CN108371342B - 用于制造烟草加工业的条的方法以及条成形装置 - Google Patents
用于制造烟草加工业的条的方法以及条成形装置 Download PDFInfo
- Publication number
- CN108371342B CN108371342B CN201810101681.9A CN201810101681A CN108371342B CN 108371342 B CN108371342 B CN 108371342B CN 201810101681 A CN201810101681 A CN 201810101681A CN 108371342 B CN108371342 B CN 108371342B
- Authority
- CN
- China
- Prior art keywords
- strip
- format
- strips
- rod
- gauge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/46—Making paper tubes for cigarettes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/027—Multiple line manufacturing devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/46—Making paper tubes for cigarettes
- A24C5/465—Making paper tubes for cigarettes the paper tubes partially containing a filter element
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1857—Belt construction or driving means
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Abstract
本发明涉及一种用于制造烟草加工业的条的方法和一种相应的条成形装置。为了成形出条采用沿输送方向(55)输送的规格带(43),其具有更小的宽度,即待形成的条的圆周的少于70%和多于40%。
Description
技术领域
本发明涉及一种用于制造烟草加工业的条的方法,具有下列方法步骤:
- 输送具有第一宽度的第一材料条带和具有第二宽度的第二材料条带,
- 对至少所述第二材料条带进行涂胶,其中,尤其是所述涂胶全表面地或接近全表面地发生,
- 将所述第一和所述第二材料条带错开地会聚到一起,从而所述第一和所述第二材料条带被相叠铺设和粘接,
- 将相叠铺设的材料条带成形为管形的条。
本发明还涉及一种烟草加工业的条成形装置,其中,在规格装置中将规格带沿输送方向输送并且沿输送方向越来越多地绕一沿输送方向布置的纵轴线弯曲。
背景技术
在烟草加工业中制造条,例如烟草条、过滤嘴条或中空管,用以将它们切割成单个的区段,之后这些区段例如被继续加工成过滤嘴香烟。
为此例如将包裹材料在规格装置中绕过滤嘴材料或烟草缠绕,在边缘处设有粘接材料且接下来将粘接材料缝封住。为此在规格装置中设置规格带,将包裹材料放到规格带上,包裹材料本身上又施加过滤嘴材料或烟草,以便之后能够实现在同时利用包裹材料条带包裹所述过滤嘴材料或所述烟草时所述条的成形。为此所述规格带几乎完全包围所述包裹材料。一个例外仅在于楔(Zwickel),其设置用于将包裹材料与包裹材料的另一端部粘接起来并且用于将包裹材料条带绕过滤嘴材料或烟草闭合。
此外在烟草加工业中采用管件、例如纸板管件或纸管件,用以例如提供特殊的过滤嘴,如凹陷过滤嘴(Rezessfilter)或中空过滤嘴。此外这类管件也用作热不燃烧的产品中的间隔保持件。相应的管件应该具有一定的稳定性,因此已知的是制造多壁的纸管。这类管件从中空管条中被定长截断。
从DE25 56 332A1中公开了一种用于制造用于抽烟制品-嘴件套筒的多壁的纸管的方法和机器,其中,其宽度至少对应于待制造的管的双倍圆周的连续的纸条带被持续地从辊上抽取,其中,该条带沿纵向通过削弱而设有折线,通过该折线将条带划分成两个条带区段,其中,这两个条带区段沿折线被折叠到一起,其中,被折叠到一起的条带被成形为双壁的管。在此,通过纸条带利用折叠的和弯曲的棱的上重叠或下重叠来制造出纸条带的端部的连接。
EP3 033 952 A2公开了一种烟草加工业的双层的管件以及一种用于制造这类管件的装置和方法。
发明内容
本发明的任务在于,提高相应制造的烟草加工业的条的品质且为此尤其给出一种方法和一种条成形装置,借助于其能够改善所制造的条的品质,尤其在椭圆度(Ovalität)方面的品质。
该任务通过一种用于制造烟草加工业的条的方法得以解决,该方法具有下列方法步骤:
- 输送具有第一宽度的第一材料条带和具有第二宽度的第二材料条带,尤其是分别沿纵轴向的方向,
- 对至少所述第二材料条带进行涂胶,其中,尤其是所述涂胶全表面地或接近全表面地发生,
- 将所述第一和所述第二材料条带错开地会聚到一起,从而所述第一和所述第二材料条带被相叠铺设和粘接,
- 将相叠铺设的材料条带成形为管形的条,该条通过如下方式改进,即,为了使相叠铺设的材料条带成形为管形的条,将沿纵轴向的输送方向输送的规格带仅部分地绕相叠铺设的材料条带缠绕,即少于或等于相叠铺设的材料条带的宽度的70%以及多于或等于该宽度的30%。
由此尤其防止了,在管形的条中形成褶皱(Falten),这些褶皱例如会通过如下方式产生,即通过全表面的或接近全表面的涂胶而在材料条带中存在高的湿度份额,这会由于通过格式带的接近完全的包裹而导致褶皱形成。取而代之的是设置成,管形的条的成形部的一部分通过相应成形的、尤其是光滑的或设有小的摩擦阻力的表面实现。此外在制造中避免高椭圆度。实际上根据本发明制造的产品的圆度被大大改善。
尤其是通过宽度很小的规格带实现了,能够实现管形的条的更精确(präziser)构造。
从管形的条中接下来之后可以定长截断出棒形制品、例如烟草加工业的双层的管件。
通过根据本发明的方法和根据本发明的装置可以尤其从管形的条中制造出烟草加工业的双层或多层的管件,其中,双层的管件包括第一和第二材料条带区段,其中,第一材料条带区段具有第一宽度并且第二材料条带区段具有第二宽度,其中,第一和第二材料条带区段绕彼此这样地缠绕,即第一材料条带区段在横截面上圆形地或椭圆地成形并且限定第一宽度的棱对接,其中,第二材料条带区段在横截面上圆形地或椭圆地成形并且限定第二宽度的棱对接,其中,第二材料条带区段在外地绕第一材料条带区段布置,其中,第一和第二材料条带区段的对接棱沿圆周方向相互错开,其中,第一和第二材料条带区段的厚度处在38μm至160μm的范围中,其中,在第一和第二材料条带区段之间设置一位置粘接材料,作为具有10μm至80μm的涂覆厚度的全表面的或接近全表面的涂胶。
因此在根据本发明的方法中优选设置成,规格带具有一宽度,该宽度明显小于相叠铺设的材料条带的宽度,确切地说如此构型,即规格带具有相叠铺设的材料条带的宽度的30%至70%的宽度。相叠铺设的材料条带的宽度指的是材料条带的总宽度,其存在于相叠铺设的材料条带的相叠铺设的状态中。替选地,所述宽度可以为制造的条的圆周的40%至70%。
优选地将关于相叠铺设的材料条带的宽度的少于60%和多于40%的规格带绕相叠铺设的材料条带缠绕。特别优选地将关于相叠铺设的材料条带的宽度的少于50%和多于45%的规格带绕相叠铺设的材料条带缠绕。
已被确认,在将材料条带区段的确定厚度与位置粘接材料作为涂胶的确定的涂覆厚度组合时提供了烟草加工业的双层的管件或条的持久的高品质。
通过根据本发明的方法,双层的管体或烟草加工业的条、第一和第二材料条带区段在过渡部位处对接地布置的棱具有特别好的可预先给定的圆度,由此相比于现有技术明显改善了制造的双层的管件或条的品质。
涂覆厚度在本发明的框架中理解为粘接材料的在涂覆时占主导的厚度。为此例如参见EP 2 974 798 A1,其制造出可预先给定的厚度的粘接材料线或胶线。借助于那里描述的用于在烟草加工业的棒形产品的包裹条带上涂覆胶线或粘接材料线的装置,可以获得胶线或粘接材料涂覆的特别准确地限定的涂覆厚度。EP 2 974 798 A1的主题应该完全纳入到本专利申请的公开内容中。
位置粘接材料在本发明的框架下是这样的粘接材料,其布置在第一和第二材料条带区段或者说第一和第二材料条带之间,其在将第一和第二材料条带错开地会聚到一起之后给出了第一和第二材料条带的重叠。关于第一和第二材料条带区段,可以将位置粘接材料视为这样的粘接材料,其布置在对接棱之间的较大的圆周区段处。在对接棱之间的较小的圆周区段上设置所谓的缝粘接材料。
粘接材料、尤其位置粘接材料以及还有缝粘接材料的涂覆厚度不对应于在将材料条带或制成的双层的管件会聚到一起之后的粘接材料厚度。其原因在于,一方面发生粘接材料的硬透且另一方面粘接材料也被接收到材料条带中。
优选地第一和第二材料条带区段的厚度处在100μm至140μm的范围中,尤其是120μm至130μm,和/或位置粘接材料的涂覆厚度处在10μm至40μm的范围中,尤其是15μm至30μm。
优选地,在第一和第二材料区段之间、尤其作为全表面的或接近全表面的涂胶,设置具有40μm至120μm,尤其是60μm至100μm的涂覆厚度的缝粘接材料。
优选地缝粘接材料的涂覆厚度大于位置粘接材料的涂覆厚度。尤其设置成,缝粘接材料的厚度为如位置粘接材料的涂覆厚度那样的1.5倍至3倍那么厚。
优选地,第一和/或第二材料条带区段的重量处在27g/m2至125g/m2的范围中,优选60g/m2至120g/m2,尤其70g/m2至110g/m2。特别优选地,第一和/或第二材料条带区段或第一和/或第二材料条带的重量为100g/m2。
优选地,第一和第二材料条带区段的对接棱的错开处在0.5mm至3mm之间,尤其在1.5mm至2.5mm之间。
优选地,第二宽度与第一宽度的比在52比48和50.5比49.5之间。第二宽度与第一宽度或者说材料条带区段宽度相互的比可以与烟草加工业的产品的规格相关,该产品应该设有管件。例如在具有外直径为4.5mm的微薄香烟中第二宽度与第一宽度的比可以处在51.5比48.5的范围中。在具有外直径为例如5.3mm的超薄香烟中,该比例可以处在51.5比48.9并且在具有外直径为7.4mm的大号香烟中,该比例可以处在50.5比49.5。
优选地,设置一处在第一材料条带区段的棱之间的0.0mm的内对接部并且设置一处在外部的材料条带区段的棱之间的0.0mm至0.4mm的外对接部。
一个材料区段或多个材料区段的宽度可以根据规格处在26.5mm至27.5mm,31.0至32.5mm和44.5mm至45.5mm。材料区段或材料条带可以由纸制成,该纸具有如上所给出的相应厚度和相应重量。该纸可以单侧或双侧地涂色,可以施加例如由铝或其它材料制成的补丁或该纸可以利用一种材料进行喷涂,例如可以设置铝层压(Alukaschierung)。也可以设置压制或印刷或冲制。作为粘接材料可以设置一种或多种、例如两种粘接材料。尤其可以设置PVA粘接剂(聚醋酸乙烯酯粘接物剂)并可能地附加还设置另一种热熔粘接剂。附加地可以施加香料,优选施加到第一材料条带区段上。优选地可以向粘接材料添加香料。
缝粘接材料情况下的粘接材料量或胶量也可以是与规格相关的。例如可以在微薄香烟中设置6g/500m至20g/500m、优选10g/500m的缝粘接材料并在超薄香烟或大号香烟中每缝胶线设置25g/500m至55g/500m、优选45g/500m粘接材料。
位置粘接材料的粘接材料量也可以与香烟规格相关地适配。因此例如可以在微薄香烟中设置10g/500m至60g/500m、优选20g/500m的胶量,在超薄香烟中设置25g/500m至70g/500m、优选60g/500m的胶量并在大号香烟中设置35g/500m至80g/500m、优选55g/500m的胶量。
胶涂覆图形优选是全表面的。
粘接材料例如可以是聚醋酸乙烯酯(PVA或PVAC)。在此涉及热塑性塑料。也可以使用另外的粘接材料或胶。
在第一和第二材料条带区段之间基本上全表面地或全表面地设置粘接材料。接近全表面的涂胶尤其被理解为如下涂胶,其中,材料条带区段的表面被全表面地涂胶至少80%、优选至少90%、尤其优选至少95%。
在本发明的范畴内,对应的材料条带区段的棱的对接意味着:这些棱彼此对接或彼此具有小的间隔。
优选地,粘接材料设置在至少两个棱、尤其是棱的端侧面之间。尤其地可以设置粘接材料,以便填充棱之间的空隙。
特别优选的是,粘接材料设置在所有棱之间。由此,棱之间的可能存在的空隙优选也被粘接材料填充。填充的厚度在此使得粘接材料优选与材料条带区段的表面对齐。
优选材料条带区段的第一宽度小于第二宽度。通过该措施实现了,给出双层的管件或条,其尤其在外层中不具有空隙或在棱或对接棱之间不具有空隙。
优选地,第一和/或第二材料条带区段由纸或纸板制造。
这样,如果优选第一和第二材料条带区段的对接棱沿径向不对齐或者说在径向上彼此不对齐,获得了烟草加工业的特别稳定的双层的管件或特别稳定的条。这意味着,第一和第二材料条带区段的对接棱沿圆周方向彼此错开。这样,对接棱或对接棱之间的相应的空隙彼此处于沿径向的角度间隔中。该径向的角度间隔优选位于2°和80°之间、尤其位于5°和45°之间,特别优选位于10°和45°之间。
优选第一材料条带区段的厚度对应于第二材料条带区段的厚度。在该情况下所制造的管件或条的品质是特别高的。
针对第二材料条带区段的厚度小于第一材料条带区段的厚度的情况,可以用于所使用的粘接材料更快地凝固,从而能够提高制造速度。
优选地,首先将基础材料条带沿纵轴向的输送方向输送且之后将基础材料条带纵轴向地切割成第一材料条带和第二材料条带。由此能够实现第一和第二材料条带为了材料条带的相叠铺设的特别精确的定位。
优选地,将规格带在其横轴向的位置中稳定化。由此进一步提高了烟草加工业的条的制造精确度。为了规格带在横轴向的位置中的稳定化,可以在规格装置中设置一个或两个止挡件,从而能够实现规格带的横轴向的位置固定。
替选地或附加地也可以设置测量器件,其测量规格带的横轴向的位置,以及致动器,其调节规格带的位置且因此稳定化。
优选地,为了闭合相叠铺设的材料条带在规格装置中设置无规格带的引导及成形表面。由此在成形条时,尤其那么当形成中空条时,出现相叠铺设的材料条带的明显减小的褶皱形成。无规格带的引导及成形表面具有沿输送方向变化的构型或横截面,从而能够实现相叠铺设的第一和第二材料条带的逐渐的缠绕。
如果条通过牵拉规格装置沿纵轴向的输送方向被牵拉,则实现了规格带的磨损的减小。尤其优选的是,牵拉规格装置沿输送方向设置在规格装置的后面,在规格装置中缠绕相叠铺设的材料条带。特别优选的是,在牵拉规格装置中绕条缠绕另一包裹材料。
优选所述条是香烟条、过滤嘴条或中空的管或者说中空管。在制造条之后可以从条中定长截断出棒形元件、如单倍或多倍使用长度的香烟棒或烟草棒,单倍或多倍使用长度的过滤嘴棒或管件,如单倍或多倍使用长度的双层或多层管件。
此外所述任务通过烟草加工业的条成形装置解决,其中,在规格装置中沿输送方向输送规格带并且沿输送方向越来越多地绕沿输送方向布置的纵轴线弯曲,该条成形装置通过如下方式改进,即该规格带具有一宽度,该宽度是尤其在规格装置的出口处、规格装置的通道开口处所绘入的轮廓的周长的40%至70%。
在此,在规格装置穿过条成形装置的通道中形成条,该条在横截面上是圆形或椭圆形的。条的外轮廓对应于规格装置的内轮廓,确切地说,规格带的内表面和规格装置的内表面,其布置在通道开口的区域中并且是无规格带的。这尤其在规格装置的出口处是这样设置的。绘入的轮廓尤其理解为闭合的几何线,其绘入规格装置的通道开口。在规格装置的实际构造中,为了形成条所设置的内表面也可以具有空隙。
优选所述通道开口的绘入的轮廓是圆或椭圆。但是,在规格装置的入口处还不存在该轮廓,因为那里首先将相叠铺设的材料条带放到规格带上且之后在输送的过程中通过规格装置相应地沿横轴向方向弯曲。优选地,规格装置具有用于接收规格带的下规格器和至少一个支撑板条,其中,支撑板条布置在下规格器上并且形成用于规格带的至少一个止挡件。由此实现了烟草加工业的条的特别精确的制造。
优选设置两个支撑板条,它们分别形成用于规格带的止挡件并且沿输送方向在规格带的左边和右边在其横轴向的位置中稳定化。优选地,所述至少一个支撑板条具有在内的表面,其构造用于条的成形。此外优选所述至少一个支撑板条和/或盖板条构造为上规格器。
如果优选设置加热接片或冷却接片,尤其作为盖板条,根据粘接材料类型实现了粘接材料的快速凝固。优选地所述规格带和所述至少一个支撑板条的内表面的绘入轮廓尤其在规格装置的出口处预先给定所述条的形状。
根据本发明,烟草加工业的制条机设有根据本发明的条成形装置。
优选沿条的输送方向在条成形装置的下游设置牵拉规格装置。
优选规格带在内侧面上设有提高附着摩擦的涂层。
优选所述至少一个支撑板条或所述盖板条的无规格带的表面设有减小滑动摩擦的涂层。在此可以例如设置陶瓷涂层。
作为规格带考虑制造商Esband、Max-Schlatterer GmbH KG 和 Nasta S.R.L.的规格带。Esband公司的规格带例如是由亚麻布制成的型号V1178以及由亚麻布/聚酯制成的SQW 90和由芳纶制成的SAL75。Nasta S.R.L.公司的规格带例如是由亚麻布制成的型号LE354-4FCA和由芳纶制成的T1164-2FCA。
优选所述规格装置具有上游的部分,在该部分中形成所述条,且此外具有下游的部分,该部分用于继续输送所形成的条且在此用于粘接材料的凝固。规格装置的第二部分例如具有盖板条,其包括加热接片或冷却接片,用以加热或冷却所述条的缝。
优选所述规格装置的第一部分的纵轴的延伸部相比于所述规格装置的第二部分为1:5至1:20的比,尤其优选在1:6至1:10。
给出一种用于制造烟草加工业的双层的管件的装置,其包括下列特征:
- 材料条带输入装置,
- 切割装置,用于将基础材料条带纵轴向地切割成具有第一宽度的第一材料条带和具有第二宽度的第二材料条带,
- 涂胶装置,借助于其可对第一和/或第二材料条带进行涂胶,
- 会聚装置,借助于其将第一和第二材料条带会聚到一起用于彼此粘接,从而第一和第二材料条带彼此错开地相叠放置,以及
- 规格装置,在该规格装置中从会聚到一起的第一和第二材料条带中制造出管形的条。
材料条带输送装置可以是输送辊,相应宽度的材料条带可以通过该输送辊来输送。通常地,这类材料条带由材料条带筒子牵拉并被输送到相应的装置中。
沿材料条带输送方向连接的切割装置是一纵向切割器,其沿纵轴向方向切割材料条带。
连接到切割装置上的胶装置基本上全表面地对两个材料条带中的至少一个材料条带、也就是说第一和/或第二材料条带进行涂胶,其中,在该部位上也可以对如下的区域进行涂胶,该区域可以用作缝,也就是说,在该缝下,在一稍后的规格装置中按压第二材料条带的端部区段,用以闭合第一材料条带上的缝。该区域但是也可以在随后的步骤中相应地被涂胶或设有粘接材料。涂胶装置可以是如下这样的涂胶装置,该涂胶装置对应于在EP2 974 798 A1中描述的涂胶装置。
沿输送方向,会聚装置连接该涂胶装置,该会聚装置在本发明的范畴中优选包括纸位置调节装置或纸位置调整装置,借助于其可以调整第一和第二材料条带彼此的、确切地说横向于输送方向的侧向位置、也就是说相对位置,以便仅设置第一和第二材料条带的部分重叠,从而使得从这些材料条带的宽度看过来向左伸出一部分以及向右伸出一部分。
用于制造烟草加工业的双层的管件的装置首先才一次性地从材料条带的至少两个层中制造出一管形的条。该管形的条然后可以接下来被定长截断,例如通过常见的测量装置。也可以首先设置:将所制造的管形的条输送给另一机器,例如过滤嘴制条机或烟草制条机,以便绕管形的条铺设过滤嘴材料或烟草材料。在端部上于是可以绕然后所形成的条缠绕包裹材料条带,以便然后接下来定长截断相应的棒,这些棒具有包含其中的双层的管件。为了将过滤嘴材料或过滤嘴节段和/或烟草材料或烟草节段置入到管形的条中,材料被施加到扩展的且相叠铺设的材料条带上。
此外设置一分离装置,该分离装置使得第一材料条带或第二材料条带与分别另外的材料条带沿输送方向在切割装置之后在空间上分开。由此可以进行第一和第二材料条带的非常准确的定位和会聚,从而使得可以彼此准确地调整相对的侧向位置。此外,针对该情况也可以实现仅一材料条带的工整的涂胶。
在此尤其优选的是,在相同方向示出的第一材料条带的第一表面和第二材料条带的第一表面在接合第一和第二材料条带之后总是还在相同的方向示出。替选地也可以设置:第一和第二材料条带在切割之后相对彼此转动180°,因此将切割成具有相同定向的两个第一表面的、在切割之前存在的第一表面被这样地接合,使得第一和第二材料条带的第一表面彼此布置。
优选地,涂胶装置设置第一和/或第二材料条带的全表面的或接近全表面的涂胶。
优选地,在会聚装置和规格装置之间设置缝涂胶装置。当以前的涂胶装置没设置全表面涂胶时,才使用缝涂胶装置。所指出的是如下涂胶,该涂胶没有沿横轴向方向全表面地进行并由此第一次借助于缝涂胶装置涂覆胶或粘接材料,其用于闭合缝。横向于纵轴线,应当优选进行通过涂胶装置的全表面涂胶以及还有缝涂胶装置。
优选地,规格装置包括第二加热装置。第二加热装置例如可以布置在规格装置的上规格器中并尤其优选用于缝粘接材料的完全的凝固。
在规格装置下游设置定长截断装置,以便从管形的条中定长截断出管件。
如提到的那样,烟草加工业的机器设有根据本发明的装置,其中,制条机后置或可以后置于根据本发明的装置。
优选地,由优选由纸板或纸制成的材料条带区段来制造多层的、尤其是双层的管件,其中不存在相叠的缝。由此来以非常恒定的厚度制造或提供管件,由此能够实现烟草加工业的品质上非常高价值的双层的管件。基于取消了缝重叠而获得了非常良好的圆度。双层的管件由优选接近双倍这样宽的纸条带来制造,确切地说与管件的圆周相比,其中,纸条带纵向地被切割成两个略不同宽度的条带,其中,这两个所产生的纸条带在分开的路径上被接下来进行引导并优选将较宽的且稍后在外的条带进行涂胶,其中,优选同时涂覆所有胶线。两个纸条带然后相叠铺设并且相叠铺设的纸条带被输送给规格装置的规格器,以便由此形成一管形的条并闭合所述缝。
相应地也制造了没有重叠的缝的过滤嘴条和香烟条。
优选地,所介绍的装置是模块化推入装置的组成部分,该推入装置例如优选可以被布置在烟草加工业的制条机与过滤嘴丝束准备机之间。
在由双层材料条带制造的管形的条期间,相应的被准备的过滤嘴丝束通过相应的推入装置并在规格装置之上被输送并被置入到制条机的入口区域中。管形的条也被置入到入口区域中,从而使得过滤嘴丝束例如可以绕管形的条被置入,以便因此可以制造过滤嘴棒。
也可以设置:不使用另外的过滤嘴丝束材料,而是制条机用于制造三层的管件。在此,第三层作为第三材料条带通过制条机的纸运转在规格装置的入口或拉入区域中被输送。在规格装置之前的纸运转中,将第三材料条带尤其全表面地涂胶并绕管形的条对接地缠绕,即已经制造了管形的条之后。在此,第三材料条带的对接的对接棱至少与第二材料条带的对接棱错开。第三材料条带可以由与第一和第二材料条带不同的材料制成。例如第三材料条带可以由纸、薄膜、卷曲的纸、导电材料或烟草箔制成。
也可以使用双条过滤嘴丝束准备装置,用以由双层的管件或双层管形的条制造共轴过滤嘴。之后将一个过滤嘴丝束条绕双层管形的条布置并且将另一过滤嘴丝束条置入到该管形的条中。这样可以在相应的定长截断成双层的管件之后制造出共轴过滤嘴。为此例如在所制造的由双层材料条带制成的管形的条上施加以粘接材料为形式的锚固缝,由此将过滤嘴丝束也保持在管形的条上。在制造共轴过滤嘴时第一过滤嘴材料和第二过滤嘴材料可以是彼此不同的。
优选将前面作为根据本发明的或优选描述的双层的管件作为嘴侧的端部件或作为过滤嘴香烟的过滤嘴或烟草加工业的棒形制品的过滤嘴的两个过滤嘴节段之间的中间件使用。在此,烟草加工业的棒形制品尤其理解为香烟或过滤嘴香烟,但是也可以理解为小雪茄、雪茄、热不燃产品(热不燃)或电子香烟。
本发明的其它特征从根据本发明的实施方式的描述连同权利要求书和附图中可见。根据本发明的实施方式可以执行单个特征或多个特征的组合。
附图说明
本发明随后在不限制一般性发明构思的情况下根据实施例参考附图来描述,其中,关于所有在文字上未详细阐释的根据本发明的细节可以明确地参考附图。其中:
图1在横向于材料条带的纵轴线的截面平面中示出了穿过双层材料条带的示意性截面示图;
图2在示意性截面示图中示出了相应地制造的根据本发明的双层的管件(Röhrchen);
图3在示意性示图中示出了用于制造中空过滤嘴条的根据本发明的装置;
图4在第一实施方式中示出了穿过根据本发明的条成形装置的示意性截面示图;
图5在第二实施方式中示出了穿过根据本发明的条成形装置的示意性截面示图;
图6示出了根据图5的根据本发明的条成形装置的示意性截面示图,但是在另一截面位置上;以及
图7在另一实施方式中在示意性示图中示出了用于制造双层管或替选地烟草加工业的过滤嘴条或香烟条的根据本发明的装置。
在这些附图中,相同或相同形式的元件和/或部件分别设有相同的附图标记,从而使得分别排除了重新介绍。
具体实施方式
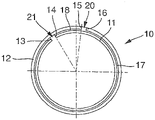
图1在横向于两个材料条带11和12的纵轴线的示意性截面示图中示出了将第一材料条带11和第二材料条带12接合到一起(zusammengefügt)之后的状态。在此能够识别的是,第一材料条带11在它的上侧面上具有位置粘接材料(Positionsklebstoff)17、例如胶。第二材料条带12被放(aufgelegt)到位置粘接材料17上。
第一材料条带11具有左边和右边的棱13和14,并且第二材料条带12具有左边和右边的棱15和16。
此外,在第一材料条带11上进行缝涂胶(Nahtbeleimung),其用于利用第二材料条带12的在右边伸出第一材料条带11的部分设置粘接部(Verklebung)。也可以设置缝涂胶条带,例如一个缝粘接材料18被设置在第一材料条带11的一侧面上并且另一缝涂胶条带被设置在材料条带11的相反侧面上。涂位置粘接材料17可以与涂缝粘接材料18相同时间地进行或就像前面已经给出(angegeben)的那样,随后地、确切地说在管件或管形的条的成形之前在规格装置中进行。
在穿过规格装置之后,在该状况下产生(ergeben)了双层管形的条或在该条被定长截断(ablängen)之后产生双层的管件,其在横截面上在图2中示意性示出。在这里于是第一材料条带区段11处于内部,其中,棱13和14对接或以彼此小的间隔布置。
对接区域21沿径向与第二包裹材料条带12的对接区域20不对齐。在那里,棱15和16也对接或设有彼此小的间隔。对接区域20和21的空隙也可以设有粘接材料。但是在图2的情况下没有设置粘接材料。与现有技术相反,产生了更好的圆度,因为恰好没有设置棱16例如与第二包裹材料条带12的重叠,而是设置对齐或基本上圆形的外轮廓。
通过使对接区域20和21沿圆周方向的错开能够实现所制造的双层的管件10的非常可靠的闭合(Verschluss)。此外由此获得了双层的管件10的提高的稳定性,因为各个层的削弱部位彼此间隔开。
第一材料条带区段11和第二材料条带区段12的厚度彼此可以不同或基本上相同大小。在厚度不同下优选的是,外部的材料条带区段、即材料条带区段12比第一材料条带区段11更薄。根据本发明且优选的厚度在前面已描述。
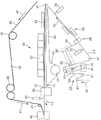
图3示意性示出了根据本发明的用于制造烟草加工业的中空过滤嘴条或双层的管件10的装置。在该实施例中,同时示出根据本发明的装置的多个变型方案。
从未示出的筒子(Bobine)将相应宽的基础材料条带24沿输送方向34抽取(abgezogen)并通过辊41被转向。切割装置23连接(anschliessen)到材料条带输送装置22上。在切割装置23中沿纵向方向切割基础材料条带24。切割装置23是纵向切割器。
形式为第一材料条带25和第二材料条带26的被切割的材料条带还被平行地通过另一转向辊41输送,以便然后借助于形式为转向辊的横向输送器32彼此分开。第二材料条带26在另一转向之后借助于涂胶装置27基本上被完全涂胶,确切地说至少在整个长度上。涂胶装置27例如可以错过(auslassen)缝的区域,但是这点不必是必须的。
第一材料条带25与第二材料条带26分开地被输送并借助于错开装置29沿相对于输送方向的横向方向错开,从而使得在牵拉辊对28中获得(erzielen)了材料条带25和26的错开的叠置(Aufeinanderliegen),借助于牵拉辊对发生第一材料条带25与第二材料条带26的合并(Vereinigung)。材料条带例如在该部位上就像图1中示意性示出的那样存在。
接下来设置加热装置35,借助于加热装置使得被施加的胶或被施加的位置粘接材料17被预硬化。针对已经发生缝涂胶的情况,相叠(übereinander)铺设的材料条带25和26被输送给规格装置30。如果缝涂胶还没有发生,那么该缝涂胶借助于缝涂胶装置36发生,该缝涂胶装置布置在加热装置35与规格装置30之间。
在规格装置中,入口指44将材料条带向下按压到规格带43上,该规格带通过相应的转向辊41不断地通过规格装置30被引导。
在该规格装置中将材料条带以已知方式变换(umgeformt)为圆形或椭圆形。上规格器在此被构造为加热的上规格器37,以便进一步凝固胶或位置粘接材料17。
接下来可以从因此形成的条31中借助于定长截断装置38以期望的长度切下相应的双层的管件。
替选地可以在该部位上设置:还不定长截断管件,而是将管形的条31置入(eingebracht)到制条机40中。
为此可以在一侧设置,简单地仅将所制造的管形的条置入到制条机40中并能够在那里以在图3中未示出的加热器来进一步硬透粘接材料。针对该情况实现了相应管件10的非常快的制造,这些管件由然后最终被硬透的条在制条机40中定长截断出来。
替选地例如可以将来自在图3中未示出、但是会布置在图3中所示装置右边的过滤嘴丝束准备装置的过滤嘴丝束46在规格器30上方通过根据本发明的装置被引导并通过牵拉辊对42沿输送方向47被输送给制条机40。过滤嘴丝束46然后例如可以绕管形的条31布置。
为了将过滤嘴丝束保持在管形的条31上,借助于锚固缝装置45将粘接材料、例如还有PVA施加到管形的条31上。在制条机40中相应地可以将包裹材料条带绕由在内的管形的条和在外围的过滤嘴丝束制成的条在规格装置中进行缠绕,并因此制造了相应的过滤嘴。
对此适配的过滤嘴具有在内的管件10,绕该管件在外地布置过滤嘴丝束48,包裹材料49绕过滤嘴丝束布置。
胶装置27和缝涂胶装置36可以被构造为扁平喷嘴、旋转喷射喷嘴或根据EP 2 974798 A1来构造。在这里优选进行粘接材料或胶的表面涂覆(Auftrag)。
加热装置35可以被可选地设置。该加热装置基本上用于预硬透(Voraushärten)或预硬化(Vorhärten)粘接材料。
为了将纸幅面相对彼此准确(genau)取向,尤其以便在宽度上调整出正确的错开,可以设置相应的传感器,这些传感器识别材料条带的棱的位置。然后可以设置相应的调节机构,以便调节材料条带彼此的位置。
为了尤其厚的纸或纸板(Pappen)的较轻的圆形状,可以直接在规格装置之前或直接在纵向切割器之后进行材料条带的预弯曲。
双层的管件可以具有例如3mm至8mm的内直径。
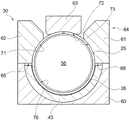
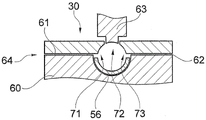
图4示意性在截面示图中示出了根据本发明的条成形装置的规格装置。规格装置30具有下规格器60,与现有技术相比宽度更小的规格带43被置入到下规格器中。两个支撑板条61和62向上连接到下规格器60上,这两个支撑板条在它们的内表面71和73中预先给定待成形的条的外轮廓。内表面71和73对应于规格带43的内表面70的延长部的形式。
此外设置被构造为加热接片的盖板条63,该盖板条具有内表面72,该内表面也在轮廓上具有相应的屈曲,通过该屈曲也预先给定了待形成的条的外轮廓。在规格装置30的通道开口56中作为示例示出一管形的条,该管形的条由第一材料条带25和第二材料条带26形成。在图4的实施例中形成由两个支撑板条61和62以及盖板条63组成的上规格器64。
两个支撑板条61和62具有止挡件65和66,这些止挡件限定了规格带43的横轴向的位置。
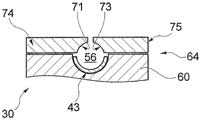
图5在截面示图中示出了根据本发明的条成形装置的规格装置30的另一实施方式。设置下规格器60,该下规格器被构造用于接收规格带43,并设置相应的盖板条74和75,它们具有内表面71和73,这些内表面与规格带43的内表面一起形成如下轮廓,该轮廓限定了规格装置30的通道开口56。通过该规格装置30的该步骤几乎布置在规格装置30的第一部分的端部上,即布置在规格装置的上游部分中。在下游部分中,规格装置30显得于是可以像在图6中示出的那样。在那里,补充于支撑板条61和62还设置盖板条63。这三个元件然后形成上规格器64。盖板条63例如可以用于加热或冷却所形成的条,以便因此可以较快地使粘接材料凝固。
图5中,盖板条74和75也用作支撑板条61和62并且具有相应的止挡件65和66,以便限定或稳定化规格带43的横轴向的位置。
图7示出了烟草加工业的根据本发明的制条机的示意图。类似于图3中那样,基础材料条带24通过一些转向辊41被转向,在切割装置23中被切割并被分离成第一材料条带25和第二材料条带26。第二材料条带26然后利用相应的涂胶装置27或缝涂胶装置36被优选全表面地(vollflächig)涂胶并在规格装置30前一点相叠铺设、会聚(zusammengeführt)到一起并且由此粘接。
规格装置30具有根据本发明的特征,这些特征尤其参考图4至6来描述。相应地设置下规格器60和上规格器64。在下规格器60中置入规格带43,该规格带在图7中没有示出。上规格器64相对于下规格器60侧腹地具有止挡件65、66,以便限定规格带43的横轴向的位置。因此沿纵轴向的输送方向55形成条31,该条被转运(überführt)到牵拉规格装置81中。在牵拉规格装置81中,在该示例中缠绕包裹材料条带80,该包裹材料条带借助于涂胶装置27’来涂胶。牵拉规格装置81沿纵轴向的输送方向55牵拉所形成的条31。
图7中示出作为条31的中空形的管的形成。在规格装置30的输入部位上也可以施加烟草材料或过滤嘴材料到材料条带上,从而使得可以形成烟草条或过滤嘴条。
所有提到的特征、还有单独从附图中取得的特征以及还有结合另外的特征所公开的单个特征单独地和以结合方式被看作对本发明重要。根据本发明的实施方式可以通过单个特征或多个特征的组合来满足。在本发明的范畴内,以“尤其”或“优选”表征的特征可以被理解为可选的特征。
附图标记列表
10 管件
11 第一材料条区段
12 第二材料条区段
13 棱
14 棱
15 棱
16 棱
17 位置粘接材料
18 缝粘接材料
20 对接区域
21 对接区域
22 材料条带输送装置
23 切割装置
24 基础材料条带
25 第一材料条带
26 第二材料条带
27、27‘ 涂胶装置
28 牵拉辊对
29 错开装置
30 规格装置
31 条
32 横向输送器
34 输送方向
35 加热装置
36 缝涂胶装置
37 加热的上规格器
38 定长截断装置
40 制条机
41 转向辊
42 牵拉辊对
43 规格带
44 入口指
45 锚固缝涂覆装置
46 过滤嘴丝束条带
47 输送方向
55 纵轴向的输送方向
56 通道开口
60 下规格器
61 支撑板条
62 支撑板条
63 盖板条、可构造为加热接片或冷却接片
64 上规格器
65 止挡件
66 止挡件
70 内表面
71 内表面
72 内表面
73 内表面
74 盖板条
75 盖板条
80 包裹材料条带
81 牵拉规格装置。
Claims (20)
1.用于制造烟草加工业的条的方法,具有下列方法步骤:
- 输送具有第一宽度的第一材料条带(25)和具有第二宽度的第二材料条带(26),
- 对至少所述第二材料条带(26)进行涂胶,
- 将所述第一和所述第二材料条带(25、26)错开地会聚到一起,从而所述第一和所述第二材料条带(25、26)被相叠铺设和粘接,
- 将相叠铺设的材料条带(25、26)成形为管形的条(31),其特征在于,为了使相叠铺设的材料条带(25、26)成形为管形的条(31),将沿纵轴向的输送方向(55)输送的规格带(43)仅部分地绕相叠铺设的材料条带(25、26)缠绕,即少于或等于相叠铺设的材料条带(25、26)的宽度的70%以及多于或等于该宽度的30%。
2.根据权利要求1所述的方法,其特征在于,全表面或接近全表面地进行所述涂胶。
3.根据权利要求1所述的方法,其特征在于,首先将基础材料条带(24)沿输送方向(34)输送且之后将所述基础材料条带(24)纵轴向地切割成所述第一材料条带(25)和所述第二材料条带(26)。
4.根据权利要求1所述的方法,其特征在于,所述规格带(43)在其横轴向的位置中被稳定化。
5.根据权利要求1所述的方法,其特征在于,为了闭合所述相叠铺设的材料条带(25、26)在规格装置(30)中设置无规格带的引导及内表面(71、72、73)。
6.根据权利要求1所述的方法,其特征在于,所述条(31)通过牵拉规格装置(81)被牵拉到所述纵轴向的输送方向(55)中。
7.根据权利要求6所述的方法,其特征在于,绕所述条(31)在牵拉规格装置(81)中缠绕另一包裹材料条带(80)。
8.根据权利要求1所述的方法,其特征在于,所述条(31)是香烟条、过滤嘴条或中空管。
9.用于制造烟草加工业的双层的管件的装置,其包括下列特征:
- 材料条带输入装置(22),
- 切割装置(23),用于将基础材料条带(24)纵轴向地切割成具有第一宽度的第一材料条带(25)和具有第二宽度的第二材料条带(26),
- 涂胶装置(27、27’),借助于其可对第一和/或第二材料条带(25、26)进行涂胶,
- 会聚装置,借助于其将第一和第二材料条带(25、26)会聚到一起用于彼此粘接,从而第一和第二材料条带(25、26)彼此错开地相叠放置,以及
- 带有规格装置(30)的条成形装置,在该规格装置中从会聚到一起的第一和第二材料条带(25、26)中制造出管形的条(31),其中,在规格装置(30)中将规格带(43)沿纵轴向的输送方向(55)输送并且沿纵轴向的输送方向(55)越来越多地绕一沿纵轴向的输送方向(55)布置的纵轴线弯曲,其特征在于,所述规格带(43)具有一宽度,该宽度是所述规格装置(30)的通道开口(56)的绘入轮廓的周长的40%至70%。
10.根据权利要求9所述的装置,其特征在于,所述规格带(43)具有在所述规格装置(30)的出口处的所述通道开口(56)的绘入轮廓的周长的40%至70%的宽度。
11.根据权利要求9所述的装置,其特征在于,所述通道开口(56)的绘入的轮廓是圆或椭圆。
12.根据权利要求9所述的装置,其特征在于,所述规格装置(30)具有用于接收规格带(43)的下规格器(60)并且具有至少一个支撑板条(61、62),其中,所述支撑板条(61、62)布置在下规格器(60)上并且形成用于规格带(43)的至少一个止挡件(65、66)。
13.根据权利要求12所述的装置,其特征在于,设置两个支撑板条(61、62),所述两个支撑板条分别形成用于规格带(43)的止挡件(65、66)。
14.根据权利要求12所述的装置,其特征在于,所述至少一个支撑板条(61、62)具有内表面(71、73),所述内表面构造用于成形一条(31)。
15.根据权利要求12所述的装置,其特征在于,所述至少一个支撑板条(61、62)和/或盖板条(63)构造为上规格器(64)。
16.根据权利要求9所述的装置,其特征在于,设置有加热接片或冷却接片。
17.根据权利要求16所述的装置,其特征在于,将所述加热接片或冷却接片构造为盖板条(63)。
18.根据权利要求12所述的装置,其特征在于,所述至少一个支撑板条(61、62)的和所述规格带(43)的内表面(70、71、72、73)并且针对设置有盖板条(63)的情况所述盖板条(63)的内表面(72)的绘入轮廓预先给定了所述条(31)的形状。
19.根据权利要求18所述的装置,其特征在于,在所述规格装置(30)的出口处绘入的轮廓预先给定了所述条(31)的形状。
20.根据权利要求9所述的装置,其特征在于,沿所述条(31)的纵轴向的输送方向(55)在条成形装置的下游设置牵拉规格装置(81)。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017101929.4 | 2017-02-01 | ||
| DE102017101929.4A DE102017101929A1 (de) | 2017-02-01 | 2017-02-01 | Verfahren zum Herstellen eines Strangs der Tabak verarbeitenden Industrie sowie Strangformungsvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108371342A CN108371342A (zh) | 2018-08-07 |
| CN108371342B true CN108371342B (zh) | 2022-06-24 |
Family
ID=61027484
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201810101681.9A Active CN108371342B (zh) | 2017-02-01 | 2018-02-01 | 用于制造烟草加工业的条的方法以及条成形装置 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3357354B1 (zh) |
| JP (1) | JP2018121628A (zh) |
| KR (1) | KR20180089856A (zh) |
| CN (1) | CN108371342B (zh) |
| DE (1) | DE102017101929A1 (zh) |
| PL (1) | PL3357354T3 (zh) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017106992A1 (de) | 2017-03-31 | 2018-10-04 | Hauni Maschinenbau Gmbh | Verfahren zum Herstellen von wenigstens doppellagigen rohrförmigen Strängen der Tabak verarbeitenden Industrie sowie Vorrichtung zur Herstellung von wenigstens doppellagigen Strängen der Tabak verarbeitenden Industrie |
| DE102018122121A1 (de) | 2018-09-11 | 2020-03-12 | Hauni Maschinenbau Gmbh | Herstellung von mehrlagigen Hohlrohren |
| CN110973697A (zh) * | 2019-12-31 | 2020-04-10 | 武汉力诚生物科技有限公司 | 一种新型植物多糖凝胶棒的成型装置及制造方法 |
| DE102020102722A1 (de) * | 2020-02-04 | 2021-08-05 | Hauni Maschinenbau Gmbh | Trinkhalmherstellung |
| IT202000003952A1 (it) * | 2020-02-26 | 2021-08-26 | Gd Spa | Macchina e metodo per la realizzazione di un tubolare continuo da materiale in nastro |
| DE102020107088A1 (de) * | 2020-03-16 | 2021-09-16 | Hauni Maschinenbau Gmbh | Vorrichtung zur Herstellung von Hohlrohren, insbesondere Trinkhalmen, und Verfahren hierzu |
| CN114847514B (zh) * | 2022-04-18 | 2023-07-18 | 河南中烟工业有限责任公司 | 用于烟草卷烟滤嘴的平整截断机 |
| DE102022116045A1 (de) * | 2022-06-28 | 2023-12-28 | Körber Technologies Gmbh | Vorrichtung und Verfahren zur Herstellung von Hohlrohren |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1210029A (en) * | 1969-06-19 | 1970-10-28 | Rothmans Of Pall Mall | Method and apparatus for making tubes |
| DE2036035A1 (de) * | 1969-10-06 | 1971-04-15 | Kastner, Arnold, Montreal (Kanada) | Verfahren und Vorrichtung zum Her stellen von Papierzigaretten Füterrohrchen |
| US3828658A (en) * | 1971-05-21 | 1974-08-13 | Efka Werke Kiehn Gmbh Fritz | Method and apparatus for producing cigarette filter sleeves |
| DE3235510A1 (de) * | 1981-09-25 | 1983-04-07 | Molins PLC, London | Verfahren und vorrichtung zum herstellen eines zusammengesetzten filterstrangs |
| DE3603748A1 (de) * | 1985-02-16 | 1986-08-21 | Molins PLC, London | Vorrichtung zum herstellen eines kontinuierlichen roehrchens der tabakverarbeitenden industrie |
| EP3033952A2 (de) * | 2014-12-16 | 2016-06-22 | HAUNI Maschinenbau AG | Doppellagiges röhrchen der tabak verarbeitenden industrie sowie vorrichtung und verfahren zur herstellung eines derartigen röhrchens |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1214491A (en) | 1967-02-21 | 1970-12-02 | Molins Machine Co Ltd | Improvements in the manufacture of composite of flexible material |
| GB1400421A (en) | 1971-08-13 | 1975-07-16 | Hauni Werke Koerber & Co Kg | Mouthpiece tubes or sleeves for cigarettes or the like |
| LU72117A1 (zh) | 1975-03-24 | 1975-08-20 | ||
| GB2099280B (en) * | 1981-06-03 | 1985-02-06 | Molins Plc | Cigarette manufacture |
| US5169481A (en) * | 1990-03-16 | 1992-12-08 | Philip Morris Incorporated | Apparatus making thin laminate structures and forming the structures into lightweight, thin-walled tubes |
| DE19721143A1 (de) * | 1997-05-21 | 1998-11-26 | Focke & Co | Verfahren und Vorrichtung zum Herstellen eines (Zigaretten-)Strangs |
| WO2004002726A1 (en) | 2002-07-01 | 2004-01-08 | Philip Morris Products Inc. | Multiple garniture belt drive system for filter rod machinery |
| DE102010051894A1 (de) | 2010-11-22 | 2012-05-24 | Hauni Maschinenbau Ag | Formatsystem und Formatteile für eine Strangherstellmaschine der tabakverarbeitenden Industrie |
| DE102011010167B4 (de) * | 2011-02-02 | 2012-12-06 | Hauni Maschinenbau Ag | Strangherstellmaschine zur Herstellung von Produkten der Tabak verarbeitenden Industrie und Formatteil für eine Strangherstellmaschine |
| RU2611276C2 (ru) | 2012-10-31 | 2017-02-21 | Джапан Тобакко Инк. | Машина для производства бумажной трубки, способ производства бумажной трубки и бумажная трубка, произведенная этим способом |
| DE102014213858B3 (de) | 2014-07-16 | 2015-11-12 | Hauni Maschinenbau Ag | Vorrichtung zum Auftragen einer Leimspur auf einen Umhüllungsstreifen eines stabförmigen Produktes der Tabak verarbeitenden Industrie |
-
2017
- 2017-02-01 DE DE102017101929.4A patent/DE102017101929A1/de active Pending
-
2018
- 2018-01-24 PL PL18153141T patent/PL3357354T3/pl unknown
- 2018-01-24 EP EP18153141.9A patent/EP3357354B1/de active Active
- 2018-01-30 KR KR1020180011252A patent/KR20180089856A/ko not_active Application Discontinuation
- 2018-01-30 JP JP2018013206A patent/JP2018121628A/ja active Pending
- 2018-02-01 CN CN201810101681.9A patent/CN108371342B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1210029A (en) * | 1969-06-19 | 1970-10-28 | Rothmans Of Pall Mall | Method and apparatus for making tubes |
| DE2036035A1 (de) * | 1969-10-06 | 1971-04-15 | Kastner, Arnold, Montreal (Kanada) | Verfahren und Vorrichtung zum Her stellen von Papierzigaretten Füterrohrchen |
| US3828658A (en) * | 1971-05-21 | 1974-08-13 | Efka Werke Kiehn Gmbh Fritz | Method and apparatus for producing cigarette filter sleeves |
| DE3235510A1 (de) * | 1981-09-25 | 1983-04-07 | Molins PLC, London | Verfahren und vorrichtung zum herstellen eines zusammengesetzten filterstrangs |
| DE3603748A1 (de) * | 1985-02-16 | 1986-08-21 | Molins PLC, London | Vorrichtung zum herstellen eines kontinuierlichen roehrchens der tabakverarbeitenden industrie |
| EP3033952A2 (de) * | 2014-12-16 | 2016-06-22 | HAUNI Maschinenbau AG | Doppellagiges röhrchen der tabak verarbeitenden industrie sowie vorrichtung und verfahren zur herstellung eines derartigen röhrchens |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3357354B1 (de) | 2020-09-30 |
| CN108371342A (zh) | 2018-08-07 |
| KR20180089856A (ko) | 2018-08-09 |
| PL3357354T3 (pl) | 2021-04-06 |
| DE102017101929A1 (de) | 2018-08-02 |
| EP3357354A1 (de) | 2018-08-08 |
| JP2018121628A (ja) | 2018-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108371342B (zh) | 用于制造烟草加工业的条的方法以及条成形装置 | |
| CN108208922B (zh) | 烟草加工业的双层的小管以及用于制造这样的小管的方法 | |
| CN105686073A (zh) | 烟草加工工业的双层的管子以及用于制造这样的管子的装置和方法 | |
| US8636012B2 (en) | Smoking article and method of manufacturing a smoking article | |
| EP3310194B1 (en) | Telescopic, coaxial filter cigarette and related production method, filter rod making machine and filter tip attachment machine | |
| EP3636424A2 (en) | Method and machine for making multilayer tubes for tobacco industry products | |
| JP7118897B2 (ja) | 略円筒状喫煙者商品を形成するために用いられる多層円筒状管状ロッドのピースを形成する方法および機械と、その方法および機械によって形成されたピース | |
| CN108685162B (zh) | 用于制造烟草加工业的至少双层管状的条的方法及用于制造烟草加工业的至少双层条的装置 | |
| WO2020128827A1 (en) | Machine for making tubular segments of the tobacco industry | |
| CN107846967B (zh) | 用于吸烟制品的改进式管状元件 | |
| EP2999360B1 (en) | Apparatus for making smokers' articles | |
| US20230072331A1 (en) | A machine and method for making a continuous tubular element with filling having a spacer and/or filter function | |
| US20230363442A1 (en) | Machine and method for making a continuous tubular element with filling having a spacer and/or filter function | |
| CN110055821B (zh) | 一种双层复合的卷烟纸及其制备方法 | |
| KR20180045410A (ko) | 담배용 필터의 제조장치 및 제조방법 | |
| EP2999362B1 (en) | Apparatus for making smokers' articles | |
| US2091517A (en) | Paper or like tube | |
| WO2016199578A1 (ja) | 喫煙物品用棒状物品の製造機およびその製造方法 | |
| WO2023031864A1 (en) | Method and apparatus for making tubular cores for rolled products |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP01 | Change in the name or title of a patent holder |
Address after: Hamburg, Germany Patentee after: Kolber Technology Co.,Ltd. Address before: Hamburg, Germany Patentee before: HAUNI MASCHINENBAU GmbH |
|
| CP01 | Change in the name or title of a patent holder |