CN107980022B - 用于旋转三维打印的方法和系统 - Google Patents
用于旋转三维打印的方法和系统 Download PDFInfo
- Publication number
- CN107980022B CN107980022B CN201580049088.9A CN201580049088A CN107980022B CN 107980022 B CN107980022 B CN 107980022B CN 201580049088 A CN201580049088 A CN 201580049088A CN 107980022 B CN107980022 B CN 107980022B
- Authority
- CN
- China
- Prior art keywords
- tray
- controller
- head
- dispensing
- inkjet printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000010146 3D printing Methods 0.000 title claims abstract description 41
- 238000000034 method Methods 0.000 title claims description 52
- 239000004566 building material Substances 0.000 claims abstract description 72
- 238000007641 inkjet printing Methods 0.000 claims abstract description 63
- 239000000463 material Substances 0.000 claims description 253
- 230000005855 radiation Effects 0.000 claims description 100
- 239000010410 layer Substances 0.000 claims description 99
- 230000033001 locomotion Effects 0.000 claims description 98
- 238000007639 printing Methods 0.000 claims description 64
- 238000004519 manufacturing process Methods 0.000 claims description 53
- 238000010438 heat treatment Methods 0.000 claims description 20
- 239000012530 fluid Substances 0.000 claims description 17
- 230000008859 change Effects 0.000 claims description 15
- 230000004044 response Effects 0.000 claims description 13
- 238000004891 communication Methods 0.000 claims description 8
- 238000009826 distribution Methods 0.000 claims description 7
- 238000012886 linear function Methods 0.000 claims description 7
- 239000002356 single layer Substances 0.000 claims description 6
- 230000001360 synchronised effect Effects 0.000 claims description 5
- 239000011229 interlayer Substances 0.000 claims description 4
- 230000006870 function Effects 0.000 description 46
- 239000000203 mixture Substances 0.000 description 23
- 230000008569 process Effects 0.000 description 20
- 239000000654 additive Substances 0.000 description 18
- 230000000996 additive effect Effects 0.000 description 18
- 230000000873 masking effect Effects 0.000 description 18
- 230000004913 activation Effects 0.000 description 16
- 238000003491 array Methods 0.000 description 16
- 230000009257 reactivity Effects 0.000 description 16
- 238000009472 formulation Methods 0.000 description 15
- 238000005457 optimization Methods 0.000 description 14
- 239000007787 solid Substances 0.000 description 14
- 230000001965 increasing effect Effects 0.000 description 12
- 230000008021 deposition Effects 0.000 description 11
- 238000010586 diagram Methods 0.000 description 10
- 238000002474 experimental method Methods 0.000 description 10
- 238000000926 separation method Methods 0.000 description 9
- 230000000694 effects Effects 0.000 description 8
- 239000007788 liquid Substances 0.000 description 8
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 7
- 230000009466 transformation Effects 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 6
- 230000007423 decrease Effects 0.000 description 6
- 238000011084 recovery Methods 0.000 description 6
- 239000002131 composite material Substances 0.000 description 5
- 238000003475 lamination Methods 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- 239000000178 monomer Substances 0.000 description 5
- 238000006116 polymerization reaction Methods 0.000 description 5
- 238000004364 calculation method Methods 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 4
- 238000010100 freeform fabrication Methods 0.000 description 4
- 230000002829 reductive effect Effects 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000011960 computer-aided design Methods 0.000 description 3
- 230000005670 electromagnetic radiation Effects 0.000 description 3
- 238000010894 electron beam technology Methods 0.000 description 3
- 230000009477 glass transition Effects 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 230000000670 limiting effect Effects 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 125000005395 methacrylic acid group Chemical group 0.000 description 3
- 230000003534 oscillatory effect Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- 238000005094 computer simulation Methods 0.000 description 2
- 239000004035 construction material Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000001627 detrimental effect Effects 0.000 description 2
- 238000010790 dilution Methods 0.000 description 2
- 239000012895 dilution Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 125000000524 functional group Chemical group 0.000 description 2
- 230000000977 initiatory effect Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 230000011664 signaling Effects 0.000 description 2
- 238000004088 simulation Methods 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 238000000844 transformation Methods 0.000 description 2
- 230000001131 transforming effect Effects 0.000 description 2
- 238000012800 visualization Methods 0.000 description 2
- 239000011800 void material Substances 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 238000007259 addition reaction Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000006399 behavior Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008094 contradictory effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000005684 electric field Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 230000008376 long-term health Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000000935 solvent evaporation Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
Images
















































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/112—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using individual droplets, e.g. from jetting heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/171—Processes of additive manufacturing specially adapted for manufacturing multiple 3D objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/241—Driving means for rotary motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/314—Preparation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/17—Ink jet characterised by ink handling
- B41J2/175—Ink supply systems ; Circuit parts therefor
- B41J2/17503—Ink cartridges
- B41J2/1752—Mounting within the printer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Abstract
一种用于三维打印的系统,所述系统包括:一旋转托盘,配置用以围绕一垂直轴线旋转;一打印头部,各具有多个分离的喷嘴;以及一控制器,配置用以控制所述喷墨打印头部,以在所述旋转期间分配多个建构材料的液滴在多个层中,以便在所述托盘上打印一个三维物体。
Description
相关申请案
本申请案主张于2014年7月13日提交的美国临时专利申请号NO.62/023,897的优先权,其内容通过引用整体并入本文。本申请与标题为“用于三维列印的废物处理(WasteDisposal for 3D Printing)”的美国临时专利申请案,代理人档案号63080;标题为“用于三维打印的方法和系统(METHOD AND SYSTEM FOR 3D PRINTING)”的美国临时专利申请案,代理人档案号63081;标题为“在积层制造中操作打印喷嘴(Operation of PrintingNozzles in Additive Manufacture)”的美国临时专利申请案,代理人档号案63083;标题为“用于三维打印机的调平装置(LEVELING APPARATUS FOR A 3D PRINTER)”的美国临时专利申请案,代理人档案号63084一同申请。
所有上述文献的内容通过引用并入本文,如同在本文中完全阐述一样。
技术领域
在本发明的一些实施例中,本发明涉及三维打印,更具体地但仅限于涉及旋转三维打印。
背景技术
积层制造(AM)一般而言是一种制程,其中利用多个物体的计算机模型来制造一三维(3D)物体。这种制程用于各种领域,例如设计相关领域,用于可视化(visualization)、演示(demonstration)和机械原型设计(mechanical prototyping)以及用于快速制造的目的。
任何积层制造系统的基本操作包括将三维计算机模型切成薄截面,将结果转换成二维位置数据,并将数据馈送到一以分层方式制造三维结构的控制设备。
积层制造需要许多不同的制造方法,包括三维打印,例如三维喷墨打印(three-dimensional inkjet printing)、层压物体制造(laminated object manufacturing)、熔融沈积成型(fused deposition modeling)等。
在一三维打印过程中,例如从具有一组多个喷嘴的分配头部分配分配建构材料以在一支撑结构上沉积多个层。根据建构材料,然后可以使用一合适的装置固化(cure)或固体化(solidify)所述多个层。所述建构材料可以包括将物体形成的建模材料(modelingmaterial),以及在物体被建造时支撑物体的支撑材料。各种三维打印技术例如存在于并公开在例如美国专利号6,259,962,、6,569,373、6,658,314、6,850,334、7,183,335、7,209,797、7,225,045、7,300,619、7,364,686、7,500,846、7,658,976、7,962,237和9,031,680以及美国公开申请号US20130040091,所有相同的受让人,其内容通过引用并入本文。
例如美国专利号9,031,680公开了一种系统,其包括具有多个分配头部的一积层制造装置,被配置为向所述制造装置供应多个建构材料的一建构材料供应装置,以及用于控制制造和供应的一控制器。所述系统有几种操作模式。在一种模式中,所有的分配头部在所述制造装置单一建构扫描循环期间操作。在另一模式中,一或多个分配头部不在单一建构扫描循环或其一部分期间操作。
美国专利号7,291,002公开了用于制造一三维物体的装置。一旋转环形建构鼓接收一粉末建构材料的多个连续层,并且打印头部设置在环形建构鼓的上方,并且配置用以选择性地将一液体粘合剂的液滴分配到粉末上。
美国专利号8,172,562公开了用于制造一三维物体的装置。所述装置包括一建构容器,在所述建构容器中的一支撑件,以及将建构材料层施加到所述支撑件上的一固定材料施加装置。一驱动器使所述容器产生围绕一旋转轴线的运动,以及一垂直驱动器使所述支撑件产生一垂直运动。
美国公开申请号20080109102公开了用于制造一三维物体的装置。本公开的装置包括一计算机控制器,用于承载制造中的物品的一建构平台,以及用于在物体上形成一材料层的一建构站。所述建构站和所述建构平台中的任一者被安装和驱动以围绕一轴线旋转,使得制造中的物体的表面被重复地呈现给建构站。
发明内容
根据本发明的一些实施例的一方面,提供一种用于三维打印的系统。所述系统包括:一旋转托盘,配置用以围绕一垂直轴线旋转;一打印头部,各具有多个分离的喷嘴;以及一控制器,配置用以控制所述喷墨打印头部,以在所述旋转期间分配多个建构材料的液滴在多个层中,以便在所述托盘上打印一个三维物体。
根据本发明的一些实施例,至少一头部的多个不同的喷嘴以多个不同的距离远离所述轴线,幷且以多个不同的分配速率分配所述建构材料。
根据本发明的一些实施例,所述托盘和所述喷墨打印头部中的至少一者配置用以沿着平行于所述垂直轴线的一垂直方向运动,以改变所述托盘和所述喷墨头打印头部之间的一垂直距离,幷且其中所述控制器配置用以沿着所述垂直方向在所述运动期间持续所述分配。
根据本发明的一些实施例,所述喷墨打印头部配置用以沿着一径向方向相对于所述托盘往复运动。
根据本发明的一些实施例,沿着所述径向方向的所述运动是通过一螺钉。
根据本发明的一些实施例,所述控制器配置用以根据一补偿函数补偿所述头部的一径向位置的多个误差。
根据本发明的一些实施例,所述螺钉是一双重支撑螺钉,幷且所述函数是一线性函数。
根据本发明的一些实施例,所述螺钉是一悬臂螺钉,幷且所述函数是一非线性函数。
根据本发明的一些实施例,对于所述喷墨打印头部中的至少两者,沿着所述径向方向的所述往复运动是独立的幷且处于一不同的方位角。
根据本发明的一些实施例,所述控制器配置用以在所述往复运动期间停止所述分配。
根据本发明的一些实施例,所述控制器配置用以在所述往复运动之后在一方位角坐标处恢复所述分配,所述方位角坐处相对于停止所述分配的一方位角坐标形成偏移。
根据本发明的一些实施例,所述控制器配置用以在所述往复运动之后在与停止所述分配相同的一方位角坐标处恢复所述分配。
根据本发明的一些实施例,所述控制器配置用以在所述往复运动期间持续所述分配,同时因应于所述往复运动调节一打印数据。
根据本发明的一些实施例的一方面,提供一种用于三维打印的系统。所述系统包括:一旋转托盘,配置用于以一旋转速度围绕一垂直轴线旋转;一打印头部,各具有多个分离的喷嘴;以及一控制器,配置用以控制所述喷墨打印头部,以在所述旋转期间分配多个建构材料的液滴在多个层中,以便在所述托盘上打印一个三维物体,用以控制所述喷墨打印头部相对于所述托盘沿着一径向方向往复运动。
根据本发明的一些实施例,所述控制器配置用以因应于所述喷墨打印头部的一径向位置而改变所述托盘的一旋转速度。
根据本发明的一些实施例,所述控制器配置用以在所述往复运动期间停止所述分配,以及用以在所述往复运动之后在一方位角坐标处恢复所述分配,所述方位角坐标相对于停止所述分配的一方位角坐标形成偏移。
根据本发明的一些实施例,所述控制器配置用以在所述往复运动期间持续所述分配,同时因应于所述往复运动调节一打印数据。
根据本发明的一些实施例,所述控制器配置用以控制所述喷墨打印头部中的至少一者以分配所述多个液滴,使得多个顺序分配的液滴之间的一方位角距离以所述打印头部沿着所述径向方向的一函数而变化。
根据本发明的一些实施例,所述方位角距离的变化是根据沿着所述径向方向的所述位置的一概率函数。
根据本发明的一些实施例的一方面,提供一种用于三维打印的系统。所述系统包括:一旋转托盘,配置用以围绕一垂直轴线旋转;一打印头部,各具有多个分离的喷嘴;以及一控制器,配置用以在所述托盘上自动地决定多个位置,以及用以控制所述喷墨打印头部,以在所述旋转期间分配多个建构材料的液滴在多个层中,以便在所述托盘上分别在所述多个位置处三维地打印多个物体;其中所述自动地决定是根据一预定标准或一组的多个预定标准,所述预定标准选自于:一第一标准,根据所述第一标准所述多个物体被排列以便平衡所述托盘;以及一第二标准,根据所述第二标准远离所述轴线而打印的多个物体多于靠近所述轴线而打印的物体。
根据本发明的一些实施例的一方面,提供一种用于三维打印的系统。所述系统包括:一种用于三维打印的系统,其特征在于:所述系统包括:一旋转托盘,配置用以围绕一垂直轴线旋转;一打印头部,各具有多个分离的喷嘴;一控制器,配置用以控制所述喷墨打印头部,以在所述旋转期间分配多个建构材料的液滴在多个层中,以便在所述托盘上打印一个三维物体;以及一预加热元件,用于在进入所述打印头部之前加热所述建构材料,所述预加热元件与所述头部间隔开,幷且经由一导管与所述头部流体连通。
根据本发明的一些实施例的一方面,提供一种用于三维打印的系统。所述系统包括:一种用于三维打印的系统,其特征在于:所述系统包括:一旋转托盘,配置用以围绕一垂直轴线旋转;一打印头部,各具有多个分离的喷嘴;一控制器,配置用以控制所述喷墨打印头部,以在所述旋转期间分配多个建构材料的液滴在多个层中,以便在所述托盘上打印一个三维物体;以及一辐射源,配置用以相对于所述托盘沿着一径向方向往复运动,其中所述打印头部还配置用以相对于所述托盘沿着所述径向方向往复运动,幷且不与所述辐射源同步。
根据本发明的一些实施例的一方面,提供一种用于三维打印的系统。所述系统包括:一旋转托盘,配置用以围绕一垂直轴线旋转;一打印头部,各具有多个分离的喷嘴;一控制器,配置用以控制所述喷墨打印头部,以在所述旋转期间分配多个建构材料的液滴在多个层中,以便在所述托盘上打印一个三维物体;以及一辐射源,配置用以照射多个所述层,使得能量以不同速率被递送到多个位置处,所述多个位置与所述托盘的一中心相距多个不同的距离。
根据本发明的一些实施例的一方面,提供一种用于三维打印的系统。所述系统包括:一旋转托盘,配置用以围绕一垂直轴线旋转;一打印头部,各具有多个分离的喷嘴;一控制器,配置用以控制所述喷墨打印头部,以在所述旋转期间分配多个建构材料的液滴在多个层中,以便在所述托盘上打印一个三维物体;以及一辐射源,其中所述辐射源和所述头部之间的一方位角间隔为介于约0.3ω弧度和约0.75ω弧度之间,所述ω为所述托盘相对于所述头部和所述辐射源的一平均角速度。
根据本发明的一些实施例的一方面,提供一种用于三维打印的系统。所述系统包括:一旋转托盘,配置用以围绕一垂直轴线旋转;一打印头部,各具有多个分离的喷嘴;以及一控制器,配置用以控制所述喷墨打印头部,以在所述旋转期间分配多个建构材料的液滴在多个层中,以便在所述托盘上打印一个三维物体;其中当所述头部在所述托盘的一预定区域上方时,所述控制器另配置用以终止所述建构材料的任何分配;及当所述头部在所述预定区域上方时,用以发讯通知所述头部相对于所述托盘沿一径向方向运动。
根据本发明的一些实施例,所述控制器配置用以发讯通知所述托盘和所述喷墨打印头部中的至少一者沿着平行于所述垂直轴线的一垂直方向运动,当所述头部在所述预定区域上方,以改变所述托盘和所述喷墨头打印头部之间的一垂直距离。
根据本发明的一些实施例,所述控制器配置用以控制所述喷墨打印头部中的至少一者以分配所述多个液滴,使得多个顺序分配的液滴之间的一方位角距离以所述打印头部沿着所述径向方向的一位置的一函数而变化。
根据本发明的一些实施例,所述控制器配置用以在所述托盘的至少一次旋转期间执行所述多个液滴的一交错分配。
根据本发明的一些实施例,所述交错分配的一交错水平以所述打印头部沿着所述径向方向的一位置的一函数而变化。
根据本发明的一些实施例,所述控制器存取一位图掩码的一计算机可读介质,幷且仅对于未被所述位图掩码所掩蔽的所述托盘上的位置获取与所述物体的一形状有关的一打印数据。
根据本发明的一些实施例,所述系统还包括用于矫直被分配的建构材料的一圆锥形的辊体。
根据本发明的一些实施例,所述托盘在形成所述物体的过程中沿着一相同的方向持续旋转。
根据本发明的一些实施例,所述托盘和所述喷墨打印头部中的至少一者配置用以沿着平行于所述垂直轴线的一垂直方向运动,以改变所述托盘和所述喷墨头打印头部之间的一垂直距离,幷且其中所述控制器配置用以沿着所述垂直方向在所述运动期间持续所述分配。
根据本发明的一些实施例,执行沿着所述垂直方向的所述运动,使得所述托盘和所述喷墨打印头部在所述托盘的单一次旋转期间经历至少两个不同的垂直距离。
根据本发明的一些实施例,执行沿着所述垂直方向的所述运动,使得在所述托盘的单一次旋转期间,所述垂直距离增加的一数量大约等于所述建构材料的单一层的一特征厚度。
根据本发明的一些实施例,沿着所述垂直方向的所述运动大体上持续地执行。
根据本发明的一些实施例,所述多个喷墨打印头部包括:至少一支撑材料头部,用于分配一支撑材料;以及至少两个的建模材料头部,用于分别分配两个不同的建模材料。
根据本发明的一些实施例,所述系统还包括定位在所述喷墨打印头部分下方的一支撑结构,使得所述托盘位于所述支撑结构和所述头部之间,所述支撑结构与所述托盘接触,以防止或减少所述托盘振动。
根据本发明的一些实施例,所述托盘是可替换的。
根据本发明的一些实施例,所述系统还包括一托盘替换装置,配置用以自动地替换所述托盘。
根据本发明的一些实施例,所述头部配制用以将一真空程度维持在多个真空程度的一预定范围内。
根据本发明的一些实施例,所述系统还包括一预加热元件,用于在进入所述打印头部之前加热所述建构材料。
根据本发明的一些实施例,所述预加热元件与所述头部间隔开,幷且经由一导管与所述头部流体连通。
根据本发明的一些实施例,所述系统还包括一泵,用于将所述建构材料从所述导管收回进入所述预加热元件中。
根据本发明的一些实施例,所述系统还包括至少一水平仪,安装在所述系统的一底盘的一外壳上的一或多个位置处,用于指示所述底盘与水平状态的一偏差。
根据本发明的一些实施例,所述控制器配置用以计算打印所述物体所需的建构材料的一用量,将所述用量与建构材料的一可用量比较,幷且当打印所述物体所需的所述用量大于所述可用量时发出一警报。
根据本发明的一些实施例,所述系统还包括一辐射源,配置用以相对于所述托盘沿着一径向方向往复运动,其中所述打印头部还配置用以相对于所述托盘沿着所述径向方向往复运动,幷且不与所述辐射源同步。
根据本发明的一些实施例,所述系统还包括一辐射源,配置用以照射多个所述层,使得能量以不同速率被递送到多个位置处,所述多个位置与所述托盘的一中心相距多个不同的距离。
根据本发明的一些实施例,所述系统还包括一辐射源,所述辐射源和所述头部之间的一方位角间隔为介于约0.3ω弧度和约0.75ω弧度之间,所述ω为所述托盘相对于所述头部和所述辐射源的一平均角速度。
根据本发明的一些实施例,当同时打印多个物体时,所述控制器配置用以计算所述多个物体的一例外的总打印时间,幷且在一显示装置上显示所计算的时间。
根据本发明的一些实施例,所述控制器配置用以计算每个物体的所述总打印时间幷显示每个物体的所述总打印时间。
根据本发明的一些实施例,当所述头部在所述托盘的一预定区域上方时,所述控制器配置用以终止所述建构材料的任何分配。根据本发明的一些实施例,所述预定区域具有一圆扇形的一形状。
根据本发明的一些实施例,当所述头部在所述预定区域上方,所述控制器配置用以发讯通知所述头部相对于所述托盘沿一径向方向运动。
根据本发明的一些实施例,所述控制器配置用以发讯通知所述托盘和所述喷墨打印头部中的至少一者沿着平行于所述垂直轴线的一垂直方向运动,因而当所述头部在所述预定区域上方时,用以改变所述托盘和所述喷墨头打印头部之间的一垂直距离。
根据本发明的一些实施例,所述系统还包括用于矫直被分配的建构材料的一辊体,其中所述控制器配置用以发讯通知所述托盘和所述喷墨打印头部中的至少一者沿着平行于所述垂直轴线的一垂直方向运动,以便一旦所述被分配的建构材料首先到达所述辊体时,立即改变所述托盘和所述喷墨头打印头部之间的一垂直距离。
根据本发明的一些实施例,所述系统还包括用于矫直被分配的建构材料的一辊体,其中所述控制器配置用以发讯通知所述托盘和所述喷墨打印头部中的至少一者沿着平行于所述垂直轴线的一垂直方向运动,以改变所述托盘和所述喷墨头打印头部之间的一垂直距离,以便一旦所述被分配的建构材料首先到达所述辊体时,立即完成所述垂直运动。
根据本发明的一些实施例,所述控制器配置用以选择一第一打印模式以及一第二打印模式,所述第一打印模式中采用一方位角扫描,所述第二打印模式中采用一矢量扫描,所述矢量扫描沿着选择以形成至少一结构的一路径,所述结构选自:(i)一长形结构;(ii)一边界结构,至少部分地围绕用所述第一建构材料填充的区域;以及(iii)一层间连接结构所组成的一群组。
根据本发明的一些实施例,所述系统还包括一辐射源,配置用以照射所述多个层,其中所述控制器配置用以控制所述辐射源,以确保对于至少一层,所述照射在紧接所述至少一层之前的一层的固化开始之后至少t秒时启动,所述t长于所述形成所需的一总时间。
根据本发明的一些实施例的一方面提供一装置,包括:一卡匣,配置用以容纳一建构材料,所述建构材料被一积层制造系统选择性地分配,所述卡匣包括一前端和一后端,其中所述后端包括一流体连接,用于将所述卡匣连接到所述积层制造系统的一分配单元;以及一卡匣座槽,用于存储所述卡匣,其中所述卡匣配置用于以一角度安装在所述卡匣座槽中,使得所述卡匣的所述前端相对于所述后端而被提高。
根据本发明的一些实施例,所述卡匣包括一锁定弹簧,幷且其中所述锁定弹簧配置用于以所述角度锁定进入所述卡匣座槽中。
根据本发明的一些实施例,所述卡匣包括一井部,所述井部靠近所述流体连接,所述井部配置用以累积容纳在所述卡匣中的所述建构材料的一部分。
根据本发明的一些实施例,所述角度为2至5度。
根据本发明的一些实施例,所述卡匣座槽配置用以存储多个卡匣。
根据本发明的一些实施例的一方面,提供一种用于三维打印的系统,如上所述的装置并且可选地如下所述。
根据本发明的一些实施例的一方面,提供一种制造物体的方法。所述方法包括以下步骤:接收对应于一物体的形状的一个三维打印数据,将所述数据送至一个用于三维打印的系统,以及根据所述数据操作所述系统以打印所述物体,其中所述系统是如上所述的系统并且可选地如下所述。
除非另有定义,否则所有本文使用的技术和/或科学术语与本发明所属领域的通常技术人员所理解的具有相同含义。尽管与本文所描述的类似或相同的方法或材料可以用于实践或测试本发明的实施例,但是仍将示例性的方法和/或材料描述如下。在冲突的情况下,以专利说明书所包含的定义为主。此外材料、方法和实施例仅是用于说明,而非旨在必然性地限制各自实施例。
本发明实施例的方法和/或系统的实现可以涉及手动地、自动地或其组合地执行或完成所选择的任务。此外根据本发明的方法和/或系统的实施例的实际装置和设备,几个选择的任务可以通过硬件、通过软件或通过固件或通过使用一作业系统的组合来实现。
例如根据本发明实施例以用于执行所选择的任务的硬件可以被实现为芯片或电路。作为软件,根据本发明实施例的所选择的任务可以被实现为多个软件指令,所述多个软件指令为由使用任何合适的作业系统的计算机所执行。在本发明示例性实施例中,根据本文所描述的方法和/或系统的示例性实施例的一或多个任务由数据处理器执行,诸如用于执行多个指令的计算平台。可选地,所述数据处理器包括用于存储指令和/或数据的易失性存储器(volatile memory)和/或用于存储指令和/或数据的非易失性存储器(non-volatile memory),例如磁硬盘和/或可移动介质。可选地,还提供一网络连接。也可选地提供显示器和/或用户输入设备,例如键盘或鼠标。
附图说明
本发明在本文中仅以示例性的方式描述,幷参考附图。现在具体详细地参照附图,重要的是其所显示的细节是通过示例的方式,仅仅是用于说明及讨论本发明的实施例。在这点上,当将说明结合附图,如何可具体实践出本发明的实施例对于领域技术人员是显而易见的。
在附图中:
图1A至图1D是根据本发明的一些实施例中一种用于三维打印的系统的一俯视图(图1A和图1D)、一侧视图(图1B)和一等比例图(图1C)的示意图;
图2A至图2C是根据本发明的一些实施例中多个打印头部的多个示意图;
图3A至图3F是显示根据本发明的一些实施例的坐标变换的多个示意图;
图4A和图4B是描述本发明的实施例的多个示意图,根据所述实施例,沿着多个顺序分配的液滴之间的一方位角的一距离以所述打印头部沿着所述径向方向的一位置的一函数而变化;
图5A至图5H是描述根据本发明的一些实施例中所述打印头部分的径向运动的多个示意图;
图6是显示安装在多个不同径向轴线上的多个打印头部的一示意图,其配置成使得在多条相邻轴线之间存在方位角分离角;
图7是描述根据本发明的一些实施例中沿着所述径向方向的交错的一示意图;
图8A和图8B是根据本发明的一些实施例中,配置在一种用于三维打印的系统(图8A)的一托盘上的多个物体的多个示意图,以及所述预期的打印时间,所述打印时间为所述物体的数量(图8B)的函数;
图9A至图9C为多个示意图,显示根据本发明的一些实施例中一技术,适于减小或消除作为所述径向坐标的函数沿着一方位角方向的分辨率变异;
图10是根据本发明的一些实施例中一平台的示意图,所述平台具有用于建立一打印头部分的往复运动的一螺钉;
图11A至图11C显示根据本发明的一些实施例所执行的的计算和实验而获得的一打印头部于径向位置的误差;
图12是根据本发明的一些实施例中,位于一材料供应部和一打印头部之间的一流体路径处的一预加热器元件的示意图;
图13显示根据本发明的一些实施例所执行的多个实验中所使用的实验装置;
图14A至图14I显示根据本发明的一些实施例执行的实验期间获得的实验结果;
图15A至图15D是根据本发明的一些实施例中,通过矢量扫描在一层中形成的多个结构的多个示意图;
图16是根据本发明的一些实施例中的一示例性卡匣;
图17是根据本发明的一些实施例中包括一卡匣的一种示例性旋转三维打印系统;以及
图18是根据本发明的一些实施例中一示例性卡匣座槽以及多个卡匣。
具体实施方式
在本发明的一些实施例中涉及三维打印,更具体地但非仅限于涉及旋转三维打印。
在说细实明本发明的至少一种详施例之前,应当理解的是,本发明不只限于应用到下面的说明中所阐述的及/或图示中及/或示例中所的显示的多个构件及/或多个方法的建构及配置的细节。本发明能够实施成为其它的实施例或以各种方式被实践。
现在参考附图,图1A至图1D是根据本发明的一些实施例中一种用于三维打印的系统10的一俯视图(图1A和图1D)、一侧视图(图1B)和一等比例图(图1C)的示意图。系统10包括一托盘12和多个喷墨打印头部16,各具有多个分离的喷嘴。用于三维打印的材料通过一建构材料供应系统42供应到头部16。通常喷嘴因应于具有足够活化能的一激活脉冲而分配一滴的建构材料。一喷嘴接收不足以分配一液滴的一激活脉冲的能量被称为“搔痒(tickled)”。托盘12可以具有盘形或者可以是环形的形状。还可以想到是非圆形形状,只要其可以围绕垂直轴线旋转。
托盘12和多个头部16安装用以允许托盘12和多个头部16之间的一相对旋转运动。这可以通过(i)将托盘12配置相对于多个头部16围绕一垂直轴线14旋转来实现,(ii)将头部16配置相对于托盘12围绕垂直轴线14旋转,或者(iii)将托盘12和多个头部16配置为围绕垂直轴线14旋转,但是以不同的旋转速度(例如方向)。尽管下面的实施例以特别强调配置(i)描述,其中托盘被配置为相对于头部16围绕垂直轴线14旋转的旋转托盘,但是应当理解,本申请还考虑了配置(ii)和(iii)。本文描述的实施例中的任何一者可以被调整以适用于配置(ii)和(iii)中的任一者,并且本领域普通技术人员将知道如何进行这样的调整。
在下面的描述中,平行于托盘12并且从轴线14向外指向的方向被称为径向方向r,平行于托盘12并且垂直于径向方向r的方向在本文中被称为方位角(azimuthal)方向 垂直于托盘12的方向在本文中被称为垂直方向z。
垂直于托盘12的方向在本文中被称为垂直方向z。
本文所使用的术语“径向位置”是指在托盘12上或上方距离轴线14特定距离处的位置。当所述术语用于与打印头部联结时,所述术语指的是头部的离轴线14的一特定距离的一位置。当所述术语用于与托盘12上的一点联结时,所述术语对应于属于点的一轨迹(locus)的任何点,所述轨迹为一圆型,其半径为距离轴线14的特定距离并且其中心在轴线14处。
如本文所使用的术语“方位角位置(azimuthal position)”是指相对于一预定参考点,在托盘12上或上方的特定方位角度处的位置。因此径向位置是指属于点的一轨迹(locus)的任何点,所述轨迹为相对于所述参考点形成特定方位角的一直线。
如本文所使用的术语“垂直位置”是指在一平面上的一位置,所述平面与垂直轴线14在一特定点相交。
托盘12用作为三维打印的一支撑结构。打印一或多个物体的工作区域通常(但非必须)小于托盘12的总面积。在本发明的一些实施例中,工作区域是环形的。工作区域在26处示出。在本发明的一些实施例中,托盘12在物体形成的整个过程中沿相同方向连续旋转,并且在本发明的一些实施例中,托盘在物体形成的过程反转旋转方向至少一次(例如一振荡方式)。托盘12可选地且优选地是可移除的。移除托盘12可以用于系统10的维护,或者如果需要,用于在打印一新物体之前替换托盘。在本发明的一些实施例中,系统10设置有一或多个不同的替换托盘(例如多个替换托盘的一套件),其中两个或更多个托盘被指定用于不同类型的物体(例如不同的重量)、操作模式(例如不同旋转速度)等。根据需求,托盘12的替换可以是手动的或自动的。当采用自动替换时,系统10包括一托盘替换装置36,配置用以从其头部16下方的位置移除托盘12并以一替换托盘(未显示)替换。在图1的代表性图示中,图1A中的托盘替换装置36被显示为一驱动器38,具有一可移动臂件40配置用以拉动托盘12,但是也可以想到其他类型的托盘替换装置。
在本发明的一些实施例中,多个头部16配置用以沿着径向方向r相对于托盘往复移动。当多个头部16的喷嘴阵列的长度短于托盘12上的工作区域26的径向宽度时,这些实施例是有用的。多个头部16沿着径向方向的运动可选地且优选地被控制器20控制。适于使多个头部16沿着径向方向运动的机构的一代表性图示在图2中显示。如在图1D中显示,一头部16是安装在一平台52(图10),所述台架52配置用以沿着径向方向建立头部16的往复运动。头部16可以经由在54处显示的一柔性通信线路与电源42和控制器20(图1D中未显示)通信。
打印头部16的多个示例性实施例在图1和图2中示出。图2A和2C显示具有一个(图2A)和两个(图2B)喷嘴阵列22的打印头部16。所述阵列中的喷嘴优选地沿着一直线线性地对准。在其中特定打印头部具有两个或更多个线性喷嘴阵列的实施例中,喷嘴阵列可选地且优选地可以彼此平行。
通常(但非必须地)所有打印头部16径向地(平行于径向方向)定向,其方位角位置彼此偏移。因此在这些实施例中,不同打印头部的多个喷嘴阵列彼此不平行,而是彼此成一定角度,所述角度近似等于各个头部之间的方位角偏移。例如,一头部可以径向定向并且定位在方位角位置 处,另一头部可以径向定向并且定位在方位角位置
处,另一头部可以径向定向并且定位在方位角位置 处。在这个例子中,两个头部之间的方位角偏移为
处。在这个例子中,两个头部之间的方位角偏移为 两个头部的线性喷嘴阵列之间的角度也为
两个头部的线性喷嘴阵列之间的角度也为
在一些实施例中,两个或更多个打印头部可以被组装为多个打印头部的块件,在这种情况下,块件的打印头部通常彼此平行。图2C显示包含数个喷墨打印头部16a、16b、16c的一块件。
在本发明的一些实施例中,空气的预定亚大气压(sub-atmospheric pressure)维持在头部16中的液位以上。为了防止喷嘴的重力泄漏,相对于周围大气,例如60mm水压,一定的真空程度可以持续地维持在头部16内。在实践中,用于维持压力差的机构可以提供例如±5%的公差(tolerance)。在另一示例中,用于维持压力差的机构可以提供±5mm水压的公差(tolerance)。
为了保持所需的真空程度,可以在头部16的材料腔室和大气之间放置双向泵(未显示)。泵可以将空气从头部16的腔室移动到大气,从而增加头部内的真空。相反地双向泵可以将空气从大气移动到头部16中,从而增加头部内的压力,即减小头部内的真空。优选地头部16包括一压力传感器(未显示),测量头部16的内部和外部大气之间的压力差。控制器20从压力传感器接收当前压力数据,并且可以致动泵以在所述头部内保持预定真空程度。
在操作中,测量所述头部内的压力与一参考环境大气压之间的压力差。所述压力差可选地并且优选地与期望的相对压力或压力范围进行比较。比较例如可以由控制器20执行。如果测量的压力差低于期望的相对压力或期望的压力差范围,则优选地启动泵以将空气添加到腔室中。如果测量的压力差高于期望的相对压力或期望的压力差范围,则可以启动泵以从腔室移除空气。如果发现所测量的压力差等于或足够接近(在预定压力差范围内)期望的相对压力,则泵可选地且优选地保持不工作,从而有效地使泵作为一阀门,用以阻断在环境大气和头部内部之间的空气通道。
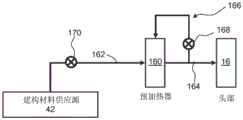
在本发明的一些实施例中,所述建构材料在进入打印头部分之前被预加热到适合于建构材料和打印头部的工作温度。所述预加热优选地在打印头部内进行的额外的加热,如本领域中已知的。预加热可以通过位于材料供应源42和头部16之间的流体路径处的预加热元件160来实现,如图12所示。预加热元件160优选地与头部16间隔开,并且经由导管162与供应源42流体连通,并且经由导管164与头部16流体连通。这不同于传统的3D打印系统,传统的3D打印系统中预加热器安装在打印头部分。管道162可选地且优选地设置有一泵170,配置用以从供应源42产生建构材料的流通,而到达预加热器160,并且进一步从预加热器160进入头部16中。泵170优选地由控制器20控制。
在本发明的各种示例性实施例中,预加热元件160是静止的,即不允许其与头部16一起移动。预加热元件160可以采用任何类型的加热技术,包括但不限于电阻加热、辐射加热和对流加热。优选地,系统10包括流体回收回路166,用于可控制地使得建构材料从导管164并且可选地及优选地从头部16回收到预加热元件160或供应源42中。流体回收回路166可以包括泵168,用于控制回路166中的流通。泵168优选地由控制器20控制。或者泵170可以是双向泵,在这种情况下,建构材料回收到预加热器元件160中可以通过反转泵170的操作来实现。在这些实施例中,系统10不必包括泵168。
图12显示流体回收回路166具有与导管164分离的一导管。在这些实施例中,当建构材料在回路166中回流时,优选地防止建构材料进入预热器元件160,例如通过一可控制的阀门(未显示),其可以安装在管道164上,例如在预热器160的出口172处。然而在一些实施例中,建构材料可以不必由一分离的导管回收。例如当泵170是双向的时,回路166可以实现为导管164中的反向流动。在所述实施例中,不必具有用于回收的一分离的导管,并且不需要具有安装在导管上的阀门164。
当头部16在操作时,泵170(或如果使用泵168)通常不允许建构材料从导管164回收。当泵170不在操作,例如当操作者或控制器20暂时地中断打印过程(例如为了替换材料卡匣\的目的),头部16为闲置状态。如果闲置时间间隔够长,已经在管道164中的建构材料可能散失热量至环境中,导致建构材料的温度降低到低于上述工作温度。在闲置时间间隔结束时,并且在头部16的重新致动之前,控制器20优选地激活泵168或者反转泵170的操作方向,以将建构材料从导管164回收到预热器160中。回收的构材料在预热器160中重新加热。优选地持续回收过程,直到没有建构材料保留在导管164中。此后控制器20可以再次反转泵170的操作方向(或如果由泵168进行回收,恢复其操作并终止泵168的操作),并且所述再加热过的建构材料通过导管164被供给到头部16中。
在一些实施例中,系统10包括位于头部16下方的支撑结构30,使得托盘12位于支撑结构30和头部16之间。支撑结构30可用于防止或减少在喷墨打印头部16操作时托盘12可能发生的振动。在打印头部16围绕轴线14旋转的配置中,支撑结构30优选地也旋转,使得支撑结构30总是直接在头部16下方(托盘12在头部16和托盘12之间)。
在操作中,系统10优选地放置在一表面上,使得托盘12本质上为水平(例如,具有小于10°、或小于5°、或小于4°、或小于3°、或小于2°、或小于1°、或小于0.5°、或更小的偏差)。在一些实施例中,系统10还包括一水平仪44,安装在系统10的一底盘46的一外壳上的一或多个位置处。可选地并且优选地,(多个)水平仪44是一电子装置,与控制器通信。在这些实施例中,当外壳或底盘46与水平方向的偏差高于预定阈值时,控制器20可以发出警报信号。还考虑了这样的实施例,其中控制器20因应于从水平仪装置44接收的信号将信号传输到驱动器48,以便当检测到偏离水平方向时自动地调平外壳或底盘46。
喷墨打印头部16并且可选地及优选地还有系统10的一或多个其它部件的操作(例如托盘12的运动)由控制器20控制。控制器可以具有一电子电路和所述电路可读的非易失性存储器介质(non-volatile memory medium r),其中所述存储器介质存储程序指令,所述程序指令在被所述电路读取时使得所述电路执行如下面进一步详细描述的控制操作。
控制器20还可以与主计算机24通信,主计算机24根据计算机物体数据传输关于制造指令的数字数据,例如以标准镶嵌语言(Standard Tessellation Language,STL)或立体光刻轮廓(StereoLithography Contour,SLC)格式、虚拟现实建模语言(Virtual RealityModeling Language,VRML)、积层制造档案(Additive Manufacturing File,AMF)格式,绘图交换格式(Drawing Exchange Format,DXF)、多边形档案格式(Polygon File Format,PLY)的形式或适用于计算机辅助设计(Computer-Aided Design,CAD)的任何其他格式。物体数据格式通常地根据笛卡尔(Cartesian)坐标系统来构造。在这些情况下,计算机24优选地执行一程序,用于将计算机物体数据中的各切片的坐标从笛卡尔坐标系变换为极(polar)坐标系。就被转变的坐标系统而言,计算机24可选地及优选地传输制造指令。或者,计算机24可以根据由计算机物体数据提供的原始坐标系统传输制造指令,在这种情况下,坐标变换由控制器20的电路执行。
在本发明的一些实施例中,当系统10在托盘12上打印两个或更多个物体时(或同一物体的两个或更多个分离的部分),计算机24或控制器20的电路可以自动地在托盘12上决定多个位置。然后控制器20可传讯打印头部16以在所确定的多个位置处打印所述物体。所述物体在托盘12上被打印的多个位置处可通过执行一优化的程序而决定,所述优化的程序模拟托盘12上所述物体的不同配置,并且根据预定标准或者一套多个标准选择多个配置中的一者(通常是最佳可能配置),。
例如根据一标准,所述物体被配置在托盘12上,以便平衡托盘。此标准特别适用于当待打印的物体相对较重,使得其重量可影响托盘12的平衡。作为代表性示例,当系统10打印相对重且具有相似重量的两个物体时,控制器20或计算机24可决定它们的位置相对于托盘的中心大致是反向的,并且通常在相同的径向位置(即距离轴线14的相似距离),并优选地接近工作区域的周围;并且当系统10打印相对重且具有相似重量的三个物体时,控制器20或计算机24可以决定它们的位置在彼此相距大约120°的三个方位角位置处,并且通常在相同的径向位置,并优选地接近工作区域的周围。
根据另一标准,远离轴线14而不是接近轴线14打印更多物体。所述标准特别适用于要打印的物体的数量大于两个时,但也可以应用于两个对象的情况。作为代表性示例,当系统10打印n个物体时,控制器或计算机首先尝试在工作区域的周围布置所有对象,而无重迭并且在相邻对象之间具有足够的距离。如果不是所有物体都能够占据工作区域的周围,而在相邻物体之间具有足够的距离,则控制器或计算机尝试在工作区域的周围布置n-1个物体(同样地没有重迭,并且相邻物体之间具有足够的距离),1个物体更接近轴线14,以此类推。
优化过程可选地及优选地向各物体分配一或多个优化权重(不要与出于重力的物理重量混淆),模拟所述多个物体的不同配置,计算各模拟配置的总体优化分数,并且根据其优化分数选择配置。通常,但非必须,权重具有数值,以量化在工作区域的外围一将被打印的特定物体的偏好。对于各特定配置,可以为各物体计算一物体优化分数,然后可以组合(例如相加、相乘)所有对象优化分数。可以至少部分地根据多个组合的物体优化分数,并且可选地还根据其他标准(例如不同对象的位置之间的空间关系)来计算特定配置的优化分数。
对于特定的配置,可以通过将相应物体的数值权重与代表物体距轴线14的距离的参数结合(例如相加、相乘)来计算对象优化分数。因此当在一些模拟配置中,具有高权重(表示期望在工作区域的周围打印所述物体)的物体被放置在工作区域的周围时,所述物体的物体优化分数是高的。另一方面,当在某些模拟配置中,具有高权重的物体不被放置在工作区域的周围时,所述物体的物体优化分数是低的。
在本发明的一些实施例中,计算机24或控制器20的电路还可以执行一优化过程,所述优化过程接收与在系统中(例如在供应源42中)整个建构材料有关的数据,并且计算打印所述物体所需的材料量。当打印对象所需的材料的用量大于存在于供应源42中的材料的存量时,本实施例的控制器20发出警报。
坐标的转换允许在一旋转托盘上进行三维打印。在常规的三维打印中,打印头部沿着直线在一固定的托盘上方往复移动。在这种常规系统中,只要头部的分配速率是均匀的,打印分辨率在托盘上的任何点都相同。与传统的三维打印不同,并非所有头部的多个喷嘴点都同时覆盖托盘12上的相同距离。可选地且优选地执行坐标变换,以便确保等量的过量材料在不同径向位置处。根据本发明的一些实施例的坐标转换的代表性示例在图3A至图3F中提供,显示了物体的三个切片(各切片对应于物体的不同层的制造指令),其中,图3A、图3C和图3E显示笛卡尔坐标系中的切片,图3B,3D和3F显示在将坐标程序转换到相应切片之后的相同切片。
通常控制器20根据制造指令以及根据如下所述的存储的程序指令来控制施加到系统10的相应构件的电压。
通常控制器20控制打印头部16在托盘12的旋转期间分配建构材料的液滴在多层中,以在托盘12上打印三维物体。
喷墨打印头部通过喷墨技术分配建构材料。各打印头部可以配置用以分配不同的建构材料。当特定的打印头部包括两个或更多个喷嘴阵列时,各喷嘴阵列可以配置用以分配不同的建构材料。因此不同的建构材料可以占据不同的目标位置。建构材料的类型可以分为两大类:建模材料和支撑材料。
所述支撑材料做为一支撑基体(supporting matrix),用于在制造过程和/或其他目的期间支撑物体或物体的部件,例如提供中空或多孔物体。所述支撑材料优选的是水分散性的,一旦物体建构完成以便于将其去除。支撑材料优选地以液体形式分配并且可通过辐射固化,例如但不限于电磁辐射(例如紫外光辐射、可见光辐射、红外光辐射)和电子束辐射。可想到的支撑材料还涵盖了包含一蜡组分及任选地还包含一粘度改性组分。这些类型的支撑材料在系统10的喷墨打印温度下为液体形式,在分配后一旦冷却就固化,并且不需要通过辐射固化。
建模材料通常是配制用于喷墨技术的一组合物,其能够自己形成三维物体,即不必与任何其它物质混合或组合。建模材料优选以液体形式分配,并且可通过辐射固化,例如但不限于电磁辐射(例如紫外光辐射、可见光辐射、红外光辐射)和电子束辐射。
在本发明的一些实施方案中,支撑材料和建模材料都可使用相同类型的辐射固化。
由系统10制造的最终三维物体由建模材料或建模材料和支撑材料的组合或其修改的组合制成(例如固化之后)。
优选地但非强制地,选择分配喷嘴或喷嘴阵列的总数,使得一半分配喷嘴被指定用于分配支撑材料,而一半分配喷嘴被指定用于分配建模材料。在图2C的代表性示例中,头部16a和头部16b中各具有一喷嘴阵列,而头部16c具有两个喷嘴阵列。在所述实施例中,头部16a和16b可以指定用于建模材料,并且头部16c可以指定用于支撑材料。因此,头部16a可分配第一建模材料,头部16b可分配第二建模材料,头部16c可分配支撑材料。在替代实施例中,例如头部16c可以包括两个物理上分离的结构,各结构具有单一喷嘴阵列。在所述实施例中,两个结构中各者物理上可以类似于头部16a和16b。
通常选择建模头部的数量、支撑头部的数量和各头部中喷嘴的数量,以提供支撑材料的最大分配速率与建模材料的最大分配速率之间的一预定比率a。优选地选择所述预定比率a的数值,以确保在各制造层,建模材料的高度等于支撑材料的高度。a的典型的数值约为0.6至约1.5。
例如对于a=1,当操作所有造型头部和支撑头部时,支撑材料的总分配速率通常与造型材料的总分配速率相同。
在优选实施例中,存在M个建模头部,各具有p个喷嘴的m个阵列,以及S个支撑头部,各具有q个喷嘴的s个阵列,使得M×m×p=S×s×q。所述M×m个建模阵列的各者和所述S×s个支撑阵列的各者可被制造为单独的物理单元,其可以从阵列组中组装和拆卸。在所述实施例中,每个这样的阵列可选地且优选地包括一温度控制器和其自身的材料水平传感器,并且为了本身的操作,接收一各自控制的电压。
传送到各打印头部分的各喷嘴阵列以用于分配的材料的类型可选地并且优选地由控制器20控制。例如控制器20可以发讯通知建构材料供应系统42,以供应一第一建模材料至第一头部的喷嘴阵列,并且供应一支撑材料到第一头部的另一喷嘴阵列。控制器20还可发讯通知系统42,以供应所述第一建模材料至第一头部的喷嘴阵列,供应所述支撑材料到第一头部的另一喷嘴阵列,并且供应一第二建模材料至第二头部的喷嘴阵列。可替代地,控制器20可以发讯通知系统42,以供应支撑材料至另一头部的一喷嘴阵列。控制器20还可发讯通知系统42,以供应所述第一建模材料至第一头部的喷嘴阵列,供应所述支撑材料到第一头部的另一喷嘴阵列,供应所述第二建模材料至第二头部的一喷嘴阵列,并且供应所述第三建模材料至第二头部的另一喷嘴阵列。
托盘12和/或打印头部16配置用以沿垂直方向z平行于垂直轴线14移动,以便改变托盘12和打印头部16之间的垂直距离。在沿着垂直方向移动托盘12而改变垂直距离的配置中,支撑结构30优选地也与托盘12一起垂直地运动。在沿着垂直方向移动头部16而改变垂直距离,同时维持托盘12的垂直位置固定的配置中,支撑结构30也保持在固定的垂直位置。
垂直运动可以通过一垂直驱动器28建立。一旦完成一层,根据随后被打印的层的期望厚度,通过一预定的垂直步骤,可以增加托盘12和头部16之间的垂直距离(例如托盘12相对于头部16降低)。重复所述过程以逐层地形成三维物体。
本实施例的系统可以从一特定数量的建模材料中及/或从用于包括正被制造的物体的一部分的材料中选择建模材料,以定义所选材料的期望组合并定义在所述层内其沉积的“空间位置(spatial location)”(组合的或分离的),从而使得一广大范围的材料(即材料组合)能够成形,具有一定范围的材料属性或性质,并且使得由多种不同建模材料的组合所组成的一物体能够制造,在所述物体的不同部分中,根据所需的属性来赋予所述物体的各部分特色。
一三维物体可以通过使用适当的软件来建构,如CAD软件,其通过适合于CAD的一便携式档案格式将虚拟对象输出到系统10,如上文进一步详细描述的。使用者可以将要制造的虚拟物体划分或分割成多个单独的部分或区域。因此所述物体中的一区域是所述物体的子体积(sub-volume),被限制在彼此不相交的一或多个相邻表面中。
进行虚拟对象的划分以便能够将不同的建模材料或建模材料组合或结构分配至不同的区域。在一些实施例中,不同区域被储存为不同的数据档案或一数据档案的多个不同部分,所有档案或档案部分皆涉及相同轴系统和来源。划分为多个单独区域和其转化为数据档案的过程通常如本领域中已知的方式执行,一般而言例如转让给Materialise N.V.的美国专利No.5,768,134中所描述。因此一组多个区域或一组多个数据档案可以构成其整个物体或其整个部分。
在本发明的一些实施例中,根据如此定义的区域决定建模材料的沉积,例如使用的特定的建模材料,并且其区域内的组合和/或空间沉积在软件中,以及在所述物体层内所述区域本身的空间定义都根据最终物体的各部分所期望的预定义属性。通常多个区域属性的定义(例如一给定区域中的建模材料的类型及其组合)可以在将虚拟物体划分为区域时或之后由软件定义。在一优选实施例中,对于任何给定区域,系统10的使用者或操作者例如可以经由使用者界面引入定义。例如操作者可以根据各相应区域所期望的属性来选择一特定区域,并且为这样定义的区域选择建模材料和/或材料组合。其例子是为所述区域的周围或边界定义一建模材料或材料组合,并且为其余部分定义不同的材料或材料组合。一有用的例子是以硬物质打印所述物体中的主体,但是以软物质打印物体的表皮肤。
可以选择具有不同性质的不同建模材料的组合以沉积在不同区域中以产生一复合材料,其具有的性质与所分配的材料的性质不同,或者展现出它们的性质的组合。所得到的性质可以根据所分配的材料的组合和/或相对量而不同。根据在最终复合材料中期望实现的特性(所述最终复合材料形成所述物体或所述物体的部分),在多个不同的组合中使用所述多种材料以及预定其组合的结构,例如空间/相对沉积。
因此根据本发明的一些实施例,得到的对象可以具有在对象本身内不同的属性,例如从物体的一侧到另一侧增加或减少的属性,或者在物体内的交替属性。例如选择一种在固化之后为刚性的建模材料,另一种在固化之后为柔性或弹性的建模材料,可以产生一复合材料物体,其中所述物体的一些部分比其他部分更刚性,一些比其它部分更加柔性,或者例如所述物体在外部和中心可以是刚性的,但在其它地方是柔性的。例如如果被分配的刚性材料的用量比柔性材料的用量更多时,则所制造的物体材料比所选择的刚性材料的刚性更低,但其柔性也不像所选择的柔性材料。因此所制造的物体的不同区域可以具有不同的材料性质,其中区域可以是一层,一部分的层或多层,例如多个层的水平块件或其他结构配置,因此材料性质可以在一层内或在多层的不同块件之间变化。复合材料还可以具有与整个复合材料不同的多种颜色,这取决于多种不同颜色材料的相对量和空间分配。
不同类型的建模材料可以在所制造的物体内保持分离并且不相同,或者它们可以在制造过程期间混合。在单一材料模式中,如果例如使用两种造型材料,则材料本身可以组合成单一材料,或者可以沉积它们使得每种材料保持不同,然而它们在材料的彼此相邻的液滴中均匀沉积,而形成一均匀(uniform)、均质(homgenous)的混合物。在多材料模式中,可以选择两种或更多种建模材料,以独自地分配在多个部分或多个区域中,和/或在其他组合中,其中可以通过将相对量的各材料分配在多个不同的特定目标位置或多个目标位置的多个群组,或通过在同一群组的目标位置内分配两种或更多种类型的建模材料,而产生所述组合。
在所述物体的制造期间,特别是当期望制造的物体具有不均匀或各向异性(anisotropic)特性时,分配在各层或各层的一部分的不同建模材料的相对量可以由控制器20动态地改变。控制器20优选地从计算机24接收描述相对量的数字数据,并根据数据控制各自分配速率的分配速率。相对量的变化可以连续或离散的方式进行。
本实施例的系统利用两种或更多种不同的建模材料的能力,使得可以在固体自由成形制造中(solid free form fabrication)使用比迄今为止现有固体自由成形制造技术更多变化的材料,根据期望获得的最终目标和/或物体特性,为组合多种材料提供许多不同的可能性。
例如,由于聚合过程而具有较大收缩倾向的建构材料通常不适合用于传统的固体自由成型制造装置。本实施例的系统有效地提供了针对所述问题的解决方案。例如本实施例的系统可以制造多个部件或物体,其中部件或物体的外表面由一种材料制成,而部件或物体的其余部分包括不同的材料。在所述示例中,内部区域可以由缺乏机械强度的材料制成,例如凝胶或液体,但是具有其他期望的特性,例如易于移除,如产生中空的物体,或者容易烧毁而不留下灰或其他痕迹。
在本发明的一些实施例中,可分配两种或更多种造型材料,其中一种或两种材料可能不具有能够建构所期望的物体所需的性质。两种材料的组合可以提供一种功能性建构材料。例如,其中一种材料在制造过程中可能不被固体化,而保持为液体、凝胶、糊状物或其他非固体或半固体形式,而另一种材料在制造过程中被固体化。所述被固体化的材料可以“包含”非固体化的材料,或者,一旦所述过程完成,可以排出、烧掉或以其它方式除去未固化的材料,以提供中空或多孔的模型。
在本发明的一些实施方案中,可以分配两种或更多种建模材料,其中一种材料在一特定系统中作为一造型材料可能具有太低的反应性,如单独使用它将产生具有差的精确性和低的打印质量,而另一种材料具有适当的反应性。在此实施例中,可以注意到UV可固化制剂的一基本性质是其对UV辐射的反应性。反应性通常通过多个单体(monomers)、低聚物(寡体、oligomer)、光引发剂和光引发剂浓度的一合适组合获得。丙烯酸单体和低聚物(相对于甲基丙烯酸)是特别合适的,因为其具有相对高的内在反应性,这意味着丙烯酸制剂可以使用相对低浓度的光引发剂。由于甲基丙烯酸组分的相对低的内在反应性,在制剂的制备中使用其是相当困难的。制剂的反应性的缺乏直接影响其打印质量。使用具有低反应性的制剂将产生具有不精确和不确实的物体的边缘和/或表面。
甲基丙烯酸组分通常具有有价值的性质,例如比丙烯酸组分更低的收缩率和更高的Tg(玻璃化转变温度),然而它们具有比丙烯酸组分更低的反应性。所述问题可以使用本发明的系统来解决,其中使用具有高反应性的一种建模材料,例如丙烯酸制剂,以及具有低反应性的另一种建模材料,例如甲基丙烯酸制剂。高反应性制剂可用于在各层中包围的低反应性制剂,因此物体的表面将由高反应性制剂和以及低反应性制剂的物体核心组成。因此确保了物体周边的质量,因为所述特性需要高反应性(周边的质量包括壁平滑度和边缘锐度)。由于由收缩引起的主体形变被最小化,因此也确保了物体的精度。以这种方式可以利用低反应性组分的有价值的性质。可以使用其它类型的低反应性制剂,例如包括UV阳离子引发的可聚合制剂(UV cationically initiated polymerizable formulations)。
在本发明的一些实施例中,配置一或多个打印头部的喷嘴阵列使得在轴线14的不同距离处的喷嘴以不同的分配速率分配建构材料。优选地,更接近轴线14(或托盘12的中心)的喷嘴以比距离轴线14更远的喷嘴以更低的分配速率分配建构材料。这种配置是有利的,因为其减少或消除了在距离轴线14不同距离处的不同的线性速度。
可以以多于一种方式确保不同的分配速率。
在本发明的一些实施例中,喷嘴孔的直径对于相同喷嘴阵列中的不同喷嘴之间不相同。例如喷嘴孔的直径可以是喷嘴距轴线14的距离的一增加函数,使得对于相同阵列的任何一对喷嘴,更接近轴线14的喷嘴孔径小于远离轴线14的喷嘴孔径。
在本发明的一些实施例中,喷嘴孔的直径对于相同喷嘴阵列中的所有喷嘴是相同的,但是喷嘴由控制器20单独地控制。在这些实施例中,控制器20施加不同的电压水平到相同阵列的不同喷嘴,以确保在相同阵列中不同喷嘴的不同分配速率。优选地,控制器20选择施加的电压,使得更接近轴线14的喷嘴以比远离轴线14更远的喷嘴以更低的分配速率分配建构材料。
在本发明的一些实施例中,喷嘴孔的直径对于相同喷嘴阵列的不同喷嘴之间不同,并且喷嘴由控制器20单独地控制。在这些实施例中,通过不同尺寸的孔径并且通过适当地选择由控制器20施加的电压来进一步确保不同的分配速率。
本发明人还设计了一种技术,当所述灌注头部和托盘之间的相对运动不是沿着直线时,解决关于恒定分配速率的问题。当头部16的所有喷嘴以相同的分配速率分配建构材料时,可以采用下面描述的技术,但是当打印速率变化时,可以采用所述技术。所述技术可用于任何打印情形,其中喷嘴遵循非沿着直线的一轨迹,特别是在以相同频率操作打印头部的所有喷嘴导致不均匀分辨率的情形下。所述技术包括数据掩蔽(data masking),现在将更详细地解释。
计算机物体数据中的各切片通常是但不一定是一个二进制位图(binary bitmap)的形式。或者可以从所述物体的一个三维计算机代表(例如3D网格)在运行中计算出所述切片数据。
虽然下面的实施例以特别强调使用位图(bitmap)来描述,但是应当理解,从位图读取信息的操作可以由在所述物体的一个三维计算机代表内计算出一特定位置处的值的操作所代替,并且根据本发明的各种示例性实施例考虑这两者。
通常从所述计算机物体数据的位图来计算一喷嘴激活位图。喷嘴激活位图中的各位图元素(例如像素)对应于相应层上的一目标位置,其中位图元素的值决定一相应喷嘴到达所述相应物理位置是否被激活。例如“1”表示在最终层中被建构材料占据的位置,“0”表示最终层中的空隙。
根据本实施例,操作位图被掩蔽,使得沿着所有喷嘴的方位角方向的分辨率是相同的,而无论其在头部中的位置和头部的轨迹。这种掩蔽的代表性示例在图9A中显示。其显示头部16的喷嘴阵列22。第一喷嘴(离轴线14最远)表示为喷嘴104,最后的喷嘴(最接近轴线14)表示为喷嘴106。图9A还显示在头部16和托盘12的相对运动期间随着喷嘴104和106的两个示例性弯曲轨迹102和108。在阵列22中显示六个喷嘴,但阵列22可以具有任何数量的喷嘴。喷嘴104和106在轨迹102和108上的所示的多个位置对应于称为T1的时间点。在另一时间点T1+dT,喷嘴104沿着轨迹102到达位置110,喷嘴106沿着轨迹108到达位置112.在又一时间点T1+2dT,喷嘴104沿着轨迹102到达位置114,喷嘴106沿着轨迹108到达位置116。
喷嘴104和106在相同的时间间隔上掩蔽轨迹102和108上的不同弧长。具体而言,在时间点T1、T1+dT和T1+2dT处由喷嘴104经过的三个位置比在这些时间点由喷嘴106经过的三个位置更加间隔开。在图9A所示的示例中,喷嘴106在时间点T1和T1+2dT之间掩蔽的弧长与喷嘴106在时间点T1和T1+dT之间或时间点T1+dT和T1+2dT之间掩蔽的弧长大致相同。根据本发明的一些实施例,喷嘴106在时间点T1和时间点T1+2dT被激活,而在时间点T1+dT未被激活。换句话说,对应于相应层的所述喷嘴激活位图被掩蔽,使得在位置112处不分配材料,而不管所述喷嘴激活位图或所述输入计算机物体数据的位图是否将位置112指定为分配建构材料的液滴的一位置。
图9A表示50%掩蔽率的示例,其中对于喷嘴106,沿着轨迹108的50%的位置被掩蔽,使得喷嘴106在到达这些位置时不分配材料。应当理解的是,对于其他轨迹掩蔽比率可以不同于50%。可以根据在相同时间间隔dT期间由不同喷嘴所掩蔽的弧长之间的比率,或根据不同喷嘴的线速度之间的比率,来计算各喷嘴的各轨迹的掩蔽率。根据掩蔽比率,控制器20可选地并且优选地决定是否在相应位置处激活相应的喷嘴。根据本发明的一些实施例,当喷嘴在时间点被掩蔽时,不从所述喷嘴的喷嘴激活位图的输入位图读取打印数据。或者不计算这种输入。这些实施例可以被视为数据稀释(data dilution),因为其减少了在位图水平所处理的数据量。所述实施例的优点是节省了计算时间和资源。
通过考虑一喷嘴所掩蔽的轨迹的弧长,所述喷嘴属于一组多个喷嘴,例如一喷嘴阵列,可以进一步实现节省计算时间和资源。根据本发明的一些实施例,辨识在一时间间隔期间中掩蔽该组的最长轨迹段的喷嘴。然后在所述时间间隔内的一时间点计算所述喷嘴的一个二进制掩码值(例如“0”用于掩蔽,否则为“1”)。当所述喷嘴被掩蔽时,该组的所有其它喷嘴被掩蔽,而不单独计算这些喷嘴中的各掩码值。可选地且优选地,对于一组掩蔽的喷嘴,不存取所述喷嘴激活位图。
图9B示意性地分别显示两个头部16a和16b的喷嘴阵列22a和22b。对应于头部16a的符号与上述图9A中的头部16相同。头部16b中的最后一个喷嘴表示为122,喷嘴所进行的轨迹表示为120。
喷嘴104,106和122在轨迹102,108和120上的位置对应于一时间点,称为T1。在时间点T1+dT,喷嘴104沿着轨道102到达位置110,喷嘴106沿着轨道108到达位置112,并且喷嘴122沿着轨道120到达位置124。对于一给定的时间间隔(例如在时间实点T1和T1+dT之间),喷嘴104所覆盖的弧长是在阵列22a中的任何其它喷嘴所覆盖的弧长中最长的。
在图9B所示的示例中,喷嘴122在时间点T1和T1+dT之间所覆盖的弧长与喷嘴104在时间点T1和T1+2dT之间所覆盖的弧长大致相同。根据本发明的一些实施例,喷嘴104在时间点T1和时间点T1+2dT被激活,而不在时间点T1+dT被激活,并且喷嘴106在时间点T1被激活,但不在时间点T1+dT和T1+2dT被激活。此外由于除了喷嘴104之外,在相同时间间隔中,阵列22a的任何喷嘴所覆盖的弧长都比喷嘴104所覆盖弧长短,所以阵列22a的喷嘴都不需要在时间点T1+dT被激活。换句话说,对应于相应层的喷嘴激活位图被掩蔽,使得至少直到第一喷嘴104沿着轨迹102到达位置114之前,没有材料被阵列22a的任何喷嘴分配。这如上所述对应于数据稀释操作,因为它减少了在位图水平所处理的数据量。
本发明人发现,这样的过程显著减少了处理时间和所需的计算资源,因为在第一喷嘴104到达位置114时不需要存取喷嘴激活位图(或计算其值)。这种节省可以从图9C中提供的图示而更好地被理解。
图9C显示迭加在一输入位图上的喷嘴阵列22,在所述示例中被定义在矩形网格上。网格上的每个位置表示一输入位图元素(例如一像素)。如图9B所示,为位图元素130和132。阵列22显示在时间点T1,此时阵列22的第一喷嘴104和最后喷嘴106近似地迭加在所述输入位图的元件130和132上。因此存储在元件130和132中的值可以导致在时间点T1处喷嘴104和106的激活或未激活。
现有的打印系统在特定时间点(在本示例中为T1)搜寻相关喷嘴的位置,搜寻在所述特定时间点与喷嘴在相同位置的位图元素,获得包含在相应的位图元素的信息,并且决定是否激活对应的喷嘴。本发明人发现,这些步骤中的至少一些是多余的,并且可以通过本实施例的掩蔽技术来跳过。也就是说,在喷嘴被掩蔽的位置处,不需要处理位图,从而节省处理时间。
在本发明的各种示例性实施例中,控制器20或数据处理器24存取存储有一预先计算的掩码的一计算机可读介质,并将掩码应用于所述输入位图或喷嘴激活位图。所述预先计算的掩码可以是一矩形布尔矩阵的形式(rectangular Boolean matrix),其指示喷嘴激活被掩蔽的位置(即无论相应位图元件处的值为何,喷嘴不分配材料的喷嘴位置)。掩码的尺寸可选地并且优选地等于头部中喷嘴数量乘以在所述工作区域26上的最长轨迹上可分配液滴的数量(例如工作区域26的最外周边,或者占据区域90的最外周边)。
预先计算的掩码的多个元素的计算可选地且优选地根据上述掩码比(maskratio)。可选地并且优选地,所述计算包括使用掩码比作为输入概率以应用一伪随机数产成器(pseudo-random number generator using the mask ratio as inputprobability)。具体而言,沿着一轨迹的各喷嘴的位置以等于关于所述位置掩蔽率的概率被掩蔽。本发明人发现,伪随机数产成器的这种应用显著地提高了打印物体的质量。不受任何特定理论的束缚,假定当伪随机数产成器是由于头部16及可选地系统10的其他组件中的干扰事件的数量减少,而提高质量。
当在一段时间间隔内在一组多个喷嘴中(例如喷嘴阵列)辨识出覆盖最长弧长的喷嘴时,则优选地仅将伪随机数产成器应用于所述喷嘴的轨迹,其中组内所有其他喷嘴在整个时间间隔内被掩蔽。再次参考图9B所示,根据本实施例,伪随机数发生器仅应用于轨迹102,并且在时间点T1和T1+dT之间的整个时间间隔内阵列22a中的所有其他喷嘴被掩蔽。所述过程可以在数学上被视为以概率小于1的方式掩蔽一喷嘴(在本示例中为喷嘴104),并且当给定一喷嘴被掩蔽,以概率1的方式掩蔽组中的所有其他喷嘴(在本示例中为阵列22a)。
本发明人还考虑在三维打印过程期间为至少一些喷嘴位置的各者计算多个二进制掩码值(binary mask values)。例如这可以根据来自轴线14的相应位置的弧长的一预定掩码函数来完成。在本发明的各种示例性实施例中,掩码函数被选择使得,例如更接近轴线14的喷嘴的位置比远离轴线14的喷嘴的位置更频繁地被掩蔽。例如,所述掩码函数可以计算一掩蔽率,所述掩蔽率等于沿着不同轨迹的不同喷嘴的线性速度之间的比率。一旦计算了掩蔽率,决定沿着所述轨迹的一特定喷嘴位置的掩蔽可选地并且优选地以如上文进一步详细描述的概率方式进行。当在一段时间间隔内在一组多个喷嘴(例如喷嘴阵列)中辨识出覆盖最长弧长的喷嘴时,则(可选地且优选地以概率方式)仅对所述喷嘴的轨迹做出决定,如上文进一步详述。
本发明人还考虑在打印不沿着圆形区段的情况下计算二进制掩码值。在这些实施例中,接收与打印期间喷嘴的轨迹有关的数据,并且根据接收到的轨迹(例如根据上文进一步详细描述的弧长比率)计算掩蔽率。然后如上文进一步详细描述的,根据计算的掩蔽率,可选地且优选地以概率性方式掩蔽各喷嘴的位置。当在一段时间间隔内在一组多个喷嘴(例如喷嘴阵列)中辨识出覆盖最长弧长的喷嘴时,则(可选地且优选地以概率方式)仅对所述喷嘴的轨迹做出决定,如上文进一步详述。
在任何上述实施例中,存取所述喷嘴激活位图,可选地并且优选地仅在未被掩蔽的喷嘴位置,以决定是否在这些未掩蔽的位置处激活喷嘴。
在任何上述实施例中,未被激活的喷嘴(例如被掩蔽的喷嘴)任选地并且优选地“搔痒(tickled)”,即其接收的激活能量小于激活喷嘴以分配建构材料所需的能量。
本发明人发现,在某些情况下,特定频率操作喷嘴可能对喷嘴的长期健康有害,因为其可能导致喷嘴停止操作或改变其操作特性,例如发射的液滴的重量或升高。因此在本发明的一些实施例中,从伪随机掩码中消除特定频率。例如可以从掩码中消除最高频率,使得不出现关-开-关-的顺序,而出现关-开-关-关的顺序。
系统10可选地且优选地包括一或多个辐射源18,其可以是例如紫外光或可见光或红外光,或其它电磁辐射源或电子束源,这取决于所使用的建模材料。辐射源18可以包括任何类型的辐射发射装置,包括但不限于发光二极管(LED)、数字光处理(DLP)系统、电阻灯等。辐射源18用于固化或固体化造型材料。在本发明的各种示例性实施例中,辐射源18的操作由控制器20控制,控制器20可以激活和解除激活辐射源18,并且可选地还可以控制由辐射源18产生的辐射量。
在本发明的一些实施例中,辐射源18配置用以相对于托盘沿着径向方向r往复移动。当辐射源18的长度短于托盘12上的工作区域26的径向方向的宽度时,这些实施例是有用的。辐射源18沿着径向方向的运动可选地且优选地由控制器20控制。图1D中显示适合沿着径向方向移动辐射源18的机构的代表性图示。如图1D所示,为安装在一平台56上的一辐射源18,其配置用以沿着辐射方向产生辐射源18的往复运动。因此本实施例设想了辐射源和打印头部,各可被独立地控制以沿着一分离的运动平台的径向方向上移动。这不同于传统的三维打印系统,其中打印头部和辐射源安装在同一打印块件上,因此被迫同时移动。在本发明的一些实施例中,控制器20配置用以在系统10的操作期间沿着径向方向不同步地移动辐射源18和头部18。在本发明的一些实施例中,控制器20配置用以在系统10的操作期间沿着径向方向非独立地移动辐射源18和(多个)头部18。当期望选择固化的开始时间时,这些实施例是特别有用的,例如延迟固化,如下文中进一步详述。
辐射源18和/或控制器20可选地且优选地配制用以确保在不同的径向位置被分配的液滴的建构材料的固化速率大致相同(例如在20%内或在10%内或在5%内或在1%内)。通常,这通过配置或控制辐射源18以不同速率以将能量传递到距离轴线14不同距离的位置来实现。优选地,能量源18传递的速率随着与轴线14的距离而线性减小。具体而言,将传送到距离轴线14的距离r1处的位置的能量速率表示为P1,以及将传送到距离轴线14的距离r2处的位置的能量速率表示为P2,速率P1和P2优选地满足P1/P2≈r1/r2的关系。
将不同能量剂量递送到距离轴线14不同距离的位置可以以多于一种方式进行。在本发明的一些实施例中,辐射源18具有一锥形形状,使得其通常沿着方位角方向的宽度在其内端(接近轴线14)处比在其指向外端处(远离轴线14)窄。在本发明的一些实施例中,辐射源18内的辐射发射元件(例如LED等)不是以相同的发射功率为特征。在这些实施例中,发射元件优选地沿辐射源18径向分布,使得具有较低发射功率的元件更靠近内端,并且具有较高发射功率的元件更靠近外端。优选地,发射元件的分布使得发射功率随着与内端的距离而线性减小。在本发明的一些实施例中,辐射源18(例如LED等)内的辐射发射元件都以相同的发射功率为特征,但是控制器20单独地控制各辐射发射元件或各组辐射发射元件,以不同的功率发射辐射。这可以通过在不同的多个辐射发射元件或不同组的多个辐射发射元件内产生不同的电场来实现。上述实施例的组合也是可被构想的(例如锥形辐射源与辐射发射元件不全都以相同的发射功率发射)。
本发明人发现,在分配建构材料的事件与新分配的材料暴露于辐射源18的辐射的事件之间的时间间隔可影响打印物体的精确性、表面光洁度(surface finish)和大致打印质量。通常这些事件之间较短的时间间隔导致打印物体的网点扩大(dot-gain)和更好的质量。另一方面,本发明人发现将辐射源18放置在头部16附近可能对头部16所分配的喷射流具有不利影响。不希望束缚于任何特定的理论,认为这些效应是因为辐射以头部16的喷嘴方向被从托盘12或被托盘12上的建构材料反射。
本发明人进行实验以确定源18和头部16的优选几何配置,使得在减小或最小化喷嘴的损坏的同时实现足够的打印质量。实验在下面的实施例部分中描述。根据本发明的一些实施方案所获得的实验数据,当固化时间约为0.5秒,优选的不超过0.75秒时,获得足够的打印质量。因此辐射源18和头部16之间的方位角分隔优选地在0.3ω弧度和0.75ω弧度之间,其中ω是托盘12相对于头部16和放射源18的平均角速度。通常但非必须的,头部16和放射源18之间的方位角间隔约为30°至约120°,更优选地约从40°至约110°,更优选地约从45°至约100°,更优选约从45°至约90°,更优选约从55°至约90°。
在本发明的一些实施例中,系统10还包括一或多个调平装置32(levelingdevices),其可以制造为一辊体或叶片(blade)。调平装置32用于在形成延续的层之前矫直新形成的层。在一些实施例中,调平装置32具有一圆锥形的辊体的形状,所述圆锥形的辊体被定位用以使得其对称轴线34相对于托盘12的表面倾斜,并且其表面平行于托盘的表面。该实施例在系统10(图1B)的侧视图中显示。
圆锥形的辊体可以具有圆锥形或圆锥台形(conical frustum)的形状。优选地选择锥形辊的开口角度使得锥体在沿其轴线34的任何位置处的半径与所述位置和轴线14间的距离之间的比率是恒定的。所述实施例允许辊体32有效地平整所述多个层,因为在辊体旋转时,辊体表面上的任何点p具有一线速度,其与垂直位于点p下方的一点处的托盘的线速度成比例(例如相同)。在一些实施例中,辊体具有圆锥台形的形状,高度为h,在距离轴线14最近距离处的半径r1,和在距轴线14最远距离处的半径r2的,其中参数h、r1和r2满足r1/r2=(Rh)/h的关系,并且其中R是辊体距轴线14的最远距离(例如R可以是托盘12的半径)。
调平装置32的操作可选地且优选地由控制器20控制,控制器20可以激活和停止激活调平装置32,并且可选地还可以控制其沿着垂直方向(平行于轴线14)和/或径向方向(平行于托盘并指向或远离轴线14)的位置。
如上所述,头部16可以对于托盘沿着径向方向相往复运动。在本发明的一些实施例中,控制器20独立地对各打印头部沿径向方向控制头部16的运动。优选地,各个这样的独立运动处于不同的方位角。例如,两个或更多个头部可安装在多个不同的径向轴线上,所述多个径向轴线被配置使得在相邻轴线之间存在方位分离角(azimuthal separationangle)。所述实施例在图6中显示,显示了分别安装在三个径向轴线62a,62b和62c上的三个头部16a,16b和16c。如图所示,轴线62a和轴线62b之间的方位角分离角为 并且轴线62b和轴线62c之间的方位角分离角为
并且轴线62b和轴线62c之间的方位角分离角为 可以采用任何数量的头部和任何数量的轴线。
可以采用任何数量的头部和任何数量的轴线。
本发明人发现,当托盘12沿相同方向连续旋转时,预期的总打印时间随着多个头部16沿着径向方向的通过次数而增加,并且不一定随着多个正在打印物体的数量而增加。
例如假设N个物体可在距离轴线14相似距离处被打印,使得头部16可以形成所有这些物体而不沿着径向方向移动,例如所有N个物体被打印在托盘的最外区域上。进一步假设M个额外的物体也可以在距轴线14相似的距离处打印,但M个物体的距离不同于N个物体的距离。这种情况在图8A中显示。其中N个物体由正方形表示,并且附加的M个对象由三角形表示。作为所述情形中的物体数目的预期总体打印时间的函数在图8B中示出。对于N个或更少个的任何数目的物体,整体打印时间通常是相同的,因为它们不沿径向方向移动头部而被打印。对于从N+1个到M个任意数目的物体,整体打印时间通常也是相同的,但是比打印N个物体所需的时间更长。
在一些实施例中,计算机24或控制器20的电路计算所有物体的预期总打印时间,并在一显示装置上显示所计算的时间。在本发明的各种示例性实施例中,由计算机24或控制器20的电路执行优化过程,所述优化过程计算可以打印的物体的数量,而不显著增加总打印时间。可以显示所计算的物体的数量,并且系统10可以基于优化过程打印所计算的对象的数量。在本发明的一些实施例中,计算机24或控制器20的电路针对几个打印情形计算各物体的总打印时间,并显示计算结果。可以根据计算结果(例如通过选择各物体的总打印时间最短的数量)来选择打印的物体的数量。作为代表性示例,假设在一特定配置N1个物体的预期总打印时间为T1,使得各物体的总打印时间为T1/N1。进一步假设对于N2<N1,预期总打印时间为T2。当T1/N1<T2/N2时,使用系统10同时打印N1个物体,以及当T1/N1>T2/N2时,使用系统10用于同时打印N2个物体。
计算将被打印的对象的数目的优化程序还可以接收存在系统中(例如在供应源42中)的整体建构材料有关的数据。当打印对象所需的材料量大于存在于供给源42中的材料量时,控制器20可发出警报。或者或另外地,控制器20可产生一输出,所述输出关于使用供应源42中可用的材料可打印的物体的减少的数目,在这种情形下,可以使用系统10减少打印物体的数量,即使所述数目从图8B所示的示例性曲线图的观点来看不是最佳的。
本发明人发现,打印头部分沿着径向方向的重新定位可能影响打印分辨率,因为沿着径向方向打印的重新定位导致旋转轴线与在头部的喷嘴阵列中的各喷嘴之间的多个距离改变。
本发明的发明人发现对这个问题有不止一个解决方案。
在一些实施例中,控制器20因应于打印头部16的径向位置改变托盘12的旋转速度。优选地,当打印头部16重新定位至更靠近轴线14时,控制器20增加托盘的旋转速度如图12所示,并且当打印头部16重新定位至远离轴线14时,控制器20降低托盘12的旋转速度。优选地选择旋转速度的变化量,使得当打印头部16在相同的分配速率(dispensing rate)下操作时,头部16的所述打印分辨率在沿径向方向重新定位之前与所述打印分辨率在沿径向方向重新定位之后相同。作为代表性示例,考量一打印头部,最初在与轴线14相距距离r1处分配建构材料,而托盘12的旋转速度为ω1。所述打印头部此后沿着径向方向重新定位以在与轴线14相距距离r2处分配建构材料,并且控制器将托盘12的旋转速度改变为ω2≠ω1。在本发明的各种示例性实施例中,选择ω2以满足关系ω1/ω2=r2/r1。
在一些实施例中,控制器20因应于打印头部分16的径向位置而改变打印头部16的分配速率。优选地,当打印头部16重新定位至更靠近轴线14时,控制器20降低分配速率,并且当打印头部16重新定位至更远离轴线14时,控制器20增加分配速率。优选地选择分配速率的变化量,使得头部16的所述打印分辨率在沿径向方向重新定位之前与所述打印分辨率在沿径向方向重新定位之后相同。
在一些实施例中,控制器20控制一或多个打印头部16以分配液滴,使得顺序分配的液滴之间的方位角距离根据打印头部沿着径向方向的位置的一函数而变化。这些实施例在图4A和图4B中显示。如图4A所示,
几个液滴(实心圆)分配在托盘12上,而打印头部(未显示)处于离旋转轴线14三个不同的距离Δr1、Δr2和Δr3处。对于各距离显示四个液滴。在离轴线14的最短距离Δr1处,液滴沿方位角方向彼此相距较近的距离,在次短距离Δr2处,液滴沿着方位角方向彼此相距较远,并且在最长距离Δr3处,液滴沿着方位角方向彼此相隔最远。可以通过发讯通知打印头部,以在托盘12旋转期间在连续沉积的液滴之间留下一或多个空隙位置,来确保这样的分配方案。
上述分配方案可以以交错分配方式执行。所述实施例在图4B显示。如图4B所示,在托盘的额外的过期间,针对打印头部的相应位置分配额外的液滴。所述液滴显示为实心圆、空心圆和交叉圆。一些液滴沿着方位角方向交错。
具体而言,图4B显示当打印头部分于距离Δr2和Δr3时所分配的额外的液滴(空心圆),并且当打印头部分于距离Δr3时分配更额外的液滴(交叉圆)。当打印头部处于距离Δr1时,其在托盘的单次通过期间分配所有液滴(实心圆)。当打印头部处于距离Δr2时,其在托盘的第一次通过期间分配第一液滴(实心圆),并且在托盘的第二次通过期间分配第二液滴(空心圆)。当打印头部处于距离Δr3时,其在托盘的第一次通过期间分配第一液滴(实心圆),在托盘的第二次通过期间分配第二液滴(空心圆),在托盘的第三次通过期间分配第三液滴(交叉圆)。因此在这些实施例中,所述打印头部
被控制器20控制以执行交错分配,其中至少一液滴在两个先前被分配的液滴之间,并且在与其相同的垂直位置处分配。
交错分配的典型特征在于一交错水平,其指示需要通过多少次来填充轮廓。在图4B所示的示例性实施例中,但不应被认为是限制,三次个轮廓被打印,各轮廓成形为圆弧。在距离Δr1处的轮廓被分配而没有交错隔行。在距离Δr2的轮廓被称为以2通过(2-pass)交错水平(指示需要通过两次托盘以填充轮廓)或等效地50%交错水平(以指示在每次通过时,轮廓的50%被填充)。在距离Δr3处的轮廓被称为以3通过(3-pass)交错水平(指示需要通过三次托盘以填充轮廓)或等效地30%交错水平(以指示在每次通过时,轮廓的30%被填充)。通常术语“交错分配(interlaced dispensing)”被概括为也包括在单次通过期间填充轮廓的情况。使用所述术语的这样的概括,在距离Δr1的轮廓被称为1通过(2-pass)交错水平或等效地100%交错水平。
因此,本实施例考量了一交错水平以所述打印头部沿着所述径向方向的一位置的一函数而变化。
本实施例还考虑交错分配,其中所述被分配的液滴沿着径向方向交错。在这些实施例中,头部分配液滴,使得同时分配的液滴之间存在间隙,其中沿着径向方向的间隙长度(本文称为径向间隙)至少为一分配液滴的直径,并且优选地是一分配的液滴的直径的整数倍。此后,头部沿径向方向移动,以便在随后托盘的通过中,所述头部分配液滴以填充或部分填充径向间隙。沿着径向方向的交错分配的优点在于,其允许增加沿着径向方向的分辨率,以超过由头部的喷嘴阵列中的喷嘴之间的间隔所指定的分辨率。
当系统10包括两个或更多个建模材料打印头部时,沿着径向方向的交错也可以通过多个打印头部的适当对准来实现。在这些实施例中,两个或更多个建模材料打印头部被对准,使得它们的喷嘴阵列以交错方式配置。这些实施例的代表性示例在图7中显示。图7显示使用两个喷嘴阵列,各喷嘴阵列对应于一不同的喷墨打印头部(未显示),两个圆圈72和74在托盘12上的交错配置,其中圆圈72和74之间沿着径向方向的距离小于各阵列中最近相邻的喷嘴之间的距离。
在本发明的一些实施例中,控制器20在打印头部沿着径向方向往复运动期间停止分配。在打印头部在一新的径向位置处变成静止之后,控制器20控制打印头部分以恢复分配。这可以以多种方式完成。
在一些实施例中,控制器20在停止所述分配的相同方位角坐标处恢复所述分配。在这些实施例中,停止所述分配的期间等于托盘12的旋转期间或其整数倍。因此所述分配方案使得在所述打印头部在一新的径向位置处变成静止之后,控制器20等到相同的方位角位置在打印头部正下方,然后恢复打印。
在一些实施例中,控制器20在一方位角坐标处恢复所述分配,所述方位角坐标相对于停止所述分配的一方位角坐标形成偏移。这可以以多于一种方式完成,如现在将参考图5A至图5F解释。
图5A显示一情形,其中打印头部16(为了简单起见显示为黑条)在第一径向位置r1和第二径向位置r2之间往复移动。在沿着径向方向的往复运动期间,托盘12继续旋转,使得托盘12呈现不同的方位角取向。在代表性示例中,当托盘12呈现方位取向表示为 和
和 时,头部16处于第一径向位置r1,当托盘12呈现表示为
时,头部16处于第一径向位置r1,当托盘12呈现表示为 和
和 的方位取向时,头部16处于第二径向位置r2。各方位取向对应于在头部16下方的托盘的方位角位置。根据本实施例,当头部16在第一次到达r2时,其在相对于
的方位取向时,头部16处于第二径向位置r2。各方位取向对应于在头部16下方的托盘的方位角位置。根据本实施例,当头部16在第一次到达r2时,其在相对于 偏移的方位角位置
偏移的方位角位置 处恢复所述分配,当头部16返回到r1时,其在相对于
处恢复所述分配,当头部16返回到r1时,其在相对于 偏移的方位角位置
偏移的方位角位置 处恢复所述分配,并且当头部16在第二次到达r2时,其在相对于
处恢复所述分配,并且当头部16在第二次到达r2时,其在相对于 偏移的方位角位置
偏移的方位角位置 处恢复所述分配。
处恢复所述分配。
图5B显示优选实施例,其中打印所述多个物体被占据托盘12上的方位角的预定范围。所述预定范围优选地为至少5°但小于350°、或小于340°、或小于330°、或小于320、°或小于310°、或小于300°、或小于290°、或小于280°,例如270°。如图5B显示,托盘12上的第一区域90和第二区域92,其中区域90表示物体被打印的多个方位角的预定范围。区域90和92各具有圆扇形的形状。优选地,区域92的弧长短于区域90的弧长。因此一或多个物体在托盘12的区域90上打印,并且区域92保持没有打印物体在其上,优选在任何时候都没有打印物体在其上。区域90被称为被占据区域,而区域92被称为未占据区域。使用被占据区域和未被占据区域,对于将头部16沿着径向方向的运动时机是有用的。在这些实施例中,仅当它们在未占据区域(例如区域92)上方时沿径向方向移动时,控制器20发讯通知头部16。
图5C至图5F显示一分配方案,其中头部16仅当它们在未占据区域上方时径向移动。在图5C至图5F中,实线弧箭头表示允许头部16分配建构材料的轨迹,而头部16相对于托盘12没有沿着径向方向的相对运动。实心圆圈标记出多个轨迹的不同条带(swath)。而当托盘12旋转时,头部16沿着径向位置的运动由虚线箭头表示。对应于区域92(并因此也对应于区域90)的方位坐标表示为 和
和
如图所示。图5C至图5F是6个轨迹,表示为94a至98b。相同条带(swath)内的各轨迹可以对应于头部16的不同喷嘴或者相同的喷嘴,但是沿着径向方向移动以实现沿着径向方向的交错分配,如上文进一步详细描述。因此当采用沿着径向的交错分配时,相同条带中的相邻轨迹(轨迹94a和94b,轨迹96a和96b,以及轨迹98a和98b,在本示例中)的径向位置之间的差异可以是一被分配的液滴的直径,并且当不采用沿着径向的交错分配时,相同条带中的相邻轨迹的径向位置之间的差异可以是阵列的多个相邻喷嘴之间的距离。
轨迹的不同条带通常对应于头部16的径向位移喷嘴阵列长度的整数倍的量。因此,对应于两个相邻条带的轨迹的径向位置之间的差异可以是但非必然地是头部16的喷嘴阵列长度(例如在本示例中在轨迹94a和96a、轨迹96a和98a、轨迹94b和96b、轨迹96b和98b之间)。
应当理解,在图5C至图5F减少了轨迹的数量,这不旨在将本发明的范围限制至6个轨迹。通常,轨迹的条数最多为W/L,其中W是托盘12上的工作区域26的沿径向的宽度,L是头部16的喷嘴阵列的长度。当采用沿着径向方向的交错分配,轨迹的总数优选地至多为W/D,并且每个条中的轨迹的数量优选地约为L/D,其中D是一个被分配的液滴的特征直径。当不采用沿着径向方向的交错分配时,各条带中的轨迹数目优选地最多等于阵列中喷嘴的数目。优选地,多个轨迹中有至少两个或至少三个条带,以及至少两个或至少三个或至少四个轨迹。
图5C和图5D描述了采用沿着径向方向交错分配的分配方案。参考如图5C所示,头部16在对应于轨迹94a的径向位置处分配建构材料。当托盘到达方位位置 时,头部16在区域92上方并且暂时停止分配。当头部16仍在区域92上方时,头部16向外移动到对应于轨迹94b的径向位置。至少直到托盘到达方位角位置
时,头部16在区域92上方并且暂时停止分配。当头部16仍在区域92上方时,头部16向外移动到对应于轨迹94b的径向位置。至少直到托盘到达方位角位置 即当头部16在区域90之上时,头部16才恢复所述分配。所述过程持续直到所述多个头部经过在条带94处所有或一些的轨迹为止。在头部16在区域92上方的时间段期间,也执行从一条带到另一条带的径向运动,如图所示,例如通过多个虚线箭头,其表示头部16从对应于轨迹94b的径向位置到对应于轨迹96a的径向位置的径向运动,以及头部16从对应于轨迹96b的径向位置到对应于轨迹98a的径向位置的径向运动。
即当头部16在区域90之上时,头部16才恢复所述分配。所述过程持续直到所述多个头部经过在条带94处所有或一些的轨迹为止。在头部16在区域92上方的时间段期间,也执行从一条带到另一条带的径向运动,如图所示,例如通过多个虚线箭头,其表示头部16从对应于轨迹94b的径向位置到对应于轨迹96a的径向位置的径向运动,以及头部16从对应于轨迹96b的径向位置到对应于轨迹98a的径向位置的径向运动。
当不采用沿着径向方向的交错分配时,分配方案不包括等于相同条带内的相邻轨迹的径向位置之间的差异的量的径向位移。在这些实施例中,径向位移的量等于头部16的喷嘴阵列的长度。这些实施例在图5E和图5F显示。参考图5E所示,头部16在对应于来自两个不同喷嘴的轨迹94a和94b的一径向位置处分配建构材料。当托盘到达方位角位置 时,头部16在区域92上方,并且暂时停止分配。当头部16仍在区域92上方时,头部16向外移动到对应于轨迹96a的径向位置。至少直到托盘到达方位角位置
时,头部16在区域92上方,并且暂时停止分配。当头部16仍在区域92上方时,头部16向外移动到对应于轨迹96a的径向位置。至少直到托盘到达方位角位置 即当头部16在区域90之上时,头部16才恢复所述分配。所述过程继续到条带96和条带98。
即当头部16在区域90之上时,头部16才恢复所述分配。所述过程继续到条带96和条带98。
图5D和图5F描述了类似于图5C和图5E的分配方案,除了头部在区域92上向内移动之外。图5C和图5D中描述的方案组合,或图5E和图5F中描述的方案组合是可以想到的。例如这些协议可以交替执行。
还设想了一些实施例,其中控制器20在一方位角座标恢复所述分配,所述方位角坐标本质上相同于停止所述分配的方位角座标处(例如在小于1°或小于0.1°或小于0.01°内)。
图5G和图5H显示多个分配方案,其中在停止所述分配的相同方位坐标处恢复所述分配,如上文进一步详细描述。图5G描述头部向外移动的一分配方案,图5H描述头部向内移动的一分配方案。也可设想图5G和图5H中描述的方案组合。例如,这些方案可以交替执行。图5G和图5H的符号与图5C至图5E中的相同。
在控制器20在一偏移方位角坐标处恢复所述分配的实施例中,调整所述打印数据,使得所述物体中对应于不同径向位置的多个不同部分的对应极坐标(polarcoordinate)也被偏移。此数据的这种配置可以由控制器20或计算机24完成。
以打印输出量的角度而言,根据图5A所示的教示中的分配方案优于根据图5B至图5H所示的教示中的分配方案。以数据操作简单性的角度而言,根据图5B至图5F所示的教示中的分配方案优于根据图5A所示的教示中的分配方案。以数据操作简单性的角度而言,根据图5G至图5H所示的教示中的分配方案优于根据图5A至图5F所示的教示中的分配方案。
本发明人还考虑多个实施例,其中控制器20在往复运动期间继续分配所述建构材料。在这些实施例中,打印数据因应于头部的往复运动而被调整。这种分配方案允许沿着多个非圆形段分配多个液滴。
如上所述,托盘12和头部16之间的垂直距离可以变化,以允许以分层方式形成一个三维物体。在一些实施例中,控制器20在垂直运动期间停止建构材料的分配。从分配方案的简单性的角度而言,这些实施方案是优选的。
发明人发现垂直运动的时机对打印物体的质量有影响。因此本发明人设计了一种提高打印物体质量的三维打印方案。通常在制造一层的期间,存在由系统10执行的若干操作。这些操作例如包括
通过多个头部16分配建构材料,通过调平装置32调平新打印层以及通过辐射源18固化所述层。这些操作通常在托盘12上不同的方位角位置,因此对于一给定物体是有顺序的。在本发明的一些实施例中,垂直运动的定机与这些顺序操作的时机同步。例如可以在施加到新形成的层的最后操作之后(例如,在通过辐射源18固化所述层之后)以及在分配随后的层之前开始垂直运动。
在本发明的一些实施例中,当一新形成的层到调平装置32时,立即启动垂直运动(例如在小于1秒内)。或者,当一新形成的层到调平装置32时,可以启动垂直运动,使得垂直运动立即完成(例如在小于1秒内)。这些实施例在多个打印情形中特别有用,其中不希望在托盘12上预留未占据区域(例如当一将被打印的物体的多个层的面积大于图5B的区域90的面积)。
在多个实施例中,其中多个物体被打印以占据托盘12上的方位角的一预定范围,其中预定的占据区域和未占据区域被限定在托盘12上(参见图5B),当区域90在调平装置32下方或在头部16下方或在辐射源18下方时,最优选地是在调平装置32下方时,所述垂直运动可选地并且优选地被执行。
在本发明的一些实施例中,控制器20在头部16和/或托盘12沿着垂直方向的运动期间继续分配所述建构材料。头部在垂直运动期间持续分配建构材料。这些实施例的优点是它所短整个打印时间,因为系统不分配材料的时间较少。在持续所述分配的实施例中,坐标变换优选地包括将计算机物理数据的至少一部分的坐标变换为一螺旋坐标系统。
可选地且优选地沿着垂直方向的执行运动,使得在打印头部16分配建构材料的过程中,托盘12和打印头部16在托盘的单次旋转期间经历至少两个不同的垂直距离于其之间。在本发明的一些实施例中,沿着垂直方向执行运动,使得在托盘12的单次旋转期间,垂直距离增加大约等于单层建构材料的特征厚度的量。例如当单层的厚度为t微米并且托盘12的旋转角速度为每秒ω弧度时,垂直距离可以以每秒t×ω/2π微米的速率增加,这是相当于托盘12旋转每度t/360微米。根据需要,沿着垂直方向的运动可以是连续的或间歇的。
当系统10包括用于分配建模材料的两个或更多个打印头部16时,这些头部可以根据打印模式被配置在托盘12上。例如当从两个或更多个建模材料头部分配相同的建模材料时,这些头部可以配置在不同的径向位置,例如如图6所示的径向位置r1、r2和r3,用于三种建模材料打印头部16a,16b和16c的情况,从而减少了沿径向移动这些头部的需求。可以选择建模材料头部的数量,使得当它们在不同的径向位置设置时,它们沿着径向方向覆盖工作区域26的整个宽度。
当两个或更多个不同的建模材料头部分配两种或更多种不同的建模材料时,这些头部的径向位置由控制器20独立地控制,这取决于托盘上的不同建模材料所分配的位置。
如上所述,在一些实施例中,多个头部16通过一平台沿着径向方向r相对于托盘往复运动,所述平台配置用以建立头部16沿着径向方向往复运动的。在图10显示适合于本实施例的平台52的代表性示例。在本示例中,头部16的径向运动由螺钉130实现,所述螺钉130通过电动机132旋转运动而被带动。电机132可选地且优选地安装在平台52最靠近轴线14的一端(未显示,参见例如图1D)。螺钉130的一端134连接到电机132。另一端136可以是未受支撑的,在这种情况下,螺钉130作为一悬臂螺钉(cantilever screw),或被螺钉支撑结构138支撑。
本发明人发现,当头部16沿着平台52移动时,特别是通过一旋转螺钉,头部的径向位置易受到径向位置的函数而变化的不精确性(inaccuracies)所影响。不精确性(inaccuracies)在本文中可互换地称为误差(errors)。
根据本发明的一些实施例,应用一补偿函数以至少部分地补偿作为径向位置的函数的不精确性的变化。优选地,选择所述补偿函数以至少部分地补偿不精确性的非振荡变化。可以通过控制器20应用所述补偿函数,其中对于头部16从一径向位置到另一径向位置的任何位移,控制器20根据所述补偿函数计算在目的点处预期的不精确性,并重新计算目的点的径向位置,以便补偿所计算的不精确性。然后控制器20将头部16移动到重新计算的径向位置。例如,当头部16从径向位置r1移动到径向位置r2时,控制器20计算使用所述补偿函数来计算在r2处所预期的不精确性Δr2,并且将头部16移动到径向位置r2-Δr2,其中Δr2可以是正的、零或负的。
所述补偿函数通常根据螺钉130的机械特性和螺钉130与平台52之间的连接刚度。
当螺钉130的端部136被支撑结构支撑时,图11A显示预期不精确性,作为离端部134的距离的一函数。在图11A中,所述曲线图140描述了径向位置的误差的变化,作为离端部134的距离的一函数。如图所示,所述误差表现出平均值随着离开端部134的距离增加的一振荡行为。平均值的变化是近似线性的。因此在这些实施例中,控制器20采用大致线性的(例如具有小于20%或小于10%或小于5%或小于1%的线性偏差)补偿函数。线性函数的斜率和相交可以基于螺钉130的机械特性计算,例如其弹性模量(modulus of elasticity)及其二次矩面积(second moment of area)。或者,可以通过测量误差,其作为径向位置的一函数,以实验地获得线段140,并将实验地获得的线段的平均值拟合为一线性函数,来计算斜率和相交。在142处示显示了适合于本实施例的补偿函数的代表性示例,并且在144处显示了补偿的结果(图11A)。如图所示,误差仍然是振荡的,但平均误差基本为零。
图11B显示当螺钉130是一悬臂螺钉时,即当端部136未被支撑时,以距端部134的距离为一函数的预期的不精确性146。为了比较也显示,当支撑端部136时的预期的不精确性140。如图所示,不精确性的平均值146以距离端部134的距离作为一函数非线性地增加,并且与端部136附近的不精确性140的平均值相比显著地更高。在这些实施例中,控制器20优选地采用非线性补偿函数。非线性补偿函数可以包括n次多项式函数,其中n>1。通过测量以径向位置为一函数的误差而实验地获得线段146,并且拟合实验地获得的线段的平均值为一n次多项式函数,而可以计算出多项式函数的系数。
理论上,当一沿着方向x的一维柱体在x=0处被支撑并且在x=L处,在其自由端接受一集中载荷P时,所述柱体呈现一可近似为三次多项式的弯曲形状,由y=Px2(3L-x)/(6EI)定义,其中E和I分别是柱体的弹性模量(modulus of elasticity)和二次矩面积(second moment of area),y垂直于x而测量。因此非线性补偿函数优选地包括三次多项式。
图11C中在148处显示适合于本实施例的三次多项式补偿函数的一代表性示例。补偿的结果在150处显示。如图所示,误差仍然是振荡的,但是平均误差接近于零。在本发明人进行的实验中,没有补偿的最大误差(线段146)约为119μm,补偿后的最大误差(线段150)约为30μm。
通常,建构材料被供应到积层制造(AM)系统,例如但不限于系统10,其具有一预填充的卡匣。卡匣被安装在积层制造系统中并连接到递送系统,通过所述递送系统沉积用于打印的建构材料。一旦建构材料供应接近耗尽,就替换卡匣。所期望的是,可以轻易地执行卡匣的移除和安装,并且不需要额外的工具。
通常,卡匣是一次性的,但是在丢弃之前需要排空以安全丢弃。在操作期间排空料筒的整个内容物而不妨碍制造过程通常是困难的。然而卡匣的完全耗尽或几乎完全耗尽是期望的,因为它最大化卡匣的打印能力并且最小化昂贵的建构材料的浪费。
根据本发明的一些实施例,多个卡匣以一角度安装在卡匣座槽中,所述角度在积层制造期间促进内容物朝向用于递送建构材料的一流体连接的流动,例如打印。在一些示例性实施例中,卡匣形成有一凹口(well)或凹陷(recess)在卡匣的壁中于卡匣的最低区域处或附近,使得建构材料的出口接近最低区域,例如相对于重力最低。可选地,2至10度或2至5度的一角度足以促进朝向凹口的流动。可选地,座槽容置4至10个座槽,例如6个,并且被构造使得其可以容易地从打印机拉出,以允许在积层制造系统(例如,系统10)的操作期间,用以维修连接到所述多个卡匣的建构材料递送系统。根据本发明的一些实施例,各卡匣安装有一弹簧锁,所述弹簧锁在安装后将卡匣保持在适当位置,并且当卡匣需替换时容易被释放。
现在参考图16显示根据本发明的一些实施例中的一示例性卡匣。根据本发明的一些实施例,用于一积层制造系统的一卡匣300,例如但不限于系统10,包括用于存储建构材料(例如建构材料)的一壳体305,用于将卡匣300连接到所述积层制造系统的一递送单元的一流体连接340,用于感测卡匣300中的内容物的存在和/或用于辨识内容物的一或多个传感器350,以及连通大气的一通风口360。根据本发明的一些实施例,卡匣300额外地包括具有一把手330的一锁定弹簧,用于将卡匣锁定在积层制造系统中,使得可以在卡匣和积层制造系统的一分配单元之间建立稳定的连接。根据本发明的一些实施例,当安装在积层制造系统中时,卡匣300以一角度“a”产生角度。调整卡槽300的角度促进内容物朝向流体连接340流动。任选地,角度“a”在2至10度之间,例如2度。根据本发明的一些实施例,壳体305在卡匣的最低点处形成有一凹口或凹陷320,并且通过流体连接340的一输出(output)对准靠近凹口320,使得内容物可以在出口附近积聚。
现在参考图17显示具有多个卡匣的一示例性旋转3D打印系统,图18显示根据本发明的一些实施例的示例性卡匣座槽。在一些示例性实施例中,卡匣300安装在旋转积层系统400中。系统400的原理和操作可以类似于系统10的原理和操作,并根据需要如下添加卡匣和卡匣座槽。或者,卡匣300可用于其它积层系统,例如线性积层系统。通常旋转积层系统400包括一打印腔室420,其中通过以分层方式在建构托盘12上分配材料来制造物体,以及用于容置一或多个卡匣300的一卡匣腔室455。
通常卡匣300连接到一分配单元,用于在托盘12旋转时选择性地将材料分配在托盘12上。根据本发明的一些实施例,多个卡匣,例如4至10个卡匣,容置在一卡匣座槽420中并且通过一锁定弹簧410锁定就位。如图16所示,当卡匣主体安装到座槽420中时,锁定弹簧410被卡匣主体强制压下。当卡匣完全安装时,锁定件在卡匣后面弹起以将其锁定就位。这允许将卡匣单手安装到打印机中。为了释放锁定,锁定弹簧可以被压下从座槽420拉出卡匣。各卡匣可以独立于其它卡匣更换。将卡匣300锁定就位,以在卡匣300和积层系统的分配头部(例如头部16)之间建立流体连接。
以下是在任何上述实施例中构想的几种打印模式。
如本文所使用的,“方位角扫描(azimuthal scan)”是指一种打印模式,其中头部16和托盘12之间的相对运动总是平行于方位方向。在所述扫描模式中,建构材料优选地仅在相对运动期间沿着与轴线14等距的路径被分配。这种路径在本文中被称为一圆弧。
方位角扫描的一代表性示例如下。头部是静止的,而托盘旋转。当托盘旋转时,各喷嘴沿着圆弧经过先前形成的层或托盘表面上的多个目标位置。控制器针对各目标位置或一组多个目标位置,决定所述目标位置或一组多个目标位置是否被建构材料占据,以及哪种类型的建构材料将被递送到其上。根据表面的计算机影像做出决定。可选地,然后分配头部在径向方向上移动而不分配建构材料。
如本文所使用的,“矢量扫描(vector scan)”是指一种扫描模式,其中头部16和托盘之间的相对运动是沿着一路径,所述路径根据所述层的计算机影像由控制器动态地选择。可选地,路径不是一圆弧。可选地,所述路径的至少一部分不平行于产生分配的工作表面的边界。
因此与方位角扫描不同,方位角扫描头部的任何运动皆平行于r或方向的,矢量扫描中的运动可以沿着任何路径,不一定平行于r或 方向。
方向。
在本发明的一些实施例中,控制器根据对应于正在构建的层的二维位置数据来选择扫描模式。在矢量扫描中,特定层的输出量由将被支撑材料或建模材料覆盖的面积大小所决定,因此非大体积的(non-bulky)物体比大体积(bulky)物体更快地构建。另一方面,在方位扫角描中,输出量不一定由材料需要沉积的区域所决定,但是其由头部为了沉积这些材料而需要进行的扫描通过的次数所决定。例如,如果使用方位角扫描模式打印,构建平行于Z轴的杆体与建构相同长度和直径的管体花费相同的时间;而如果使用矢量扫描模式,则建构相同的杆体需要比建构相同管体花费更长的时间。
因此在一些实施例中,当获得的输出量类似于或大于替代地通过矢量扫描所获得的输出量时,采用方位角扫描。这取决于系统特性,例如转速、径向运动速度,层厚度等。
在一些实施例中,根据沉积的材料的性质或属性和/或期望表现在最终物体中的性质或属性,采用方位角沉积来沉积一种或多种材料,并且采用矢量沉积来沉积一种或多种不同的材料,通过选择用于沉积的特定材料的用途和/或具体位置。
矢量扫描对于打印导电“轨道”例如连续的长形结构是有利的,因为矢量沉积头部可以在其平行于托盘的运动中连续沉积导电材料。矢量扫描可选地且优选地沿着一路径,选择所述路径以在所述层中形成至少一结构。所述结构例如可以是一长形结构。
术语“长形结构”是指一三维体,其中其一维度是任何其他两维度的至少2倍、更优选至少10倍、更优选至少100倍,例如至少500倍。长形实心结构的最大维度在本文中被称为纵向维度,并且在本文中所述多个维度被称为横向维度。
通过矢量扫描形成在层260中的多个长形结构262的代表性实例在图15A中显示。所述结构还可以是一边界结构,至少部分地围绕第一建构材料所填充的一区域。通过矢量扫描在层260中形成的边界结构266的代表性实例在图15B中显示。所述结构也可以是一层间连接结构。在这些实施中,相对于所述层的总尺寸,所述结构优选地较小(例如小于1%)。在图15C中显示连接两个层260和270的层间结构268的一代表性示例。图15C中所述结构还可以嵌入在由方位角扫描形成的一区域内。例如再次参考图15A所示,层260的主要区域272可以通过方位角扫描形成,其中结构262可以嵌入在区域272内。所述结构也可以是相对于一层的周围。所述实施例在图15D中显示,其显示在其周围处的层260和结构274。
方位角扫描和矢量扫描的组合可以在形成物体的任何层中。具体而言,在一些实施例中,对多个层中的一内层执行方位角扫描和矢量扫描的组合,在一些实施例中,对最顶层执行方位角扫描和矢量扫描的组合,并且在一些实施例中,对最底层执行方位角扫描和矢量扫描。根据需要,方位角扫描和矢量扫描的组合也可以在多个层中执行。
本发明人发现,当建构材料仍在分配头部中时,由于过早的溶剂蒸发而使低粘度溶剂暴露于高温是会造成问题的。本发明人还发现,高温也可能损害所述物体构建在其上的基板,例如当基板是聚合物时。
因此本发明人发现,在相同的温度下分配在低温下太粘的紫外线可固化的材料和包含挥发性溶剂的建构材料是会造成问题的。
通过在高温(例如高于60℃、或高于65℃、或高于70℃、或高于75℃、或至少80℃)下分配一种建构材料,并且在低温(例如低于40℃、或低于35℃、或低于30℃)下分配其它建构材料的一种技术,可有创造性地解决上述问题。
这可以通过当加载到相应的分配头部时,单独控制各建构材料的温度来完成。因此在本发明的各种示例性实施例中,控制器维持至少两个分配头部在不同的温度下。可选地并且优选地,所述控制器实现用于在较高温度下分配建构材料的方位扫描,以及用于在较低温度下分配建构材料的矢量扫描。
本发明人发现一些造型材料,特别是紫外线可聚合材料,在物体的制造期间表现出不期望的形变(deformation),例如卷曲。发现这种卷曲趋势是从液体到固体的相变过程中材料收缩的结果。
卷曲的程度是一可测量的量。用于测量卷曲程度的一合适程序可以包括在平坦和水平表面上制造一预定形状的物体,例如具有矩形或正方形横截面的细长柱体,在物体的一端上施加一预定的负载,并测量表面上方相对端的高度。
在本发明的发明人对于解决卷曲问题的研究中发现,卷曲的程度与材料在聚合过程中经历的体积收缩的程度成比例,以及在材料的热变形温度(Heat DistortionTemperature,HDT)和制造期间系统内的温度之间的温度差异成比例。本发明人发现,对于具有相对高的体积收缩率和相对高的HDT(例如在聚合温度范围内)的材料,卷曲特别明显。本发明人还发现HDT和卷曲趋势之间存在单调(monotonic)关系。不希望受任何理论束缚,而假设在固化HDT期间发展的材料(其在制造期间接近系统内的温度)在积层制造程序期间可以经历应力松弛或塑性变形,相较于具有相似收缩性但是其发展更高的HDT的材料更加容易。
如本文所使用的,术语“热变形温度”(HDT)是指在某一特定温度下,相应材料或材料组合在预定负载下变形的温度。用于测定材料或材料组合的HDT的合适测试程序是ASTMD-648系列,特别是ASTM D-648-06和ASTM D-648-07方法。
例如,在由以色列Stratasys有限公司销售的PolyJetTM系统中,使用在紫外线照射下产生交联聚合物材料的制剂。用这些材料制造的物体具有相对高的刚性,HDT高于室温,例如约50℃或更高。发现这种提高的HDT值提供低的尺寸精度性(高卷曲效应)。因此发现高HDT和低卷曲是相互矛盾的性质。本发明人已经进行了实验研究,特别是为了提供一技术,用于提供三维物体的积层制造于制造完成之后立即具有高尺寸精性(低卷曲效应)和高HDT。
本发明人发现,卷曲效应的存在或缺乏取决于多个连续层的固化之间所经过的时间。具体而言,发现通过在引发多个连续层的固化之间设置足够长的时间间隔,可以减少或消除最终物体的卷曲效应。
在本发明的各种示例性实施例中,控制器20被配置用于操作头部16和辐射源18,使得对于形成所述物体的至少一层个或至少两层或至少三层,例如大部分或所有层,在紧接所述相应层之前的一层开始固化之后至少t秒,才开始固化相应层。通常但不是必须地,所述相应的层具有约15微米的厚度。在一些实施方案中,各层具有至少5微米的厚度,例如约5微米、或约10微米、或约15微米或约30微米的厚度。其它厚度不排除在本发明的范围之外。
在本发明的各种示例性实施方案中,t比形成单一层的总时间长,包括分配和固化合计的时间。例如,当一特定层的总形成时间为5秒时,t大于5。总形成时间和t之间的差定义为“延迟”。因此不同于常规系统,在常规系统中各层在之前层的固化之后立即被沉积和固化,控制器20延迟所述层的沉积和/或固化,直到紧接的前一层的固化开始经过t秒或更多秒的时间。
t的典型值包括但不限于至少6、或至少7、或至少8、或至少9、或至少10。在本发明的一些实施方案中,t至多为25。在本发明一些实施方案中,t小于6。
t的值还可取决于用于制造物体的相应材料的性质,并且任选地还取决于制造物体的温度。
在本发明的一些实施例中,控制器20接收HDT数据,所述数据为正在使用中的建构材料的特征。HDT数据通常对应于所述材料一旦固化后获得的HDT。这样的数据例如可以由操作者通过数据处理器24提供。应当理解的是,操作者不必字面地输入HDT数据(尽管这也是可设想的)。在本发明的一些实施例中,控制器或数据处理器存取HDT值的数据库,HDT值的数据库可以存储在存储介质(未显示)中,并且根据操作者所做的其他类型的输入来选择HDT值。例如这样的一数据库可以包括多个条目,各条目具有建构材料类型和对应的HDT值。在这些实施例中,操作者可以输入建构材料的类型或从选项列表中选择它,并且控制器或数据处理器从数据库获得相应的HDT值。还设想多个实施例,其中控制器或数据处理器根据加载到供应系统42中的建构材料的类型从数据库获得相应的HDT值。
一旦控制器接收到HDT数据,其可选地因应于HDT选择t值。这可以以多种方式完成。在一些实施例中,使用一查找表。此查找表可以存储在可由控制器存取的存储介质中。查找表可以包括多个条目,各具有HDT值和对应的t值。控制器可以在表格中搜索与所接收的HDT值最匹配的条目,并且基于最匹配的条目选择相应的t值或近似t值。在一些实施例中,控制器可以采用一预编程函数t(HDT),用于对HDT的一特定值决定t值。这种函数优选是HDT的单调递增函数(monotonically increasing function,例如具有正斜率的线性函数)。优选地,HDT=50℃的函数的返回值为至少6。
应当理解,控制器20非必要根据HDT值来选择t值。在本发明的一些实施例中,控制器20直接从用于制造物体的建构材料的类型中选择t值。这通常由查找表执行,所述查找表在本发明的一些实施例中存储在可由控制器20存取的存储介质中。这样的查找表可以包括多个条目,各具有建构材料类型或建构材料族型和相应的t值。控制器20可以在表格中搜索与建构材料类型或建构材料族型最匹配的条目,并选择相应的t值。
还设想了这样的实施例,其中t值也根据制造过程的操作温度,优选的但不一定根据HDT值和操作温度之间的差。
t值可以并且优选地至少部分地根据递送到最近形成的层的能量剂量。每单位体积的能量剂量原则上取决于由辐射源18发射的辐射的强度以及材料被分配的速率。分配速率又取决于托盘12的相对旋转速度以及建构材料从头部16的喷嘴流出的流动。例如,对于一特定的建模材料,一特定的建构材料从喷嘴流出的流动,和一特定的辐射强度,旋转速度导致在形成过程中各层的较低聚合程度,其中在其上随后的多个层的固化期间,所述多个层继续聚合。本发明人发现,先前形成的多个层的这种聚合增加了卷曲效应。
因此在本发明的各种示例性实施方案中,基于以下参数中的一者或多者计算t值:(i)层厚度、(ii)分配速率、(iii)辐射强度、(iv)能量剂量和(v)被固化的材料的HDT。在一些实施例中,根据上述参数中的至少两个计算t的值,在本发明的一些实施例中,跟至少三个上述参数计算t的值,并且在本发明的一些实施例中本发明根据所有上述参数计算t的值。
本实施例的方法和系统可以利用许多类型的建构材料。代表性实例包括但不限于多种建构材料,其在约0.45MPa压力下的后固化HDT(通过一或多个ASTM D-648系列程序,特别是通过ASTM D-648-06和ASTM D-648-07方法,以及任选地通过ASTM D-648-06和ASTM D-648-07方法的两者来测量)高于多个层形成时的温度,优选HDT约为50℃或更高。
合适的建构材料可包括多种组合物,所述多种组合物包含丙烯酸(acrylic)或甲基丙烯酸(methacrylic)官能团,其可通过自由基的机制(例如丙烯酸官能团的加成反应)进行紫外线聚合。进一步示例包括但不限于多种紫外线可聚合组合物,所述紫外线可聚合组合物包含至少30%重量的单丙烯酸或单甲基丙烯酸的官能单体,其中所述单体的相应聚合物具有高于约50℃的玻璃化转变温度(Glass Transition Temperature,Tg)。在一些实施方案中,Tg高于60℃或高于70℃。
在本文中,“Tg”是指玻璃化转变温度,被定义为E“曲线的局部最大值的位置,其中E”是材料的损失模量(loss modulus),为温度的一函数。
适合于本实施例的一些代表性类型的材料包括 VeroBlue RGD840,
VeroBlue RGD840, VeroGrey RGD850,
VeroGrey RGD850, VeroBlack RGD870and
VeroBlack RGD870and RGD525,其为Stratasys有限公司的商业上可获得的建模材料。
RGD525,其为Stratasys有限公司的商业上可获得的建模材料。
如本文所用的术语“约”是指±10%,并且符号“≈”表示具有至多10%的公差的相等性。
本文中所用的词汇“示例性(exemplary)”表示“用作为一示例(example),实例(instance)或例证(illustration)”。任何被描述为“示例性”实施例未必被解释为优选或优于其它实施例和/或排除与来自其它实施例的特征结合。
本文中所用的词汇“可选地(optionally)”表示“在一些实施例中提供,而在其它实施例中不提供”。任何本发明的特定实施例可以包括多个“可选的”特征,除非此类特征相冲突。
术语“包括(comprises)”、“包括(comprising)”、“包括(includes)”、“包含(including)”、“具有(having)”及其词形变化是指“包括但不限于”。
术语“由...组成(consisting of)”意指“包括幷且限于”。
术语“本质上由......组成(essentially consisting of)”是指组合物、方法或结构可包括额外的成分、步骤及/或部件,但只有当额外的成分、步骤及/或部件实质上不改变所要求保护的组合物、方法或结构的基本特征及新特征。
本文所使用的单数形式“一”、“一个”及“至少一”包括复数引用,除非上下文另有明确规定。例如,术语“一化合物”或“至少一种化合物”可以包括多个化合物,包括其混合物。
在整个本申请中,本发明的各种实施例可以以一个范围的形式存在。应当理解,以一范围形式的描述仅仅是因为方便及简洁,不应理解为对本发明范围的硬性限制。因此,应当认为所述的范围描述已经具体公开所有可能的子范围以及该范围内的单一数值。例如,应当认为从1到6的范围描述已经具体公开子范围,例如从1到3,从1到4,从1到5,从2到4,从2到6,从3到6等,以及所数范围内的单一数字,例如1、2、3、4、5及6,此不管范围为何皆适用。
每当在本文中指出数值范围,是指包括所指范围内的任何引用的数字(分数或整数)。术语,第一指示数字及第二指示数字"之间的范围”及第一指示数字"到”第二指示数字"的范围"在本文中可互换,幷指包括第一及第二指示数字,及其间的所有分数及整数。
可以理解,本发明中的特定特征,为清楚起见,在分开的实施例的内文中描述,也可以在单一实施例的组合中提供。相反地,本发明中,为简洁起见,在单一实施例的内文中所描述的各种特征,也可以分开地、或者以任何合适的子组合、或者在适用于本发明的任何其他描述的实施例中提供。在各种实施例的内文中所描述的特定特征,幷不被认为是那些实施方案的必要特征,除非该实施例没有那些元素就不起作用。
上文所述的及以权利要求项部分所请求的本发明各种实施例和方面,可在以下的实施例中找到实验支持。
示例:
现在参考以下实施例,其与上述说明一起以非限制性方式说明本发明的一些实施方案。
进行实验以确定辐射源和打印头部的优选几何配置。实验设置如图13所示,其显示安装在一框架180上的头部16和辐射源18。辐射源是一紫外线灯。
在352.8毫米的直径下执行打印过程,这允许约100度/秒的角速度。辐射源和头部之间的角度间隔约为52°,并且从材料分配到固化的相应时间间隔为约0.52秒。
基线测试在不同的功率水平下进行。使用紫外线辐射计来测量在到达镇流器(ballast)的不同电压输入下紫外线灯的功率输出。紫外线灯功率为一施加电压的函数,在图14A中显示,并且
对于2.2V、3.2V和4.5V的输入电压的所得打印图案的影像分别在图14B、图14C和图14D中显示。所述辐射计确认功率输出增加。功率对打印图案的填充水平的影响不显著。
另一个打印过程在497.8mm的直径下执行,这允许约80度/秒的角速度。辐射源和头部之间的角度间隔约为180°,并且从材料分配到固化的相应时间间隔为约2.25秒。与图14B至图14D中所显示的基线相比,所获得的打印图案的填充水平显著更高。模型的表面光洁度受到显著影响。边缘和角落不锋利,产生波浪状的光洁度。尺寸精确性也以大约2%的误差标称尺寸(error nominal dimension)而降低。这些实验所得的打印图案影像显示在图14E和图14F中。
要确认打印质量不受移动到较大直径的影响,将紫外线灯移动到托盘周围的多个替代位置。图14G和图14H显出用于辐射源和头部之间约80°和约60°的角度分离所得打印图案的影像。如图所示,随着紫外线灯被移动靠近打印头部,填充水平降低。
在另一打印过程中,网点扩大(dot gain)增加。表面光洁度提高,尺寸精确性提高。尺寸误差减小到小于标称尺寸的0.5%。图14I中显示用于80°的角度分离所得到的打印图案的代表性影像。这种打印质量与对基线进行的在较小直径的打印一致。
为了确认填充水平较少受紫外线灯功率的影响,在较大打印直径下以不同的功率水平进行额外的实验。没有观察到填充水平和尺寸精确性的显著变化(数据未显示)。
表1总结了实验的参数和结果。
表一:


虽然本发明结合其具体实施例而被描述,显而易见的是,许多替代、修改及变化对于那些本领域的技术人员将是显而易见的。因此,其意在包括落入所附权利要求书的范围内的所有替代、修改及变化。
在本说明书中提及的所有出版物、专利及专利申请以其整体在此通过引用幷入本说明书中。其程度如同各单独的出版物、专利或专利申请被具体及单独地指明而通过引用幷入本文中。此外,所引用的或指出的任何参考文献不应被解释为承认这些参考文献可作为本发明的现有技术。本申请中标题部分在本文中用于使本说明书容易理解,而不应被解释为必要的限制。
Claims (74)
1.一种用于三维打印的系统,其特征在于,所述系统包括:
一旋转托盘,配置用以围绕一垂直轴线旋转;
一喷墨打印头部,各具有多个分离的喷嘴;以及
一控制器,配置用以控制所述喷墨打印头部,以在所述旋转期间分配多个建构材料的液滴在多个层中,以便在所述托盘上打印一个三维物体;
所述控制器还存取一位图掩码的一计算机可读介质,并且仅对于未被所述位图掩码所掩蔽的所述托盘上的位置获取与所述物体的一形状有关的一打印数据。
2.如权利要求1所述的系统,其特征在于:对于至少一喷墨打印头部,多个不同的喷嘴以多个不同的距离远离所述轴线,并且以多个不同的分配速率分配所述建构材料。
3.如权利要求1所述的系统,其特征在于:所述喷墨打印头部配置用以沿着一径向方向相对于所述托盘往复运动。
4.如权利要求3所述的系统,其特征在于:沿着所述径向方向的所述运动是通过一螺钉。
5.如权利要求4所述的系统,其特征在于:所述控制器配置用以根据一补偿函数补偿所述喷墨打印头部的一径向位置的多个误差。
6.如权利要求5所述的系统,其特征在于:所述螺钉是一双重支撑螺钉,并且所述函数是一线性函数。
7.如权利要求5所述的系统,其特征在于:所述螺钉是一悬臂螺钉,并且所述函数是一非线性函数。
8.如权利要求3所述的系统,其特征在于:对于所述喷墨打印头部中的至少两者,沿着所述径向方向的所述往复运动是独立的并且处于一不同的方位角。
9.如权利要求4至7中任一项所述的系统,其特征在于:对于所述喷墨打印头部中的至少两者,沿着所述径向方向的所述往复运动是独立的并且处于一不同的方位角。
10.如权利要求3所述的系统,其特征在于:所述控制器配置用以因应于所述喷墨打印头部的一径向位置而改变所述托盘的一旋转速度。
11.如权利要求4至8中任一项所述的系统,其特征在于:所述控制器配置用以因应于所述喷墨打印头部的一径向位置而改变所述托盘的一旋转速度。
12.如权利要求3所述的系统,其特征在于:所述控制器配置用以在所述往复运动期间停止所述分配。
13.如权利要求4至8中任一项所述的系统,其特征在于:所述控制器配置用以在所述往复运动期间停止所述分配。
14.如权利要求13所述的系统,其特征在于:所述控制器配置用以在所述往复运动之后在一方位角坐标处恢复所述分配,所述方位角坐标相对于停止所述分配的一方位角坐标形成偏移。
15.如权利要求12所述的系统,其特征在于:所述控制器配置用以在所述往复运动之后在一方位角坐标处恢复所述分配,所述方位角坐处相对于停止所述分配的一方位角坐标形成偏移。
16.如权利要求13所述的系统,其特征在于:所述控制器配置用以在所述往复运动之后在与停止所述分配相同的一方位角坐标处恢复所述分配。
17.如权利要求3所述的系统,其特征在于:所述控制器配置用以在所述往复运动期间持续所述分配,同时因应于所述往复运动调节一打印数据。
18.如权利要求11所述的系统,其特征在于:所述控制器配置用以在所述往复运动期间持续所述分配,同时因应于所述往复运动调节一打印数据。
19.如权利要求3所述的系统,其特征在于:所述控制器配置用以控制所述喷墨打印头部中的至少一者以分配所述多个液滴,使得多个顺序分配的液滴之间的一方位角距离以所述喷墨打印头部沿着所述径向方向的一函数而变化。
20.如权利要求4至8中任一项所述的系统,其特征在于:所述控制器配置用以控制所述喷墨打印头部中的至少一者以分配所述多个液滴,使得多个顺序分配的液滴之间的一方位角距离以所述喷墨打印头部沿着所述径向方向的一位置的一函数而变化。
21.如权利要求20所述的系统,其特征在于:所述方位角距离的变化是根据沿着所述径向方向的所述位置的一概率函数。
22.如权利要求19所述的系统,其特征在于:所述方位角距离的变化是根据沿着所述径向方向的所述位置的一概率函数。
23.如权利要求20所述的系统,其特征在于:所述控制器配置用以在所述托盘的至少一次旋转期间执行所述多个液滴的一交错分配。
24.如权利要求23所述的系统,其特征在于:所述交错分配的一交错水平以所述喷墨打印头部沿着所述径向方向的一位置的一函数而变化。
25.如权利要求1所述的系统,其特征在于:所述系统还包括用于矫直被分配的建构材料的一圆锥形的辊体。
26.如权利要求2至8中任一项所述的系统,其特征在于:所述系统还包括用于矫直被分配的建构材料的一圆锥形的辊体。
27.如权利要求1所述的系统,其特征在于:所述托盘在形成所述物体的过程中沿着一相同的方向持续旋转。
28.如权利要求2至8中任一项所述的系统,其特征在于:所述托盘在形成所述物体的过程中沿着一相同的方向持续旋转。
29.如权利要求1所述的系统,其特征在于:所述托盘和所述喷墨打印头部中的至少一者配置用以沿着平行于所述垂直轴线的一垂直方向运动,以改变所述托盘和所述喷墨打印头部之间的一垂直距离,并且其中所述控制器配置用以沿着所述垂直方向在所述运动期间持续所述分配。
30.如权利要求2至8中任一项所述的系统,其特征在于:所述托盘和所述喷墨打印头部中的至少一者配置用以沿着平行于所述垂直轴线的一垂直方向运动,以改变所述托盘和所述喷墨头打印头部之间的一垂直距离,并且其中所述控制器配置用以沿着所述垂直方向在所述运动期间持续所述分配。
31.如权利要求30所述的系统,其特征在于:执行沿着所述垂直方向的所述运动,使得所述托盘和所述喷墨打印头部在所述托盘的单一次旋转期间经历至少两个不同的垂直距离。
32.如权利要求29所述的系统,其特征在于:执行沿着所述垂直方向的所述运动,使得所述托盘和所述喷墨打印头部在所述托盘的单一次旋转期间经历至少两个不同的垂直距离。
33.如权利要求30所述的系统,其特征在于:执行沿着所述垂直方向的所述运动,使得在所述托盘的单一次旋转期间,所述垂直距离增加的一数量大约等于所述建构材料的单一层的一特征厚度。
34.如权利要求29所述的系统,其特征在于:执行沿着所述垂直方向的所述运动,使得在所述托盘的单一次旋转期间,所述垂直距离增加的一数量大约等于所述建构材料的单一层的一特征厚度。
35.如权利要求33所述的系统,其特征在于:沿着所述垂直方向的所述运动大体上持续地执行。
36.如权利要求34所述的系统,其特征在于:沿着所述垂直方向的所述运动大体上持续地执行。
37.如权利要求1至8中任一项所述的系统,其特征在于:所述多个喷墨打印头部包括:至少一支撑材料头部,用于分配一支撑材料;以及至少两个的建模材料头部,用于分别分配两个不同的建模材料。
38.如权利要求1至8中任一项所述的系统,其特征在于:所述系统还包括定位在所述喷墨打印头部分下方的一支撑结构,使得所述托盘位于所述支撑结构和所述喷墨打印头部之间,所述支撑结构与所述托盘接触,以防止或减少所述托盘振动。
39.如权利要求1至8中任一项所述的系统,其特征在于:所述托盘是可替换的。
40.如权利要求39所述的系统,其特征在于:所述系统还包括一托盘替换装置,配置用以自动地替换所述托盘。
41.如权利要求2至8中任一项所述的系统,其特征在于:所述系统还包括一预加热元件,用于在进入所述喷墨打印头部之前加热所述建构材料。
42.如权利要求1至8中任一项所述的系统,其特征在于:所述喷墨打印头部配制用以将一真空程度维持在多个真空程度的一预定范围内。
43.如权利要求1所述的系统,其特征在于:所述系统还包括一预加热元件,用于在进入所述喷墨打印头部之前加热所述建构材料。
44.如权利要求41所述的系统,其特征在于:所述预加热元件与所述喷墨打印头部间隔开,并且经由一导管与所述喷墨打印头部流体连通。
45.如权利要求43所述的系统,其特征在于:所述预加热元件与所述喷墨打印头部间隔开,并且经由一导管与所述喷墨打印头部流体连通。
46.如权利要求44所述的系统,其特征在于:所述系统还包括一泵,用于将所述建构材料从所述导管收回进入所述预加热元件中。
47.如权利要求1至8中任一项所述的系统,其特征在于:所述系统还包括至少一水平仪,安装在所述系统的一底盘的一外壳上的一或多个位置处,用于指示所述底盘与水平状态的一偏差。
48.如权利要求1所述的系统,其特征在于:所述控制器配置用以计算打印所述物体所需的建构材料的一用量,将所述用量与建构材料的一可用量比较,并且当打印所述物体所需的所述用量大于所述可用量时发出一警报。
49.如权利要求2至8中任一项所述的系统,其特征在于:所述控制器配置用以计算打印所述物体所需的建构材料的一用量,将所述用量与建构材料的一可用量比较,并且当打印所述物体所需的所述用量大于所述可用量时发出一警报。
50.如权利要求1所述的系统,其特征在于:所述系统还包括一辐射源,配置用以相对于所述托盘沿着一径向方向往复运动,其中所述喷墨打印头部还配置用以相对于所述托盘沿着所述径向方向往复运动,并且不与所述辐射源同步。
51.如权利要求2至8中任一项所述的系统,其特征在于:所述系统还包括一辐射源,配置用以相对于所述托盘沿着一径向方向往复运动,其中所述喷墨打印头部还配置用以相对于所述托盘沿着所述径向方向往复运动,并且不与所述辐射源同步。
52.如权利要求1所述的系统,其特征在于:所述系统还包括一辐射源,配置用以照射多个所述层,使得能量以不同速率被递送到多个位置处,所述多个位置与所述托盘的一中心相距多个不同的距离。
53.如权利要求2至8中任一项所述的系统,其特征在于:所述系统还包括一辐射源,配置用以照射多个所述层,使得能量以不同速率被递送到多个位置处,所述多个位置与所述托盘的一中心相距多个不同的距离。
54.如权利要求1所述的系统,还包括辐射源,其特征在于:所述系统还包括一辐射源,所述辐射源和所述喷墨打印头部之间的一方位角间隔为介于约0.3ω弧度和约0.75ω弧度之间,所述ω为所述托盘相对于所述喷墨打印头部和所述辐射源的一平均角速度。
55.如权利要求2至8中任一项所述的系统,其特征在于:所述系统还包括一辐射源,所述辐射源和所述喷墨打印头部之间的一方位角间隔为介于约0.3ω弧度和约0.75ω弧度之间,所述ω为所述托盘相对于所述喷墨打印头部和所述辐射源的一平均角速度。
56.如权利要求1所述的系统,其特征在于:当同时打印多个物体时,所述控制器配置用以计算所述多个物体的一例外的总打印时间,并且在一显示装置上显示所计算的时间。
57.如权利要求2至8中任一项所述的系统,其特征在于:当同时打印多个物体时,所述控制器配置用以计算所述多个物体的一例外的总打印时间,并且在一显示装置上显示所计算的时间。
58.如权利要求57所述的系统,其特征在于:所述控制器配置用以计算每个物体的所述总打印时间并显示每个物体的所述总打印时间。
59.如权利要求56所述的系统,其特征在于:所述控制器配置用以计算每个物体的所述总打印时间并显示每个物体的所述总打印时间。
60.如权利要求1所述的系统,其特征在于:当所述喷墨打印头部在所述托盘的一预定区域上方时,所述控制器配置用以终止所述建构材料的任何分配。
61.如权利要求2至8中任一项所述的系统,其特征在于:当所述喷墨打印头部在所述托盘的一预定区域上方时,所述控制器配置用以终止所述建构材料的任何分配。
62.如权利要求61所述的系统,其特征在于:所述预定区域具有一圆扇形的一形状。
63.如权利要求62所述的系统,其特征在于:当所述喷墨打印头部在所述预定区域上方,所述控制器配置用以发讯通知所述喷墨打印头部相对于所述托盘沿一径向方向运动。
64.如权利要求61所述的系统,其特征在于:当所述喷墨打印头部在所述预定区域上方,所述控制器配置用以发讯通知所述喷墨打印头部相对于所述托盘沿一径向方向运动。
65.如权利要求62至63中任一项所述的系统,其特征在于:所述控制器配置用以发讯通知所述托盘和所述喷墨打印头部中的至少一者沿着平行于所述垂直轴线的一垂直方向运动,因而当所述喷墨打印头部在所述预定区域上方时,用以改变所述托盘和所述喷墨头打印头部之间的一垂直距离。
66.如权利要求61所述的系统,其特征在于:所述控制器配置用以发讯通知所述托盘和所述喷墨打印头部中的至少一者沿着平行于所述垂直轴线的一垂直方向运动,因而当所述喷墨打印头部在所述预定区域上方时,用以改变所述托盘和所述喷墨头打印头部之间的一垂直距离。
67.如权利要求1所述的系统,其特征在于:所述系统还包括用于矫直被分配的建构材料的一辊体,其中所述控制器配置用以发讯通知所述托盘和所述喷墨打印头部中的至少一者沿着平行于所述垂直轴线的一垂直方向运动,以便一旦所述被分配的建构材料首先到达所述辊体时,立即改变所述托盘和所述喷墨头打印头部之间的一垂直距离。
68.如权利要求2至8中任一项所述的系统,其特征在于:所述系统还包括用于矫直被分配的建构材料的一辊体,其中所述控制器配置用以发讯通知所述托盘和所述喷墨打印头部中的至少一者沿着平行于所述垂直轴线的一垂直方向运动,以便一旦所述被分配的建构材料首先到达所述辊体时,立即改变所述托盘和所述喷墨头打印头部之间的一垂直距离。
69.如权利要求1所述的系统,其特征在于:所述系统还包括用于矫直被分配的建构材料的一辊体,其中所述控制器配置用以发讯通知所述托盘和所述喷墨打印头部中的至少一者沿着平行于所述垂直轴线的一垂直方向运动,以改变所述托盘和所述喷墨头打印头部之间的一垂直距离,以便一旦所述被分配的建构材料首先到达所述辊体时,立即完成所述垂直运动。
70.如权利要求2至8中任一项所述的系统,其特征在于:所述系统还包括用于矫直被分配的建构材料的一辊体,其中所述控制器配置用以发讯通知所述托盘和所述喷墨打印头部中的至少一者沿着平行于所述垂直轴线的一垂直方向运动,以改变所述托盘和所述喷墨头打印头部之间的一垂直距离,以便一旦所述被分配的建构材料首先到达所述辊体时,立即完成所述垂直运动。
71.如权利要求1至8中任一项所述的系统,其特征在于:所述控制器配置用以选择一第一打印模式以及一第二打印模式,所述第一打印模式中采用一方位角扫描,所述第二打印模式中采用一矢量扫描,所述矢量扫描沿着选择以形成至少一结构的一路径,所述结构选自:(i)一长形结构;(ii)一边界结构,至少部分地围绕用所述建构材料填充的区域;以及(iii)一层间连接结构所组成的一群组。
72.如权利要求1所述的系统,其特征在于:所述系统还包括一辐射源,配置用以照射所述多个层,其中所述控制器配置用以控制所述辐射源,以确保对于至少一层,所述照射在紧接所述至少一层之前的一层的固化开始之后至少t秒时启动,所述t长于所述形成所需的一总时间。
73.如权利要求2至8中任一项所述的系统,其特征在于:所述系统还包括一辐射源,配置用以照射所述多个层,其中所述控制器配置用以控制所述辐射源,以确保对于至少一层,所述照射在紧接所述至少一层之前的一层的固化开始之后至少t秒时启动,所述t长于所述形成所需的一总时间。
74.一种制造物体的方法,其特征在于:所述方法包括以下步骤:
接收对应于一物体的形状的一个三维打印数据,
将所述数据送至一个用于三维打印的系统,以及
根据所述数据操作所述系统以打印所述物体,其中所述系统是如权利要求1至8中任一项所述的系统。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011277875.8A CN112549529B (zh) | 2014-07-13 | 2015-07-13 | 用于三维打印的系统及制造三维物体的方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462023897P | 2014-07-13 | 2014-07-13 | |
| US62/023,897 | 2014-07-13 | ||
| PCT/IL2015/050722 WO2016009426A1 (en) | 2014-07-13 | 2015-07-13 | Method and system for rotational 3d printing |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011277875.8A Division CN112549529B (zh) | 2014-07-13 | 2015-07-13 | 用于三维打印的系统及制造三维物体的方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107980022A CN107980022A (zh) | 2018-05-01 |
| CN107980022B true CN107980022B (zh) | 2020-12-04 |
Family
ID=55077981
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011277875.8A Active CN112549529B (zh) | 2014-07-13 | 2015-07-13 | 用于三维打印的系统及制造三维物体的方法 |
| CN201580049088.9A Active CN107980022B (zh) | 2014-07-13 | 2015-07-13 | 用于旋转三维打印的方法和系统 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011277875.8A Active CN112549529B (zh) | 2014-07-13 | 2015-07-13 | 用于三维打印的系统及制造三维物体的方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (3) | US10611136B2 (zh) |
| EP (5) | EP3848180B1 (zh) |
| JP (4) | JP6594948B2 (zh) |
| KR (2) | KR102434623B1 (zh) |
| CN (2) | CN112549529B (zh) |
| ES (2) | ES2733085T3 (zh) |
| HK (1) | HK1248184A1 (zh) |
| HU (1) | HUE044752T2 (zh) |
| IL (2) | IL250096B (zh) |
| WO (1) | WO2016009426A1 (zh) |
Families Citing this family (97)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10479119B2 (en) * | 2014-01-16 | 2019-11-19 | Konica Minolta, Inc. | Two-dimensional image-forming apparatus, three-dimensional fabrication apparatus, two-dimensional image-forming method and three-dimensional fabrication method |
| JP2015201646A (ja) | 2014-04-07 | 2015-11-12 | ラム リサーチ コーポレーションLam Research Corporation | 構成独立型のガス供給システム |
| WO2016009426A1 (en) * | 2014-07-13 | 2016-01-21 | Stratasys Ltd. | Method and system for rotational 3d printing |
| US10557197B2 (en) | 2014-10-17 | 2020-02-11 | Lam Research Corporation | Monolithic gas distribution manifold and various construction techniques and use cases therefor |
| RU2695403C2 (ru) * | 2015-05-11 | 2019-07-23 | Д-П Полар Гмбх | Устройство и способ нанесения текучего материала на вращаемое вокруг оси вращения основание |
| JP6776489B2 (ja) | 2015-06-23 | 2020-10-28 | オーロラ ラブス リミテッド | 3d印刷方法および3d印刷装置 |
| EP3322575B1 (en) | 2015-07-13 | 2021-08-25 | Stratasys Ltd. | Method of providing nozzle calibration parameters |
| US10022689B2 (en) | 2015-07-24 | 2018-07-17 | Lam Research Corporation | Fluid mixing hub for semiconductor processing tool |
| US11007718B2 (en) * | 2015-12-03 | 2021-05-18 | Hewlett-Packard Development Company, L.P. | Supplying build material |
| US10215317B2 (en) * | 2016-01-15 | 2019-02-26 | Lam Research Corporation | Additively manufactured gas distribution manifold |
| JP6758876B2 (ja) | 2016-03-30 | 2020-09-23 | キヤノン株式会社 | 造形制御装置、その方法及びプログラム |
| JP6719961B2 (ja) * | 2016-04-27 | 2020-07-08 | 株式会社ミマキエンジニアリング | 造形装置及び造形方法 |
| EP3400128B1 (en) * | 2016-05-12 | 2021-07-07 | Hewlett-Packard Development Company, L.P. | Tracking cooling time for 3d printing trolley |
| DE102016211157A1 (de) * | 2016-06-22 | 2017-12-28 | BSH Hausgeräte GmbH | Nahrungsmitteldrucker mit Bewegungskoordinaten |
| JP2018012220A (ja) * | 2016-07-19 | 2018-01-25 | 株式会社リコー | 情報処理装置、造形システム、プログラム、データ処理方法 |
| EP3296083B1 (en) * | 2016-09-20 | 2020-04-01 | LUXeXcel Holding B.V. | Method and printing system for printing a three-dimensional structure, in particular an optical component |
| IL265544B2 (en) | 2016-09-22 | 2023-04-01 | Stratasys Ltd | A method and system for producing bodies in a free form |
| US10589459B2 (en) | 2016-09-22 | 2020-03-17 | Stratasys Ltd. | Method of layerwise fabrication of a three-dimensional object |
| US11167494B2 (en) | 2016-11-02 | 2021-11-09 | Aurora Labs Limited | 3D printing method and apparatus |
| US11179926B2 (en) | 2016-12-15 | 2021-11-23 | General Electric Company | Hybridized light sources |
| DE102017001276A1 (de) * | 2017-02-11 | 2018-08-16 | Altana Ag | Verfahren und Vorrichtung zum Herstellen eines dreidimensionalen Formgegenstands mittels schichtweisem Materialauftrag |
| NL2018720B1 (en) * | 2017-04-14 | 2018-10-24 | Bond High Performance 3D Tech B V | Three-dimensional modeling method and system |
| CN107471648B (zh) * | 2017-05-23 | 2018-10-12 | 珠海赛纳打印科技股份有限公司 | 用于打印技术的图像数据处理方法以及打印系统 |
| AU2018280333B2 (en) * | 2017-06-06 | 2023-10-26 | Aurora Labs Limited | 3D printing method and apparatus |
| US20200180224A1 (en) * | 2017-06-06 | 2020-06-11 | Aurora Labs Limited | 3d printing method and apparatus |
| EP3634755A1 (en) * | 2017-06-06 | 2020-04-15 | Aurora Labs Limited | Powder canister and method for manufacturing same |
| JP6963109B2 (ja) * | 2017-09-14 | 2021-11-05 | ディーエム3ディー テクノロジー,リミティド ライアビリティ カンパニー | マルチノズル金属付加製造装置 |
| EP3642012A4 (en) * | 2017-10-05 | 2021-02-24 | Hewlett-Packard Development Company, L.P. | CONTAINER WITH ALIGNMENT HANDLE |
| US10698386B2 (en) * | 2017-10-18 | 2020-06-30 | General Electric Company | Scan path generation for a rotary additive manufacturing machine |
| US11254052B2 (en) | 2017-11-02 | 2022-02-22 | General Electric Company | Vatless additive manufacturing apparatus and method |
| CA3084245A1 (en) | 2017-12-05 | 2019-06-13 | Saudi Arabian Oil Company | Additive manufacture of wellbore tubulars |
| WO2019130321A1 (en) | 2017-12-31 | 2019-07-04 | Stratasys Ltd. | Support material formulations usable in additive manufacturing of three-dimensional objects at low temperatures |
| IL275769B1 (en) | 2017-12-31 | 2024-03-01 | Stratasys Ltd | Formulations for use as a model material in an additive manufacturing process at low temperatures |
| CN108262477B (zh) * | 2018-04-16 | 2023-10-03 | 安徽机电职业技术学院 | 一种扇形结构的3d打印机的铺粉机构 |
| KR102069503B1 (ko) * | 2018-04-30 | 2020-01-23 | (주)일루미네이드 | 비정형의 3차원 경사기능 구현이 가능한 원형 도포방식의 다종 소재 프린터 |
| IL279821B1 (en) | 2018-06-28 | 2024-04-01 | Stratasys Ltd | A structure to support the object when creating add-ons and a method to create |
| WO2020003301A1 (en) | 2018-06-28 | 2020-01-02 | Stratasys Ltd. | Method and system for reducing curling in additive manufacturing |
| JP7370373B2 (ja) | 2018-07-09 | 2023-10-27 | ストラタシス リミテッド | 付加製造のための廃棄物処理 |
| WO2020023059A1 (en) * | 2018-07-27 | 2020-01-30 | Hewlett-Packard Development Company, L.P. | Three-dimensional printing |
| US20200038952A1 (en) * | 2018-08-02 | 2020-02-06 | American Axle & Manufacturing, Inc. | System And Method For Additive Manufacturing |
| US11203156B2 (en) | 2018-08-20 | 2021-12-21 | NEXA3D Inc. | Methods and systems for photo-curing photo-sensitive material for printing and other applications |
| CN208827141U (zh) * | 2018-09-26 | 2019-05-07 | 珠海赛纳打印科技股份有限公司 | 供墨装置及三维打印装置 |
| WO2020065655A1 (en) | 2018-09-28 | 2020-04-02 | Stratasys Ltd. | Three-dimensional inkjet printing of a thermally stable object |
| WO2020065656A1 (en) | 2018-09-28 | 2020-04-02 | Stratasys Ltd. | Method and system for diffusing color error into additive manufactured objects |
| CN112955302B (zh) | 2018-09-28 | 2023-05-02 | 斯特拉塔西斯公司 | 用于具有部分固化的积层制造的方法 |
| US10668664B1 (en) * | 2018-11-09 | 2020-06-02 | Thermwood Corporation | Systems and methods for printing components using additive manufacturing |
| CN113242787B (zh) | 2018-11-09 | 2023-02-10 | 耐克森三维有限公司 | 三维打印系统 |
| JP7155919B2 (ja) * | 2018-11-16 | 2022-10-19 | 株式会社Ihi | 三次元造形装置 |
| DE102018129027A1 (de) * | 2018-11-19 | 2020-05-20 | AMCM GmbH | Verfahren zur additiven Fertigung und System |
| CN109466062A (zh) * | 2018-12-03 | 2019-03-15 | 中国矿业大学 | 磁控极坐标3d打印机 |
| CN109605737A (zh) * | 2018-12-28 | 2019-04-12 | 源秩科技(上海)有限公司 | 一种光固化3d打印系统和打印方法 |
| CN109483880A (zh) * | 2018-12-28 | 2019-03-19 | 源秩科技(上海)有限公司 | 铺料系统及方法 |
| CN109459921B (zh) * | 2018-12-28 | 2021-06-25 | 源秩科技(上海)有限公司 | 选择性铺料装置和铺料方法 |
| EP3902679A1 (en) * | 2018-12-30 | 2021-11-03 | Stratasys Ltd. | Printing head for non-cartesian inkjet printing |
| US11667787B2 (en) | 2018-12-31 | 2023-06-06 | Stratasys Ltd. | Additive manufacturing using materials that form a weak gel |
| KR102442534B1 (ko) | 2019-03-18 | 2022-09-14 | 넥사3디 인코포레이티드 | 적층 제조 방법 및 시스템 |
| CN109808179A (zh) * | 2019-03-29 | 2019-05-28 | 南京工程学院 | 一种基于旋转平台的多喷头3d打印机 |
| WO2020202147A1 (en) | 2019-03-31 | 2020-10-08 | Stratasys Ltd. | Method and system for leveling a layer in freeform fabrication |
| US10967573B2 (en) | 2019-04-02 | 2021-04-06 | NEXA3D Inc. | Tank assembly and components thereof for a 3D printing system |
| DE102019002809A1 (de) * | 2019-04-17 | 2020-10-22 | Hans Mathea | Verfahren zum Herstellen mindestens einer Festkörperschicht gemäß vorgegebener Geometriedaten |
| DE102019002808A1 (de) | 2019-04-17 | 2020-10-22 | Hans Mathea | Verfahren zum Herstellen mindestens einer Festkörperschicht auf einer um eine Drehachse drehbaren Unterlage |
| WO2020222791A1 (en) * | 2019-04-30 | 2020-11-05 | Hewlett-Packard Development Company, L.P. | Geometrical compensation in additive manufacturing |
| USD949962S1 (en) | 2019-07-04 | 2022-04-26 | Stratasys Ltd. | Cartridge for 3D printing |
| US11865773B2 (en) * | 2019-11-11 | 2024-01-09 | Texas Instruments Incorporated | Additive process for circular printing of electronic devices |
| CN110815825B (zh) * | 2019-11-15 | 2021-06-04 | 珠海赛纳三维科技有限公司 | 3d物体切片层的打印方法、3d物体的打印方法及打印装置 |
| JP7451952B2 (ja) | 2019-11-18 | 2024-03-19 | 株式会社リコー | 立体造形物製造装置、立体造形物の製造方法、および立体造形物製造用吐出プログラム |
| KR102310525B1 (ko) * | 2019-11-29 | 2021-10-08 | 한국전자기술연구원 | 3d프린터용 광원모듈 및 3d프린터 |
| US20230040936A1 (en) | 2019-12-16 | 2023-02-09 | Stratasys Ltd. | System and method for waste management in an additive manufacturing process |
| JP7402105B2 (ja) | 2020-03-31 | 2023-12-20 | 本田技研工業株式会社 | 3次元造形装置及び造形方法 |
| JP2023522892A (ja) | 2020-04-27 | 2023-06-01 | ストラタシス リミテッド | 三次元印刷システム用サービスステーション |
| US20230108185A1 (en) | 2020-04-27 | 2023-04-06 | Stratasys Ltd. | System for improving safety in three-dimensional printing |
| IL300228A (en) | 2020-07-27 | 2023-03-01 | Stratasys Ltd | Method and system for 3D printing on fabric |
| CN112496338B (zh) * | 2020-09-28 | 2023-05-16 | 西安增材制造国家研究院有限公司 | 一种高效的连续不间断的多层螺旋切片及打印方法 |
| IL302320A (en) | 2020-10-21 | 2023-06-01 | Stratasys Ltd | additive manufacturing process |
| JP2022122452A (ja) | 2021-02-10 | 2022-08-23 | 株式会社リコー | 造形物製造装置及び造形物製造方法 |
| CN112907673B (zh) * | 2021-03-19 | 2021-10-22 | 深圳创维-Rgb电子有限公司 | 定位方法、装置、终端设备以及存储介质 |
| IL306127A (en) | 2021-03-25 | 2023-11-01 | Stratasys Ltd | Method and system for measuring injection characteristics |
| EP4094942A1 (en) | 2021-05-26 | 2022-11-30 | TIGER Coatings GmbH & Co. KG | Radiation curable composition for additive manufacturing suitable for electronic applications |
| IL309419A (en) | 2021-06-14 | 2024-02-01 | Stratasys Ltd | Formulations for additive manufacturing of elastomeric materials |
| EP4355553A1 (en) | 2021-06-15 | 2024-04-24 | Stratasys Ltd. | Method and system for extended three-dimensional printing |
| US11951679B2 (en) | 2021-06-16 | 2024-04-09 | General Electric Company | Additive manufacturing system |
| US11731367B2 (en) | 2021-06-23 | 2023-08-22 | General Electric Company | Drive system for additive manufacturing |
| US11958249B2 (en) | 2021-06-24 | 2024-04-16 | General Electric Company | Reclamation system for additive manufacturing |
| US11958250B2 (en) | 2021-06-24 | 2024-04-16 | General Electric Company | Reclamation system for additive manufacturing |
| CN117897451A (zh) | 2021-06-30 | 2024-04-16 | 斯特拉塔西斯公司 | 用于增材制造的水溶性支撑材料制剂 |
| IL309788A (en) | 2021-06-30 | 2024-02-01 | Stratasys Ltd | Treatment of waste obtained in the additive manufacturing process |
| US11826950B2 (en) | 2021-07-09 | 2023-11-28 | General Electric Company | Resin management system for additive manufacturing |
| CN113696476B (zh) * | 2021-08-19 | 2022-08-02 | 清华大学 | 双自由度旋转机构和体内原位生物打印装置 |
| US11813799B2 (en) | 2021-09-01 | 2023-11-14 | General Electric Company | Control systems and methods for additive manufacturing |
| CN114147971A (zh) * | 2021-11-30 | 2022-03-08 | 深圳市创想三维科技股份有限公司 | 一种3d打印文件的生成方法、装置、设备及存储介质 |
| WO2023150030A1 (en) * | 2022-02-04 | 2023-08-10 | Goodrich Corporation | Am cylinder manufacturing method using sacrificial build tube |
| WO2023209711A2 (en) | 2022-04-24 | 2023-11-02 | Stratasys Ltd. | Method and system for three-dimensional printing on fabric |
| CN115026241B (zh) * | 2022-06-14 | 2023-05-26 | 南京航空航天大学 | 一种异形回转体砂型无级调节高效增材制造方法及装置 |
| CN115246266B (zh) * | 2022-07-26 | 2023-10-20 | 合肥京东方卓印科技有限公司 | 打印控制方法、装置、电子设备及计算机可读存储介质 |
| WO2024048234A1 (ja) * | 2022-08-31 | 2024-03-07 | 株式会社Ihi | 三次元造形装置及び予熱装置 |
| CN117261219A (zh) * | 2023-11-23 | 2023-12-22 | 杭州云栖交叉技术研究院 | 一种用于在可活动载体上施加可粘合材料的装置及方法 |
| CN117325454A (zh) * | 2023-11-29 | 2024-01-02 | 杭州云栖交叉技术研究院 | 一种旋转制造系统的成型组件 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014092651A1 (en) * | 2012-12-16 | 2014-06-19 | Blacksmith Group Pte. Ltd. | A 3d printer with a controllable rotary surface and method for 3d printing with controllable rotary surface |
| JP2014533627A (ja) * | 2011-11-18 | 2014-12-15 | ティーケー ホールディングス インク.Tk Holdings Inc. | シートベルトリトラクタ |
Family Cites Families (77)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5492345U (zh) | 1977-12-14 | 1979-06-29 | ||
| JPS60151056A (ja) * | 1984-01-18 | 1985-08-08 | Konishiroku Photo Ind Co Ltd | インクカ−トリツジ |
| US5394178A (en) | 1992-12-21 | 1995-02-28 | Hewlett-Packard Company | Printhead servicing apparatus with pivotal servicing lever |
| JPH06198746A (ja) * | 1992-12-28 | 1994-07-19 | Olympus Optical Co Ltd | 立体モデル作成装置 |
| BE1008372A3 (nl) | 1994-04-19 | 1996-04-02 | Materialise Nv | Werkwijze voor het vervaardigen van een geperfektioneerd medisch model uitgaande van digitale beeldinformatie van een lichaamsdeel. |
| US5837960A (en) * | 1995-08-14 | 1998-11-17 | The Regents Of The University Of California | Laser production of articles from powders |
| JP3428893B2 (ja) | 1997-02-19 | 2003-07-22 | キヤノン株式会社 | インクジェット記録装置およびインクジェット記録ヘッドの回復方法 |
| US6264295B1 (en) * | 1998-04-17 | 2001-07-24 | Elesys, Inc. | Radial printing system and methods |
| US6259962B1 (en) | 1999-03-01 | 2001-07-10 | Objet Geometries Ltd. | Apparatus and method for three dimensional model printing |
| US6658314B1 (en) | 1999-10-06 | 2003-12-02 | Objet Geometries Ltd. | System and method for three dimensional model printing |
| US6850334B1 (en) | 2000-01-18 | 2005-02-01 | Objet Geometries Ltd | System and method for three dimensional model printing |
| US20050104241A1 (en) * | 2000-01-18 | 2005-05-19 | Objet Geometried Ltd. | Apparatus and method for three dimensional model printing |
| US6569373B2 (en) | 2000-03-13 | 2003-05-27 | Object Geometries Ltd. | Compositions and methods for use in three dimensional model printing |
| US7300619B2 (en) | 2000-03-13 | 2007-11-27 | Objet Geometries Ltd. | Compositions and methods for use in three dimensional model printing |
| US20030207959A1 (en) | 2000-03-13 | 2003-11-06 | Eduardo Napadensky | Compositions and methods for use in three dimensional model printing |
| US20020171177A1 (en) | 2001-03-21 | 2002-11-21 | Kritchman Elisha M. | System and method for printing and supporting three dimensional objects |
| US20030151167A1 (en) | 2002-01-03 | 2003-08-14 | Kritchman Eliahu M. | Device, system and method for accurate printing of three dimensional objects |
| JP4259812B2 (ja) * | 2002-05-13 | 2009-04-30 | 富士フイルム株式会社 | インクジェット記録方法及びインクジェット記録装置 |
| DE10235434A1 (de) | 2002-08-02 | 2004-02-12 | Eos Gmbh Electro Optical Systems | Vorrichtung und Verfahren zum Herstellen eins dreidimensionalen Objekts mittels eines generativen Fertigungsverfahrens |
| US20060111807A1 (en) | 2002-09-12 | 2006-05-25 | Hanan Gothait | Device, system and method for calibration in three-dimensional model printing |
| ATE393009T1 (de) * | 2002-11-12 | 2008-05-15 | Objet Geometries Ltd | Verfahren und system zum drucken eines dreidimensionalen gegenstandes |
| EP2295227A3 (en) | 2002-12-03 | 2018-04-04 | Stratasys Ltd. | Apparatus and method for printing of three-dimensional objects |
| CN101428474B (zh) | 2003-05-01 | 2013-01-23 | 奥布吉特几何有限公司 | 快速成型装置 |
| US7291002B2 (en) | 2003-05-23 | 2007-11-06 | Z Corporation | Apparatus and methods for 3D printing |
| GB0312909D0 (en) * | 2003-06-05 | 2003-07-09 | Univ Liverpool | Apparatus for manufacturing three dimensional items |
| US7277770B2 (en) | 2003-07-15 | 2007-10-02 | Huang Wen C | Direct write process and apparatus |
| JP3587208B1 (ja) | 2003-10-28 | 2004-11-10 | 松下電工株式会社 | 光造形用加工基準補正方法及び光造形装置 |
| US7387359B2 (en) | 2004-09-21 | 2008-06-17 | Z Corporation | Apparatus and methods for servicing 3D printers |
| JP4353145B2 (ja) * | 2005-06-29 | 2009-10-28 | セイコーエプソン株式会社 | 液滴吐出装置 |
| US8267683B2 (en) | 2005-07-27 | 2012-09-18 | Shofu Inc. | Apparatus for forming layered object |
| EP1764996A1 (en) | 2005-09-20 | 2007-03-21 | Agfa Graphics N.V. | A method and apparatus for automatically aligning arrays of printing elements |
| US20070075461A1 (en) | 2005-09-30 | 2007-04-05 | 3D Systems, Inc. | Rapid prototyping and manufacturing system and method |
| JPWO2007114142A1 (ja) | 2006-03-31 | 2009-08-13 | シチズンホールディングス株式会社 | 画像形成装置 |
| US7931460B2 (en) | 2006-05-03 | 2011-04-26 | 3D Systems, Inc. | Material delivery system for use in solid imaging |
| JP4793239B2 (ja) | 2006-07-21 | 2011-10-12 | ソニー株式会社 | 印刷装置、印刷方法及び記録媒体駆動装置 |
| DE102006055075A1 (de) * | 2006-11-22 | 2008-05-29 | Eos Gmbh Electro Optical Systems | Vorrichtung zum schichtweisen Herstellen eines dreidimensionalen Objekts |
| WO2008107866A1 (en) | 2007-03-07 | 2008-09-12 | Objet Geometries Ltd. | Rapid production apparatus |
| EP2664444B1 (en) | 2007-07-25 | 2018-03-28 | Stratasys Ltd. | Solid freeform fabrication using a plurality of modeling materials |
| JP4985255B2 (ja) | 2007-09-12 | 2012-07-25 | コニカミノルタIj株式会社 | ノズル位置調整用チャートの作成方法、ノズル位置調整方法及び画像形成装置 |
| JP2009083326A (ja) | 2007-09-28 | 2009-04-23 | Fujifilm Corp | 光学部材の製造方法およびこの製造方法により形成された光学部材 |
| JP5380829B2 (ja) * | 2007-12-01 | 2014-01-08 | ブラザー工業株式会社 | インクカートリッジ、及びインク供給装置 |
| US7962237B2 (en) | 2008-08-06 | 2011-06-14 | Objet Geometries Ltd. | Method and apparatus for optimizing a scanning plan in three-dimensional printing |
| US20100140852A1 (en) * | 2008-12-04 | 2010-06-10 | Objet Geometries Ltd. | Preparation of building material for solid freeform fabrication |
| WO2010132392A2 (en) | 2009-05-12 | 2010-11-18 | 3D Systems, Inc. | Compositions and methods for selective deposition modeling |
| CN201453627U (zh) | 2009-07-14 | 2010-05-12 | 上海荣泰健身科技发展有限公司 | 一种按摩椅的伸缩小腿装置 |
| CN102481729A (zh) * | 2009-07-29 | 2012-05-30 | 再德克斯私人有限公司 | 在旋转圆柱表面上的3d印刷 |
| JP6029146B2 (ja) | 2010-04-25 | 2016-11-24 | ストラタシス リミテッド | シェル物体の立体自由形状製作 |
| US9522501B2 (en) * | 2010-09-21 | 2016-12-20 | The Boeing Company | Continuous linear production in a selective laser sintering system |
| US8651643B2 (en) * | 2010-10-22 | 2014-02-18 | Hewlett-Packard Development Company, L.P. | Fluid cartridge |
| WO2012143923A2 (en) | 2011-04-17 | 2012-10-26 | Objet Ltd. | System and method for additive manufacturing of an object |
| JP5786430B2 (ja) | 2011-04-25 | 2015-09-30 | セイコーエプソン株式会社 | 液体吐出装置 |
| US8778252B2 (en) * | 2012-01-20 | 2014-07-15 | Wisconsin Alumni Research Foundation | Three-dimensional printing system using dual rotation axes |
| JP5982857B2 (ja) | 2012-02-21 | 2016-08-31 | 株式会社リコー | 画像形成装置 |
| US9205690B2 (en) | 2012-03-16 | 2015-12-08 | Stratasys, Inc. | Automated calibration method for additive manufacturing system, and method of use thereof |
| US20180085995A1 (en) * | 2013-01-04 | 2018-03-29 | New York University | 3d manufacturing using multiple material deposition and/or fusion sources simultaneously with single or multi-flute helical build surfaces |
| DE102013000888A1 (de) | 2013-01-18 | 2014-07-24 | Heidelberger Druckmaschinen Ag | Verfahren zum Erzeugen eines Druckbildes auf einem rotierenden, dreidimensionalen Körper |
| US10150247B2 (en) * | 2013-03-12 | 2018-12-11 | Orange Maker LLC | 3D printing using spiral buildup and high viscosity build materials |
| US9364995B2 (en) * | 2013-03-15 | 2016-06-14 | Matterrise, Inc. | Three-dimensional printing and scanning system and method |
| US9701064B2 (en) * | 2013-07-15 | 2017-07-11 | Xerox Corporation | Digital manufacturing system for printing three-dimensional objects on a rotating core |
| EP2835249B1 (en) | 2013-08-08 | 2019-03-06 | ABB Schweiz AG | Printing system for three-dimensional objects |
| WO2015026847A1 (en) | 2013-08-19 | 2015-02-26 | Aio Robotics, Inc. | Four-in-one three-dimensional copy machine |
| JP5492345B1 (ja) | 2013-12-13 | 2014-05-14 | 理想科学工業株式会社 | インクカートリッジ |
| KR20150077761A (ko) | 2013-12-30 | 2015-07-08 | 삼성전자주식회사 | 삼차원 프린터 및 그 작동 방법 |
| US10479119B2 (en) * | 2014-01-16 | 2019-11-19 | Konica Minolta, Inc. | Two-dimensional image-forming apparatus, three-dimensional fabrication apparatus, two-dimensional image-forming method and three-dimensional fabrication method |
| US9849631B1 (en) * | 2014-02-14 | 2017-12-26 | Marvell International Ltd. | Three dimensional (3D) printing by selective rotation of a build platform |
| WO2015177598A1 (en) * | 2014-05-20 | 2015-11-26 | Velox-Puredigital Ltd. | System and method for printing three-dimensional objects |
| WO2016009426A1 (en) * | 2014-07-13 | 2016-01-21 | Stratasys Ltd. | Method and system for rotational 3d printing |
| US20170232680A1 (en) * | 2014-08-28 | 2017-08-17 | Simen Svale SKOGSRUD | 3d printer |
| CN104210108B (zh) | 2014-09-15 | 2017-11-28 | 宁波高新区乐轩锐蓝智能科技有限公司 | 3d打印机的打印缺陷弥补方法和系统 |
| US9751259B2 (en) | 2014-10-07 | 2017-09-05 | Xerox Corporation | System and method for operating a three-dimensional printer to compensate for radial velocity variations |
| RU2695403C2 (ru) * | 2015-05-11 | 2019-07-23 | Д-П Полар Гмбх | Устройство и способ нанесения текучего материала на вращаемое вокруг оси вращения основание |
| EP3322575B1 (en) | 2015-07-13 | 2021-08-25 | Stratasys Ltd. | Method of providing nozzle calibration parameters |
| JP6807375B2 (ja) * | 2015-07-13 | 2021-01-06 | ストラタシス リミテッド | 3dプリンタ用レベリング装置 |
| WO2017009831A1 (en) * | 2015-07-13 | 2017-01-19 | Stratasys Ltd. | Method and system for 3d printing |
| WO2017009833A1 (en) * | 2015-07-13 | 2017-01-19 | Stratasys Ltd. | Waste disposal for 3d printing |
| US20180370133A1 (en) * | 2015-11-16 | 2018-12-27 | Boston Inventions, LLC | Three-dimensional printer utilizing a rotating and tilting printing surface and spiral filament extrusion to form helical filament structures |
| JP6751595B2 (ja) * | 2016-06-02 | 2020-09-09 | 株式会社ミマキエンジニアリング | 造形装置及び造形方法 |
-
2015
- 2015-07-13 WO PCT/IL2015/050722 patent/WO2016009426A1/en active Application Filing
- 2015-07-13 EP EP21160273.5A patent/EP3848180B1/en active Active
- 2015-07-13 US US15/325,760 patent/US10611136B2/en active Active
- 2015-07-13 EP EP19167262.5A patent/EP3524406B1/en active Active
- 2015-07-13 EP EP22217392.4A patent/EP4177041B1/en active Active
- 2015-07-13 HU HUE15821817 patent/HUE044752T2/hu unknown
- 2015-07-13 CN CN202011277875.8A patent/CN112549529B/zh active Active
- 2015-07-13 KR KR1020217004849A patent/KR102434623B1/ko active IP Right Grant
- 2015-07-13 ES ES15821817T patent/ES2733085T3/es active Active
- 2015-07-13 JP JP2017501655A patent/JP6594948B2/ja active Active
- 2015-07-13 EP EP15821817.2A patent/EP3166774B1/en active Active
- 2015-07-13 EP EP22217398.1A patent/EP4194177A1/en active Pending
- 2015-07-13 KR KR1020177003591A patent/KR102219905B1/ko active IP Right Grant
- 2015-07-13 ES ES19167262T patent/ES2877194T3/es active Active
- 2015-07-13 CN CN201580049088.9A patent/CN107980022B/zh active Active
-
2017
- 2017-01-12 IL IL250096A patent/IL250096B/en active IP Right Grant
-
2018
- 2018-06-11 HK HK18107530.2A patent/HK1248184A1/zh unknown
-
2019
- 2019-09-24 JP JP2019172733A patent/JP6895495B2/ja active Active
-
2020
- 2020-04-06 US US16/840,514 patent/US11897186B2/en active Active
-
2021
- 2021-04-04 IL IL282005A patent/IL282005A/en unknown
- 2021-06-04 JP JP2021094444A patent/JP7197633B2/ja active Active
-
2022
- 2022-12-14 JP JP2022199568A patent/JP2023021321A/ja active Pending
-
2023
- 2023-11-21 US US18/515,314 patent/US20240092012A1/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014533627A (ja) * | 2011-11-18 | 2014-12-15 | ティーケー ホールディングス インク.Tk Holdings Inc. | シートベルトリトラクタ |
| WO2014092651A1 (en) * | 2012-12-16 | 2014-06-19 | Blacksmith Group Pte. Ltd. | A 3d printer with a controllable rotary surface and method for 3d printing with controllable rotary surface |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107980022B (zh) | 用于旋转三维打印的方法和系统 | |
| US10479119B2 (en) | Two-dimensional image-forming apparatus, three-dimensional fabrication apparatus, two-dimensional image-forming method and three-dimensional fabrication method | |
| JP6314991B2 (ja) | 三次元造形装置および三次元造形方法 | |
| EP3906149B1 (en) | Method and system for controlling a cooling system in three-dimensional printing | |
| EP3906147B1 (en) | Method and system for improving color uniformity in inkjet printing | |
| US20230029083A1 (en) | Method and system for reducing waviness in three-dimensional printing | |
| EP4143008A1 (en) | System for improving safety in three-dimensional printing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1248184 Country of ref document: HK |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |