CN107755365B - 压电材料、压电元件和电子装置 - Google Patents
压电材料、压电元件和电子装置 Download PDFInfo
- Publication number
- CN107755365B CN107755365B CN201710967760.3A CN201710967760A CN107755365B CN 107755365 B CN107755365 B CN 107755365B CN 201710967760 A CN201710967760 A CN 201710967760A CN 107755365 B CN107755365 B CN 107755365B
- Authority
- CN
- China
- Prior art keywords
- piezoelectric
- piezoelectric material
- piezoelectric element
- element according
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 title claims abstract description 171
- 229910052751 metal Inorganic materials 0.000 claims abstract description 33
- 229910044991 metal oxide Inorganic materials 0.000 claims abstract description 31
- 150000004706 metal oxides Chemical class 0.000 claims abstract description 31
- 239000002184 metal Substances 0.000 claims abstract description 30
- 229910009650 Ti1-yZry Inorganic materials 0.000 claims abstract description 4
- 239000007788 liquid Substances 0.000 claims description 55
- 239000000428 dust Substances 0.000 claims description 39
- 239000013078 crystal Substances 0.000 claims description 37
- 230000003287 optical effect Effects 0.000 claims description 29
- 229910052719 titanium Inorganic materials 0.000 claims description 20
- 229910052788 barium Inorganic materials 0.000 claims description 16
- 229910052791 calcium Inorganic materials 0.000 claims description 16
- 229910052748 manganese Inorganic materials 0.000 claims description 15
- 229910052726 zirconium Inorganic materials 0.000 claims description 15
- 229910052802 copper Inorganic materials 0.000 claims description 7
- 229910052759 nickel Inorganic materials 0.000 claims description 5
- 229910052709 silver Inorganic materials 0.000 claims description 5
- 230000007704 transition Effects 0.000 claims description 5
- 229910052763 palladium Inorganic materials 0.000 claims description 4
- 239000011572 manganese Substances 0.000 description 48
- 239000000919 ceramic Substances 0.000 description 31
- 239000011575 calcium Substances 0.000 description 29
- 238000004519 manufacturing process Methods 0.000 description 29
- 239000010936 titanium Substances 0.000 description 27
- 239000010410 layer Substances 0.000 description 26
- 239000000203 mixture Substances 0.000 description 24
- 238000005245 sintering Methods 0.000 description 24
- 230000000052 comparative effect Effects 0.000 description 21
- 239000011812 mixed powder Substances 0.000 description 21
- 150000001875 compounds Chemical class 0.000 description 17
- 239000002245 particle Substances 0.000 description 17
- 239000000843 powder Substances 0.000 description 17
- 238000000034 method Methods 0.000 description 16
- 230000010287 polarization Effects 0.000 description 14
- 229910002113 barium titanate Inorganic materials 0.000 description 12
- 238000010586 diagram Methods 0.000 description 12
- 239000004372 Polyvinyl alcohol Substances 0.000 description 10
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical compound [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 description 10
- 239000011230 binding agent Substances 0.000 description 10
- 229920002451 polyvinyl alcohol Polymers 0.000 description 10
- 239000000126 substance Substances 0.000 description 10
- UOGMEBQRZBEZQT-UHFFFAOYSA-L manganese(2+);diacetate Chemical compound [Mn+2].CC([O-])=O.CC([O-])=O UOGMEBQRZBEZQT-UHFFFAOYSA-L 0.000 description 8
- 239000002994 raw material Substances 0.000 description 8
- 238000002441 X-ray diffraction Methods 0.000 description 7
- 238000004458 analytical method Methods 0.000 description 7
- 230000005540 biological transmission Effects 0.000 description 7
- 230000005684 electric field Effects 0.000 description 7
- 229910052737 gold Inorganic materials 0.000 description 7
- 239000010931 gold Substances 0.000 description 7
- 238000004876 x-ray fluorescence Methods 0.000 description 7
- DJOYTAUERRJRAT-UHFFFAOYSA-N 2-(n-methyl-4-nitroanilino)acetonitrile Chemical compound N#CCN(C)C1=CC=C([N+]([O-])=O)C=C1 DJOYTAUERRJRAT-UHFFFAOYSA-N 0.000 description 6
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 6
- 229910021523 barium zirconate Inorganic materials 0.000 description 6
- 230000008859 change Effects 0.000 description 6
- 239000001301 oxygen Substances 0.000 description 6
- 229910052760 oxygen Inorganic materials 0.000 description 6
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 5
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- DQBAOWPVHRWLJC-UHFFFAOYSA-N barium(2+);dioxido(oxo)zirconium Chemical compound [Ba+2].[O-][Zr]([O-])=O DQBAOWPVHRWLJC-UHFFFAOYSA-N 0.000 description 5
- AOWKSNWVBZGMTJ-UHFFFAOYSA-N calcium titanate Chemical compound [Ca+2].[O-][Ti]([O-])=O AOWKSNWVBZGMTJ-UHFFFAOYSA-N 0.000 description 5
- 230000007547 defect Effects 0.000 description 5
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 5
- 238000009413 insulation Methods 0.000 description 5
- 230000011514 reflex Effects 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 229910052710 silicon Inorganic materials 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- 238000004544 sputter deposition Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 238000007088 Archimedes method Methods 0.000 description 3
- 239000000370 acceptor Substances 0.000 description 3
- 238000001479 atomic absorption spectroscopy Methods 0.000 description 3
- GXUARMXARIJAFV-UHFFFAOYSA-L barium oxalate Chemical compound [Ba+2].[O-]C(=O)C([O-])=O GXUARMXARIJAFV-UHFFFAOYSA-L 0.000 description 3
- 229940094800 barium oxalate Drugs 0.000 description 3
- 229920001940 conductive polymer Polymers 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 238000004993 emission spectroscopy Methods 0.000 description 3
- 238000000227 grinding Methods 0.000 description 3
- AMWRITDGCCNYAT-UHFFFAOYSA-L hydroxy(oxo)manganese;manganese Chemical compound [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 229910052451 lead zirconate titanate Inorganic materials 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 3
- 239000011148 porous material Substances 0.000 description 3
- 238000011084 recovery Methods 0.000 description 3
- 238000010897 surface acoustic wave method Methods 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 241000238366 Cephalopoda Species 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- ITHZDDVSAWDQPZ-UHFFFAOYSA-L barium acetate Chemical compound [Ba+2].CC([O-])=O.CC([O-])=O ITHZDDVSAWDQPZ-UHFFFAOYSA-L 0.000 description 2
- AYJRCSIUFZENHW-UHFFFAOYSA-L barium carbonate Chemical compound [Ba+2].[O-]C([O-])=O AYJRCSIUFZENHW-UHFFFAOYSA-L 0.000 description 2
- IWOUKMZUPDVPGQ-UHFFFAOYSA-N barium nitrate Chemical compound [Ba+2].[O-][N+]([O-])=O.[O-][N+]([O-])=O IWOUKMZUPDVPGQ-UHFFFAOYSA-N 0.000 description 2
- QVQLCTNNEUAWMS-UHFFFAOYSA-N barium oxide Chemical compound [Ba]=O QVQLCTNNEUAWMS-UHFFFAOYSA-N 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 239000002772 conduction electron Substances 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000006731 degradation reaction Methods 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000007580 dry-mixing Methods 0.000 description 2
- 239000013013 elastic material Substances 0.000 description 2
- 239000007772 electrode material Substances 0.000 description 2
- 230000005621 ferroelectricity Effects 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 229910052738 indium Inorganic materials 0.000 description 2
- 229910052741 iridium Inorganic materials 0.000 description 2
- NUJOXMJBOLGQSY-UHFFFAOYSA-N manganese dioxide Chemical compound O=[Mn]=O NUJOXMJBOLGQSY-UHFFFAOYSA-N 0.000 description 2
- 230000028161 membrane depolarization Effects 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000011435 rock Substances 0.000 description 2
- 230000002269 spontaneous effect Effects 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 229910052712 strontium Inorganic materials 0.000 description 2
- 229910052715 tantalum Inorganic materials 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 229910002976 CaZrO3 Inorganic materials 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- 229920001967 Metal rubber Polymers 0.000 description 1
- 229910002651 NO3 Inorganic materials 0.000 description 1
- NHNBFGGVMKEFGY-UHFFFAOYSA-N Nitrate Chemical compound [O-][N+]([O-])=O NHNBFGGVMKEFGY-UHFFFAOYSA-N 0.000 description 1
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 239000004830 Super Glue Substances 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- AYJRCSIUFZENHW-DEQYMQKBSA-L barium(2+);oxomethanediolate Chemical compound [Ba+2].[O-][14C]([O-])=O AYJRCSIUFZENHW-DEQYMQKBSA-L 0.000 description 1
- 230000006399 behavior Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- VSGNNIFQASZAOI-UHFFFAOYSA-L calcium acetate Chemical compound [Ca+2].CC([O-])=O.CC([O-])=O VSGNNIFQASZAOI-UHFFFAOYSA-L 0.000 description 1
- 229960005147 calcium acetate Drugs 0.000 description 1
- 239000001639 calcium acetate Substances 0.000 description 1
- 235000011092 calcium acetate Nutrition 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- QXDMQSPYEZFLGF-UHFFFAOYSA-L calcium oxalate Chemical compound [Ca+2].[O-]C(=O)C([O-])=O QXDMQSPYEZFLGF-UHFFFAOYSA-L 0.000 description 1
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 description 1
- 239000000292 calcium oxide Substances 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000009770 conventional sintering Methods 0.000 description 1
- RKTYLMNFRDHKIL-UHFFFAOYSA-N copper;5,10,15,20-tetraphenylporphyrin-22,24-diide Chemical compound [Cu+2].C1=CC(C(=C2C=CC([N-]2)=C(C=2C=CC=CC=2)C=2C=CC(N=2)=C(C=2C=CC=CC=2)C2=CC=C3[N-]2)C=2C=CC=CC=2)=NC1=C3C1=CC=CC=C1 RKTYLMNFRDHKIL-UHFFFAOYSA-N 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000005485 electric heating Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- FGBJXOREULPLGL-UHFFFAOYSA-N ethyl cyanoacrylate Chemical compound CCOC(=O)C(=C)C#N FGBJXOREULPLGL-UHFFFAOYSA-N 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- 238000005469 granulation Methods 0.000 description 1
- 230000003179 granulation Effects 0.000 description 1
- 238000001513 hot isostatic pressing Methods 0.000 description 1
- 238000002847 impedance measurement Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000005305 interferometry Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- HFGPZNIAWCZYJU-UHFFFAOYSA-N lead zirconate titanate Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Ti+4].[Zr+4].[Pb+2] HFGPZNIAWCZYJU-UHFFFAOYSA-N 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 229940071125 manganese acetate Drugs 0.000 description 1
- 239000011656 manganese carbonate Substances 0.000 description 1
- 229940093474 manganese carbonate Drugs 0.000 description 1
- 235000006748 manganese carbonate Nutrition 0.000 description 1
- KVGMATYUUPJFQL-UHFFFAOYSA-N manganese(2+) oxygen(2-) Chemical compound [O--].[O--].[O--].[O--].[Mn++].[Mn++].[Mn++] KVGMATYUUPJFQL-UHFFFAOYSA-N 0.000 description 1
- 229910000016 manganese(II) carbonate Inorganic materials 0.000 description 1
- GEYXPJBPASPPLI-UHFFFAOYSA-N manganese(III) oxide Inorganic materials O=[Mn]O[Mn]=O GEYXPJBPASPPLI-UHFFFAOYSA-N 0.000 description 1
- XMWCXZJXESXBBY-UHFFFAOYSA-L manganese(ii) carbonate Chemical compound [Mn+2].[O-]C([O-])=O XMWCXZJXESXBBY-UHFFFAOYSA-L 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000015654 memory Effects 0.000 description 1
- 150000002736 metal compounds Chemical class 0.000 description 1
- 238000009768 microwave sintering Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- -1 oxygen anion Chemical class 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000001694 spray drying Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000012916 structural analysis Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 239000012856 weighed raw material Substances 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
Images


















Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N30/00—Piezoelectric or electrostrictive devices
- H10N30/80—Constructional details
- H10N30/85—Piezoelectric or electrostrictive active materials
- H10N30/853—Ceramic compositions
- H10N30/8536—Alkaline earth metal based oxides, e.g. barium titanates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/46—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates
- C04B35/462—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates
- C04B35/465—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates based on alkaline earth metal titanates
- C04B35/468—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates based on alkaline earth metal titanates based on barium titanates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B7/00—Cleaning by methods not provided for in a single other subclass or a single group in this subclass
- B08B7/02—Cleaning by methods not provided for in a single other subclass or a single group in this subclass by distortion, beating, or vibration of the surface to be cleaned
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14233—Structure of print heads with piezoelectric elements of film type, deformed by bending and disposed on a diaphragm
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/46—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates
- C04B35/462—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/46—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates
- C04B35/462—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates
- C04B35/465—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates based on alkaline earth metal titanates
- C04B35/468—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates based on alkaline earth metal titanates based on barium titanates
- C04B35/4682—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates based on alkaline earth metal titanates based on barium titanates based on BaTiO3 perovskite phase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/49—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates containing also titanium oxides or titanates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/6261—Milling
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62695—Granulation or pelletising
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02N—ELECTRIC MACHINES NOT OTHERWISE PROVIDED FOR
- H02N2/00—Electric machines in general using piezoelectric effect, electrostriction or magnetostriction
- H02N2/10—Electric machines in general using piezoelectric effect, electrostriction or magnetostriction producing rotary motion, e.g. rotary motors
- H02N2/103—Electric machines in general using piezoelectric effect, electrostriction or magnetostriction producing rotary motion, e.g. rotary motors by pressing one or more vibrators against the rotor
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02N—ELECTRIC MACHINES NOT OTHERWISE PROVIDED FOR
- H02N2/00—Electric machines in general using piezoelectric effect, electrostriction or magnetostriction
- H02N2/10—Electric machines in general using piezoelectric effect, electrostriction or magnetostriction producing rotary motion, e.g. rotary motors
- H02N2/106—Langevin motors
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02N—ELECTRIC MACHINES NOT OTHERWISE PROVIDED FOR
- H02N2/00—Electric machines in general using piezoelectric effect, electrostriction or magnetostriction
- H02N2/10—Electric machines in general using piezoelectric effect, electrostriction or magnetostriction producing rotary motion, e.g. rotary motors
- H02N2/16—Electric machines in general using piezoelectric effect, electrostriction or magnetostriction producing rotary motion, e.g. rotary motors using travelling waves, i.e. Rayleigh surface waves
- H02N2/163—Motors with ring stator
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N30/00—Piezoelectric or electrostrictive devices
- H10N30/20—Piezoelectric or electrostrictive devices with electrical input and mechanical output, e.g. functioning as actuators or vibrators
- H10N30/204—Piezoelectric or electrostrictive devices with electrical input and mechanical output, e.g. functioning as actuators or vibrators using bending displacement, e.g. unimorph, bimorph or multimorph cantilever or membrane benders
- H10N30/2047—Membrane type
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N30/00—Piezoelectric or electrostrictive devices
- H10N30/50—Piezoelectric or electrostrictive devices having a stacked or multilayer structure
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3206—Magnesium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3208—Calcium oxide or oxide-forming salts thereof, e.g. lime
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3215—Barium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
- C04B2235/3234—Titanates, not containing zirconia
- C04B2235/3236—Alkaline earth titanates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
- C04B2235/3248—Zirconates or hafnates, e.g. zircon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3262—Manganese oxides, manganates, rhenium oxides or oxide-forming salts thereof, e.g. MnO
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3281—Copper oxides, cuprates or oxide-forming salts thereof, e.g. CuO or Cu2O
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3418—Silicon oxide, silicic acids or oxide forming salts thereof, e.g. silica sol, fused silica, silica fume, cristobalite, quartz or flint
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/44—Metal salt constituents or additives chosen for the nature of the anions, e.g. hydrides or acetylacetonate
- C04B2235/449—Organic acids, e.g. EDTA, citrate, acetate, oxalate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/785—Submicron sized grains, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/786—Micrometer sized grains, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/79—Non-stoichiometric products, e.g. perovskites (ABO3) with an A/B-ratio other than 1
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Compositions Of Oxide Ceramics (AREA)
- General Electrical Machinery Utilizing Piezoelectricity, Electrostriction Or Magnetostriction (AREA)
- Lens Barrels (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
- Camera Bodies And Camera Details Or Accessories (AREA)
- Apparatuses For Generation Of Mechanical Vibrations (AREA)
Abstract
本发明提供压电材料、压电元件和电子装置。本发明提供了一种在宽的操作温度范围中具有高压电常数和高机械品质因数的无铅压电材料。该压电材料包括由通式(1)表达的钙钛矿型金属氧化物作为主要成分:(Ba1‑xCax)a(Ti1‑yZry)O3(1.00≤a≤1.01、0.125≤x<0.155以及0.041≤y≤0.074)。金属氧化物含有的Mn的含量为相对100重量份金属氧化物换算成金属计为0.12重量份以上、0.40重量份以下。
Description
本申请是申请号为“201380020215.3”、申请日为2013年03月07 日、发明名称为“压电材料、压电元件和电子装置”的中国专利申请的 分案申请。
技术领域
本发明涉及压电材料,尤其是涉及无铅压电材料。本发明还涉及 压电元件和包括压电材料的多层压电元件、多层压电元件的制造方法、 液体排出头、液体排出装置、超声波马达、光学装置、振动装置、除 尘装置、图像拾取装置以及电子装置。
背景技术
一般地,压电材料是ABO3钙钛矿型金属氧化物,如锆钛酸铅(下 文中被称为“PZT”)。然而,由于PZT包含作为A位元素的铅,其对 环境的影响具有争议。因此,存在对无铅钙钛矿型金属氧化物的压电 元件的需要。
已知钛酸钡是无铅钙钛矿型金属氧化物的压电材料。此外,为了 改进压电材料的特性,已经开发了基础组成为钛酸钡的材料。专利文 献1和非专利文献1公开了具有改进的压电特性的材料,其用Ca代 替一部分钛酸钡的A位以及用Zr代替一部分B位。然而,这些材料 具有低的居里温度,例如80℃以下,因此在高温环境下例如在夏天的 车内导致退极化,从而减小了压电特性。此外,由于其机械品质因数 低,因此在向其施加交流电压时容易出现退极化。
专利文献2和非专利文献2公开的材料中用Ca代替一部分钛酸 钡的A位,并添加Mn、Fe或Cu。与钛酸钡相比,尽管这些材料具 有优异的机械品质因数,但是遗憾地是它们的压电特性低。
引用列表
专利文献
专利文献1日本专利特开第2009-215111号公报
专利文献2日本专利特开第2010-120835号公报
非专利文献
非专利文献1应用物理杂志,2011年,第109卷,从054110-1 到054110-6
非专利文献2日本应用物理杂志,2010年,第49卷,从 09MD03-1到09MD03-4
发明内容
技术问题
本发明提供了一种在宽的操作温度范围中具有高压电常数和高机 械品质因数的无铅压电材料。
解决问题的方案
根据本发明的压电材料包括由通式(1)表达的钙钛矿型金属氧化 物作为主要成分:
(Ba1-xCax)a(Ti1-yZry)O3(1.00≤a≤1.01、0.125≤x<0.155以及 0.041≤y≤0.074),其中,金属氧化物含有的Mn的含量为相对100重 量份金属氧化物换算成金属计为0.12重量份以上、0.40重量份以下。
发明的有益效果
本发明能够提供一种在宽的操作温度范围中具有高压电常数和高 机械品质因数的无铅压电材料。
通过下面参考附图对示例性实施例的描述,本发明的其他特征将 变得明显。
附图说明
图1是示出了本发明的示例1至22和比较例1至9的压电材料的 x值和y值之间的关系的曲线图,其中,虚线围成的区域是本发明的x 值和y值的范围。
图2是示出了压电元件的结构的一个实施例的示意图。
图3A和3B是示出了多层压电元件的结构的一个实施例的示意性 剖视图。
图4A和4B是示出了液体排出头的结构的一个实施例的示意图。
图5是示出了液体排出装置的一个实施例的示意图。
图6是示出了液体排出装置的一个实施例的示意图。
图7A和7B是示出了超声波马达的结构的一个实施例的示意图。
图8A和8B是示出了光学装置的一个实施例的示意图。
图9是示出了光学装置的一个实施例的示意图。
图10A和10B是示出了在除尘装置中使用振动装置时的一个实施 例的示意图。
图11A至11C是示出了除尘装置中的压电元件的结构的示意图。
图12A和12B是示出了除尘装置的振动原理的示意图。
图13是示出了图像拾取装置的一个实施例的示意图。
图14是示出了图像拾取装置的一个实施例的示意图。
图15是示出了电子装置的一个实施例的示意图。
具体实施方式
现在将描述本发明的实施例。
根据本发明的压电材料包括的主要成分为由通式(1)表达的钙钛 矿型金属氧化物:
(Ba1-xCax)a(Ti1-yZry)O3(1.00≤a≤1.01、0.125≤x<0.155以及 0.041≤y≤0.074),其中,金属氧化物含有的Mn含量为相对100重量 份金属氧化物换算成金属计为0.12重量份以上、0.40重量份以下。
在上面的描述中,以通式(1)表示的“钙钛矿型金属氧化物包括 的主要成分”是指:用于表达压电特性的主要成分是由通式(1)表示 的钙钛矿型金属氧化物。例如,压电材料可以含有用于调节其性质的 成分(例如上述的锰)或在制造过程中引入的杂质。
正如岩波第5版物理化学辞典(岩波书店,1998年2月20日出 版)描述地那样,本发明中的钙钛矿型金属氧化物是指具有钙钛矿结 构的金属氧化物,它是理想的四方晶体结构。具有钙钛矿结构的金属 氧化物一般由化学式ABO3表达。在钙钛矿型金属氧化物中,元素A 和B分别以离子形式占据被称为A位和B位的特定晶胞位置。例如, 在立方晶胞中,元素A位于立方体的顶点,而元素B位于立方体的体 心位置。元素O作为氧阴离子占据面心位置。
在通式(1)表示的金属氧化物中,位于A位的金属元素是Ba和 Ca,位于B位的金属元素是Ti和Zr。然而,一部分Ba和Ca原子可 位于B位。同样地,一部分Ti和Zr原子可以位于A位。
在通式(1)中B位的元素与元素O的摩尔比基本上是1:3,但该 摩尔比可以稍微偏移(例如,在1.00:2.94至1.00:3.06的范围),只要 钙钛矿结构是金属氧化物的主相即可。这种情况包括在本发明的范围 内。
“钙钛矿结构是主相”是指:在压电材料粉末的X射线衍射中表现 出最大衍射强度的峰来自于钙钛矿型结构。此外,主相可以是“单相”, 其中,具有钙钛矿结构的晶体大体上占据整个相。
金属氧化物的钙钛矿结构可以通过结构分析来证实,例如X射线 衍射或电子束衍射。
根据本发明的压电材料可以是任何形式,如陶瓷、粉末、单晶体、 薄膜或浆料,特别地可以是陶瓷。在整个说明书中,术语“陶瓷”指的 是晶粒的凝集体(也称为块体),其基础成分是通过热处理烧制的金属 氧化物,即所谓的多晶体;并且也包括在烧结后进行处理的晶体。
在通式(1)中,“a”表示在A位的Ba和Ca的摩尔量与在B位 的Ti和Zr的摩尔量的比率,其范围是1.00≤a≤1.01。如果a的值小于 1.00,则晶粒趋向于不正常生长,从而降低材料的机械强度。相反地, 如果a的值大于1.01时,则晶粒生长需要的温度过高,这使得在普通 的烧结炉中烧结是不可能的。这里,“不可能烧结”是指不能获得足够 的密度或者在压电陶瓷中形成大量的孔或缺陷。
在通式(1)中,“x”表示在A位的Ca的摩尔比,其范围是 0.125≤x<0.155。如果x的值小于0.125,则例如在-10℃至50℃的操 作温度下出现晶体结构的相变,进而不利地影响耐久性。相反地,如 果x的值为0.155以上,则压电特性不足。从提供更好的压电特性的 角度来看,x值的范围可为0.125≤x≤0.145。
在通式(1)中,“y”表示在B位的Zr的摩尔比,其范围是 0.041≤y≤0.074。如果y的值小于0.041,则压电性能不足。相反地, 如果y的值大于0.074,则居里温度(Tc)低至小于100℃,从而在高 温下失去压电特性。从提供更好的压电性能的角度来看,y值的范围 可为0.051≤y≤0.074。
在整个说明书中,术语“居里温度”是指材料的铁电性丧失时的温 度。一般地,压电材料的压电特性在不低于居里温度的温度下也会丧 失。可通过改变测量温度以确定铁电性丧失时的温度来直接地测量居 里温度,或者可从表现出最大相对介电常数(这是随着改变测量温度 而使用小的交流电场来确定的)的温度来确定居里温度。
根据本发明的压电元件的压电材料的组成可以用任何方法测定, 如X射线荧光分析法、ICP发射光谱分析法或原子吸收光谱法。每种 方法都能够计算出压电材料中包含的各元素的重量比和组成比。
本发明的压电材料中包含的Mn含量为相对100重量份金属氧化 物换算成金属计为0.12重量份以上、0.40重量份以下。本发明的压电 材料含有上述范围的Mn,由此改进绝缘性和机械品质因数。这里, 机械品质因数是表示当作为振动子评价压电材料时由振动引起的弹性 损失的因数,机械品质因数的值在阻抗测量中作为共振曲线的锐度被 观察到。也就是说,机械品质因数表示振动子的共振锐度。随着电压 的施加,当压电材料作为压电元件被驱动时,改进的绝缘性能和机械 品质因数可确保长期可靠性。
在此,“换算成金属”表示通过以下方式确定的值:例如通过X射 线荧光分析法(XRF)、ICP发射光谱分析法或原子吸收光谱法测量压 电材料中的金属如Ba、Ca、Ti、Zr以及Mn的含量,将通式(1)表 示的金属氧化物的构成元素的含量变换成氧化物的含量,并在假定总 重量为100时计算Mn的重量与总重量的比率。如果Mn的含量小于 0.12重量份,则在25℃时的机械品质因数低至小于300。低的机械品 质因数会增大使用压电材料构成的压电元件驱动共振装置的电力消 耗,所述压电元件是通过将一对电极附连到压电材料上而形成的。机 械品质因数在25℃时可以是700以上,例如800以上。在此范围内, 在实际驱动时不会出现电力消耗的显著增加。相反地,如果Mn的含 量高于0.40重量份,则压电特性不足,并且可能会出现对压电特性无 用的六方晶体。
锰可以仅位于B位。在Mn溶于B位的情况下,则在A位的Ba 和Ca的总摩尔量(A)与在B位的Ti、Zr和Mn的总摩尔量(B) 的比率(A/B)的范围是0.992≤A/B≤0.999。当比率A/B在该范围内时, 压电材料可具有特别优异的压电常数和机械品质因数。因此,能够使 用本发明的压电材料制作具有优良耐久性的装置。
锰的化合价可以是4+。一般地,Mn的化合价可以是4+、2+、3+。 当晶体包含导电电子(例如在具有氧缺陷的晶体的情况下或者在A位 包括施主元素的情况下)时,通过使Mn的化合价从4+降低到3+或 2+来捕获导电电子,从而提高绝缘电阻。此外,从离子半径的角度来 看,具有4+化合价的Mn能够容易地替代Ti,Ti是B位的主要成分。
相反地,在Mn的化合价低于4+(如2+)时,锰用作受体。如 果锰作为受体存在于钙钛矿结构的晶体中,则在晶体中产生孔,或者 在晶体中形成氧空位。
如果压电材料中包含的大多数Mn原子具有2+或3+的化合价, 则不能通过仅仅引入氧空位来完全地补偿孔,从而减小了绝缘电阻。 因此,大多数的Mn原子具有4+的化合价。然而,具有低于4+化合 价的相当少量的Mn原子可以在钙钛矿结构的B位作为受体存在,以形成氧空位。显然,具有2+或3+化合价的Mn和氧空位形成缺陷偶 极子,以提高压电材料的机械品质因数。
除了通式(1)表示的成分和Mn以外,根据本发明的压电材料可 以包含在不改变材料性质的范围内的任何成分(下文中称为辅助成 分)。相对于通式(1)表示的100重量份的金属氧化物,辅助成分的 总量为1.2重量份以下。如果辅助成分的含量超过1.2重量份,则压电 材料的压电特性和绝缘特性会降低。此外,除Ba、Ca、Ti、Zr以及Mn之外作为辅助成分的金属元素的含量相对于压电材料换算成氧化 物可以是1.0重量份以下或换算成金属可以是0.9重量份以下。在整个 说明书中,术语“金属元素”包括半金属元素如Si、Ge和Sb。如果除 了Ba、Ca、Ti、Zr以及Mn之外作为辅助成分的金属元素的含量相 对于压电材料换算成氧化物超过1.0重量份或者换算成金属超过0.9 重量份,则压电材料的压电特性和绝缘特性会降低。作为辅助成分的 Li、Na和Al元素的总含量相对于压电材料换算成金属可以是0.5重 量份以下。作为辅助成分的Li、Na和Al元素的总含量相对于压电材 料换算成金属超过0.5重量份会使烧结不充分。如果压电材料包含作 为辅助成分的Y元素,则Y元素的含量相对于压电材料换算成金属可 以是0.5重量份以下。Y元素的含量相对于压电材料换算成金属超过 0.5重量份会使极化处理困难。
辅助成分的示例包括烧结助剂,例如Si和Cu。此外,本发明的 压电材料含有的Sr的量可与Ba和Ca的市售原料中作为不可避免成 分含有的量相当。同样地,本发明的压电材料含有的Nb的量可与Ti 的市售原料中作为不可避免成分含有的量相当,以及含有的Hf的量 可与作为不可避免成分的Zr的市售原料中含有的量相当。
辅助成分的含量(重量份)可以用任何方法测定,方法的示例包 括:X射线荧光分析法、ICP发射光谱分析法以及原子吸收光谱法。
根据本发明的压电材料具有100℃以上的居里温度,由此能够保 持压电性能,即使在80℃温度(夏天在车中的假定温度)严苛条件下 也不会损失压电性能,并且能够具有稳定的压电常数和机械品质因数。
在根据本发明的压电材料中,构成压电材料的晶粒的平均等效圆 直径为1μm以上、10μm以下。当平均等效圆直径在该范围内时,本 发明的压电材料具有令人满意的压电特性和机械强度。平均等效圆直 径小于1μm会使压电特性不足。相反地,平均等效圆直径大于10μm 会降低机械强度。平均等效圆直径的范围可以是2μm以上、8μm以下。
在整个说明书中,术语“等效圆直径”表示在显微镜观察中通常使 用的“投影面积圆等效直径”,表示具有与晶粒投影面积相同面积的理 想圆的直径。在本发明中,等效圆直径可以用任何方法测定。例如, 通过对用偏光显微镜或扫描电子显微镜拍摄的压电材料表面图像进行 图像处理,能够确定等效圆直径。由于最佳放大倍数取决于对象的晶 粒直径,因此可以根据直径使用光学显微镜或电子显微镜。代替材料 的表面,从抛光表面或断面的图像可以确定等效圆直径。
本发明的压电材料可以具有97.0%以上、100%以下的相对密度。
相对密度小于97.0%会使压电特性和机械品质因数不足,或者减 小机械强度。
术语“相对密度”表示测量密度与根据压电材料的晶格常数与压电 材料构成元素的原子量算出的理论密度之比。这里,晶格常数例如可 通过X射线衍射分析进行测定。密度例如可以通过阿基米德法进行测 定。
根据本发明的压电材料可以用任何方法制作。
压电材料可以通过在常压下烧结例如含有构成元素的氧化物、碳 酸盐、硝酸盐或草酸盐的固体粉末的普通方法来制备。原料由金属化 合物例如Ba化合物、Ca化合物、Ti化合物、Zr化合物和Mn化合 物构成。
Ba化合物的可用示例包括氧化钡、碳酸钡、草酸钡、乙酸钡、硝 酸钡、钛酸钡、锆酸钡和锆钛酸钡。
Ca化合物的可用示例包括氧化钙、碳酸钙、草酸钙、乙酸钙、钛 酸钙和锆酸钙。
Ti化合物的可用示例包括氧化钛、钛酸钡、锆钛酸钡和钛酸钙。
Zr化合物的可用示例包括氧化锆、锆酸钡、锆钛酸钡和锆酸钙。
Mn化合物的可用示例包括碳酸锰、氧化锰、二氧化锰、四氧化 三锰和乙酸锰。
在本发明的压电材料中,在A位的Ba和Ca的摩尔量与在B位 的Ti和Zr的摩尔量的比率“a”可以用任何原料进行调整。Ba化合物、 Ca化合物、Ti化合物和Zr化合物中的任何一个具有相同的效果。
根据本发明的压电材料的原料粉末可以通过任何方法进行造粒。 从得到具有均匀粒径的造粒粉末的角度来看,可以使用喷雾干燥。
在造粒中使用的粘结剂的可用示例包括聚乙烯醇(PVA)、聚乙烯 醇缩丁醛(PVB)和丙烯酸树脂。粘合剂的使用量为1重量份至10 重量份,特别地,从得到具有更高密度的成形体的角度来看使用量为 2重量份到5重量份。
根据本发明的压电材料可以通过任何方法进行烧结。
烧结的示例包括在电炉中烧结、在煤气炉中烧结、电加热、微波烧 结、毫米波烧结和热等静压(HIP)。电炉和煤气炉可以是连续式炉或 间歇式炉。
压电材料的烧结可在任何温度下进行,并且可以在允许每种化合 物反应和允许晶体充分生长的温度下进行。从得到粒径范围在1-10μm 的压电材料晶粒的角度来看,烧结温度可以是1200℃以上、1550℃以 下,例如1300℃以上、1480℃以下。在这样的温度范围下烧结的压电 材料表现出令人满意的压电性能。
为了稳定地再现通过烧结制备的压电材料的特性,在上述范围内 的恒定温度下烧结2-24小时。虽然可以采用诸如两阶段烧结法的烧 结,但是考虑到生产率应该避免温度的快速下降。
研磨处理后的压电材料可在1000℃以上的温度下被热处理。机械 研磨在压电材料内部产生残余应力。在1000℃以上的热处理可消除残 余应力,以进一步提高压电材料的压电特性。热处理也具有消除沉淀 在晶界处的原料粉末如碳酸钡的效果。热处理可以执行任意时间段, 如1小时以上。
图2是示出了压电元件的结构的一个实施例的示意图。根据本发 明的压电材料2的压电特性可以通过被制作成至少具有第一电极1和 第二电极3的压电元件来进行评价。第一和第二电极都是厚度为大约 5至2000nm的导电层。电极可由压电元件中通常使用的任何材料构 成。材料的示例包括金属,如Ti、Pt、Ta、Ir、Sr、In、Sn、Au、Al、 Fe、Cr、Ni、Pd、Ag和Cu;以及它们的化合物。
第一和第二电极可以均由这些材料中的任何一种构成,或者可以 均是由这些材料中的两种或更多种构成的多层。第一和第二电极可以 由不同材料构成。
第一和第二电极可以通过任何方法来制作,例如可以通过烘焙金 属膏、溅射或汽相淀积来形成。第一和第二电极可以均被图案化成期 望的形状。
在压电元件中,自发极化轴可以单向地排列。单向排列的自发极 化轴增大了压电元件的压电常数。压电元件可通过任何方法进行极化。 极化处理可以在大气气氛中或在硅油中进行。极化可以在60℃-100℃ 的温度下进行。极化的最佳条件略微依赖于构成压电元件的压电材料 的组成。在极化处理中施加的电场可以是从800V/mm至2.0kV/mm。
压电元件的压电常数和机械品质因数可以从用市售的阻抗分析仪 测量的共振频率和反共振频率基于电子材料制造协会标准(JEITA EM-4501)通过计算来确定。这个方法在下文中被称为共振-反共振法。
现在将描述制作多层压电元件的示例。
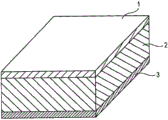
图3A和3B是示出了多层压电元件的结构的一个实施例的示意性 剖视图。多层压电元件由压电材料层54和包括内部电极55的电极层 构成,这些层交替地堆叠。压电材料层54由上述的压电材料构成。除 了内部电极55以外,电极层还可以包括第一电极51和第二电极53。
图3A示出了多层压电元件的结构,其中,两个压电材料层54和 一个内部电极55交替地堆叠,且层状结构布置在第一电极51和第二 电极53之间。如图3B所示,压电材料层和内部电极的数量可以增加, 且该数量不受限制。在图3B示出的多层压电元件中,九个压电材料 层504和八个内部电极505交替地堆叠,且该层状结构布置在第一电 极501和第二电极503之间。多层压电元件包括用于使交替布置的内 部电极短接的外部电极506a和外部电极506b。
内部电极55、505和外部电极506a、506b可以具有与压电材料层 504不同的尺寸和形状,并且可以分割成两个以上的电极。
内部电极55、505和外部电极506a、506b每一个都是厚度为大约 5至2000nm的导电层,并且可由在压电元件中通常使用的任何材料 构成。材料的示例包括金属,如Ti、Pt、Ta、Ir、Sr、In、Sn、Au、 Al、Fe、Cr、Ni、Pd、Ag和Cu;以及它们的化合物。内部电极55、 505和外部电极506a、506b每一个都可以由这些材料中的任一种或这 些材料中两种以上的材料的混合物或合金构成,或者可以都是由这些 材料中两种以上的材料构成的多层。这些电极中两个以上的电极可以 由不同的材料构成。
内部电极55和505都包含Ag和Pd,Ag的含量M1与Pd的含 量M2的重量比M1/M2可以是0.25≤M1/M2≤4.0,例如 0.3≤M1/M2≤3.0。重量比M1/M2小于0.25会不利地提高内部电极的 烧结温度。相反地,重量比M1/M2大于4.0会形成岛状内部电极,使 表面凹凸不平。
从便宜的电极材料的角度来看,内部电极55和505可以含有Ni 和Cu中的至少一种。作为一个制造示例,具有含有Ni和Cu中的至 少一种的内部电极55和505的多层压电元件可以在还原气氛中进行烧 结。
如图3B所示,包括内部电极505的多个电极可以彼此短接,以 便调节驱动电压的相位。例如,内部电极505、第一电极501以及第 二电极503交替地短接。电极之间的短接形式不作特别的限制。用于 短接的电极或接线可布置在多层压电元件的侧面上。可替换地,电极 可以通过布置在形成为贯通压电材料层504的通孔内的导电材料进行 短接。
现在将描述包括本发明压电材料的液体排出头的制造示例。
图4A和图4B是示出了液体排出头结构的一个实施例的示意图。 如图4A和4B所示,作为制造示例的液体排出头具有包括本发明压电 材料的压电元件101。压电元件101至少包括第一电极1011、压电材 料1012和第二电极1013。如图4B所示,压电材料1012可选择性地 进行图案化。
图4B是液体排出头的示意图。该液体排出头包括排出口105、各 个液体室102、连接各个液体室102到相应排出口105的连通孔106、 液体室分隔壁104、公共液体室107、振动板103以及压电元件101。 图中示出的压电元件101具有矩形形状,但是其形状例如可以是椭圆 形、圆形或平行四边形。一般地,压电材料1012具有沿着各个液体室 102的形状。
将参考图4A详细地描述在作为制造示例的液体排出头中包括本 发明压电材料的压电元件101的附近。图4A是图4B示出的压电元件 在液体排出头宽度方向的剖视图。图4A示出的压电元件101的剖面 为矩形,但是可以是梯形或倒梯形。
此外,缓冲层108可以布置在振动板103和下部电极之间。
在液体排出头中,振动板103因压电材料1012的伸缩而上下振动, 并向各个液体室102中的液体施加压力。结果,液体从排出口105排 出。作为制造示例的液体排出头可以在打印中使用或者应用于电子装 置。
振动板103的厚度可以是1.0μm以上、15μm以下,例如1.5μm 以上、8μm以下。振动板可以由任何材料制成。例如,振动板可以由 Si制成,振动板的硅可掺杂B或P。此外,振动板上的缓冲层或电极 层可以是振动板的一部分。
缓冲层108的厚度可以是5nm以上、300nm以下,例如10nm以 上、200nm以下。
排出口105的等效圆直径的大小为5μm以上、40μm以下。排出 口105的形状可以是圆形或星形、正方形或三角形。
现在将描述包括本发明压电材料的液体排出装置的制造示例。
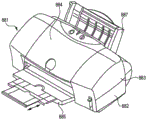
如图5和6所示,作为制造示例的液体排出装置是喷墨记录装置。 图6示出了图5示出的液体排出装置(喷墨记录装置)881,处于去除 了外部882至885和887的状态。喷墨记录装置881包括自动给送部 897,用于将作为记录介质的记录纸自动给送到装置本体896。此外, 喷墨记录装置881包括:输送部899,用于将从自动给送部897给送 的记录纸输送到预定的记录位置,然后将记录纸从记录位置输送到输 出口898;记录部891,用于在输送到记录位置的记录纸上执行记录; 和恢复部890,用于对记录部891进行恢复处理。记录部891设置有 托架892,其接纳包括本发明压电材料的液体排出头,并在导轨上往 复运动。
在这种喷墨记录装置中,托架892根据从计算机发送的电信号在 导轨上滑动;并且,通过向其间布置有压电材料的电极施加驱动电压 而使压电材料移位。压电材料的移位通过图4B示出的振动板103向 各个液体室102施加压力,由此将墨从排出口105排出以执行打印。
在包括本发明压电材料的液体排出装置中,能够高速均匀地排出 液体,并能减小装置的尺寸。
上述液体排出装置的示例是打印机,但是液体排出装置不仅可以 用作喷墨记录装置,如传真机、多功能机或复印机,而且可以用作工 业用的液体排出装置。
现在将描述包括本发明压电材料的超声波马达的制造示例。
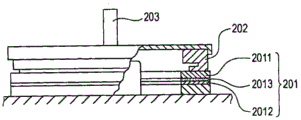
图7A和7B是示出了超声波马达结构的一个实施例的示意图。图 7A示出了具有单板构成的压电元件的超声波马达。超声波马达包括: 振动子201;转子202,该转子通过弹簧(未示出)施加的压力而与振 动子201的滑动表面接触;和与转子202一体布置的输出轴203。振 动子201由金属弹性环2011、包括本发明压电材料的压电元件2012 以及有机粘合剂(例如环氧树脂或氰基丙烯酸酯粘合剂)2013组成, 该有机粘合剂用于粘接压电元件2012和弹性环2011。包括本发明压 电材料的压电元件2012由第一电极、第二电极(均未示出)和布置在 其间的压电材料构成。
当向包括本发明压电材料的压电元件施加相位差为π/4奇数倍的 交流电压时,在振动子201中产生弯曲的行波,并且振动子201的滑 动表面上的每个点以椭圆运动的方式移动。转子202被压到振动子201 的滑动面上,由此从振动子201接收摩擦力,以沿与弯曲行波相反的 方向旋转。被驱动的对象(未示出)连接到输出轴203,并被转子202 的旋转力驱动。
施加有电压的压电材料因横向压电效应而伸缩。当弹性材料如金 属与压电元件接触时,弹性材料因压电材料的伸缩而弯曲。这里描述 的超声波马达利用了该原理。
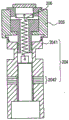
图7B示出了包括压电元件的超声波马达的示例,该压电元件具 有层状结构。振动子204由管状金属弹性体2041和布置在各弹性体之 间的多层压电元件2042组成。多层压电元件2042由多个堆叠的压电 材料(未示出)构成,并包括位于堆叠的压电材料的外表面上的第一 和第二电极以及位于堆叠的压电材料之间的内部电极。金属弹性体 2041用螺栓彼此连接,以将多层压电元件2042固定在其间,从而形 成振动子204。
当将相位不同的交流电压施加给多层压电元件2042时,振动子 204产生两个彼此垂直的振动。这两个振动相组合,以形成用于驱动 振动子204的端部的圆振动。振动子204在上部设置有周向槽,以放 大用于驱动的振动。
转子205通过加压弹簧206而与振动子204压接触,以产生用于 驱动的摩擦力。转子205由轴承可旋转地支撑。
现在将描述包括本发明压电材料的光学装置的制造示例。作为制 造示例的光学装置在驱动单元中包括超声波马达。
图8A和8B是作为图像拾取装置示例的单镜头反光照相机的可更 换镜筒的主剖视图。图9是作为图像拾取装置示例的单镜头反光照相 机的可更换镜筒的分解透视图。固定筒712、直线引导筒713以及前 透镜组镜筒714固定在照相机的快速拆卸安装部711上。这些筒是可 更换镜筒的固定部件。
直线引导筒713具有在光轴方向的前进引导槽713a,用于引导对 焦透镜702。在直径方向朝外突出的凸轮辊717a和717b通过轴向螺 钉718固定到保持对焦透镜702的后透镜组镜筒716上。凸轮辊717a 装配在前进引导槽713a中。
凸轮环715可转动地装配在直线引导筒713的内周。通过将固定 在凸轮环715上的辊719装配在直线引导筒713的周向槽713b中,在 光轴方向限制了直线引导筒713和凸轮环715之间的相对位移。凸轮 环715具有用于对焦透镜702的凸轮槽715a,凸轮辊717b也装配在 凸轮槽715a中。
旋转传递环720设置在固定筒712的外周侧,并由滚珠座圈727 保持,从而可在相对固定筒712的固定位置转动。旋转传递环720具 有从旋转传递环720径向延伸的轴720f,从动辊722由轴720f可转动 地保持。从动辊722的大直径部分722a与手动对焦环724的安装部侧 端面724b接触。从动辊722的小直径部分722b与连接部件729接触。 六个从动辊722以相等的间隔布置在旋转传递环720的外周,并且每 个从动辊如上所述地布置。
低摩擦片(垫片部件)733布置在手动对焦环724的内径部处, 从而保持在固定筒712的安装部侧端面712a和手动对焦环724的前侧 端面724a之间。低摩擦片733的外径面为环状,并装配在手动对焦环 724的内径部724c中,手动对焦环724的内径部724c还装配在固定 筒712的外径部712b中。低摩擦片733减小转动环机构中的摩擦,以 便相对固定筒712围绕光轴相对地转动手动对焦环724。
从动辊722的大直径部722a和手动对焦环的安装部侧端面724a 通过波形垫片726的力施加的压力而彼此接触,以便朝透镜前面挤压 超声波马达725。类似地,从动辊722的小直径部722b和连接部件729 通过波形垫片726的力而彼此接触,以朝透镜前方挤压超声波马达 725。波形垫片726由垫片732限制朝安装部方向的移动,该垫片732 与固定筒712卡口连接。由波形垫片726产生的弹簧力(偏压力)传 递给超声波马达725,进一步传递给从动辊722,由此也用作通过手动 对焦环724抵靠固定筒712的安装部侧端面712a的加压力。也就是说, 手动对焦环724被组装成经由低摩擦片733被压向固定筒712的安装 部侧端面712a。
因此,当通过控制器(未示出)驱动超声波马达725以使其相对 固定筒712转动时,由于连接部件729与从动辊722的小直径部722b 摩擦接触,因此从动辊722围绕轴720f转动。从动辊722围绕720f 的转动导致旋转传递环720围绕光轴转动(自动对焦操作)。
当围绕光轴的转动力从手动操作输入单元(未示出)施加给手动 对焦环724时,手动对焦环724的安装部侧端面724b与从动辊722 的大径部722a压接触。结果,从动辊722因摩擦力而围绕轴720f转 动。从动辊722的大直径部722a围绕轴720f的转动使旋转传递环720 围绕光轴转动。此情况下,转子725c和定子725b的摩擦保持力防止 超声波马达725转动(手动对焦操作)。
旋转传递环720具有两个在彼此对向位置的对焦键728。对焦键 728装配在形成于凸轮环715端部的凹口715b中。因此,旋转传递环 720因自动对焦操作或手动对焦操作而围绕光轴的转动通过对焦键 728传递给凸轮环715,从而围绕光轴转动凸轮环。结果,被凸轮辊 717a和前进引导槽713a限制转动的后透镜组镜筒716通过凸轮辊 717b沿凸轮环715的凸轮槽715a移动。这样,对焦透镜702被驱动 而执行对焦操作。
这里,作为光学装置的制造示例已经描述了单镜头反光照相机的 可更换镜筒。本发明可应用于在驱动单元中具有超声波马达的任何光 学装置,诸如小型照相机或电子静态照相机,而不管照相机的类型。
例如用于输送或去除颗粒、粉末或液体的振动装置被广泛应用于 电子装置中。作为振动装置的制造示例,现在将描述包括本发明压电 材料的除尘装置。
作为制造示例的除尘装置至少包括具有压电元件或多层压电元件 的振动部件。
图10A和10B是示出了除尘装置的一个实施例的示意图。除尘装 置310由板状压电元件330和振动板320构成。压电元件330可以是 多层压电元件。振动板320可以由任何材料制成。当除尘装置310用 在光学装置中时,能够使用透明材料或反光材料作为振动板320。
图11A至11C是示出了图10A和10B所示压电元件330的结构 的示意图。图11A和11C示出了压电元件330的正面和背面的结构, 图11B示出了侧面的结构。如图10A和10B所示,压电元件330由压 电材料331、第一电极332、第二电极333组成,第一电极332和第二 电极333分别布置在板状压电材料331的两个表面上。如图10A和10B 所示的压电元件那样,压电元件330可以是多层压电元件。在这种情 况下,压电材料331具有这样的结构:压电材料层和内部电极交替布 置,内部电极与第一电极332或第二电极333交替地短接,从而给予 每个压电材料层不同相位的驱动波形。图11C示出的压电元件330的 第一电极332的表面是第一电极面336,图11A示出的压电元件330 的第二电极333的表面是第二电极面337。
这里,制造示例中的电极面表示其上布置有电极的压电元件的一 面。例如,如图11A-11C所示,第一电极332可以绕回到第二电极面 337。
如图10A和10B所示,压电元件330的第一电极面336固定在振 动板320的板表面上。通过驱动压电元件330,在压电元件330和振 动板320之间产生应力,以在振动板中产生面外振动。除尘装置310 是用于通过振动板320的面外振动去除异物(例如附着在振动板320 的表面的灰尘)的装置。术语“面外振动”是指在光轴方向(即在振动 板的厚度方向)使振动板移位的弹性振动。
图12A和12B是示出了除尘装置310的振动原理的示意图。图 12A示出了通过向一对压电元件330施加同相的交流电场而在振动板 320中产生面外振动的状态。构成这对压电元件330的压电材料的极 化方向是压电元件330的厚度方向。除尘装置310在七阶振动模式下 被驱动。图12B示出了通过向一对压电元件330施加相位差为180° 的反相交流电压而在振动板320中产生面外振动的状态。除尘装置310 在六阶振动模式下被驱动。作为制造示例的除尘装置310能够通过适 当地使用至少两种振动模式而有效地去除附着在振动板表面上的灰 尘。
现在将描述图像拾取装置的制造示例。图像拾取装置至少包括除 尘装置和图像拾取元件单元。除尘装置的振动部件布置在图像拾取元 件单元的受光面侧。图13和14是示出了作为图像拾取装置制造示例 的数字单镜头反光照相机的视图。
图13是在去除了图像拾取透镜单元的状态下从物体侧观察照相 机本体601的正面透视图。图14是示出了照相机内部示意性结构的分 解透视图,用于描述作为制造示例的除尘装置和拾取单元400的周围 结构。
反光镜箱605布置在照相机本体601的内部,穿过图像拾取透镜 的图像拾取光束被引导到该反光镜箱中。主反光镜(快速返回反射镜) 606布置在反光镜箱605的内部。主反光镜606可以采取相对图像拾 取光轴以45°的角度被保持以便将图像拾取光束引导到五角屋顶镜(未 示出)的方向的状态,以及可以采取在从避开图像拾取光束的位置被 保持以便将图像拾取光束引导到图像拾取元件(未示出)的方向的状 态。
反光镜箱605和快门单元200从物体侧按此顺序布置在本体机架 300的物体侧,该本体机架用作照相机本体的骨架。此外,图像拾取 单元400布置在本体机架300的拍摄者侧。图像拾取单元400设置在 安装部602的夹紧面,该安装部用作设置图像拾取透镜单元的基准, 使得图像拾取元件的图像拾取面平行于夹紧面,其间相隔预定的距离。
这里,作为图像拾取装置的制造示例已经描述了数字单镜头反光 照相机。图像拾取装置例如可以是图像拾取透镜可更换的照相机,例 如不具有反光镜箱605的无反光镜数字单镜头照相机。本发明还可以 应用于需要去除灰尘的任何装置,尤其是附着在各种图像拾取装置如 图像拾取单元可更换的摄影/摄像机、复印机、传真机和扫描仪以及具 有图像拾取装置的电子装置中的光学部件的表面上。
现在将描述电子装置的制造示例。作为制造示例的电子装置包括 具有压电元件或多层压电元件的压电声构件。压电声构件的示例包括 扬声器、蜂鸣器、麦克风和表面声波(SAW)元件。
图15是从正面看作为电子装置制造示例的数字照相机本体931 的总体透视图。光学装置901、麦克风914、频闪发光单元909以及辅 助光单元916布置在本体931的正面上。麦克风914被结合在本体的 内部,因此用虚线表示。在本体中在麦克风914的前面设有孔,用于 拾取来自外部的声音。
在本体931的上表面布置有电源按钮933、扬声器912、变焦杆 932以及用于执行对焦操作的释放按钮908。扬声器912被结合在本体 931的内部,因此用虚线表示。在本体中在扬声器912的前面设有孔, 用于向外部传递声音。
压电声构件可用于麦克风914、扬声器912和表面声波元件中的 至少一个。
这里,作为电子装置的制造示例已经描述了数字照相机。本发明 也可以应用于具有各种压电声构件的电子装置,例如声音再现装置、 录音机、移动电话和信息终端。
如上所述地,包括本发明压电材料的压电元件可适用于液体排出 头、液体排出装置、超声波马达、光学装置、振动装置、除尘装置、 图像拾取装置以及电子装置。
使用本发明的压电材料能够提供一种液体排出头,其喷嘴密度和 排出速度等于或高于使用含铅压电材料的情况下的喷嘴密度和排出速 度。
使用本发明的压电材料能够提供一种液体排出装置,其排出速率 和排出精度等于或高于使用含铅压电元件的情况下的排出速率和排出 精度。
使用本发明的压电材料能够提供一种超声波马达,其驱动力和耐 久性等于或高于使用含铅压电材料的情况下的驱动力和耐久性。
使用本发明的压电材料能够提供一种光学装置,其耐久性和操作 精度等于或高于使用含铅压电元件的情况下的耐久性和操作精度。
使用本发明的压电材料能够提供一种振动装置,其振动性和耐久 性等于或高于使用含铅压电元件的情况下的振动性和耐久性。
使用本发明的压电材料能够提供一种除尘装置,其除尘效率和耐 久性等于或高于使用含铅压电元件的情况下的除尘效率和耐久性。
使用本发明的压电材料能够提供一种图像拾取装置,其除尘功能 等于或高于使用含铅压电元件的情况下的除尘功能。
使用包括本发明压电材料的压电声构件能够提供一种电子装置, 其发声能力等于或高于使用含铅压电元件的情况下的发声能力。
本发明的压电材料不仅能够用于液体排出头和马达,而且能够用 于诸如超声波振动器、压电致动器、压电传感器和铁电存储器的装置 中。
示例
现在将用示例更加具体地描述本发明,但是本发明不限于以下示 例。本发明的压电材料是通过以下步骤制备的。
图1是示出了本发明的示例1-22和后述的比较例1至9中压电材 料的x值和y值之间的关系的曲线图。
示例1
以87.5:5.1:7.4的摩尔比称量平均粒径为100nm的钛酸钡(BT-01, 由Sakai化学工业株式会社制造)、平均粒径为300nm的钛酸钙 (CT-03,由Sakai化学工业株式会社制造)、平均粒径为300nm的锆 酸钙(CZ-03,由Sakai化学工业株式会社制造)。为了调整在A位的 Ba和Ca的摩尔量与在B位的Ti和Zr的摩尔量的比率“a”,将0.007 摩尔的草酸钡BaC2O3加入到该混合物中。用球磨机利用干式混合将 这些粉末的混合物混合24小时。使用喷雾干燥器喷洒相对混合粉末换 算成金属计Mn量为0.18重量份的乙酸锰(II)以及相对混合粉末计为3重量份的PVA粘合剂,使得乙酸锰(II)和PVA粘合剂附着在 混合粉末的表面上,从而对得到的混合粉末造粒。
模具填充得到的造粒粉末,通过用压力成型机向模具施加 200MPa的成型压力使造粒粉末形成为圆盘状成形体。成形体可以用 冷等静压成型机进一步加压。
将所得的成形体放置在电炉中,在1380℃的最高温度下保持5小 时,然后在大气气氛中累计烧结24小时。
评价构成陶瓷的所得晶粒的平均等效圆直径和相对密度,分别为 2.3μm和98.8%。主要用偏光显微镜观察晶粒,但是用扫描电子显微 镜(SEM)观察具有小粒径的晶粒。从观察结果计算出平均等效圆直 径。通过阿基米德法评价密度。
把得到的陶瓷研磨成具有0.5毫米的厚度,然后通过X射线衍射 法分析晶体结构。仅观察到对应于钙钛矿型结构的峰。
用X射线荧光分析法评价组成。结果表明,在以化学式 (Ba0.875Ca0.125)1.005(Ti0.926Zr0.074)O3表示的组成中结合了0.18重量 份的Mn。这意味着烧结后的组成与称量的组成一致。除了Ba、Ca、 Ti、Zr和Mn之外的元素量都低于检测下限,即小于1重量份。接着,评价样品中Mn的化合价。使用超导量子干涉仪(SQUID)测量在2 到60K的磁化率,从磁化率的温度依存性确定化合价。大多数Mn原 子的化合价为4+。
此外,再次观察晶粒。研磨前和研磨后的平均等效圆直径没有显 著差异。
示例2-25
以表1示出的摩尔比称量平均粒径为100nm的钛酸钡(BT-01, 由Sakai化学工业株式会社制造)、平均粒径为300nm的钛酸钙 (CT-03,由Sakai化学工业株式会社制造)、平均粒径为300nm的锆 酸钙(CZ-03,由Sakai化学工业株式会社制造)。为了调整在A位的 Ba和Ca的摩尔量与在B位的Ti和Zr的摩尔量的比率“a”,将草酸 钡BaC2O3按表1示出的量加入到该混合物中。用球磨机利用干式混 合将这些粉末的混合物混合24小时。顺便提一句,在示例18中,在 混合粉末中进一步加入换算成金属计总量为1.0重量份的Si和Cu, 在示例21中,在混合粉末中进一步加入换算成金属计为1.0重量份的 Y。使用喷雾干燥器喷洒相对混合粉末换算成金属计为表1示出的Mn 量的乙酸锰(II)以及相对混合粉末计为3重量份的PVA粘合剂,使 得乙酸锰(II)和PVA粘合剂附着在混合粉末的表面上,从而对得到 的混合粉末造粒。
模具填充得到的造粒粉末,通过用压力成型机施加200MPa的成 型压力使造粒粉末形成为圆盘状成形体。成形体可以用冷等静压成型 机进一步加压。
将所得的成形体放置在电炉中,在1300℃-1480℃的最高温度下保 持5小时,然后在大气气氛中累计烧结24小时。最高温度随着Ca量 的增加而升高。
评价得到的构成每种陶瓷的晶粒的平均等效圆直径和相对密度。 结果如表2所示。主要用偏光显微镜观察晶粒。用扫描电子显微镜 (SEM)观察具有小粒径的晶粒。从观察结果计算出平均等效圆直径。 通过阿基米德法评价密度。
得到的陶瓷研磨成具有0.5毫米的厚度,然后通过X射线衍射分 析晶体结构。在每个样品中仅观察到对应于钙钛矿型结构的峰值。
用X射线荧光分析评价组成。结果如表3所示。表中的“辅助成 分”表示除了Ba、Ca、Ti、Zr和Mn之外的元素,“0.00”意味着量低 于检测下限。结果表明,烧结后的组成与称量的组成一致。随后,评 价每个样品中Mn的化合价。使用超导量子干涉仪(SQUID)测量在 2到60K的磁化率,从磁化率的温度依存性确定化合价。每个样品中 的大多数Mn原子的化合价为4+。
此外,再次观察晶粒。烧结前和烧结后的晶粒的尺寸和状态没有 显著差异。
比较例1-10
以表1示出的摩尔比称量与示例1至25中所用相同的原料粉末, 然后用球磨机干混混合24小时。在比较例5中,换算成金属计为1.2 重量份的Y作为辅助成分被混合到混合粉末中。使用喷雾干燥器喷洒 相对混合粉末换算成金属计为表1示出的Mn量的乙酸锰(II)以及 相对混合粉末计为3重量份的PVA粘合剂,使得乙酸锰(II)和PVA 粘合剂附着在混合粉末的表面上,从而对得到的混合粉末造粒。
在与示例1至25相同的条件下使用得到的造粒粉末制造陶瓷。评 价构成每种陶瓷的晶粒的平均等效圆直径和相对密度。结果如表2所 示。如示例1至25那样地评价晶粒和相对密度。
将每种得到的陶瓷研磨成具有0.5毫米的厚度,然后通过X射线 衍射分析晶体结构。在比较例1-10的每个样品中仅观察到对应于钙钛 矿型结构的峰值。
用X射线荧光分析评价组成。结果如表3所示。结果表明,每个 样品中烧结后的组成与称量的组成一致。
[表1]


[表2]


[表3]


压电元件的制造和静特性评价
示例1-25
使用示例1-25中的压电材料制造压电元件。
通过直流溅射在圆盘状陶瓷的每个表面上形成厚度为400nm的 金电极。顺便提一句,在电极和陶瓷之间形成厚度为30nm的钛粘合 层。将得到的具有电极的陶瓷切割成10×2.5×0.5mm的条状压电元件。
通过向表面温度设定为60℃至100℃的热平板上的压电元件施加 1kV/mm的电场30分钟使得到的压电元件极化。
评价包括本发明压电材料的压电元件和包括比较例压电材料的压 电元件在极化处理后的静特性,即居里温度、压电常数d31以及机械 品质因数。结果如表4所示。通过从使用频率为1kHz的小交流电场 随着改变测量温度来测量介电常数,可从显示最大介电常数的温度确 定表中示出的居里温度。压电常数d31可通过共振-反共振法确定,其 绝对值示出于表中。在室温(25℃)下进行测量。
表4还示出了Ba和Ca的丰度与Ti、Zr和Mn的丰度的比率 (Ba+Ca)/(Ti+Zr+Mn)。
[表4]


这里,将示例8和9中具有相同的x和y值以及相同的Mn含量 但具有不同a值的压电元件彼此进行比较。类似地,将示例13和14 中具有相同的x和y值以及相同的Mn含量但具有不同a值的压电元 件彼此进行比较。具有较小的a值的压电元件即示例9和14中的压电 元件的压电常数和机械品质因数优良。在示例1至21中,Ba和Ca 的丰度与Ti、Zr和Mn的丰度的比率(Ba+Ca)/(Ti+Zr+Mn)的比 率为0992以上、0999以下。
在所有示例中,通过烘焙银膏制造的压电元件显示出与烘焙金膏 制造的压电元件相同的特性。
比较例1-10
使用比较例1-9中的陶瓷制造压电元件。
如示例1至25那样进行元件的制造和评价。
比较例1和3中的陶瓷含有的Zr量大,为7.5%(y=0.075),由 此分别具有低的居里温度96℃和95℃,从而得到能够使用压电元件 的狭窄温度范围。比较例2和4中的陶瓷含有的Zr量小,为4.0% (y=0.040),由此具有低的压电常数。比较例5中的陶瓷含有的Mn量小,为0.08重量份,并具有小的a值0.994,即小于1,由此导致烧结 过程中异常的晶粒生长,得到的平均等效圆直径大到13.5μm,从而导 致小的压电常数以及机械品质因数小到150。由于比较例6中的陶瓷 含有的Mn量大,为0.35重量份,尽管机械品质因数大到1300,但是压电常数小。由于比较例7中的陶瓷含有的Ca量大,为32.0% (x=0.320),因此烧结不会充分地进行,进而晶粒生长不充分,导致压 电常数d31小到21[pm/V]。比较例8中的陶瓷含有的Ca量小,为10% (x=0.100),并具有大的a值1.014,烧结不会充分地进行,进而得到 的平均等效圆直径小到0.7μm,导致压电常数d31小到40[pm/V]以及 机械品质因数小到280。比较例9中的陶瓷含有的Zr量小,为2.0% (x=0.020),由此压电常数d31小到71[pm/V]。比较例10中的陶瓷含 有0%的Zr,由此其压电常数d31比比较例9更小,为48[pm/V]。
比较例11
如示例1-25那样,以BaTiO3:CaZrO3:BaZrO3=86.7:10.0:3.3的摩 尔比称量平均粒径为300nm的钛酸钡、锆酸钙和锆酸钡(由Nippon 化学工业株式会社制造),然后通过干混用球磨机混合24小时。使用 喷雾干燥器,喷洒相对混合粉末换算成金属计为0.24重量份Mn的乙 酸锰(II)以及相对混合粉末计为3重量份的PVA粘合剂,使得乙酸 锰(II)和PVA粘合剂附着在混合粉末的表面上,从而对得到的混合 粉末造粒。
在与示例1至25相同的条件下使用得到的造粒粉末制造陶瓷。评 价构成每种陶瓷的晶粒的平均等效圆直径和相对密度。结果,平均等 效圆直径为1.1μm,相对密度为97.9%。
将每种得到的陶瓷研磨成具有0.5毫米的厚度,然后通过X射线 衍射分析晶体结构。仅观察到对应于钙钛矿型结构的峰值。
用X射线荧光分析评价组成。结果表明,每个样品中烧结后的组 成与称量的组成一致。
通过直流溅射在圆盘状陶瓷的每个表面上形成厚度为400nm的 金电极。顺便提一句,在电极和陶瓷之间形成厚度为30nm的钛粘合 层。将得到的具有电极的陶瓷切割成10×2.5×0.5mm的条状压电元件。
通过向表面温度设定为80℃的热平板上的压电元件施加1kV/mm 的电场30分钟,使得到的压电元件极化。
压电元件的耐久性评价
为了确认压电元件的耐久性,将示例23和比较例11制造的压电 元件放置在恒温室中,进行的热循环试验,该热循环试验是重复由 25℃→-20℃→50℃→25℃构成的热循环100次。评价热循环试验之 前和之后的压电常数d31。示例23中的压电元件显示出压电常数变化 (=(试验后的压电常数d31/试验前的压电常数d31)-1)为-3%,而比 较例11中的压电元件显示出-20%以上的压电常数变化。示例中的每 个试样不具有范围在-25℃至100℃的晶相转变温度。因此,相信-25℃ 至50℃的温度变化不会导致极化退化。相反地,比较例11中的压电 元件具有范围在-25℃至50℃的晶相转变温度。因此,相信由于多次 重复了在包括晶相转变温度的范围内的温度变化,导致大的极化退化, 进而减小了压电常数。也就是说,具有范围在-25℃至100℃的晶相 转变温度的压电陶瓷作为元件不具有充分的耐久性。
根据示例1的多层压电元件
称量平均粒径为100nm的钛酸钡颗粒(BT-01,由Sakai化学工 业株式会社制造)、平均粒径为300nm的钛酸钙颗粒(CT-03,由Sakai 化学工业株式会社制造)、平均粒径为300nm的锆酸钙颗粒(CZ-03, 由Sakai化学工业株式会社制造)、乙酸钡和四氧化三锰(Mn3O4), 从而得到表1示出的示例1的组成。用球磨机将称量的原料粉末混合 一整夜,得到混合粉末。
把得到的混合粉末与PVB混合,通过刮刀成膜法使混合物形成为 片状,得到厚度为50μm的生片材。
将用于内部电极的导电膏印刷在生片材上。使用Ag30%-Pd70% 的合金膏作为导电膏。将九个都具有导电膏的生片材堆叠,得到层状 产品。将该层状产品放置在电炉中,在1380℃保持5小时,然后在大 气氛围下累积烧结超过24小时。
随后,将得到的层状产品切割成10×2.5mm的尺寸。研磨侧面, 通过直流溅射形成用于交替地短接内部电极的一对外部电极(第一金 电极和第二金电极),从而制造出如图3B所示的多层压电元件。在该 多层压电元件中,在每个电极和层状产品之间形成厚度为30nm的钛 粘合层。
通过观察多层压电元件已经确认,作为电极材料的Ag-Pd和压电 材料被交替地形成。
对试样进行极化处理,以便评价其压电常数。具体地,向表面温 度设定为100℃的热平板上的试样施加1kV/mm的电场30分钟。
评价得到的多层压电元件的压电特性。多层压电元件具有充分的 绝缘性和令人满意的压电特性,其与示例1的压电陶瓷相当。
根据示例1的液体排出头
使用与示例1相同的压电元件制造图4A和4B示出的液体排出 头。确认对应于输入电信号的墨排出。
根据示例2的液体排出头
使用与示例2相同的压电元件制造图5示出的液体排出头。确认 对应于输入电信号在记录介质上的墨排出。
根据示例3的超声波马达
使用与示例3相同的压电元件制造图7A示出的超声波马达。确 认马达对应于施加交流电压的旋转行为。
根据示例4的光学装置
使用与示例4相同的压电元件制造图8A和8B示出的光学装置。 确认对应于施加交流电压的自动对焦操作。
根据示例5的除尘装置
使用与示例5相同的压电元件制造图10A和10B示出的除尘装 置。在分散塑料珠并向其施加交流电压时确认令人满意的除尘效率。
根据示例6的图像拾取装置
使用与示例6相同的压电元件制造图13示出的图像拾取装置。在 操作装置时,可令人满意地去除图像拾取单元的表面上的灰尘,提供 无灰尘缺陷的图像。
根据示例7的液体排出头
使用与示例7相同的多层压电元件制造图4A和4B示出的液体排 出头。确认对应于输入电信号的墨排出。
根据示例8的液体排出装置
使用与示例8相同的多层压电元件制造图5示出的液体排出装置。 确认对应于输入电信号在记录介质上的墨排出。
根据示例9的超声波马达
使用与示例9相同的多层压电元件制造图7B示出的超声波马达。 确认对应于施加交流电压的马达旋转行为。
根据示例10的光学装置
使用与示例10相同的多层压电元件制造图8A和8B示出的光学 装置。确认对应于施加交流电压的自动对焦操作。
根据示例11的除尘装置
使用与示例11相同的多层压电元件制造图10A和10B示出的除 尘装置。在分散塑料珠并向其施加交流电压时确认令人满意的除尘效 率。
根据示例12的图像拾取装置
使用与示例12相同的多层压电元件制造图13示出的图像拾取装 置。在操作装置时,可令人满意地去除图像拾取单元的表面上的灰尘, 提供无灰尘缺陷的图像。
根据示例13的电子装置
使用与示例13相同的多层压电元件制造图15示出的电子装置。 确认对应于施加交流电压的扬声器操作。
尽管已经参考示例性实施例描述了本发明,但是应该理解,本发 明不限于所公开的示例性实施例。随附权利要求的范围应给予最宽泛 的解释,以涵盖所有变型以及等同的结构和功能。
本申请要求2012年3月16日提交的日本专利申请 No.2012-060237的权益,在此通过引用将该申请全文并入。
工业实用性
本发明的压电材料具有高的压电常数和机械品质因数,不会对环 境产生负担,并且能够在包括多个压电材料(例如大量压电元件)的 装置(如超声波马达)中使用,而不会有任何问题。
附图标记列表
1 第一电极
2 压电材料
3 第二电极
101 压电元件
102 各个液体室
103 振动板
104 液体室分隔壁
105 排出口
106 连通孔
107 公共液体室
108 缓冲层
1011 第一电极
1012 压电材料
1013 第二电极
201 振动子
202 转子
203 输出轴
2011 弹性环
2012 压电元件
204 振动子
205 转子
206 弹簧
2041 金属弹性体
2042 多层压电元件
310 除尘装置
330 压电元件
320 振动板
330 压电元件
331 压电材料
332 第一电极
333 第二电极
336 第一电极面
337 第二电极面
310 除尘装置
320 振动板
330 压电元件
51 第一电极
53 第二电极
54 压电材料层
55 内部电极
501 第一电极
503 第二电极
504 压电材料层
505 内部电极
506a 外部电极
506b 外部电极
601 照相机本体
602 安装部
605 反光镜箱
606 主反光镜
200 快门单元
300 本体机架
400 图像拾取单元
701 前透镜组
702 后透镜组(对焦透镜)
711 快速拆卸安装部
712 固定筒
713 直线引导筒
714 前透镜组镜筒
715 凸轮环
716 后透镜组镜筒
717 凸轮辊
718 轴向螺钉
719 辊
720 旋转传递环
722 从动辊
724 手动对焦环
725 超声波马达
726 波形垫片
727 滚珠座圈
728 对焦键
729 连接部件
732 垫片
733 低摩擦片
881 液体排出装置
882 外部
883 外部
884 外部
885 外部
887 外部
890 恢复部
891 记录部
892 托架
896 装置本体
897 自动给送部
898 输出口
899 输送部
901 光学装置
908 释放按钮
909 频闪发光单元
912 扬声器
914 麦克风
916 辅助光单元
931 本体
932 变焦杆
933 电源按钮
Claims (18)
1.一种压电材料,包括:
由通式(1)表达的钙钛矿型金属氧化物作为主要成分:
(Ba1-xCax)a(Ti1-yZry)O3,其中1.00<a≤1.01、0.125≤x<0.155以及0.041≤y≤0.074;以及
Mn成分,其中,压电材料含有的Mn的含量为相对100重量份金属氧化物换算成金属计为0.12重量份以上、0.30重量份以下,并且
其中压电材料的晶粒的平均等效圆直径为1μm以上、10μm以下,
其中压电材料不具有范围在-25℃至100℃的晶相转变温度,
其中在Mn溶于钙钛矿型金属氧化物的B位的情况下,在钙钛矿型金属氧化物的A位的Ba和Ca的总摩尔量A与在钙钛矿型金属氧化物的B位的Ti、Zr和Mn的总摩尔量B的比率A/B的范围是0.992≤A/B≤0.999。
2.根据权利要求1所述的压电材料,其中,压电材料具有100℃以上的居里温度。
3.根据权利要求1或2所述的压电材料,其中,在通式(1)中y的值介于0.051≤y≤0.074的范围。
4.根据权利要求1或2所述的压电材料,其相对密度为97.0%以上、100%以下。
5.根据权利要求1或2所述的压电材料,其进一步包含除了由通式(1)表达的成分和Mn以外的辅助成分,
其中相对于通式(1)表达的100重量份的钙钛矿型金属氧化物,辅助成分为1.2重量份以下。
6.根据权利要求1或2所述的压电材料,其中Mn的化合价为4+。
7.一种压电元件,包括第一电极、压电材料和第二电极,其中,压电材料是根据权利要求1所述的压电材料。
8.一种多层压电元件,包括交替堆叠的压电材料层和电极,电极包括内部电极,其中,压电材料层由根据权利要求1所述的压电材料构成。
9.根据权利要求8所述的多层压电元件,其中,内部电极含有Ag和Pd;Ag的含量M1与Pd的含量M2的重量比M1/M2满足0.25≤M1/M2≤4.0的关系。
10.根据权利要求8所述的多层压电元件,其中,内部电极含有Ni和Cu中的至少一种。
11.一种液体排出头,其包括:液体室,该液体室包括振动单元,振动单元具有根据权利要求7所述的压电元件或根据权利要求8所述的多层压电元件;和与该液体室连通的排出口。
12.一种液体排出装置,包括记录介质输送部和根据权利要求11所述的液体排出头。
13.一种超声波马达,包括:振动部件,其包括根据权利要求7的压电元件或根据权利要求8的多层压电元件;和与该振动部件接触的转子。
14.一种光学装置,包括驱动单元,驱动单元包括根据权利要求13的超声波马达。
15.一种振动装置,包括振动部件,该振动部件包括根据权利要求7的压电元件或根据权利要求8的多层压电元件。
16.一种除尘装置,包括振动部件,该振动部件包括根据权利要求7的压电元件或根据权利要求8所述的多层压电元件。
17.一种图像拾取装置,至少包括根据权利要求16的除尘装置以及图像拾取元件单元,其中,除尘装置包括布置在图像拾取元件单元的受光面侧的振动部件。
18.一种电子装置,包括压电声构件,该压电声构件包括根据权利要求7的压电元件或根据权利要求8的多层压电元件。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-060237 | 2012-03-16 | ||
| JP2012060237 | 2012-03-16 | ||
| CN201380020215.3A CN104302598A (zh) | 2012-03-16 | 2013-03-07 | 压电材料、压电元件和电子装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201380020215.3A Division CN104302598A (zh) | 2012-03-16 | 2013-03-07 | 压电材料、压电元件和电子装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107755365A CN107755365A (zh) | 2018-03-06 |
| CN107755365B true CN107755365B (zh) | 2021-06-22 |
Family
ID=48142845
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710967760.3A Active CN107755365B (zh) | 2012-03-16 | 2013-03-07 | 压电材料、压电元件和电子装置 |
| CN201380020215.3A Pending CN104302598A (zh) | 2012-03-16 | 2013-03-07 | 压电材料、压电元件和电子装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201380020215.3A Pending CN104302598A (zh) | 2012-03-16 | 2013-03-07 | 压电材料、压电元件和电子装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9722171B2 (zh) |
| EP (1) | EP2825513B1 (zh) |
| JP (1) | JP6137888B2 (zh) |
| KR (1) | KR101707293B1 (zh) |
| CN (2) | CN107755365B (zh) |
| WO (1) | WO2013137369A1 (zh) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2936576B1 (en) * | 2012-12-21 | 2017-03-15 | Canon Kabushiki Kaisha | Vibration wave driving device, image pickup device, optical apparatus, liquid discharge device, and electronic apparatus |
| JP2015135958A (ja) | 2013-12-18 | 2015-07-27 | キヤノン株式会社 | 圧電材料、圧電素子、および電子機器 |
| JP2015135957A (ja) * | 2013-12-18 | 2015-07-27 | キヤノン株式会社 | 圧電素子、積層圧電素子、液体吐出装置、超音波モータ |
| JP2015134707A (ja) | 2013-12-18 | 2015-07-27 | キヤノン株式会社 | 圧電材料、圧電素子および電子機器 |
| US9136460B2 (en) * | 2014-01-29 | 2015-09-15 | Canon Kabushiki Kaisha | Piezoelectric element, method for manufacturing piezoelectric element, and electronic apparatus |
| EP2902377B1 (en) * | 2014-01-29 | 2018-11-14 | Canon Kabushiki Kaisha | Piezoelectric ceramic, method for manufacturing the same, piezoelectric element, and electronic apparatus |
| US9680085B2 (en) | 2014-03-07 | 2017-06-13 | Canon Kabushiki Kaisha | Ceramic powder, piezoelectric ceramic, piezoelectric element, and electronic equipment |
| JP2015199037A (ja) * | 2014-04-08 | 2015-11-12 | 株式会社東芝 | 攪拌装置及び自動分析装置 |
| CN103981573B (zh) * | 2014-05-21 | 2016-08-24 | 宁波大学 | 提高钙钛矿结构铁电材料居里温度的方法 |
| JP6700793B2 (ja) * | 2015-01-09 | 2020-05-27 | キヤノン株式会社 | 圧電材料、圧電素子、およびこれを用いた装置 |
| US9614141B2 (en) * | 2015-01-09 | 2017-04-04 | Canon Kabushiki Kaisha | Piezoelectric ceramic, piezoelectric element, piezoelectric device and piezoelectric ceramic manufacturing method |
| JP7012430B2 (ja) * | 2016-12-21 | 2022-01-28 | 東芝テック株式会社 | 薬液吐出装置と薬液滴下装置 |
| JP7191519B2 (ja) * | 2017-03-03 | 2022-12-19 | キヤノン株式会社 | 圧電素子の製造方法、振動波モータの製造方法、光学機器の製造方法および電子機器の製造方法 |
| US11482663B2 (en) | 2019-06-28 | 2022-10-25 | Taiwan Semiconductor Manufacturing Co., Ltd. | Microelectromechanical system with piezoelectric film and manufacturing method thereof |
| CN110677072B (zh) * | 2019-10-23 | 2020-09-15 | 维沃移动通信有限公司 | 电子设备 |
| CN110752770B (zh) * | 2019-10-23 | 2021-05-18 | 维沃移动通信有限公司 | 电子设备 |
| CN115297233B (zh) * | 2022-07-13 | 2024-08-06 | 维沃移动通信有限公司 | 马达和电子设备 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6287456A (ja) * | 1985-10-11 | 1987-04-21 | 日本碍子株式会社 | 誘電体磁器用セラミツク組成物 |
| US4988468A (en) * | 1987-01-08 | 1991-01-29 | Murata Manufacturing Co., Ltd. | Method for producing non-reducible dielectric ceramic composition |
| US5210455A (en) | 1990-07-26 | 1993-05-11 | Ngk Insulators, Ltd. | Piezoelectric/electrostrictive actuator having ceramic substrate having recess defining thin-walled portion |
| JPH08336196A (ja) * | 1995-06-07 | 1996-12-17 | Hiroshi Fujishima | 圧電型スピーカ |
| JP3804752B2 (ja) * | 1999-06-14 | 2006-08-02 | 日本碍子株式会社 | 電界誘起歪み材料及び圧電/電歪膜型素子 |
| WO2002084683A1 (fr) * | 2001-04-12 | 2002-10-24 | Tdk Corporation | Procede de production de composant electronique en ceramique laminee |
| JP2004006722A (ja) * | 2002-03-27 | 2004-01-08 | Seiko Epson Corp | 圧電アクチュエータ、インクジェット式ヘッド及び吐出装置 |
| JP2004187384A (ja) * | 2002-12-02 | 2004-07-02 | Nsk Ltd | 振動アクチュエータ |
| KR100886652B1 (ko) * | 2007-07-10 | 2009-03-04 | 충주대학교 산학협력단 | 압전재료 조성물 및 압전소자 |
| JP5256762B2 (ja) * | 2008-02-08 | 2013-08-07 | 株式会社ニコン | レンズ鏡筒、カメラ |
| JP5344456B2 (ja) | 2008-03-11 | 2013-11-20 | 独立行政法人物質・材料研究機構 | 非鉛系圧電材料 |
| JP5217997B2 (ja) | 2008-10-20 | 2013-06-19 | Tdk株式会社 | 圧電磁器、振動子及び超音波モータ |
| EP2328193B1 (en) * | 2009-11-30 | 2015-03-11 | Canon Kabushiki Kaisha | Piezoelectric ceramic, method for making the same, piezoelectric element, liquid discharge head, and ultrasonic motor |
| JP5734688B2 (ja) * | 2010-02-10 | 2015-06-17 | キヤノン株式会社 | 配向性酸化物セラミックスの製造方法、配向性酸化物セラミックス、圧電素子、液体吐出ヘッド、超音波モータおよび塵埃除去装置 |
| JP5550402B2 (ja) * | 2010-03-19 | 2014-07-16 | 京セラ株式会社 | 圧電磁器およびそれを用いた圧電素子 |
| JP5675137B2 (ja) * | 2010-03-23 | 2015-02-25 | キヤノン株式会社 | 振動装置に用いられる圧電素子、振動装置、及び振動装置を有する塵埃除去装置 |
| WO2013005701A1 (en) * | 2011-07-05 | 2013-01-10 | Canon Kabushiki Kaisha | Piezoelectric element, multilayered piezoelectric element, liquid discharge head, liquid discharge apparatus, ultrasonic motor, optical apparatus, and electronic apparatus |
| JP5979992B2 (ja) | 2011-07-05 | 2016-08-31 | キヤノン株式会社 | 圧電材料 |
| EP2729971B1 (en) * | 2011-07-05 | 2017-06-07 | Canon Kabushiki Kaisha | Piezoelectric material |
| JP5885552B2 (ja) * | 2012-03-21 | 2016-03-15 | キヤノン株式会社 | 振動装置、該振動装置を有する駆動装置、及び光学機器 |
| JP5968052B2 (ja) * | 2012-04-26 | 2016-08-10 | キヤノン株式会社 | 塵埃除去装置および撮像装置 |
| TWI545814B (zh) * | 2012-11-02 | 2016-08-11 | 佳能股份有限公司 | 壓電式材料、壓電式元件及電子設備 |
| JP2015135957A (ja) * | 2013-12-18 | 2015-07-27 | キヤノン株式会社 | 圧電素子、積層圧電素子、液体吐出装置、超音波モータ |
-
2013
- 2013-03-07 WO PCT/JP2013/057116 patent/WO2013137369A1/en active Application Filing
- 2013-03-07 US US14/385,128 patent/US9722171B2/en active Active
- 2013-03-07 CN CN201710967760.3A patent/CN107755365B/zh active Active
- 2013-03-07 EP EP13717572.5A patent/EP2825513B1/en active Active
- 2013-03-07 KR KR1020147028171A patent/KR101707293B1/ko active IP Right Grant
- 2013-03-07 CN CN201380020215.3A patent/CN104302598A/zh active Pending
- 2013-03-14 JP JP2013051618A patent/JP6137888B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20150053884A1 (en) | 2015-02-26 |
| CN104302598A (zh) | 2015-01-21 |
| EP2825513B1 (en) | 2017-09-13 |
| US9722171B2 (en) | 2017-08-01 |
| JP6137888B2 (ja) | 2017-05-31 |
| KR101707293B1 (ko) | 2017-02-15 |
| KR20140143172A (ko) | 2014-12-15 |
| JP2013216565A (ja) | 2013-10-24 |
| CN107755365A (zh) | 2018-03-06 |
| WO2013137369A1 (en) | 2013-09-19 |
| EP2825513A1 (en) | 2015-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107755365B (zh) | 压电材料、压电元件和电子装置 | |
| EP2867183B1 (en) | Piezoelectric material, piezoelectric element, and electronic apparatus | |
| TWI508336B (zh) | 壓電材料、壓電元件、及電子設備 | |
| CN107651956B (zh) | 压电元件、多层压电元件、排液头、排液装置、超声波马达、光学装置和电子装置 | |
| KR101717329B1 (ko) | 압전 재료, 압전 소자, 적층 압전 소자, 액체 토출 헤드, 액체 토출 장치, 초음파 모터, 광학 기기, 진동 장치, 제진 장치, 촬상 장치 및 전자 기기 | |
| EP2837045B1 (en) | Piezoelectric ceramics, piezoelectric element, liquid ejection head, ultrasonic motor, and dust removing device | |
| US9595658B2 (en) | Piezoelectric material piezoelectric device and electronic apparatus | |
| EP2897797B1 (en) | Piezoelectric material, piezoelectric element, and electronic equipment | |
| TWI523815B (zh) | 壓電材料、壓電元件、及電子裝置 | |
| TWI554487B (zh) | 壓電材料、壓電元件、及電子裝置 | |
| TW201434789A (zh) | 壓電材料、壓電元件及電子裝備 | |
| EP2728634B1 (en) | Piezoelectric material, piezoelectric element, and electronic apparatus | |
| EP2946419B1 (en) | Piezoelectric material, piezoelectric element, and electronic equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |