CN108208922B - 烟草加工业的双层的小管以及用于制造这样的小管的方法 - Google Patents
烟草加工业的双层的小管以及用于制造这样的小管的方法 Download PDFInfo
- Publication number
- CN108208922B CN108208922B CN201711319968.0A CN201711319968A CN108208922B CN 108208922 B CN108208922 B CN 108208922B CN 201711319968 A CN201711319968 A CN 201711319968A CN 108208922 B CN108208922 B CN 108208922B
- Authority
- CN
- China
- Prior art keywords
- material web
- strip
- section
- adhesive
- web section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0229—Filter rod forming processes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/46—Making paper tubes for cigarettes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
- A24D1/025—Cigars; Cigarettes with special covers the covers having material applied to defined areas, e.g. bands for reducing the ignition propensity
Abstract
本发明涉及烟草加工业的一种双层的小管(10)以及一种用于制造这样的小管的方法。在此规定,在涂覆定位胶粘剂(17)时用10μm到80μm的涂覆厚度来涂覆所述定位胶粘剂(17)。
Description
技术领域
本发明涉及烟草加工业的一种双层的小管(Röhrchen)以及一种用于制造烟草加工业的双层的小管的方法。
背景技术
在烟草加工业中,使用小管、比如纸板小管或者纸质小管,用于比如提供特殊的过滤嘴、比如凹陷过滤嘴(Rezeßfilter)或者空心过滤嘴。此外,这样的小管也用作扩散器的组成部分,扩散器的组成部分用于使含尼古丁的烟均匀。相应的小管应该具有一定的稳定性,因而知道的制造多壁的纸管。
从DE 25 56 332 A1中已知了用于制造用于烟制品-嘴件套管的多壁的纸管的一种方法和一种机器,其中将连续的纸带-所述纸带的宽度至少相当于有待制造的管子的双倍的周长-持续不断地(stetig)从辊子上拉下(abgezogen),其中所述条带沿着纵向方向通过削弱(Schwächen)而设有折叠线(Falzlinie),通过所述折叠线将所述条带划分为两个带区段,其中所述两个带区段沿着所述折叠线被折叠起来(zusammengefaltet),其中所述被折叠起来的条带被成形为双壁的管子。在此,通过所述条带与被折叠的并且被弯曲的边缘的上重叠(Überlappung)或者下重叠(Unterlappung)来建立所述条带的端部的连接。
EP 3 033 952 A2公开了烟草加工业的一种双层的小管以及用于制造这样的小管的一种方法和一种装置。
发明内容
本发明的任务是,提高相应地所制造的多层的小管的品质并且为此尤其说明一种方法,借助于所述方法能够改进所制造的小管的品质。
该任务通过烟草加工业的一种由第一和第二材料带区段制成的双层的小管得到解决,其中所述第一材料带区段具有第一宽度并且所述第二材料带区段具有第二宽度,其中所述第一和第二材料带区段如此围绕着彼此来缠绕,使得所述第一材料带区段在横截面中成形为圆形或者椭圆形并且所述对第一宽度进行限定的边缘相对接,其中所述第二材料带区段在横截面中成形为圆形或者椭圆形并且所述对第二宽度进行限定的边缘相对接,其中所述第二材料带区段在外面围绕着所述第一材料带区段来布置,其中所述第一和第二材料带区段的对接边缘沿着圆周方向彼此偏移,其中所述第一和第二材料带区段的厚度处于38μm到160μm的范围内,其中在所述第一与第二材料带区段之间作为全面状的或者差不多全面状的上胶层(Beleimung)用10μm到80μm的涂覆厚度设置了定位胶粘剂。
令人惊讶地发现,在所述材料带区段的相应的按本发明的厚度与所述作为上胶层的、定位胶粘剂的按本发明的涂覆厚度的组合中,双层的小管的持久高的品质可供使用。
通过烟草加工业的、按本发明的双层的小管,所述第一和第二材料带区段的对接地布置的边缘在这些过渡位置处具有能够很好地预先给定的圆度,由此与现有技术相比所制造的双层的小管的品质明显地得到改进。
涂覆厚度在本发明的范围内是指所述胶粘剂的、在涂覆时占优势的(vorherrschen)厚度。为此,比如参照EP 2 974 798 A1,该专利文件制造能够预先给定的厚度的胶粘剂痕迹或者胶痕。借助于在那里所描述的、用于将胶痕或者胶粘剂痕迹涂覆到烟草加工业的棒形产品的包裹带上的装置,能够获得胶痕或者胶粘剂涂覆的非常精确地限定的涂覆厚度。EP 2 974 798 A1的目标应该完全全面地被接纳到本专利申请的公开内容中。
所述定位胶粘剂在本发明的范围内是下述胶粘剂,该胶粘剂布置在所述第一与第二材料带区段或者下述第一与第二材料带之间,其在偏移地使所述第一和第二材料带汇合之后规定了(angeben)所述第一和第二材料带的重叠。关于所述第一和第二材料带区段,所述定位胶粘剂能够被视为下述胶粘剂,所述胶粘剂布置在所述对接边缘之间的较大的圆周区段上。在所述对接边缘之间的较小的圆周区段上设置了所谓的接缝胶粘剂。
所述胶粘剂的、尤其是定位胶粘剂的以及还有接缝胶粘剂的涂覆厚度并不相当于在使所述材料带接合在一起(zusammenfügen)或者所制造的双层的小管之后的胶粘剂厚度。其根据在于,一方面进行所述胶粘剂的硬化并且另一方面也将胶粘剂吸收在所述材料带中。
优选所述第一和第二材料带区段的厚度处于100μm到140μm、尤其是120μm到130μm的范围内,并且/或者所述定位胶粘剂的涂覆厚度处于10μm到40μm、尤其是15μm到30μm的范围内。
优选地,尤其是作为全面状的或者差不多全面状的上胶层用40μm到120μm、尤其是60μm到100μm的涂覆厚度来设置所述第一与第二材料区段之间的接缝胶粘剂。
优选所述接缝胶粘剂的涂覆厚度大于所述定位胶粘剂的涂覆厚度。尤其规定,所述接缝胶粘剂的厚度是如所述定位胶粘剂的涂覆厚度那样的1.5到3倍厚。
优选所述第一和/或第二材料带区段的重量处于27 g/m2到125 g/m2、尤其是60 g/m2到120 g/m2、尤其是70 g/m2到110 g/m2的范围内。特别优选所述第一和/或第二材料带区段或者第一和/或第二材料带的重量大约为100 g/m2。
优选所述第一和第二材料带区段的对接边缘的偏移处于0.5 mm到3 mm之间、尤其是1.5 mm与2.5 mm之间。
优选所述第二宽度相对于所述一宽度的比例在52比48与50.5比49.5之间。所述第二宽度与所述第一宽度的比例或者所述材料带区段宽度彼此间的比例可能取决于所述烟草加工业的、应该设有所述小管的产品的规格。比如对于具有4.5 mm的外直径的微纤细香烟来说,所述第二宽度与所述第一宽度的比例能够处于51.5比48.5的范围内。对于具有比如5.3 mm的外直径的超纤细香烟来说,这个比例能够大约为51.5比48.9,并且对于具有7.4mm的外直径的大号香烟来说这个比例能够大约为50.5比49.5。
优选设置了0.0 mm的、处于所述第一材料带区段的边缘之间的内部的对接(Stoß)以及0.0mm 到0.4 mm的、处于所述外部的材料带区段的边缘之间的外部的对接。
所述材料区段的宽度按规格能够大约为26.5 mm到27.5 mm、31.0到32.5 mm和44.5 mm到45.5 mm。所述材料区段或者材料带能够由纸制成,所述纸如上面所说明的那样具有相应的厚度和相应的重量。所述纸能够单面有颜色或者双面有颜色,能够施加比如由铝或者其它材料构成的补丁(Patches)或者所述纸能够用一种材料来气相喷镀(bedampfen),比如能够设置铝层压(Alukaschierung)。也能够设置印纹(Prägung)或者压印(Aufdruck)或者刻痕(Stanzung)。作为胶粘剂,能够设置一个胶粘剂种类或者也能够设置多个、比如两个胶粘剂种类。尤其能够设置PVA胶水(聚醋酸乙烯酯-胶水)并且必要时还能够额外地设置另一种热熔胶水(Hotmelt-Kleber)。能够额外地施加香料(Flavour)、优选施加到所述第一材料带区段上。优选能够将所述香料添加给所述胶粘剂。
所述接缝胶粘剂中的胶粘剂量或者胶量也可能取决于规格。比如对于微纤细香烟来说能够设置6 g/500m到20 g/500m、优选10 g/500m的接缝胶粘剂,并且对于超纤细香烟或者大号香烟来说能够每接缝胶痕设置25 g/500m到55 g/500m、优选45 g/500m的胶粘剂。
也能够根据香烟规格来对所述定位胶粘剂的胶粘剂量进行调整。因此,比如对于微纤细香烟来说能够设置10 g/500m到60 g/500m、优选20 g/500m的胶量,对于超纤细香烟来说能够设置25 g/500m到70 g/500m、优选60 g/500m的胶量,并且对于大号香烟来说能够设置35 g/500m到80 g/500m、优选55 g/500m的胶量。
胶料涂覆图优选是全面状的。
所述胶粘剂比如能够是聚醋酸乙烯酯(PVA或者PVAC)。在此涉及热塑性塑料。也能够使用其它的胶粘剂或者胶料。
按本发明,在所述第一与第二材料带区段之间基本上全面状地或者全面状地设置了胶粘剂。差不多全面状的上胶尤其是指下述上胶,对于所述上胶来说以至少80%、优选至少90%、尤其优选至少95%全面状地给材料带区段的表面上胶。
在本发明的范围内,相应的材料带区段的边缘的对接意味着,这些边缘彼此对接或者彼此具有小的间距。
优选在至少两条边缘之间、尤其是所述边缘的端面之间设置了胶粘剂。尤其能够设置胶粘剂,用于填满所述边缘之间的空隙。
特别优选的是,在所有边缘之间设置了胶粘剂。所述边缘之间的可能存在的空隙由此优选也用胶粘剂来填充。在此填充层的厚度是这样的,使得所述胶粘剂优选与所述材料带区段的表面对齐。
优选所述材料带区段的第一宽度小于第二宽度。通过这项措施能够说明一种双层的小管,该双层的小管尤其对于外部的层来说在边缘或者对接边缘之间具有小的空隙或者没有空隙。
优选所述第一和/或第二材料带区段由纸或者纸板构成。
如果优选所述第一和第二材料带区段的对接边缘在径向上不对齐或者在径向上彼此不对齐,则可以获得烟草加工业的一种特别稳定的双层的小管。这意味着,所述第一和第二材料带区段的对接边缘沿着圆周方向彼此偏移。所述对接边缘或者所述对接边缘之间的相应的空隙而后彼此间处于径向的角距(Winkelabstand)中。所述径向的角距优选在2°与80°之间、尤其是在5°与45°之间、特别优选在10°与45°之间。
优选所述第一材料带区段的厚度相当于所述第二材料带区段的厚度。在这种情况下,所制造的小管的品质特别高。
对于所述第二材料带区段的厚度小于所述第一材料带区段的厚度这种情况来说,能够设法使所使用的胶粘剂更快地凝固,从而能够提高制造速度。
说明一种用于制造烟草加工业的双层的小管的装置,该装置包括以下特征:
–材料带输送装置,
-用于将基础材料带纵轴向地切割为具有第一宽度的第一材料带和具有第二宽度的第二材料带,
-上胶装置,借助于该上胶装置所述第一和/或第二材料带能够被上胶,
-汇合装置,借助于所述汇合装置所述第一和第二材料带为了彼此粘合而如此汇合,使得所述第一和第二材料带彼此偏移地上下叠放,并且
-规格装置,在该规格装置中由汇合的第一和第二材料带来制造管状的条。
所述材料带输送装置能够是输送辊,通过所述输送辊能够输送相应的宽度的材料带。通常将这样的材料带从材料带筒管上拉下并且输送到相应的装置中。
沿着所述材料带的输送方向毗邻的切割装置是纵向切割机,所述纵向切割机沿着纵轴向的方向切割所述材料带。
与所述切割装置毗邻的上胶装置基本上全面状地给所述两根材料带中的至少一根材料带上胶、也就是给所述第一和/或第二材料带上胶,其中在此也能够给下述区域上胶,所述区域能够用作接缝,也就是对于所述区域来说在后来的规格装置中为了将接缝闭合而将所述第二材料带的端部区段挤压到所述第一材料带上。不过,也能够在紧接着的步骤中相应地给这个区域上胶或者给其配设胶粘剂。所述上胶装置能够是下述上胶装置,它相当于在EP 2 974 798 A1中所描述的上胶装置。
沿着输送方向一个汇合装置与所述上胶装置毗邻,所述汇合装置在本发明的范围内优选包括纸层调节装置或者纸层调整装置,借助于所述纸层调节装置或者纸层调整装置能够调整所述第一和第二材料带的侧向的位置、也就是彼此更确切地说横向于输送方向的相对位置,用于仅仅设置所述第一和第二材料带的部分的重叠,从而从这根材料带的宽度看一部分向左伸出并且一部分向右伸出。
所述用于制造烟草加工业的双层的小管的装置首先才一次性地由至少两层材料带来制造管状的条。而后接下来能够比如通过常见的带刀装置来定尺寸剪切这个管状的条。也能够首先规定,将所制造的管状的条输送给另一台机器、比如过滤嘴制条机或者烟草制条机,用于围绕着所述管状的条并且/或者朝所述管状的条的里面带入过滤嘴材料或者过滤嘴分段和/或烟草材料或者烟草分段。最后,而后能够围绕着而后所形成的条来缠绕包裹材料带,用于而后最后定尺寸剪切相应的棒,所述棒具有在其中所包含的双层的小管。
此外设置了分离装置,该分离装置沿着输送方向在所述切割装置之后将所述第一材料带或者所述第二材料带与相应其它材料带在空间上分开。由此能够对所述第一和第二材料带进行非常精确的定位和汇合,从而能够精确地调整彼此的相对的侧向的位置。此外,对这种情况来说,也能够实现仅仅一根材料带的整洁的上胶。
在此特别优选的是,指向(zeigen)相同的方向的、第一材料带的第一表面和第二材料带的第一表面在使所述第一和第二材料带汇合之后还总是指向相同的方向。作为替代方案也能够规定,在切割之后将所述第一和第二材料带相对彼此扭转(verdrehen)180°,以便如此使在切割之前存在的、被切割为两个具有相同定向的第一表面的第一表面汇合,使得所述第一和第二材料带的第一表面彼此被布置。
此外,在所述汇合装置与所述规格装置之间设置了第一加热装置。借助于所述第一加热装置能够使所述胶粘剂提前硬化,使得所述第一和第二材料带结合在一起(zusammenhalten)并且还能够变形,更确切地优选如此,使得所述形状在弯曲之后独自地已经基本上保持住。
优选所述上胶装置规定了对所述第一和/或第二材料带进行全面状的或者差不多全面状的上胶。
优选在所述汇合装置与所述规格装置之间、尤其是在所述第一加热装置与所述规格装置之间设置了接缝上胶装置。如果以前的上胶装置没有设置全面状的上胶,而后使用所述接缝上胶装置。下述上胶是指,所述上胶没有沿着横轴向的方向全面状地进行并且由此仅仅借助于所述接缝上胶装置来涂覆胶料或者胶粘剂,所述胶料或者胶粘剂用于将所述接缝闭合。应该优选横向于所述纵轴线通过所述上胶装置并且还有所述接缝上胶装置来进行完全的上胶。
优选所述规格装置包括第二加热装置。所述第二加热装置比如能够布置在所述规格装置的上规格器件(Oberformat)中并且尤其是优选用于使所述接缝胶粘剂完全凝固。
也能够设置一种作为替代方案的变型方案,比如将所示出的装置布置在常见的制条机的前面并且在所述常见的制条机中将通常所使用的接缝板(Nahtplätte)用作另一个加热装置。在烟草加工业的相应的机器的、这种优选的实施方式中,而后能够以明显地得到改进的运行稳定性来制造烟草加工业的相应的管状的条并且由此制造烟草加工业的相应的双层的小管。
在所述规格装置的下游设置了定尺寸剪切装置,用于从所述管状的条中切下小管。
如所提到的那样,烟草加工业的机器设有按本发明的装置,其中制条机布置在所述按本发明的装置的后面。
此外,所述任务通过一种用于制造烟草加工业的双层的小管的方法得到解决,其中设置了以下方法步骤:
-沿着纵轴向的输送方向来输送基础材料带,
-将所述基础材料带纵轴向地切割为具有第一宽度的第一材料带和具有第二宽度的第二材料带,
-至少给所述第二材料带上胶,
-偏移地使所述第一和第二材料带汇合,使得所述第一和第二材料带上下放置,其中在下述区域中-在所述区域中所述第一和第二材料带通过偏移的汇合彼此粘合-在上胶时用处于10μm与80μm之间、尤其是处于10μm与40μm之间、尤其是处于15μm与30μm之间的涂覆厚度来涂覆定位胶粘剂,
-使所述上下放置的材料带成形为管状的条并且
-将所述条定尺寸剪切为双层的小管。
优选全面状地或者差不多全面状地进行上胶。表面上的上胶的中断比如能够在下述位置处存在,另一包裹材料带的接缝处于所述位置处。尤其能够在下述位置处-相邻的包裹材料带的空隙或者相邻的第一或者第二材料带的空隙处于所述位置处-更确切地说在所述相应的材料带的边缘或者对接边缘之间存在着胶料中断。不过在这个位置处也能够设置上胶,从而在实际上进行全面状的上胶。
优选偏移的汇合意味着在所述带的宽度上彼此偏移的粘合。
优选给所述第二材料带上面的一个或者两个区域配设有40μm到120μm、尤其是60μm到100μm的涂覆厚度的接缝胶粘剂。
优选所述第一材料带比所述第二材料带窄,其中所述第二材料带在外面围绕着所述第一材料带来布置,其中尤其所述第二材料带的第二宽度与所述第一材料带的第一宽度的比例在52比48与50.5比49.5之间。
优选将一种胶粘剂用于所述定位胶粘剂并且将另一种胶粘剂用于所述接缝胶粘剂。也能够将一种胶粘剂不仅用于所述定位胶粘剂而且用于所述接缝胶粘剂。
优选在成形时并且/或者在成形后对所汇合的材料带进行加热。由此,而后所述胶粘剂尤其完全硬化。
优选在使所述材料带汇合之前涂覆所述接缝胶粘剂。也就是能够与所述定位胶粘剂一起涂覆所述接缝胶粘剂或者同时与所述定位胶粘剂一起、也就是在所述材料带的汇合之前涂覆所述接缝胶粘剂。作为替代方案,其能够在使所述材料带汇合之后或者不仅在所述汇合之前而且在所述汇合之后进行。在最后一种变型方案中,也能够在涂覆所述定位胶粘剂时的时刻涂覆第一接缝胶粘剂,并且在已经使所述材料带汇合时进行另外的或者补充的接缝胶粘剂涂覆。
由优选由纸板或者纸构成的材料带区段来优选制造多层的、尤其是双层的小管,对于所述小管来说没有给出重叠的接缝。由此制造或者提供具有非常恒定的厚度的小管,由此能够实现烟草加工业的、在品质方面非常高值的双层的小管。由于放弃接缝重叠而获得非常好的圆度。由优选差不多双倍宽的纸带更确切地说在与所述小管的圆周的比较中制造双层的小管,其中将所述纸带纵向地切割为两根稍许不一样宽的条带,其中随后在分开的路径上导引所述两根所产生的纸带并且优选给更宽的并且后来处于外面的条带上胶,其中优选同时涂覆所有胶痕。而后将所述两根纸带上下放置并且将所述上下放置的纸带输送给规格装置的规格器件(Format),用于从中形成管状的条并且将所述接缝闭合。
优选所介绍的装置是模块化的插入装置(Einschubvorrichtung)的组成部分,所述插入装置比如优选能够布置在烟草加工业的制条机与过滤嘴丝束处理机之间。
在由双层的材料带制造所述管状的条的期间,通过相应的插入装置并且在所述规格装置的上方输送相应地经过处理的过滤嘴丝束并且带入到所述制条机的入口区域中。
也将所述管状的条带入到所述入口区域中,从而比如能够围绕着所述管状的条或者朝所述管状的条中带入所述过滤嘴丝束,用于就这样能够制造过滤嘴棒。
也能够规定,不使用另外的过滤嘴丝束材料,而是所述制条机用于制造三层的小管。在此,将第三层作为第三材料带通过所述制条机的纸张进槽(Papierlauf)在所述规格装置的入口区域或者入口中来输送。在所述规格装置之前的纸张进槽中,也就是在已经制造了所述管状的条之后,尤其全面状地给所述第三材料带上胶并且对接地围绕着所述管状的条来缠绕。在此,所述第三材料带的对接的对接边缘相对于所述第二材料带的对接边缘至少是偏移的。所述第三材料带能够由与所述第一和第二材料带不同的材料构成。比如,所述第三材料带能够由纸、薄膜、卷曲的纸、导电的材料或者烟草薄膜来构成。
也能够使用双条过滤嘴丝束处理装置,用于由双层的小管或者双层的管状的条来制造同轴过滤嘴。而后围绕着所述双层的管状的条来布置一根过滤嘴丝束条,并且将另一过滤嘴丝束条带入到所述管状的条中。因此,能够在相应地定尺寸剪切为双层的小管之后制造同轴过滤嘴。为此,比如在所制造的由双层的材料条构成的管状的条上施加以胶粘剂的形式的锚接缝(Ankernaht),以便所述过滤嘴丝束也保持在所述管状的条上。在制造所述同轴过滤嘴时,所述第一过滤嘴材料和所述第二过滤嘴材料能够彼此不同。
优选将前面作为按发明地或者优选地所描述的双层的小管用作嘴侧的端件或者用作烟草加工业的过滤嘴香烟的过滤嘴的或者棒形制品的过滤嘴的、两个过滤嘴分段之间的中间件。在此,烟草加工业的棒形制品尤其是指香烟或者过滤嘴香烟、不过也是指小雪茄、雪茄、HnB-产品(加热不燃烧)或者电子香烟。
本发明的另外的特征能够从按本发明的实施方式的说明与权利要求和附图一起看出来。按本发明的实施方式能够实现各个特征或者多个特征的组合。
附图说明
下面在不限制普遍的发明构思的情况下借助于实施例参照附图对本发明进行描述,其中关于所有在文本中未详细解释的按本发明的细节要明确地参照附图。附图中:
图1以横向于所述材料带的纵轴线的断面示出了双层的材料带的示意性的剖面图,
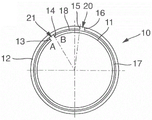
图2以示意性的剖面图示出了相应地制造的、按本发明的双层的小管,
图3以示意性的图示示出了按本发明的、用于制造双层的小管的装置并且
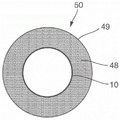
图4示出了具有双层的小管的过滤嘴的示意性的剖面图。
在附图中,相应相同的或者同类的元件和/或部件设有相同的附图,因而相应地放弃重新的介绍。
具体实施方式
图1以横向于两根材料带11和12的纵轴线的示意性的剖面图示出了所述第一材料带11和所述第二材料带12的状态,所述材料带已经汇合之后。在此能够看出,所述第一材料带11在其上侧面上具有定位胶粘剂17、比如胶料。在所述定位胶粘剂17上铺上了所述第二材料带12。
所述第一材料带11在左边和右边具有边缘13和14,并且所述第二材料带12在左边和右边具有边缘15和16。
此外,在所述第一材料带11上进行了接缝上胶18,所述接缝上胶用于与所述第二材料带12的、在右边伸出超过所述第一材料带11的部分设置粘合。也能够在所述第一材料带11的一侧面上设置接缝上胶带、比如接缝上胶带18,并且在所述材料带11的相反的侧面上设置另一接缝上胶带。能够同时和所述上胶18那样进行所述上胶17,或者如前面已经说明的那样之后更确切地说在所述小管或者管状的条的成形之前在规格装置中进行所述上胶。
在穿过所述规格装置之后,在这种情况(Konstellation)中产生双层的管状的条或者在对这种条进行定尺寸剪切之后产生双层的小管,所述双层的小管在图2中以横截面示意性地示出。在这里,而后所述第一材料带区段11处于内部,其中所述边缘13和14相对接或者彼此以小的间距来布置。
这个对接区域21在径向上与所述第二包裹材料带12的对接区域20不对齐。在那里,所述边缘15和16也相对接或者彼此以小的间距来设置。对接区域20和21的空隙也能够设有胶粘剂。不过,在图2的情况中没有设置胶粘剂。与现有技术相比产生更好的圆度,因为刚好没有设置所述边缘16比如与所述第二包裹材料带12的重叠,而是设置了对齐或者基本上圆形的外部轮廓。
通过所述对接区域20和21的、沿着圆周方向的偏移,能够实现所制造的双层的小管10的非常可靠的闭合。此外,由此获得所述双层的小管10的得到提高的稳定性,因为所述各个层的薄弱之处彼此隔开。
所述第一材料带区段11和第二材料带区段12的厚度能够彼此不同或者基本上一样大。对于不同的厚度来说,优选的是,所述外部的材料带区段、也就是材料带区段12比所述第一材料带区段11薄。前面对按本发明的并且优选的厚度进行了描述。
图3示意性地示出了按本发明的、用于制造烟草加工业的双层的小管10的装置。在这种实施例中,同时示出了所述按本发明的装置的多种变型方案。
从未示出的筒管上沿着输送方向34拉下相应宽的基础材料带24并且通过辊子41来转向。切割装置23与材料带输送装置22毗邻。在所述切割装置23中沿着纵向方向来切割所述基础材料带24。所述切割装置23是纵向切割机。
将所切割的、以第一材料带25和第二材料带26的形式的材料带依然并行地通过另一个转向辊41来输送,用于而后借助于以转向辊的形式的横向输送机32来彼此分开。所述第二材料带26在进一步转向之后借助于上胶装置27来基本上完全上胶,更确切地至少在整个长度内上胶。所述上胶装置27比如能够排除(auslassen)接缝的区域,不过这一点并非必要。
在与所述第二材料带26分开的情况下输送所述第一材料带25并且借助于偏移装置29沿着横向方向相对于输送方向偏移,从而在拉辊对(Zugrollenpaar)28中实现所述材料带25和26的偏移的上下放置(Aufeinanderliegen),借助于所述拉辊对将所述第一材料带25与所述第二材料带26统一起来(Vereinigung)。所述材料带在此像在图1中示意性地示出的那样存在。
随后设置了加热装置35,借助于该加热装置使所施加的胶料或者所施加的胶粘剂17预硬化。对于已经进行接缝上胶这种情况来说,将所述上下放置的材料带25和26输送给规格装置30。只要还没有进行接缝上胶,就借助于所述接缝上胶装置36来进行接缝上胶,所述接缝上胶装置布置在所述加热装置35与所述规格装置30之间。
在所述规格装置中,所述入口指(Einlauffinger)44将所述材料带向下挤压到所述规格带43上,所述规格带通过相应的转向辊41连续地穿过所述规格装置30来得到导引。
在所述规格装置中,以所熟知的方式将所述材料带改型为圆形的形状或者椭圆的形状。所述上规格器件(Oberformat)在此构造为受到加热的上规格器件37,用于进一步使胶料或者胶粘剂17凝固(abbinden)。
随后,借助于定尺寸剪切装置38从如此形成的条31中相应双层的小管可以切割为所期望的长度。
作为替代方案,在此能够规定,还没有定尺寸剪切小管,而是将所述管状的条31带入到制条机40中。
为此,能够在一侧面上规定,干脆仅仅将所制造的管状的条带入到所述制条机40中并且在那里用在图3中未示出的加热装置能够使所述胶粘剂进一步硬化。对于这种情况来说,能够很快地制造相应的小管10,来自而后最终被硬化的条的所述小管在所述制条机40中进行定尺寸剪切。
作为替代方案,比如能够将来自在图3中未示出的、但是在图3中布置在所示出的装置的右边的过滤嘴丝束处理装置的过滤嘴丝束46在所述规格装置30的上方通过所述按本发明的装置来导引,并且通过拉辊对42沿着输送方向47来输送给所述制条机40。所述过滤嘴丝束46而后比如能够围绕着所述管状的条31来布置。
为了所述过滤嘴丝束保持在所述管状的条31上,借助于锚接缝装置45来将胶粘剂、比如也将PVA施加到所述管状的条31上。在所述制条机40中,能够在规格装置中相应地将包裹材料带围绕着由处于里面的条和在外面处于周围的过滤嘴丝束构成的条来缠绕并且就这样制造相应的过滤嘴。
与此相配的过滤嘴在图4中比如示意性地示出。所述过滤嘴在这里设有附图标记50。所述小管10处于里面,过滤嘴丝束48处于外面,并且围绕着所述过滤嘴丝束布置了包裹材料49。
所述上胶装置27和所述接缝上胶装置36能够构造为扁平喷嘴(Flachdüsen)、旋转喷嘴(Spinnsprühdüsen)或者按照EP 2 974 798 A1来构造。在这里优选进行胶粘剂或者胶料的面状的涂覆。
能够可选地设置所述加热装置35。该加热装置主要用于使所述胶粘剂提前硬化或者预硬化。
为了使纸幅面相对于彼此精确地取向、尤其是为了在宽度中设定正确的偏移,能够设置相应的传感器,所述传感器识别出所述材料带的边缘的位置。而后能够设置相应的调节机构(Mechanismus),用于调节所述材料带彼此的位置。
为了尤其对厚的纸或者纸板进行更容易的圆成形,能够紧挨着在所述规格装置之前或者紧挨着在所述纵向切割机之后进行材料带的预弯曲。
所述双层的小管能够具有比如3mm到8mm的内直径。
所有提到的特征、还有仅仅从附图中得知的特征以及还有在与其它特征的组合中得到公开的各个特征单独地并且在组合中被视为对本发明来说重要的特征。按本发明的实施方式能够通过各个特征或者多个特征的组合来得到实现。在本发明的范围内,用“尤其”或者“优选”来标识的特征应该是指可选择的特征。
附图标记列表:
10 小管
11 第一材料带区段
12 第二材料带区段
13 边缘
14 边缘
15 边缘
16 边缘
17 定位胶粘剂
18 接缝胶粘剂
20 对接区域
21 对接区域
22 材料带输送装置
23 切割装置
24 基础材料带
25 第一材料带
26 第二材料带
27 上胶装置
28 拉辊对
29 偏移装置
30 规格装置
31 条
32 横向输送机
34 输送方向
35 加热装置
36 接缝上胶装置
37 受到加热的上规格器件
38 定尺寸剪切装置
40 制条机
41 转向辊
42 拉辊对
43 规格带
44 入口指
45 锚接缝涂覆装置
46 过滤嘴丝束带
47 输送方向
48 过滤嘴丝束
49 包裹材料
50 过滤嘴
Claims (20)
1.烟草加工业的、由第一材料带区段(11)和第二材料带区段(12)制成的双层的小管(10),其中所述第一材料带区段(11)具有第一宽度并且所述第二材料带区段(12)具有第二宽度,其中所述第一材料带区段(11)和所述第二材料带区段(12)如此围绕着彼此缠绕,使得所述第一材料带区段(11)在横截面中成形为圆形或者椭圆形并且对所述第一宽度进行限定的第一边缘(13、14)相对接,其中所述第二材料带区段(12)在横截面中成形为圆形或者椭圆形并且对所述第二宽度进行限定的第二边缘(15、16)相对接,其中所述第二材料带区段(12)在外面围绕着所述第一材料带区段(11)布置,其中所述第一材料带区段(11)的第一边缘(13、14)和所述第二材料带区段(12)的第二边缘(15、16)沿着圆周方向彼此偏移,其中所述第一材料带区段(11)和所述第二材料带区段(12)的厚度处于38μm到160μm的范围内,其中在所述第一材料带区段(11)与所述第二材料带区段(12)之间作为上胶层用10μm到80μm的涂覆厚度设置了定位胶粘剂(17),其中,以至少80%全面状地给所述第一材料带区段(11)和/或所述第二材料带区段(12)的表面上胶。
2.按权利要求1所述的小管(10),其特征在于,所述第一材料带区段(11)和所述第二材料带区段(12)的厚度处于100μm到140μm的范围内,并且/或者其中所述定位胶粘剂(17)的涂覆厚度处于10μm到40μm的范围内。
3.按权利要求2所述的小管(10),其特征在于,所述第一材料带区段(11)和所述第二材料带区段(12)的厚度处于120μm到130μm的范围内,并且/或者其中所述定位胶粘剂(17)的涂覆厚度处于15μm到30μm的范围内。
4.按权利要求1所述的小管(10),其特征在于,用40μm到120μm的涂覆厚度设置了所述第一材料带区段(11)与所述第二材料带区段(12)之间的接缝胶粘剂(18)。
5.按权利要求4所述的小管(10),其特征在于,作为至少80%全面状的上胶层设置了所述接缝胶粘剂(18)。
6.按权利要求4所述的小管(10),其特征在于,所述涂覆厚度在60μm到100μm之间。
7.按权利要求1所述的小管(10),其特征在于,所述第一材料带区段(11)和/或所述第二材料带区段(12)的重量处于27 g/m2到125 g/m2的范围内。
8.按权利要求7所述的小管(10),其特征在于,所述重量处于60 g/m2到120 g/m2的范围内。
9.按权利要求8所述的小管(10),其特征在于,所述重量处于70 g/m2到110 g/m2的范围内。
10.按权利要求1所述的小管(10),其特征在于,所述第一材料带区段(11)的第一边缘(13、14)和所述第二材料带区段(12)的第二边缘(15、16)的偏移在0.5 mm到3 mm之间。
11.按权利要求10所述的小管(10),其特征在于,所述偏移在1.5 mm到2.5 mm之间。
12.按权利要求1所述的小管(10),其特征在于,所述第二宽度与所述第一宽度的比例在52比48与50.5比49.5之间。
13.用于制造烟草加工业的双层的小管(10)的方法,具有以下方法步骤:
-沿着纵轴向的输送方向(34)输送基础材料带(24),
-将所述基础材料带(24)纵轴向地切割为具有第一宽度的第一材料带(25)和具有第二宽度的第二材料带(26),
-至少给所述第二材料带(26)上胶,其中以至少80%全面状地给所述第二材料带区段(12)的表面上胶,
-偏移地使所述第一材料带(25)和所述第二材料带(26)汇合,使得所述第一材料带(25)和所述第二材料带(26)上下放置,其中在下述区域中-在所述区域中所述第一材料带(25)和所述第二材料带(26)通过偏移的汇合彼此粘合-在上胶时用处于10μm与80μm之间的涂覆厚度来设置定位胶粘剂(17),
-使所述上下放置的所述第一材料带(25)和所述第二材料带(26)成形为管状的条(31),并且
-将所述管状的条(31)定尺寸剪切为双层的小管(10)。
14.按权利要求13所述的方法,其特征在于,用处于10μm与40μm之间的涂覆厚度进行涂覆。
15.按权利要求14所述的方法,其特征在于,用处于15μm与30μm之间的涂覆厚度进行涂覆。
16.按权利要求13所述的方法,其特征在于,给所述第二材料带(26)上面的一个或者两个区域配设有40μm到120μm的涂覆厚度的接缝胶粘剂(18)。
17.按权利要求16所述的方法,其特征在于,所述涂覆厚度是60μm到100μm。
18.按权利要求13所述的方法,其特征在于,所述第一材料带(25)比所述第二材料带(26)窄并且所述第二材料带(26)在外面围绕着所述第一材料带(25)来布置,其中所述第二材料带(26)的第二宽度和所述第一材料带(25)的第一宽度的比例在52比48与50.5比49.5之间。
19.按权利要求16所述的方法,其特征在于,将一种胶粘剂用于所述定位胶粘剂(17)并且将另一种胶粘剂用于所述接缝胶粘剂(18)。
20.按权利要求16所述的方法,其特征在于,在使所述第一材料带(25)和所述第二材料带(26)汇合之前并且/或者之后涂覆所述接缝胶粘剂(18)。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016124051.6 | 2016-12-12 | ||
| DE102016124051.6A DE102016124051A1 (de) | 2016-12-12 | 2016-12-12 | Doppellagiges Röhrchen der Tabak verarbeitenden Industrie sowie Verfahren zur Herstellung eines derartigen Röhrchens |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108208922A CN108208922A (zh) | 2018-06-29 |
| CN108208922B true CN108208922B (zh) | 2022-05-27 |
Family
ID=60574474
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201711319968.0A Active CN108208922B (zh) | 2016-12-12 | 2017-12-12 | 烟草加工业的双层的小管以及用于制造这样的小管的方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10721960B2 (zh) |
| EP (1) | EP3332655B1 (zh) |
| JP (1) | JP7115842B2 (zh) |
| KR (1) | KR102569141B1 (zh) |
| CN (1) | CN108208922B (zh) |
| DE (1) | DE102016124051A1 (zh) |
| PL (1) | PL3332655T3 (zh) |
| RU (1) | RU2746381C2 (zh) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017106992A1 (de) | 2017-03-31 | 2018-10-04 | Hauni Maschinenbau Gmbh | Verfahren zum Herstellen von wenigstens doppellagigen rohrförmigen Strängen der Tabak verarbeitenden Industrie sowie Vorrichtung zur Herstellung von wenigstens doppellagigen Strängen der Tabak verarbeitenden Industrie |
| DE102018104823A1 (de) * | 2018-03-02 | 2019-09-05 | Delfortgroup Ag | Rauchartikel mit steifem umühllungsmaterial |
| DE102018122121A1 (de) * | 2018-09-11 | 2020-03-12 | Hauni Maschinenbau Gmbh | Herstellung von mehrlagigen Hohlrohren |
| IT201800009358A1 (it) * | 2018-10-11 | 2020-04-11 | Gd Spa | Tubolare multistrato e relativi macchina e metodo per la sua realizzazione |
| DE102018132628A1 (de) * | 2018-12-18 | 2020-06-18 | Hauni Maschinenbau Gmbh | Vorrichtung zur Herstellung von stabförmigen Produkten der Tabak verarbeitenden Industrie |
| DE102019127563A1 (de) | 2019-05-10 | 2020-11-12 | Hauni Maschinenbau Gmbh | Herstellen von Trinkhalmen aus Papier |
| DE102019133945A1 (de) | 2019-07-05 | 2020-06-25 | Hauni Maschinenbau Gmbh | Vorrichtung und Verfahren zum Abtrennen von stabförmigen Segmenten der Tabak verarbeitenden Industrie von einem stabförmigen Artikel |
| DE102019123541A1 (de) | 2019-09-03 | 2021-03-04 | Hauni Maschinenbau Gmbh | Abgabe von hergestellten Trinkhalmen |
| DE102020102722A1 (de) | 2020-02-04 | 2021-08-05 | Hauni Maschinenbau Gmbh | Trinkhalmherstellung |
| DE102020107088A1 (de) | 2020-03-16 | 2021-09-16 | Hauni Maschinenbau Gmbh | Vorrichtung zur Herstellung von Hohlrohren, insbesondere Trinkhalmen, und Verfahren hierzu |
| EP3970517B1 (en) * | 2020-09-21 | 2023-07-05 | JT International SA | Method for manufacturing aerosol generating articles |
| WO2023188223A1 (ja) * | 2022-03-31 | 2023-10-05 | 日本たばこ産業株式会社 | 筒状体 |
| WO2023188225A1 (ja) * | 2022-03-31 | 2023-10-05 | 日本たばこ産業株式会社 | 筒状体 |
| WO2023188224A1 (ja) * | 2022-03-31 | 2023-10-05 | 日本たばこ産業株式会社 | 筒状体の製造方法および筒状体の製造装置 |
| DE102022116045A1 (de) | 2022-06-28 | 2023-12-28 | Körber Technologies Gmbh | Vorrichtung und Verfahren zur Herstellung von Hohlrohren |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1547974A (zh) * | 2003-05-13 | 2004-11-24 | 武汉卷烟厂 | 带香味卷烟包装铝箔纸的生产工艺 |
| US7243659B1 (en) * | 2000-07-12 | 2007-07-17 | Philip Morris Usa Inc. | Recess filter and smokeable article containing a recess filter |
| CN102697173A (zh) * | 2011-03-28 | 2012-10-03 | 豪尼机械制造股份公司 | 在烟草加工业的机器中给包裹材料幅面上胶的装置和方法 |
| DE102014226019A1 (de) * | 2014-12-16 | 2016-06-16 | Hauni Maschinenbau Ag | Doppellagiges Röhrchen der Tabak verarbeitenden Industrie sowie Vorrichtung und Verfahren zur Herstellung eines derartigen Röhrchens |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1490808A (en) * | 1921-09-19 | 1924-04-15 | Dunhill Alfred | Means for charging smoking pipes |
| US1897692A (en) * | 1932-08-09 | 1933-02-14 | Us Tobacco Co | Commodity package |
| LU72117A1 (zh) | 1975-03-24 | 1975-08-20 | ||
| HU176430B (en) * | 1975-04-03 | 1981-02-28 | Taurus Gumiipari Vallalat | Process for producing incombustible - first of all hidraulic - liquide-consisting systhems of rubber,metal and/or textile |
| US4564030A (en) * | 1982-07-16 | 1986-01-14 | Loew's Theatres, Inc. | Cigarette filter assembly |
| DE4206510C2 (de) * | 1992-03-02 | 1994-03-31 | Reemtsma H F & Ph | Cigarettenpapierhülse mit Filtermundstück |
| US6742525B2 (en) * | 1999-12-07 | 2004-06-01 | Blunt Wrap U.S.A., Inc. | Tobacco product |
| RU18224U1 (ru) * | 2001-03-13 | 2001-06-10 | Булгаков Сергей Владимирович | Гильза для папирос |
| WO2009078287A1 (ja) * | 2007-12-14 | 2009-06-25 | Japan Tobacco Inc. | シガレットフィルタおよびフィルタ付きシガレット |
| DK2415363T3 (da) * | 2010-08-02 | 2014-06-10 | Imp Tobacco Ltd | Filtercigarillo og fremgangsmåde til fremstilling af filtercigarillos |
| UA69546U (en) * | 2012-02-13 | 2012-04-25 | Олег Анатольевич Гриневский | Cigarette spill |
| CN104797147B (zh) * | 2012-10-11 | 2019-08-13 | 施韦特-莫迪国际公司 | 具有降低引燃倾向特性的包装材料 |
| US20150157052A1 (en) * | 2013-12-05 | 2015-06-11 | R. J. Reynolds Tobacco Company | Smoking article and associated manufacturing method |
| DE102014213858B3 (de) | 2014-07-16 | 2015-11-12 | Hauni Maschinenbau Ag | Vorrichtung zum Auftragen einer Leimspur auf einen Umhüllungsstreifen eines stabförmigen Produktes der Tabak verarbeitenden Industrie |
-
2016
- 2016-12-12 DE DE102016124051.6A patent/DE102016124051A1/de active Pending
-
2017
- 2017-12-05 EP EP17205335.7A patent/EP3332655B1/de active Active
- 2017-12-05 PL PL17205335.7T patent/PL3332655T3/pl unknown
- 2017-12-07 JP JP2017235168A patent/JP7115842B2/ja active Active
- 2017-12-11 US US15/837,557 patent/US10721960B2/en active Active
- 2017-12-11 KR KR1020170169180A patent/KR102569141B1/ko active IP Right Grant
- 2017-12-11 RU RU2017143128A patent/RU2746381C2/ru active
- 2017-12-12 CN CN201711319968.0A patent/CN108208922B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7243659B1 (en) * | 2000-07-12 | 2007-07-17 | Philip Morris Usa Inc. | Recess filter and smokeable article containing a recess filter |
| CN1547974A (zh) * | 2003-05-13 | 2004-11-24 | 武汉卷烟厂 | 带香味卷烟包装铝箔纸的生产工艺 |
| CN102697173A (zh) * | 2011-03-28 | 2012-10-03 | 豪尼机械制造股份公司 | 在烟草加工业的机器中给包裹材料幅面上胶的装置和方法 |
| DE102014226019A1 (de) * | 2014-12-16 | 2016-06-16 | Hauni Maschinenbau Ag | Doppellagiges Röhrchen der Tabak verarbeitenden Industrie sowie Vorrichtung und Verfahren zur Herstellung eines derartigen Röhrchens |
| EP3033952A3 (de) * | 2014-12-16 | 2016-06-29 | HAUNI Maschinenbau AG | Doppellagiges röhrchen der tabak verarbeitenden industrie sowie vorrichtung und verfahren zur herstellung eines derartigen röhrchens |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108208922A (zh) | 2018-06-29 |
| DE102016124051A1 (de) | 2018-06-14 |
| US20180160725A1 (en) | 2018-06-14 |
| RU2017143128A (ru) | 2019-06-11 |
| RU2017143128A3 (zh) | 2021-02-18 |
| JP7115842B2 (ja) | 2022-08-09 |
| EP3332655B1 (de) | 2023-01-25 |
| KR20180067437A (ko) | 2018-06-20 |
| RU2746381C2 (ru) | 2021-04-12 |
| JP2018093867A (ja) | 2018-06-21 |
| PL3332655T3 (pl) | 2023-05-29 |
| KR102569141B1 (ko) | 2023-08-21 |
| EP3332655A1 (de) | 2018-06-13 |
| US10721960B2 (en) | 2020-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108208922B (zh) | 烟草加工业的双层的小管以及用于制造这样的小管的方法 | |
| CN108371342B (zh) | 用于制造烟草加工业的条的方法以及条成形装置 | |
| CN105686073A (zh) | 烟草加工工业的双层的管子以及用于制造这样的管子的装置和方法 | |
| EP3636424A2 (en) | Method and machine for making multilayer tubes for tobacco industry products | |
| WO2020128827A1 (en) | Machine for making tubular segments of the tobacco industry | |
| CN108685162B (zh) | 用于制造烟草加工业的至少双层管状的条的方法及用于制造烟草加工业的至少双层条的装置 | |
| US20170347700A1 (en) | Smoking article assembly machine and method of making a smoking article | |
| EP2999360B1 (en) | Apparatus for making smokers' articles | |
| US20190000133A1 (en) | Composite Web and Method of Manufacturing a Smoking Article | |
| EP3448180B1 (en) | Smoking article and method of manufacturing same | |
| EP2999362B1 (en) | Apparatus for making smokers' articles | |
| EP3128861B1 (en) | A rolling drum assembly for use in smoking article manufacture | |
| WO2020194232A1 (en) | Method and machine for making a sub-unit of a smoking article | |
| WO2016199578A1 (ja) | 喫煙物品用棒状物品の製造機およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP01 | Change in the name or title of a patent holder |
Address after: Hamburg, Germany Patentee after: Kolber Technology Co.,Ltd. Address before: Hamburg, Germany Patentee before: HAUNI MASCHINENBAU GmbH |
|
| CP01 | Change in the name or title of a patent holder |