工设备10被迁移至一新的位置时或储存时,为便于固化台的搬运,固化台160是可折叠的并且可以分成数段。一个典型的段161(图13B)包括两个纵向槽板162、163,所述槽板具有多个辊164,这些辊用于对纤维板154进行支撑并使其如图13A和13B所示,在槽板162、163的顶部前移。
用连接板170将每个段161与相邻段连接在一起,所述连接板可以拆开并且单元161在运送和储存时可以分隔开。有多个腿171,每段161有一对,采用一对螺栓172将腿与槽板连接,所述腿向下伸展,与固化台安装的地基173触接。当固化台160在其工作位置时,每个腿件171有一个拉条174,该拉条从每个槽板162对角向下伸展并与腿件171连接。为便于对固化台160的拆卸和搬运,同样也可以将拉条174从每个腿件171上拆卸下来。如图13B所示,对角拉条180接在两根槽板162、163之间。拉条181、182在腿件171间伸展。当腿件171折叠成搬运状态时,拉条仍保持其状态不变。
裁切或切割锯183(图14和14B)随纤维板流一起移动,在图14B中用“F”表示纤维板流。切割锯183在框架184上移动,该框架受纤维板154的作用移动并由在辊192上的汽缸190对其加以辅助,实现与纤维板流的匹配。圆锯191如图14A所示在垂直于纤维板流的方向移动。圆锯191安装在车上或滑车193上。如图14A所示,在车193横向通过纤维板的同时,将纤维板锯成所需的长度。每当完成单向通过时,裁切锯组件184由位置193移至位置194。在对纤维板进行下一个切割时,带有锯184的车如图14A所示,由位置194返回位置193。
如图14C所示,一夹固系统装置516对纤维板154进行夹固,该装置安装在框架184内。一汽缸200在框架和连杆201间伸展,所述连杆围绕轴202旋转。连杆203接在夹固板204上,所述夹固板与纤维板触接。因此,在切割处理后夹具204被释放之前,框架184一直随纤维板移动。
图1B示出外送区210,在该区有多个被驱动的外送辊211(图15A和15B),这些辊通过将经切割的板材构件212比未经切割的纤维板较为迅捷的驱动,实现切好的板材构件的分离,所述未经切割的纤维板是由冲压头52(图3)驱动的。从而实现板材构件212与未切割的纤维板213的分离并且板材构件212通过一光电传感器214。传送带220使纤维板212提升和移动90°,如图15A和15B所示与固化区成直角。这将使经裁切的纤维板212脱离并移至位置222侧,并离开由裁切锯迎面而来的纤维板213的通路。在板材212被清运后,传送带降低。这时辊211上被腾空,可以接收下个板材(图15B)。
传送带220的升降机构是按如下顺序运行的(图15B)。当纤维板212通过光电传感器214时,将使汽缸216起动,汽缸对传送带220的端部215进行提升,使其围绕轴221枢转。汽缸216通过曲柄217起作用,该曲柄围绕轴218旋转并通过连杆219接在传送带上。
当纤维板212到达位置222时,将通过光电传感器532,该传感器使传送带220停止运行。
图1A示出成品区30,在该区采用制备好的端封装纸带519、520(图16A、16B)对暴露的端部进行封装,制成纤维板的成品。在传送带220开始其下一个周期时,纤维板212被转移至连续运行的传送带223。当纤维板通过光电传感器224时,刹车止动器225提升并停止纤维板的向前移动。
刹车止动器225(图16C)由一套杆件540构成,这些杆件带有向上突出的端件541。刹车止动器围绕轴542旋转并通过一个曲柄544与汽缸543连接。所有刹车止动器相互连接在一起并通过连杆545与汽缸543、546连接。汽缸动作使曲柄544围绕轴542旋转,从而实现刹车止动器(图16D)的提升或降低。在“下”位置233时,纤维板212仍有一小部分在传送带223上并且可以采用传送带向前输送。在中间位置234时,仅汽缸543起动,端件突出于传送带223,阻止迎面而来的纤维板的前移。通过电气程序,汽缸546被起动,将刹车止动器杆件540提升,到达最上面的位置235(图16F),在该位置纤维板被提升离开传送带223。在位于第一端封装站227的操作员希望将纤维板212前移之前,纤维板212一直保持在此位置。在操作员将刹车止动器225释放时,纤维板向前移动,到达屋顶状的输送链226(图16E)。
当纤维板通过光电传感器232时,刹车止动器228被起动到其中间位置,此时端止动件541突出于传送链226。该止动件对纤维板的移动止动并在第一端封装站227对其精确地加以编号。刹车止动器旋转至其最上面的位置235并且操作员采用第一端封装纸带519进行敷着。端封装纸带519、520为涂敷有热压粘合剂的预裁切和切口的纸(图16B)。操作员将纸带排列在纤维板的端部并用热烙铁将纸带固定在纤维板端上。
接着刹车止动器228被释放,从而使纤维板向前移动至第二端封装站229。纤维板通过光电传感器233,该传感器起动凸缘辊箱辊或转送辊230的提升。辊箱230被提升到其中间位置,此时凸缘236突出于传送链226(图16E)。该凸缘将对在第二端封装站229进行处理的纤维板止动和编号。图19示出真空系统。由位于锯上方的锯末收集器801和位于锯下方的锯缝收集器802对来自切割锯191的锯末进行收集。通过由风机808产生的真空,锯末被抽入管路中。而且还有一可取下的端部盖帽804,从而可以清除掉堆积在机器周围的锯屑并在真空系统中加以处理。为对由拆捆/粉碎段的风机42产生的在馈送器13中的气压进行平衡,由一负压管路807建立馈送器与风机808间的连接管道。通过负压调节闸门806调整的开度和去掉气帽和开启盲板805,可对负压度进行控制。
风机809将气流中收集的颗粒物通过管道809抽入粉尘收集器810中。粉尘收集器810采用离心方式将颗粒物由输送的空气中分离出来,并通过抽吸开口813将空气排出,同时粉尘颗粒沉降到底部。粉尘通过气塞811和下面的排出喷口812排出,在此处循环回拆捆滚筒32再利用。
通过电气程序,转送辊箱230提升到其最上面的位置,使纤维板上升,离开转送链226,并移动纤维板,使其端部进入第二端封装站的止动挡板231。由于接触到挡板,辊箱230停止运行,与在第一端封装站227的过程相同,由操作员采用第二端封装纸带520进行敷着。
操作员降低辊箱230,使传送链将纤维板成品521输送到位于成品流水线端的止挡杆547处。在此处成品纤维板被码垛储存或准备发货。图17中示出一块成品纤维板。
在实际工作时,秸杆或其它农作物纤维已知被打成圆形或矩形的捆。
单独的纤维捆(图中未示出)被加入到拆捆机31(图10)中,在此处纤维捆在旋转滚筒内旋转。切刀34是可调的并在滚筒32旋转的同时,将纤维切割成所需要的长短。
纤维段落入收集室40内并被压力空气顺输送管道44(图1B和2A)送至摆动器43(图2B),在此处纤维被均匀地分布在四螺旋加料推进器50中,该推进器对纤维材料流进行均化并将纤维材料推入位于冲压头52顶部的收集室57内。冲压头52在由剪切件81和下压板55形成的槽缝内往复移动并对纤维材料加压,纤维材料在由上压板55和下压板56形成的槽缝中被交替地向前推送。
冲压头52的每次返回移动将使更多的来自收集室57的纤维在冲压头52前面进入槽缝中,其中纤维在上面的剪切件81和压板55与下面的压板56之间被向前推送,然后进入压板110、111间的间隙中。调整压板110、111,产生对向前移动的纤维的阻力,所述纤维形成标准的密实的纤维板154。
当纤维通过板件505、506时,来自下纸滚124、125的纸将通过粘合剂涂布辊133并与纤维板的上表面和底面触接(图1B)。纸张的伸展宽度大于纤维板的宽度,在封皮成形区21,宽出来的部分将通过螺旋板件152、153(图12A)被向下和向上翻折(图1B)。
纤维板被转移到固化台160(图13A),所述固化台的长度足以使纸和粘合剂结合,接着纤维板进入裁切锯段24,在此处通过锯191的动作将纤维板锯成所需的长度,对框架184和车组件193(图14A)在此不再赘述。
接着纤维板构件212被运送至外送区210(图1B),在此处采用附加的端封装纸带519、520对环围纤维板212的封皮端部进行闭合,对此不再赘述。这时的纤维板已可以发货或进行所需的其它操作(图16A)。
鉴于对本发明的具体的实施例作了说明,故许多改进对于本发明领域的专业技术人员都是显而易见的。所以本说明仅被视为本发明的说明,不能视为对权利要求确定的范围的限制。
Claims (17)
1.一种采用纤维材料加工板材的设备,包括:一拆捆/粉碎机,所述拆捆/粉碎机具有一旋转的滚筒、多个位于所述滚筒底部的可调整的刀具,用于在所述滚筒旋转的同时将滚筒中的纤维材料捆切成预定长度的纤维段,和位于旋转滚筒附近的收集室,该收集室用于收集由纤维材料捆切成的纤维段。
2.按照权利要求1所述的设备,其特征在于,用一气动输送器将所述纤维材料输送给纤维分布段。
3.按照权利要求2所述的设备,其特征在于,一往复式斜槽对来自所述纤维材料分布段的所述纤维材料进行分配,该往复斜槽将所述纤维材料分配给多个推进加料器。
4.按照权利要求3所述的设备,其特征在于,所述多个推进加料器将所述纤维材料挤压入位于所述推进加料器下面的室内。
5.按照权利要求4所述的设备,其特征在于,在所述室内的所述纤维材料在压板件间被压成一矩形板。
6.按照权利要求5所述的设备,其特征在于,所述纤维材料被往复冲压头压缩,所述冲压头与一旋转的曲柄连接,所述曲柄包括一位于所述曲柄上的配重,所述冲压头在伸展位置间移动,其中所述纤维材料被压缩,并前移至所述压板件之间的区和一个回缩位置,在此处所述冲压头移离所述板件间的所述区。
7.按照权利要求6所述的设备,其特征在于,所述室还包括一剪切件,所述剪切件用于对位于板件通路附近的所述室内的所述纤维材料进行切割。
8.按照权利要求5所述的设备,其特征在于,所述板件相互具有一预定的间隔,所述间隔可采用螺丝进行调整,所述螺丝接在所述板件的上板件的每一端。
9.按照权利要求7所述的设备,其特征在于,所述剪切件围绕一个轴旋转,所述剪切件包括一第二绞接臂,该第二绞接臂工作连接在所述剪切件和第二轴之间,当所述纤维加在所述剪切件上的力超过一预定的力时,所述第二绞接臂折叠。
10.按照权利要求7所述的设备,其特征在于,该设备还包括至少一个纸滚,该纸滚安装在所述板件附近,所述纸辊轴垂直于位于所述板件之间的所述区的纵向轴。
11.按照权利要求10所述的设备,其特征在于,该设备还包括一涂敷装置,该涂敷装置用于将粘合剂敷着在所述纸滚提供的纸上,所述带有敷着在其上的粘合剂的纸与纤维的上表面和底面接合,纸的宽度超过所述板材构件两面上的宽度。
12.按照权利要求11所述的设备,其特征在于,该设备还包括螺旋板件,该螺旋板件用于与所述纸接触,该纸的宽度超过位于所述压板件内的所述纤维材料的宽度,所述螺旋板件用于对所述纸进行折叠,以便使纸与在板件间移动的所述纤维的反面触接。
13.按照权利要求12所述的设备,其特征在于,该设备还包括一固化台,所述固化台具有至少一个腿件组,该腿件组向下伸展,实现对所述固化台的支撑,所述腿件对所述固化台是可相对回缩的。
14.按照权利要求13所述的设备,其特征在于,该设备除固化台还包括一裁切段,所述裁切段包括一用于切割所述纤维的切割锯,所述锯相对于纤维板做横向移动和相对于所述纤维做纵向移动,在所述切割工作时的纵向速度与所述纤维的速度大体相同。
15.按照权利要求14所述的设备,其特征在于,所述切割锯对所述纤维横向的一个方向上在所述纤维一端的初始位置与所述纤维另一端的结束位置间进行切割。
16.按照权利要求15所述的设备,其特征在于,所述切割锯对所述纤维横向的第二方向上在所述纤维另一端的结束位置与所述纤维一端的初始位置间进行切割。
17.按照权利要求16所述的设备,其特征在于,该设备还包括一外送台,该外送台安装在所述裁切段的端部附近,所述外送台包括多个驱动辊和一转送台,该转送台具有多条传动带,所述传动带相对于多个辊横向安装,所述传动带相对于所述辊箱垂直循环。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US1998/000367 WO1999034925A1 (en) | 1998-01-07 | 1998-01-07 | Fiber panel manufacturing method and apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1299301A CN1299301A (zh) | 2001-06-13 |
| CN1089040C true CN1089040C (zh) | 2002-08-14 |
Family
ID=22266177
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN98813875A Expired - Fee Related CN1089040C (zh) | 1998-01-07 | 1998-01-07 | 制造纤维板的方法和设备 |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP1053057A4 (zh) |
| JP (1) | JP2003517384A (zh) |
| KR (1) | KR100543369B1 (zh) |
| CN (1) | CN1089040C (zh) |
| AU (1) | AU6647198A (zh) |
| BR (1) | BR9813723A (zh) |
| MX (1) | MXPA00006709A (zh) |
| WO (1) | WO1999034925A1 (zh) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6886306B2 (en) * | 2001-05-04 | 2005-05-03 | Greencor Composites, Llc | Fire-resistant material and method of manufacture |
| CN105034137A (zh) * | 2015-06-15 | 2015-11-11 | 大连金州重型机器集团有限公司 | 人造秸秆板材成型机构 |
| ES2934652T3 (es) * | 2016-07-21 | 2023-02-23 | Homann Holzwerkstoffe GmbH | Procedimiento para fabricar un tablero de fibra |
| CN106827163B (zh) * | 2016-12-27 | 2018-10-12 | 重庆良能机械有限公司 | 一种椰棕床垫加工设备 |
| CN107310011B (zh) * | 2017-08-17 | 2019-12-20 | 常德碳汇工艺品科技有限公司 | 一种各向同性木质颗粒板 |
| CN108547184B (zh) * | 2018-05-07 | 2019-04-16 | 江苏华曼复合材料科技有限公司 | 一种废弃植物纤维生产复合板材装置 |
| CN109483689A (zh) * | 2018-12-18 | 2019-03-19 | 南京林业大学 | 一种混杂型卧式液压传动挤压刨花板生产装置及生产方法 |
| CN115488980B (zh) * | 2022-08-31 | 2023-08-25 | 桐昆集团浙江恒通化纤有限公司 | 一种纤维的生产设备 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4097209A (en) * | 1977-03-23 | 1978-06-27 | Armstrong Cork Company | Apparatus for forming a mineral wool fiberboard product |
| US4381082A (en) * | 1980-12-19 | 1983-04-26 | Fmc Corporation | Particulate material handling means |
| US4451322A (en) * | 1982-04-23 | 1984-05-29 | Richard A. Moerman | Apparatus for forming structural sheets from fibrous biological waste |
| US4650409A (en) * | 1984-04-27 | 1987-03-17 | Mira Lanza S.P.A. | Apparatus for uniformly distributing a disintegrated fibrous material on a fiber layer forming surface in plants for the dry forming of paper |
| US4976905A (en) * | 1989-11-01 | 1990-12-11 | Brown Gordon E | Method and apparatus for making wood product |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5730830A (en) * | 1995-12-26 | 1998-03-24 | Haddonfield Management Co. Ltd. | Fiber panel manufacturing method and apparatus |
-
1998
- 1998-01-07 CN CN98813875A patent/CN1089040C/zh not_active Expired - Fee Related
- 1998-01-07 MX MXPA00006709A patent/MXPA00006709A/es unknown
- 1998-01-07 EP EP98908432A patent/EP1053057A4/en not_active Withdrawn
- 1998-01-07 BR BR9813723-9A patent/BR9813723A/pt unknown
- 1998-01-07 WO PCT/US1998/000367 patent/WO1999034925A1/en active IP Right Grant
- 1998-01-07 KR KR1020007007506A patent/KR100543369B1/ko not_active IP Right Cessation
- 1998-01-07 AU AU66471/98A patent/AU6647198A/en not_active Abandoned
- 1998-01-07 JP JP2000527360A patent/JP2003517384A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4097209A (en) * | 1977-03-23 | 1978-06-27 | Armstrong Cork Company | Apparatus for forming a mineral wool fiberboard product |
| US4381082A (en) * | 1980-12-19 | 1983-04-26 | Fmc Corporation | Particulate material handling means |
| US4451322A (en) * | 1982-04-23 | 1984-05-29 | Richard A. Moerman | Apparatus for forming structural sheets from fibrous biological waste |
| US4650409A (en) * | 1984-04-27 | 1987-03-17 | Mira Lanza S.P.A. | Apparatus for uniformly distributing a disintegrated fibrous material on a fiber layer forming surface in plants for the dry forming of paper |
| US4976905A (en) * | 1989-11-01 | 1990-12-11 | Brown Gordon E | Method and apparatus for making wood product |
Also Published As
| Publication number | Publication date |
|---|---|
| WO1999034925A1 (en) | 1999-07-15 |
| KR100543369B1 (ko) | 2006-01-20 |
| BR9813723A (pt) | 2002-01-15 |
| KR20010033926A (ko) | 2001-04-25 |
| CN1299301A (zh) | 2001-06-13 |
| JP2003517384A (ja) | 2003-05-27 |
| EP1053057A4 (en) | 2001-03-07 |
| EP1053057A1 (en) | 2000-11-22 |
| AU6647198A (en) | 1999-07-26 |
| MXPA00006709A (es) | 2002-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5730830A (en) | Fiber panel manufacturing method and apparatus | |
| AU648731B2 (en) | Ending apparatus and method | |
| CN206203430U (zh) | 一种开卷校平剪切线的堆垛装置 | |
| CN1089040C (zh) | 制造纤维板的方法和设备 | |
| CN101139016A (zh) | 开袋机 | |
| CN107309975A (zh) | 一种刀锯移动式木板裁切拼接一体机 | |
| CN2197207Y (zh) | 自动制板机 | |
| CN206326682U (zh) | 木板锯切机 | |
| CN106003280A (zh) | 一种秸秆板生产加工系统 | |
| CN207387881U (zh) | 用于生产强化地板的裁板机 | |
| CN1220584C (zh) | 一种蜂窝纸板全自动连续生产方法 | |
| CN210735789U (zh) | 一种粘虫板涂胶及切割机 | |
| CN105692217B (zh) | 一种高速负压式堆垛机 | |
| CN209566551U (zh) | 一种纸箱印刷开槽机的送纸机构 | |
| CN209579660U (zh) | 一种劈纸生产线 | |
| CN207791288U (zh) | 钣金工件辅助装箱系统 | |
| CN214686851U (zh) | 一种便于调节的微电脑切片机 | |
| CN211680272U (zh) | 一种金属废料剪切机 | |
| CN206605559U (zh) | 一种切割机用传输装置 | |
| CN205630853U (zh) | 一种多功能自动分木成形机 | |
| CN216189856U (zh) | 一种包装材料剪切废料回收装置 | |
| CN209023873U (zh) | 覆膜设备的余料回收装置 | |
| CN217393898U (zh) | 一种电缆桥架支架加工用剪板机 | |
| CN109434974A (zh) | 一种板材加工用生产线 | |
| CN214526767U (zh) | 一种柔性条状食品自动吸取分离设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20020814 Termination date: 20100208 |