CN108526317B - 用于整体卫浴定制的柔性自动折弯模具 - Google Patents
用于整体卫浴定制的柔性自动折弯模具 Download PDFInfo
- Publication number
- CN108526317B CN108526317B CN201810409643.XA CN201810409643A CN108526317B CN 108526317 B CN108526317 B CN 108526317B CN 201810409643 A CN201810409643 A CN 201810409643A CN 108526317 B CN108526317 B CN 108526317B
- Authority
- CN
- China
- Prior art keywords
- bending machine
- pair
- bending
- die
- grooves
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/06—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
本发明公开了一种用于整体卫浴定制的柔性自动折弯模具,包括:折弯机下模和折弯机上模,所述折弯机上模位于所述折弯机下模的正上方,所述折弯机上模可相对所述折弯机下模上下活动,所述折弯机上模底部间隔开设有多个沟槽,所述沟槽的长度方向平行于进料方向,相邻两个沟槽之间的部分为凸块。本发明具有在不更换模具不影响壁板长边的情况下可以折弯不同宽度壁板的横边的有益效果。
Description
技术领域
本发明涉及模具领域。更具体地说,本发明涉及一种用于整体卫浴定制的柔性自动折弯模具。
背景技术
整体卫浴的壁板是面板和背板组合在一起的,将面板和背板的长边折弯后,需要频繁的更换折弯模具以折弯不同宽度的面板和背板板材的横边,而且在调试折弯模具时,需要人工进行更换折弯模具及对正,更换模具过程中存在费时、费力、操作危险等问题,那么,同时可以折弯多种尺寸壁板的横边的折弯机上模的折弯模是改进上述问题所需要的,以实现在不更换模具不影响壁板长边的的情况下折弯不同宽度壁板的横边的效果。
发明内容
本发明的一个目的是解决至少上述问题,并提供至少后面将说明的优点。
本发明还有一个目的是提供一种用于整体卫浴定制的柔性自动折弯模具,达到在不更换模具不影响壁板长边的情况下折弯不同宽度壁板的横边的目的。
为了实现根据本发明的这些目的和其它优点,提供了一种用于整体卫浴定制的柔性自动折弯模具,包括:
折弯机下模;
折弯机上模,其位于所述折弯机下模正上方,且可相对所述折弯机下模上下活动,所述折弯机上模底部间隔开设有多个沟槽,所述沟槽的长度方向平行于进料方向,相邻两个沟槽之间的部分为凸块。
优选的是,多个沟槽不是等间距设置。
优选的是,还包括多个弹簧,多个弹簧与多个凸块一一对应,所述弹簧上端固定在所述凸块下端、下端连接折弯块,所述折弯块的下端面为弧面,所述折弯块沿垂直于进料方向上的截面呈扇形,所述截面的圆心角为90-180度,所述折弯块下端面向下运动带动物料抵接所述折弯机下模内侧底部时,所述弹簧呈压缩状态,所述折弯块下端面远离所述折弯机下模时,所述弹簧呈伸长状态。
优选的是,还包括:
一对容纳槽,一对容纳槽相对开设于所述折弯机下模两内侧壁上端,一对容纳槽沿垂直于进料方向上的长度等于所述折弯机下模沿垂直于进料方向上的长度,一对容纳槽的开口水平相对;
一对主动滚柱,一对主动滚柱容纳于一对容纳槽中,一对主动滚柱沿垂直于进料方向上的长度与所述折弯机下模沿垂直于进料方向上的长度相等,一对主动滚柱的上端均与所述折弯机下模的上表面相切,一对主动滚柱相向的一端分别与所述折弯机下模的内侧壁相切,一对主动滚柱的侧面上等间距设有多个长条形的第一凹槽,所述第一凹槽沿垂直于进料方向上的长度与所述折弯机下模沿垂直于进料方向上的长度相等,相邻的两个第一凹槽之间形成第一凸棱;
多个滚柱槽,多个滚柱槽间隔设置于所述容纳槽的底部,多个滚柱槽沿垂直于进料方向上的长度与所述折弯机下模沿垂直于进料方向上的长度相等;
多个从动滚柱,多个从动滚柱与多个滚柱槽一一对应,所述从动滚柱容纳于所述滚柱槽中,多个从动滚柱分别与一对主动滚柱抵接,所述从动滚柱的侧面上等间距设有多个第二凸棱,所述第二凸棱沿垂直于进料方向上的长度与所述折弯机下模沿垂直于进料方向上的长度相等,相邻两个第二凸棱之间形成第二凹槽,所述第二凸棱与所述第一凹槽匹配,所述第一凸棱与所述第二凹槽匹配,以使相邻的第二凸棱和第二凹槽分别与相邻的第一凹槽和第一凸棱咬合;
两对防护板,每对防护板设置于所述折弯机下模两端的外侧,且覆盖所述容纳槽和多个滚柱槽的两端,所述防护板靠近所述折弯机下模的内侧的一侧与所述折弯机下模的内侧平齐,所述防护板的下端与所述滚柱槽最下端的一个滚柱槽的下端平齐,所述防护板的上端与所述折弯机下模的上端平齐,所述折弯机下模两端且位于所述容纳槽和所述滚柱槽以外的部位设有多个螺旋孔,多个螺丝钉螺接穿过所述防护板并穿入所述螺旋孔内。
优选的是,还包括:
缓冲弹簧,其下端固定于所述折弯机下模的内侧底部,所述缓冲弹簧竖直设置;
V型缓冲槽体,所述V型缓冲槽体的开口与所述折弯机下模的开口方向一致,所述V型缓冲槽体的下表面固定于所述缓冲弹簧的上端,所述V型缓冲槽体的下表面低于所述防护板的下端,所述V型缓冲槽体沿垂直于进料方向上的长度与所述折弯机下模沿垂直于进料方向上的的长度相等,所述V型缓冲槽体的外侧壁上设有两对滑块,每对滑块相对设置在所述V型缓冲槽体的外侧壁上,所述滑块沿竖直方向的长度与所述V型缓冲槽体外侧壁的上端至下端的长度相等;
两对滑槽,每对滑槽相对开设于所述折弯机下模的内侧壁,所述滑槽的下端与所述折弯机下模内侧壁的下端平齐、上端与所述滑块的上端平齐,所述滑槽的上端至下端的长度大于所述滑块的上端至下端的长度,所述滑块伸入所述滑槽内,沿所述滑槽上下活动,所述折弯块下端面向下运动带动物料抵接至所述V型缓冲槽体时,所述缓冲弹簧呈压缩状态,所述折弯块下端面远离所述V型缓冲槽体时,所述缓冲弹簧呈伸长状态。
优选的是,多个从动滚柱的直径为所述主动滚柱直径的1/4-1/8。
优选的是,所述V型缓冲槽体两端水平向外延伸形成一对V型凸块,所述V型凸块与所述V型缓冲槽体一体成形,当所述折弯块下端面未与所述V型缓冲槽体接触时,所述V型凸块的上端面与所述主动滚柱的中轴线水平平齐、下端面与所述V型缓冲槽体的下表面平齐;
还包括:
两对升降固定轴,两对升降固定轴分别位于所述折弯机下模的两端外侧,每对升降固定轴对称固定于所述折弯机下模一端的外侧,且位于所述V型凸块的两侧,所述升降固定轴竖直设置,所述升降固定轴的下端与所述折弯机下模内侧底部平齐,当所述折弯块下端面未与所述V型缓冲槽体接触时,所述升降固定轴的上端与所述V型凸块的下端平齐,每对升降固定轴上设有多对第一螺纹孔,每对第一螺纹孔沿竖直方向间隔设置,一对第一螺纹孔分别设于一对升降固定轴上,且位于同一竖直高度,其中,一对升降固定轴上的每对第一螺纹孔在另外一对升降固定轴都有一对第一螺纹孔与其竖直高度相同,所述折弯机下模两端设有与多对第一螺纹孔一一对应的多对第二螺纹孔,所述第二螺纹孔与所述第一螺纹孔同轴设置;
一对方柱,其横向设置于一对升降固定轴上,所述方柱的两端设有一对第三螺纹孔,所述第三螺纹孔与所述第一螺纹孔同轴设置,一对螺栓依次螺接穿过一对第三螺纹孔和一对第一螺纹孔并且穿入一对第二螺纹孔内。本发明至少包括以下有益效果:
第一、折弯机下模上开设有长度方向平行于进料方向上的多个沟槽,在不影响折弯壁板的长边侧壁的情况下,不需要更换折弯机上模的就可以实现折弯不同宽度的壁板的横边;
第二、折弯机下模两内侧壁上端设有一对主动滚柱,一对主动滚柱周围设有多个从动滚柱,折弯机上模带动壁板向下运动时带动主动滚柱相向向内侧转动,从动滚柱减缓主动滚柱的转动,减少壁板与折弯下模两内侧壁上端的摩擦,实现无痕折弯;
第三、凸块下端连接有带有弹簧的折弯块,折弯机下模底部设有下端连接有缓冲弹簧的V型缓冲槽体,弹簧与缓冲弹簧的结合有利于折弯机上模冲压壁板时使壁板平缓的受力、回弹时壁板平缓的弹出折弯机下模中;
第四、所述折弯块下端面向下运动带动物料抵接至所述V型缓冲槽体,所述V型缓冲槽体向下运动的距离长短可调节折弯壁板横边后的横边与壁板之间的角度,折弯机下模两端外侧设置一对可以调节高度的方柱,有利于控制所述V型缓冲槽体向下运动的距离,从而控制折弯壁板横边后的横边与壁板之间的角度。
本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
图1为本发明其中一个技术方案的折弯机上模的结构示意图;
图2为本发明其中一个技术方案的折弯机模具沿进料方向的剖面图;
图3为本发明其中一个技术方案的主动滚柱和从动滚柱位置关系的结构示意图;
图4为本发明其中一个技术方案的主动滚柱和从动滚柱咬合的结构示意图;
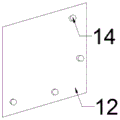
图5为本发明其中一个技术方案的防护板结构示意图;
图6为本发明其中一个技术方案的折弯机下模的侧视结构示意图。
具体实施方式
下面结合附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
在本发明的描述中,术语“上”、“下”、“竖直”、“水平”、“垂直”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,并不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
如图1-6所示,本发明提供一种用于整体卫浴定制的柔性自动折弯模具,包括:
折弯机下模4;
折弯机上模1,其位于所述折弯机下模4正上方,且可相对所述折弯机下模4上下活动,所述折弯机上模1底部间隔开设有多个沟槽2,所述沟槽2的长度方向平行于进料方向,相邻两个沟槽之间的部分为凸块3。
在上述技术方案中,在折弯机上模1上开设有长度方向平行于进料方向上的多个沟槽2,壁板的长边经过折弯后形成两侧壁,水平放置壁板,将壁板置于折弯机上模1与折弯机下模4之间,壁板的两侧壁与折弯机上模1上的其中两个沟槽2对正,以使折弯机上模1向下冲压折弯壁板的横边时不损坏壁板长边的两侧壁,折弯机上模1开设多个沟槽2,实现折弯不同宽度的壁板的横边时不需要费时费力的对正更换折弯机上模1,其中,与两侧壁置于沟槽2中的壁板同向且水平垂直于折弯机上模1向下冲压的方向为进料方向。
在另一种技术方案中,多个沟槽2不是等间距设置,相邻两个沟槽2之间形成的凸块3宽度不一样,一个或多个凸块3可折弯不规则宽度的壁板的横边。
在另一种技术方案中,还包括多个弹簧5,多个弹簧5与多个凸块3一一对应,所述弹簧5上端固定在所述凸块3下端、下端连接折弯块6,所述折弯块6的下端面为弧面,所述折弯块6沿垂直于进料方向上的截面呈扇形,所述截面的圆心角为90-180度,所述折弯块6下端面向下运动带动物料抵接所述折弯机下模4内侧底部时,所述弹簧5呈压缩状态,所述折弯块6下端面远离所述折弯机下模4时,所述弹簧5呈伸长状态,有利于折弯机上模1冲压壁板时降低对壁板的损伤。
在另一种技术方案中,一种用于整体卫浴定制的柔性自动折弯模具,还包括:
一对容纳槽71,一对容纳槽71相对开设于所述折弯机下模4两内侧壁上端,一对容纳槽71沿垂直于进料方向上的长度等于所述折弯机下模4沿垂直于进料方向上的长度,一对容纳槽71的开口水平相对;
一对主动滚柱7,一对主动滚柱7容纳于一对容纳槽71中,一对主动滚柱7沿垂直于进料方向上的长度与所述折弯机下模4沿垂直于进料方向上的长度相等,一对主动滚柱7的上端均与所述折弯机下模4的上表面相切,一对主动滚柱7相向的一端分别与所述折弯机下模4的内侧壁相切,一对主动滚柱7的侧面上等间距设有多个长条形的第一凹槽712,所述第一凹槽712沿垂直于进料方向上的长度与所述折弯机下模4沿垂直于进料方向上的长度相等,相邻的两个第一凹槽712之间形成第一凸棱711;
多个滚柱槽81,多个滚柱槽81间隔设置于所述容纳槽71的底部,多个滚柱槽81沿垂直于进料方向上的长度与所述折弯机下模4沿垂直于进料方向上的长度相等;
多个从动滚柱8,多个从动滚柱8与多个滚柱槽81一一对应,所述从动滚柱8容纳于所述滚柱槽81中,多个从动滚柱8分别与一对主动滚柱7抵接,所述从动滚柱8的侧面上等间距设有多个第二凸棱811,所述第二凸棱811沿垂直于进料方向上的长度与所述折弯机下模4沿垂直于进料方向上的长度相等,相邻两个第二凸棱811之间形成第二凹槽812,所述第二凸棱811与所述第一凹槽712匹配,所述第一凸棱711与所述第二凹槽812匹配,以使相邻的第二凸棱811和第二凹槽812分别与相邻的第一凹槽712和第一凸棱711咬合;
两对防护板12,每对防护板12设置于所述折弯机下模4两端的外侧,且覆盖所述容纳槽71和多个滚柱槽81的两端,所述防护板12靠近所述折弯机下模4的内侧的一侧与所述折弯机下模4的内侧平齐,所述防护板12的下端与所述滚柱槽81最下端的一个滚柱槽81的下端平齐,所述防护板12的上端与所述折弯机下模4的上端平齐,所述折弯机下模4两端且位于所述容纳槽71和所述滚柱槽81以外的部位设有多个螺旋孔13,多个螺丝钉14螺接穿过所述防护板并穿入所述螺旋孔13内。
在上述技术方案中,一对容纳槽71的开口水平相对,折弯机下模4带动壁板向下运动时壁板自开口处与一对主动滚柱7接触产生摩擦力,摩擦力带动主动滚柱7相向向内侧转动,从动滚柱8上的第二凸棱811与主动滚柱7上的第一凹槽712匹配,主动滚柱7上的第一凸棱711与从动滚柱8上的第二凹槽812匹配,以使相邻的第二凸棱811和第二凹槽812分别与相邻的第一凹槽712和第一凸棱711咬合,实现一对主动滚柱7带动多个从动滚柱8的转动,多个从动滚柱8的转动减缓一对主动滚柱7的转动速度,可减少壁板与折弯机下模4两内侧壁上端的摩擦,实现无痕折弯。
在另一种技术方案中,一种用于整体卫浴定制的柔性自动折弯模具,还包括:
缓冲弹簧11,其下端固定于所述折弯机下模4的内侧底部,所述缓冲弹簧11竖直设置;
V型缓冲槽体10,所述V型缓冲槽体10的开口与所述折弯机下模4的开口方向一致,所述V型缓冲槽体10的下表面固定于所述缓冲弹簧11的上端,所述V型缓冲槽体10的下表面低于所述防护板12的下端,所述V型缓冲槽体10沿垂直于进料方向上的长度与所述折弯机下模4沿垂直于进料方向上的的长度相等,所述V型缓冲槽体10的外侧壁上设有两对滑块,每对滑块相对设置在所述V型缓冲槽体10的外侧壁上,所述滑块沿竖直方向的长度与所述V型缓冲槽体10外侧壁的上端至下端的长度相等;
两对滑槽,每对滑槽相对开设于所述折弯机下模4的内侧壁,所述滑槽的下端与所述折弯机下模4内侧壁的下端平齐、上端与所述滑块的上端平齐,所述滑槽的上端至下端的长度大于所述滑块的上端至下端的长度,所述滑块伸入所述滑槽内,沿所述滑槽上下活动,所述折弯块6下端面向下运动带动物料抵接至所述V型缓冲槽体10时,所述缓冲弹簧11呈压缩状态,所述折弯块6下端面远离所述V型缓冲槽体10时,所述缓冲弹簧11呈伸长状态。
在上述技术方案中,折弯块下端面向下运动带动壁板抵接至V型缓冲槽体时,V型缓冲槽体10有利于折弯机上模1冲压壁板时壁板较好的成型,此时,滑块沿滑槽向下活动,同时缓冲弹簧呈压缩状态,缓冲弹簧可起到缓冲作用,折弯块下端面远离V型缓冲槽体时,缓冲弹簧呈伸长状态,缓冲弹簧11回弹时利于壁板弹出折弯机下模4中。
在另一种技术方案中,多个从动滚柱8的直径为所述主动滚柱7直径的1/4-1/8,有利于从动滚柱8有效的减缓主动滚柱7的转动速度。
在另一种技术方案中,所述V型缓冲槽体10两端水平向外延伸形成一对V型凸块15,所述V型凸块15与所述V型缓冲槽体10一体成形,当所述折弯块6下端面未与所述V型缓冲槽体10接触时,所述V型凸块15的上端面与所述主动滚柱8的中轴线水平平齐、下端面与所述V型缓冲槽体10的下表面平齐;还包括:
两对升降固定轴16,两对升降固定轴16分别位于所述折弯机下模4的两端外侧,每对升降固定轴16对称固定于所述折弯机下模4一端的外侧,且位于所述V型凸块15的两侧,所述升降固定轴16竖直设置,所述升降固定轴16的下端与所述折弯机下模4内侧底部平齐,当所述折弯块6下端面未与所述V型缓冲槽体10接触时,所述升降固定轴16的上端与所述V型凸块15的下端平齐,每对升降固定轴16上设有多对第一螺纹孔17,每对第一螺纹孔17沿竖直方向间隔设置,一对第一螺纹孔17分别设于一对升降固定轴16上,且位于同一竖直高度,其中,一对升降固定轴16上一对第一螺纹孔17在另外一对升降固定轴16上都有一对第一螺纹孔17的与其竖直高度相同,所述折弯机下模4两端设有与多对第一螺纹孔17一一对应的多对第二螺纹孔,所述第二螺纹孔与所述第一螺纹孔17同轴设置;
一对方柱18,其横向设置于一对升降固定轴16上,所述方柱18的两端设有一对第三螺纹孔,所述第三螺纹孔与所述第一螺纹孔17同轴设置,一对螺栓19依次螺接穿过一对第三螺纹孔、一对第一螺纹孔17穿入所述第二螺纹孔内。
在上述技术方案中,将一对方柱18固定在所述升降固定轴16最上端的两对第一螺纹孔17中,两对第一螺纹孔17中一对第一螺纹孔17与另外一对升降固定轴16上的一对第一螺纹孔17位于同一水平面,将壁板横边置于折弯机上模1和折弯机下模4之间,手动在控制器上设置折弯机上模1向下运动的距离,折弯机下模1带动折弯块6向下运动,折弯块6下端面向下运动带动物料抵接V型缓冲槽体10一起向下运动,当折弯机上模1向下运动至设定距离使壁板横边成型时,一对方柱18恰好支撑一对V型凸块15使V型缓冲槽体10不再向下运动,实现折弯壁板横边后横边与壁板之间的所需要的角度,随着一对方柱18固定在所述升降固定轴16上位置的改变,可实现折弯壁板横边后横边与壁板之间不同的角度,使壁板达到成型要求。尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的图例。
Claims (5)
1.用于整体卫浴定制的柔性自动折弯模具,其特征在于,包括:
折弯机下模;
折弯机上模,其位于所述折弯机下模正上方,且可相对所述折弯机下模上下活动,所述折弯机上模底部间隔开设有多个沟槽,所述沟槽的长度方向平行于进料方向,相邻两个沟槽之间的部分为凸块;多个沟槽不是等间距设置;
一对容纳槽,一对容纳槽相对开设于所述折弯机下模两内侧壁上端,一对容纳槽沿垂直于进料方向上的长度等于所述折弯机下模沿垂直于进料方向上的长度,一对容纳槽的开口水平相对;
一对主动滚柱,一对主动滚柱容纳于一对容纳槽中,一对主动滚柱沿垂直于进料方向上的长度与所述折弯机下模沿垂直于进料方向上的长度相等,一对主动滚柱的上端均与所述折弯机下模的上表面相切,一对主动滚柱相向的一端分别与所述折弯机下模的内侧壁相切,一对主动滚柱的侧面上等间距设有多个长条形的第一凹槽,所述第一凹槽沿垂直于进料方向上的长度与所述折弯机下模沿垂直于进料方向上的长度相等,相邻的两个第一凹槽之间形成第一凸棱;
多个滚柱槽,多个滚柱槽间隔设置于所述容纳槽的底部,多个滚柱槽沿垂直于进料方向上的长度与所述折弯机下模沿垂直于进料方向上的长度相等;
多个从动滚柱,多个从动滚柱与多个滚柱槽一一对应,所述从动滚柱容纳于所述滚柱槽中,多个从动滚柱分别与一对主动滚柱抵接,所述从动滚柱的侧面上等间距设有多个第二凸棱,所述第二凸棱沿垂直于进料方向上的长度与所述折弯机下模沿垂直于进料方向上的长度相等,相邻两个第二凸棱之间形成第二凹槽,所述第二凸棱与所述第一凹槽匹配,所述第一凸棱与所述第二凹槽匹配,以使相邻的第二凸棱和第二凹槽分别与相邻的第一凹槽和第一凸棱咬合;
两对防护板,每对防护板设置于所述折弯机下模两端的外侧,且覆盖所述容纳槽和多个滚柱槽的两端,所述防护板靠近所述折弯机下模的内侧的一侧与所述折弯机下模的内侧平齐,所述防护板的下端与所述滚柱槽最下端的一个滚柱槽的下端平齐,所述防护板的上端与所述折弯机下模的上端平齐,所述折弯机下模两端且位于所述容纳槽和所述滚柱槽以外的部位设有多个螺旋孔,多个螺丝钉螺接穿过所述防护板并穿入所述螺旋孔内。
2.如权利要求1所述的用于整体卫浴定制的柔性自动折弯模具,其特征在于,还包括多个弹簧,多个弹簧与多个凸块一一对应,所述弹簧上端固定在所述凸块下端、下端连接折弯块,所述折弯块的下端面为弧面,所述折弯块沿垂直于进料方向上的截面呈扇形,所述截面的圆心角为90-180度,所述折弯块下端面向下运动带动物料抵接所述折弯机下模内侧底部时,所述弹簧呈压缩状态,所述折弯块下端面远离所述折弯机下模时,所述弹簧呈伸长状态。
3.如权利要求2所述的用于整体卫浴定制的柔性自动折弯模具,其特征在于,还包括:
缓冲弹簧,其下端固定于所述折弯机下模的内侧底部,所述缓冲弹簧竖直设置;
V型缓冲槽体,所述V型缓冲槽体的开口与所述折弯机下模的开口方向一致,所述V型缓冲槽体的下表面固定于所述缓冲弹簧的上端,所述V型缓冲槽体的下表面低于所述防护板的下端,所述V型缓冲槽体沿垂直于进料方向上的长度与所述折弯机下模沿垂直于进料方向上的长度相等,所述V型缓冲槽体的外侧壁上设有两对滑块,每对滑块相对设置在所述V型缓冲槽体的外侧壁上,所述滑块沿竖直方向的长度与所述V型缓冲槽体外侧壁的上端至下端的长度相等;
两对滑槽,每对滑槽相对开设于所述折弯机下模的内侧壁,所述滑槽的下端与所述折弯机下模内侧壁的下端平齐、上端与所述滑块的上端平齐,所述滑槽的上端至下端的长度大于所述滑块的上端至下端的长度,所述滑块伸入所述滑槽内,沿所述滑槽上下活动,所述折弯块下端面向下运动带动物料抵接至所述V型缓冲槽体时,所述缓冲弹簧呈压缩状态,所述折弯块下端面远离所述V型缓冲槽体时,所述缓冲弹簧呈伸长状态。
4.如权利要求1所述的用于整体卫浴定制的柔性自动折弯模具,其特征在于,多个从动滚柱的直径为所述主动滚柱直径的1/4-1/8。
5.如权利要求3所述的用于整体卫浴定制的柔性自动折弯模具,其特征在于,所述V型缓冲槽体两端水平向外延伸形成一对V型凸块,所述V型凸块与所述V型缓冲槽体一体成形,当所述折弯块下端面未与所述V型缓冲槽体接触时,所述V型凸块的上端面与所述主动滚柱的中轴线水平平齐、下端面与所述V型缓冲槽体的下表面平齐;
还包括:
两对升降固定轴,两对升降固定轴分别位于所述折弯机下模的两端外侧,每对升降固定轴对称固定于所述折弯机下模一端的外侧,且位于所述V型凸块的两侧,所述升降固定轴竖直设置,所述升降固定轴的下端与所述折弯机下模内侧底部平齐,当所述折弯块下端面未与所述V型缓冲槽体接触时,所述升降固定轴的上端与所述V型凸块的下端平齐,每对升降固定轴上设有多对第一螺纹孔,每对第一螺纹孔沿竖直方向间隔设置,一对第一螺纹孔分别设于一对升降固定轴上,且位于同一竖直高度,其中,一对升降固定轴上的每对第一螺纹孔在另外一对升降固定轴都有一对第一螺纹孔与其竖直高度相同,所述折弯机下模两端设有与多对第一螺纹孔一一对应的多对第二螺纹孔,所述第二螺纹孔与所述第一螺纹孔同轴设置;
一对方柱,其横向设置于一对升降固定轴上,所述方柱的两端设有一对第三螺纹孔,所述第三螺纹孔与所述第一螺纹孔同轴设置,一对螺栓依次螺接穿过一对第三螺纹孔和一对第一螺纹孔并且穿入一对第二螺纹孔内。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810409643.XA CN108526317B (zh) | 2018-05-02 | 2018-05-02 | 用于整体卫浴定制的柔性自动折弯模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810409643.XA CN108526317B (zh) | 2018-05-02 | 2018-05-02 | 用于整体卫浴定制的柔性自动折弯模具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108526317A CN108526317A (zh) | 2018-09-14 |
| CN108526317B true CN108526317B (zh) | 2023-05-23 |
Family
ID=63475955
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201810409643.XA Active CN108526317B (zh) | 2018-05-02 | 2018-05-02 | 用于整体卫浴定制的柔性自动折弯模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN108526317B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109158509A (zh) * | 2018-10-29 | 2019-01-08 | 镇江科胜电子科技有限公司 | 一种自动折弯装置用折弯机构 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN203002929U (zh) * | 2012-10-25 | 2013-06-19 | 亿和精密工业(苏州)有限公司 | 用于工件桥位、折弯及拉包一次成形的冲压模具 |
| CN103831335A (zh) * | 2014-03-01 | 2014-06-04 | 东莞虹日金属科技有限公司 | 一种高张力板成型装置 |
| CN104668357A (zh) * | 2013-12-02 | 2015-06-03 | 宋盼锦 | 一种操作方便的高精度折弯模具 |
| CN204867118U (zh) * | 2015-09-02 | 2015-12-16 | 马鞍山市国菱机械刃模有限公司 | 一种板材翻边折弯模具 |
| CN207205023U (zh) * | 2017-08-26 | 2018-04-10 | 青岛和成源金属制品有限公司 | 一种折弯模具 |
-
2018
- 2018-05-02 CN CN201810409643.XA patent/CN108526317B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN203002929U (zh) * | 2012-10-25 | 2013-06-19 | 亿和精密工业(苏州)有限公司 | 用于工件桥位、折弯及拉包一次成形的冲压模具 |
| CN104668357A (zh) * | 2013-12-02 | 2015-06-03 | 宋盼锦 | 一种操作方便的高精度折弯模具 |
| CN103831335A (zh) * | 2014-03-01 | 2014-06-04 | 东莞虹日金属科技有限公司 | 一种高张力板成型装置 |
| CN204867118U (zh) * | 2015-09-02 | 2015-12-16 | 马鞍山市国菱机械刃模有限公司 | 一种板材翻边折弯模具 |
| CN207205023U (zh) * | 2017-08-26 | 2018-04-10 | 青岛和成源金属制品有限公司 | 一种折弯模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108526317A (zh) | 2018-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2534651C2 (ru) | Станок с переменной линейной геометрией для непрерывного формирования труб квадратного сечения | |
| CN110523836B (zh) | 一种带旋转自锁装置的联动冲压模具 | |
| CN105347001A (zh) | 移载机 | |
| CN108526317B (zh) | 用于整体卫浴定制的柔性自动折弯模具 | |
| CN210023507U (zh) | 一种折弯机用下模及下模组件 | |
| CN105215149A (zh) | 球面悬臂式双向冲孔模 | |
| CN105846284B (zh) | 一种端子台组装机 | |
| CN202555641U (zh) | 面弯机 | |
| CN208195282U (zh) | 一种板材折弯机 | |
| CN202988303U (zh) | 自动出料系统 | |
| CN101961750A (zh) | 大尺寸精密v型折弯可调机构 | |
| CN103100754A (zh) | 一种具有压平功能的剪板机 | |
| CN111017522A (zh) | 一种用于流水线的可调导向装置 | |
| CN217703812U (zh) | 一种毛竹原料的分段裁切装置 | |
| CN211437559U (zh) | 一种校扭装置 | |
| CN110919529A (zh) | 一种电机转子轴加工用自动上料卸料装置 | |
| CN103302768A (zh) | 放料机构夹紧装置 | |
| CN113371516B (zh) | 全自动堆叠装置及模切机 | |
| CN109051924B (zh) | 一种带材自动卷绕系统 | |
| CN202539383U (zh) | 钣金折弯模具的可调下模机构 | |
| CN105584226A (zh) | 一种连续式喷墨印花生产线喷头架定位装置及其控制方法 | |
| CN201702265U (zh) | 一种折弯模具的下模装置 | |
| CN215515656U (zh) | 一种宽度可调的托料上料机构 | |
| CN214161178U (zh) | 一种冲压上料升降装置 | |
| CN218507040U (zh) | 一种吸盘送料装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB03 | Change of inventor or designer information |
Inventor after: Yuan Xunping Inventor after: Tang Zhiqiang Inventor after: Zhao Wuping Inventor before: Yuan Xunping Inventor before: Tang Zhiqiang Inventor before: Zhao Wuping |
|
| CB03 | Change of inventor or designer information | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |